Изобретение относится к полиграфии, в частности к измерению и регулированию погрешности продольной и поперечной приводки, т.е. определению правильности наложения красок при многокрасочной печати журналов, газет, изопродукции, альбомов, этикеток и т.п., а также в смежных областях - при производстве облицовочных материалов, упаковочной тары, тканей и т.д.
Известны способы измерения погрешности приводки по одной метке на полотне и цилиндре, в которых для компенсации изменения скорости полотна используется тахогенератор, напряжение которого подается в систему управления приводкой, что приводит к достаточно сложной электронной схеме и невысокой точности. Количество требуемых тахогенераторов равно количеству контролируемых красок.
Известны также способы, в которых для исключения влияния скорости печати на измерения печатают первой базовой краской две метки с заданным расстоянием между ними, которое используется как эталон при определении скорости. Однако ростиск краски при печати, деформация и биение полотна затрудняют получение точных результатов.
Контроль поперечной приводки всеми рассмотренными способами не обеспечивается.
Известны способы измерения погрешности приводки, в которых используются фотодатчики и генераторы стабильной частоты. На носитель-полотно печатают контрольные красочные метки каждой краски; фотодатчики, расположенные над носителем, фиксируют моменты прохождения меток, определяют изменение расстояния между ними и сравнивают с допустимым. Компенсация изменения скорости носителя осуществляется за счет того, что используется специальный генератор, частота которого зависит от скорости машины.
Недостатки таких способов следующие: необходимость иметь фотодатчики со спектральной чувствительностью во всем красочном диапазоне; сложность создания датчиков с одинаковыми динамическими характеристиками для различных красок, вследствие чего точное определение расстояния между метками (при смене краски) затруднительно; большое число "красочных" датчиков (минимум 2 на каждом цилиндре); необходимость иметь специальный генератор переменной частоты, а при точных измерениях (учитывая, что диаметры формных цилиндров вдоль по движению возрастают) столько генераторов, сколько цилиндров; сложность осуществления точной компенсации колебания скорости.
Целью изобретения является измерение погрешности и регулирование как продольной, так и поперечной приводки, при исключении необходимости в дополнительных генераторах и тахогенераторах, а также различных по спектральным характеристикам фотодатчиках и уменьшение числа красочных меток.
Это достигается тем, что на каждом цилиндре устанавливают датчик базовой метки и датчик скорости с индикаторным контрольным элементом в виде флажка-вилки с возможностью перемещения ее в зазоре датчика, являющимся эталоном для измерения скорости и индикатором появления контролируемой красочной метки, причем переднюю грань створа флажка-вилки совмещают с основанием печатного элемента метки контролируемой краски или началом изображения и юстируют по сигналу, а погрешности приводки рассчитывают по формулам:
± ΔXпр=  -K
-K мм; (1)
мм; (1)
± ΔXпо=  -K
-K ctgα, (2) где Δ Хпр; Δ Хпо - соответственно продольная и поперечная погрешности, мм;
ctgα, (2) где Δ Хпр; Δ Хпо - соответственно продольная и поперечная погрешности, мм;
С - измеренный с требуемой точностью пространственный створ базового элемента датчика скорости, мм;
Тб - время прохождения перед датчиком створа С;
К - расстояние, мм (створ) между основанием красочной метки первой краски (принятой за базовую) и фиксированным положением контролируемой ("красочной метки") при точной приводке (ΔХпр = 0) для продольной приводки; расстояние, мм, от основания базовой метки до "точки" на ней, в которой срабатывает пороговое устройство (при ΔХпо = 0) для поперечной приводки;
Тп - время прохождения перед датчиком расстояния между базовой красочной меткой и фиксированным положением контролируемой для продольной приводки; время прохождения расстояния между основанием базовой метки и точкой срабатывания порогового устройства для поперечной приводки;
α - косой угол при основании, выполненный в виде прямоугольного треугольника базовой красочной метки. При этом момент прохождения основания базовой метки фиксируется фотодатчиком базовой метки, расположенным над каждым формным цилиндром (на фиг.1-4 не указан).
Сравнение заявленного технического решения с прототипом позволило установить его соответствие критерию "новизна".
При изучении других известных технических решений в данной области техники в них не были выявлены признаки, отличающие предложение заявителя от прототипа, что свидетельствует о его соответствии критерию "существенные отличия".
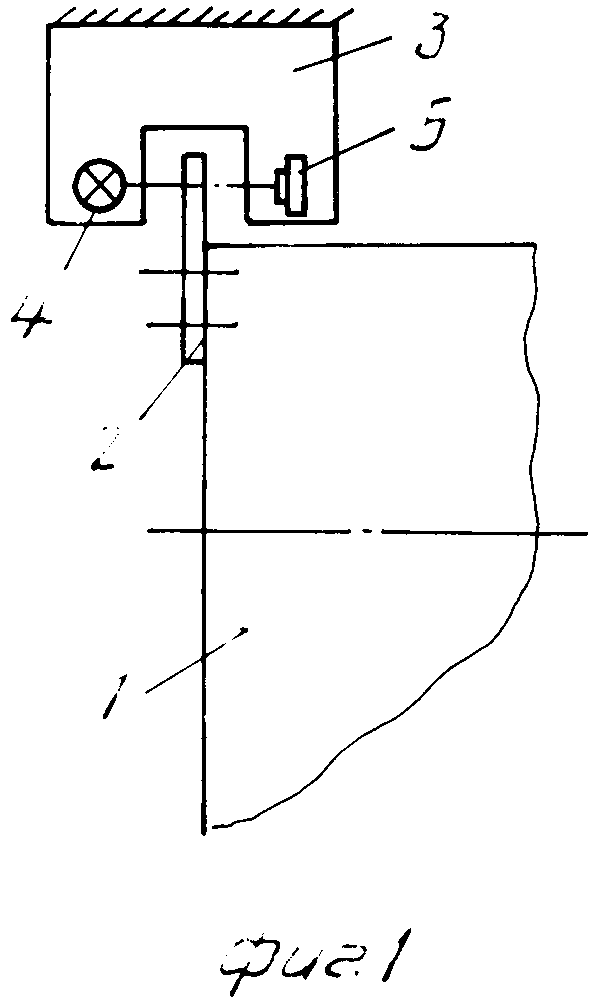
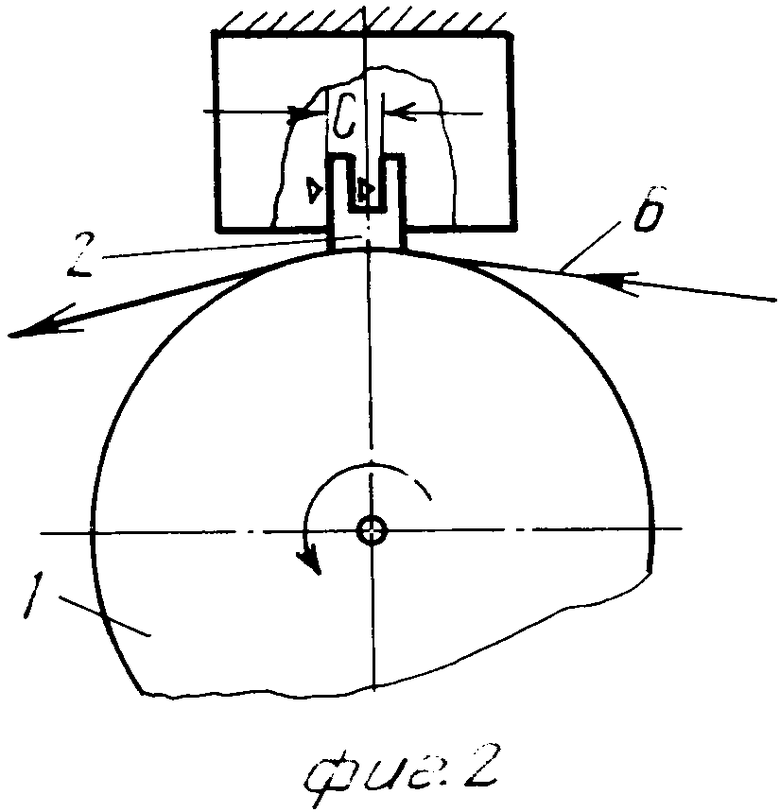
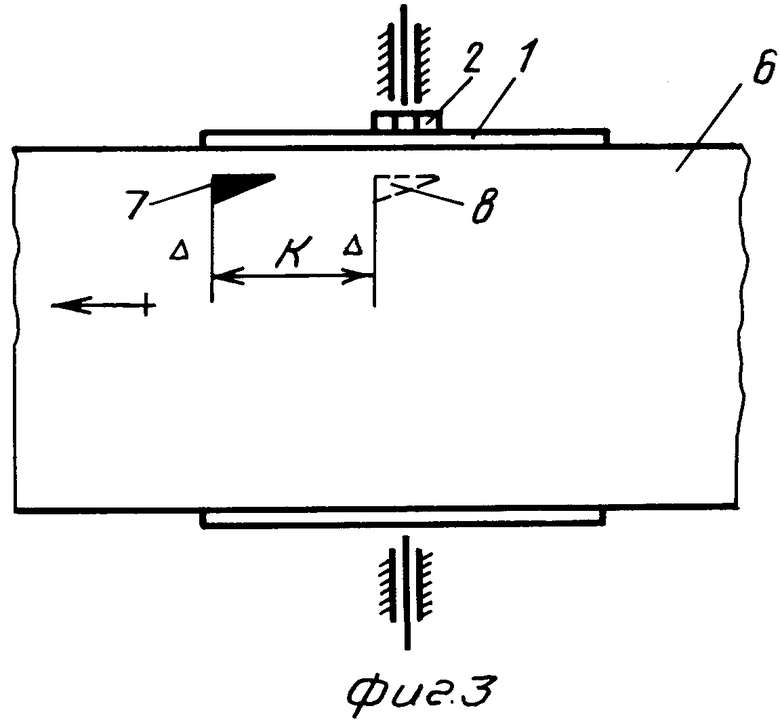
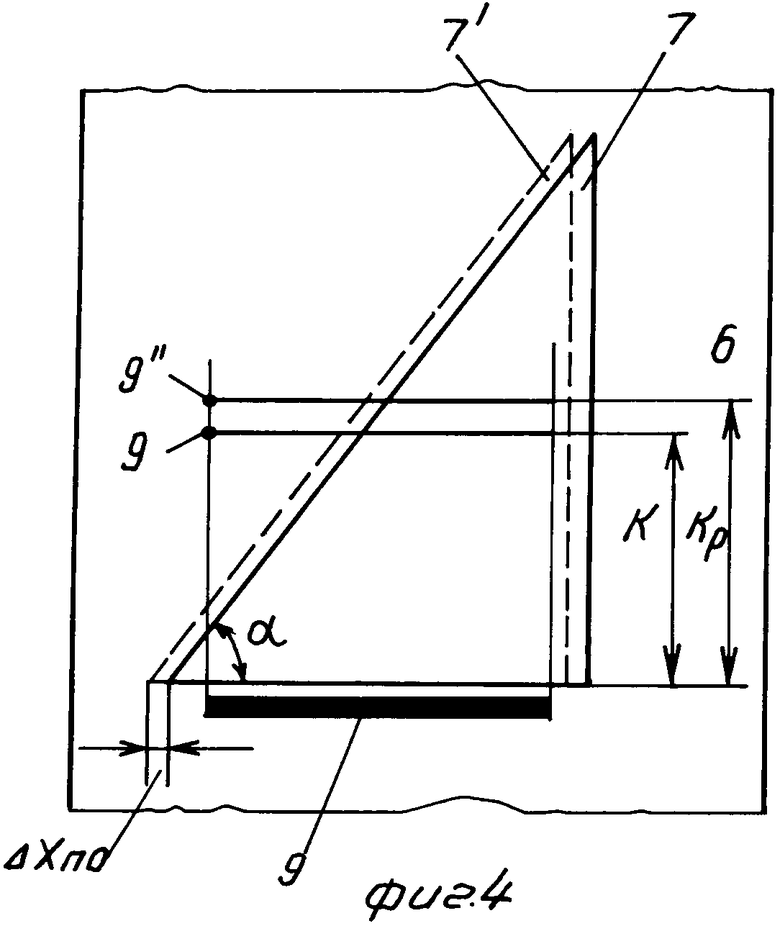
На фиг.1 показано расположение предложенного устройства на печатной машине; проекция 1; на фиг.2 - то же, проекция 2; на фиг.3 - то же, проекция 3; на фиг. 4 - положение базовой метки по отношению к световому пятну при контроле поперечной приводки.
На формном цилиндре 1, например, второй (контролируемой) печатной секции закреплен флажок-вилка 2, перемещающийся при вращении цилиндра 1 в зазоре, например, фотодатчика 3, содержащего осветитель 4 и фотопреобразователь 5. На бумажное полотно-носитель 6 в первой печатной секции наносится базовая красочная метка 7. Печатный элемент контролируемой краски 8 (фиг.3) формируется на формном цилиндре так, что расстояние (створ) между ним и базовой меткой равно при правильной приводке некоторой заданной величине К (фиг.3). Флажок-вилка устанавливается на формном цилиндре так, что "НАЧАЛО" створа  (фиг.2) совмещается (и юстируется по сигналам датчиков скорости и метки) с концом створа К (фиг.3). Расстояние С (фиг.2) - створ флажка-вилки измеряется при его изготовлении с точностью, определяющейся требуемым допуском на погрешность в приводке. Этот створ может быть различным на разных цилиндрах, важно только его точно измерить.
(фиг.2) совмещается (и юстируется по сигналам датчиков скорости и метки) с концом створа К (фиг.3). Расстояние С (фиг.2) - створ флажка-вилки измеряется при его изготовлении с точностью, определяющейся требуемым допуском на погрешность в приводке. Этот створ может быть различным на разных цилиндрах, важно только его точно измерить.
Выполнение флажка (фиг.1) в виде вилки диктуется тем, что при этом оба фронта сигнала фотодатчика (образующих временной створ) появляются при одинаковых (по знаку) изменениях освещенности датчика (переход с белого на черное или наоборот), и смена осветителя (т.е. возможное изменение положения светового пятна и распределение энергии в нем) не влияет на величину временного створа и точность измерения.
Способ измерения продольной и поперечной погрешностей приводки состоит в следующем.
В процессе измерения время прохождения Т8 пространственного створа С датчика скорости заполняется импульсами от стабилизированного (например кварцевого) генератора высокой частоты, определяемой требуемой точностью приводки. Этой же частотой заполняется время Т. Число импульсов в створах фиксируется счетной схемой, и если створу С соответствует Си импульсов, а реальному створу Кр - К, то реальное расстояние Кр между базовой меткой и печатным элементом контролируемой краски определяется как
Kр=  мм, а погрешность в приводке как ±ΔХпр = Кр - К, где К - известный пространственный створ, соответствующий правильной приводке (ΔХпр = 0).
мм, а погрешность в приводке как ±ΔХпр = Кр - К, где К - известный пространственный створ, соответствующий правильной приводке (ΔХпр = 0).
Использование предлагаемого способа при измерении погрешности поперечной приводки поясняется фиг.4. При пересечении перемещающейся базовой красочной меткой 7 линейного светового пятна (фиг.3 и фиг.4) на выходе фотодатчика появляется импульс, образующий начало временного створа. Конец этого створа формируется импульсом порогового устройства в положении пятна 9 по отношению к метке, соответствующего известному пространственному створу К, мм, при котором погрешность в поперечной приводке отсутствует (ΔХпо = 0).
При поперечном сдвиге базовой метки 7 по отношению к световому пятну (фиг. 4) пороговое устройство срабатывает в положении метки, а соответствующий ему пространственный створ будет Кр.
Как и ранее створ К заполняется высокочастотными импульсами кварцевого генератора; если число их Кр, то
 мм
мм
Погрешность поперечной приводки определяется геометрией базовой метки:
±ΔХпо = (Кр - К)ctg α, мм
В получаемых соотношениях (1; 2) результат (погрешность в приводке) принципиально не зависит от скорости печатной машины.
Таким образом, предлагаемый способ позволяет
измерить и регулировать как продольную, так и поперечную погрешность приводки во всех печатных секциях по одной красочной метке с практически любой требуемой точностью, определяемой точностью замера пространственного створа базового флажка-вилки и его юстировки и частотой высокочастотного генератора для продольной приводки и (дополнительно) стабильностью срабатывания порогового устройства для поперечной;
реализовать простейшую схему расчета погрешности (по приведенным формулам) и исключить необходимость в специальных генераторах и тахогенераторах;
использовать фотодатчики со спектральной характеристикой только под одну краску.
Использование: полиграфическое приборостроение. Сущность изобретения: заключается в том, что по одной метке, выполненной в виде прямоугольного треугольника, на формных цилиндрах печатной машины устанавливают индикаторные элементы в виде флажка-вилки с заданным створом между зубьями, переднюю грань каждого из которых совмещают с основанием печатных элементов контрольных меток контролируемых красок, и перед подачей управляющего воздействия на регулирование приводки красок вычисляют продольную и поперечную погрешность. 4 ил.
СПОСОБ РЕГУЛИРОВАНИЯ ПРИВОДКИ КРАСОК В МНОГОКРАСОЧНОЙ ПЕЧАТНОЙ МАШИНЕ, включающий нанесение первой краской на печатное полотно базовой метки и размещение на формных цилиндрах на заданных расстояниях от базовой метки печатных элементов для остальных красок, считывание базовой метки и печатных элементов при движении печатного полотна, определение по результатам считывания величин погрешностей приводки красок, подачу на основе этого управляющего воздействия на изменение приводки красок, отличающийся тем, что, с целью расширения технологических возможностей путем измерения продольной и поперечной составляющих величины погрешности приводки красок, базовую метку выполняют в виде прямоугольного треугольника, один из катетов которого расположен параллельно краю печатного полотна, на каждом формном цилиндре многокрасочной печатной машины устанавливают индикаторный элемент в виде флажка-вилки со створом между ее зубьями, передний из которых совмещают с основанием соответствующего печатного элемента, а после считывания базовой метки и печатных элементов и перед подачей управляющего воздействия на изменение приводки красок вычисляют продольную и поперечную составляющие величины погрешности приводки красок из следующих выражений:
ΔXпр= C·  - K,
- K,
ΔXпо=  C·
C·  - K
- K ctgα,
ctgα,
где ΔXпp , ΔXпо - продольная и поперечная составляющие величины погрешности приводки красок;
C - величина длины створа между зубьями флажка-вилки индикаторного элемента;
Tб - значение величины времени прохождения длины створа С;
K - значение величины расстояния между основаниями базовой метки на полотне и печатных элементов остальных красок при отсутствии погрешностей в приводке красок;
Tn - значение величины времени прохождения расстояния между основаниями базовой метки и печатных элементов остальных красок;
α - острый угол при основании выполненной в виде прямоугольного треугольника базовой метки.
| СТОЛ-МОДУЛЬ ЭВАКУАЦИИ | 2013 |
|
RU2549530C2 |
| Механический грохот | 1922 |
|
SU41A1 |
