о
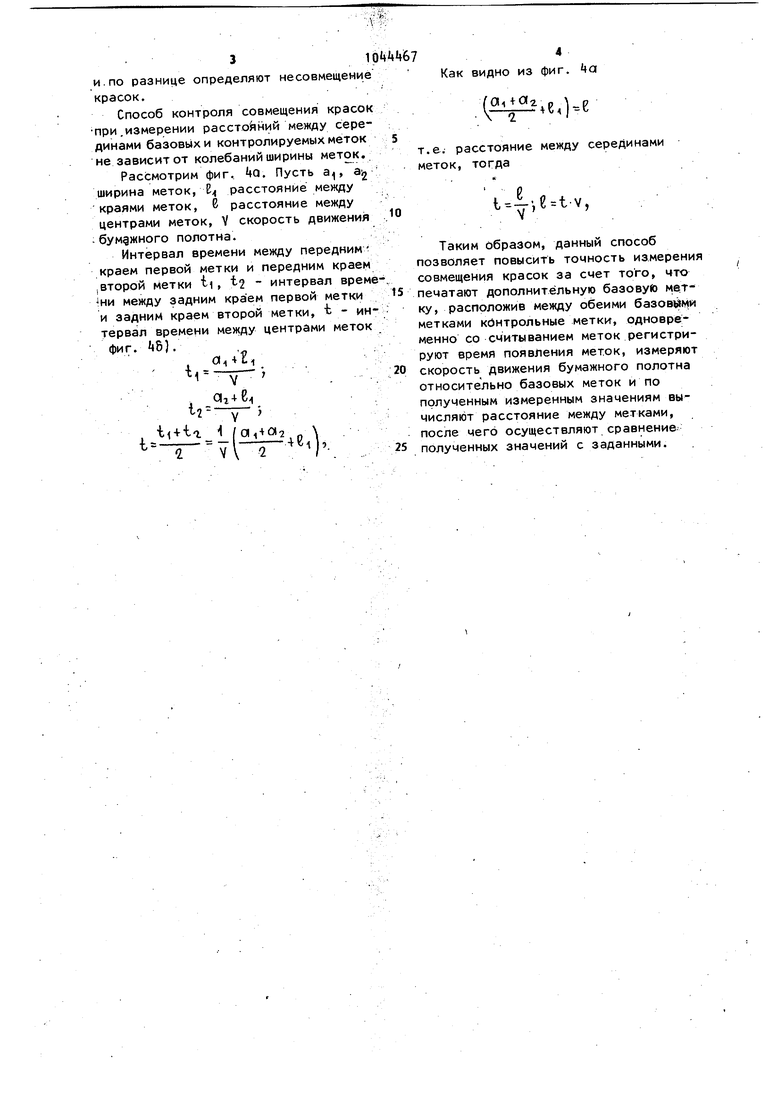
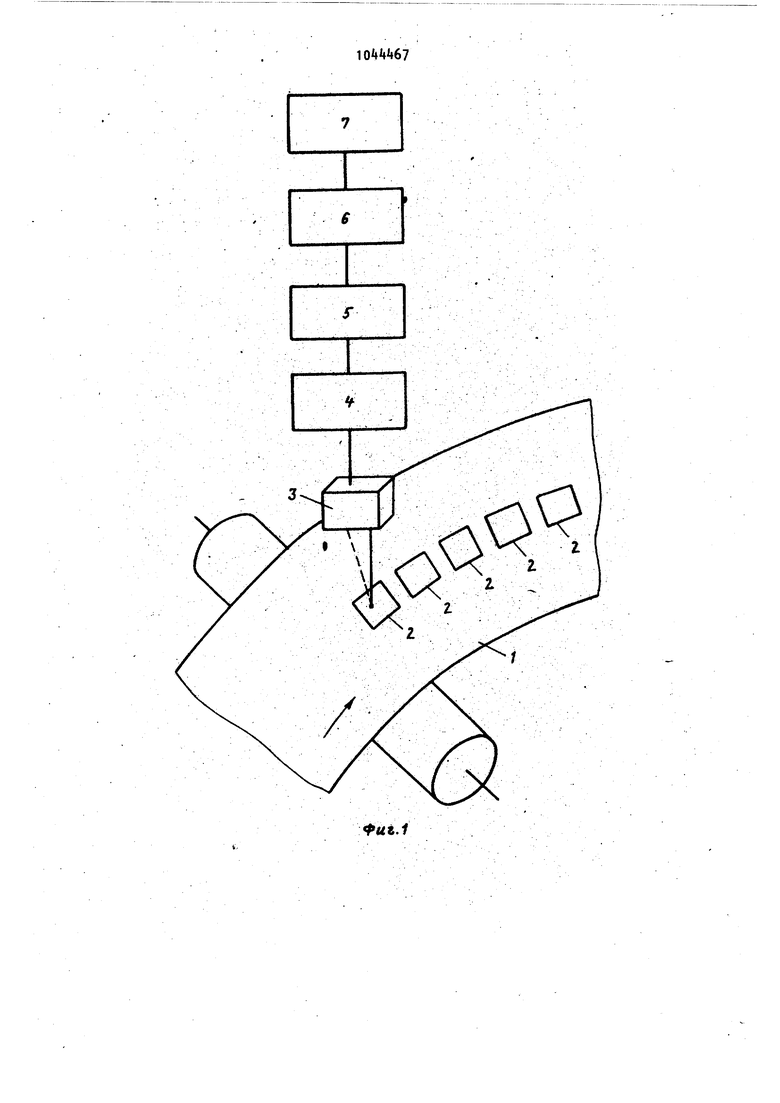
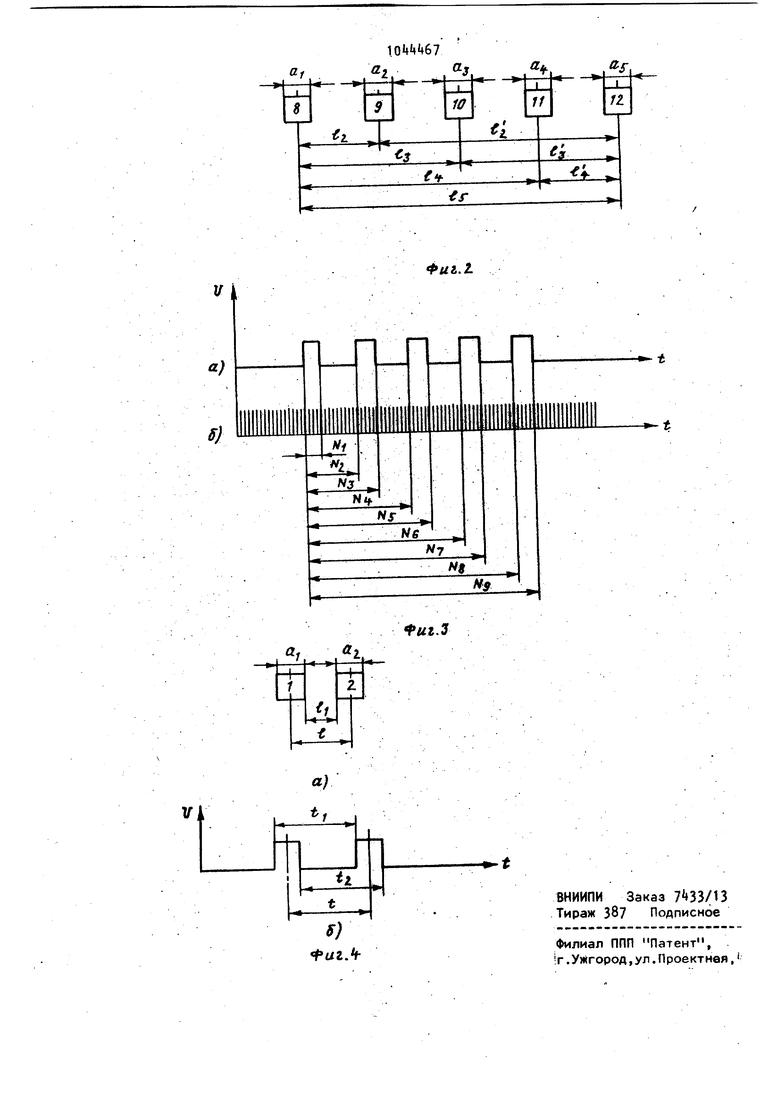
4 4 4 Изобретение относится к способа контроля совмещения красок при печ ти. Известен способ контроля совмеще ния красок при печати, заключающийся в нанесении красками базовой и контрольных меток на движущееся бумажное полотно, определениипри считывании меток скорости движения бумажного полотна, измерении расстояния между метками, сравнении по лученных значений измерений с задан .ными и определении степени совмещения красок при печати f . Недостатком известного способа является невысокая точность измерения совмещения красок. Цель изобретения - повышение точ ности измерения совмещения красок. Поставленная цель достигается тем, что по способу контроля совмещения красок при печати, заключающемуся в нанесении красками базово и контрольных меток на движущееся бумажное полотно, определении при считывании меток скорости движения бумажного полотна, измерении (эассто ния между метками, сравнении получе ных значений измерений с заданными и определении степени совмещении красок при печати, печатают дополни тельную базовую метку, расположив между обеими базовыми метками контрольные метки, одновременно со счит ванием меток регистрируют время по явления меток, измеряют скорость движения бумажного полотна относительно базовых меток и по полученным измеренным значениям вычисляют расстояние между метками, после чег осуществляют сравнение полученных значений с заданными. На фиг. 1 изображена структурная схема устройства для осуществления способа, на фиг, 2 - расположение меток на полотне, на фиг. 3 - эпюры сигналов на выходе фотоголовки, на фиг. - соответствие расположе ния меток эпюрам напряжения. Устройство для осуществления спо соба содержит бумажное полотно,1, на котором печатают контрольные мет 2, фотодатчик 3, вторичный преобразователь k, устройство 5 связи с вы числительной машиной, вычислительна машина 6, информационное -табло 7 печатника. На фиг. 2 позицией 8 обозначена первая метка, позициями 9 - И 7 контрольные метки, позицией 12 вторая базовая метка. Для четырехкрасочной печати контроль совмещения красок осуществляется следующим образом. На обрезном поле бумажного полотна 1 печатают контрольные метки 2 (фиг. 1). Печатают первой | раской , например черной, две базовые метки - первую и пятую (фиг. 2). Расстояние между ними относительно центров меток постоянно и задано 6б (фиг. 2). Метки 9-11 печатают i соответственно желтой, голубой и пурпурной красками, расстояния между базовыми метками и цветными заданы, однако в процессе печати они могут меняться. Эти расстояния относительно центров меток соответственно равны е, е,, РЗ, -Ь. 4 . 4 (фиг. 2). Электронно-оптический фотодатчик 3 (фиг. 1) устанавливают на печатной мащине непосредственно над бумажным полотном 1. При прохождении в поле зрения фотодатчика 3 контрольныхметок 2, расположенных на движущемся бумажном полотне 1, вырабатываются электрические сигналы от переднего и заднего края всех меток и поступают на вторичный преобразователь k, а из него информация через узел связи с вычислительной машиной 5 поступает в вычислительную машину 6. Форма сигналов представлена на фиг. Зо|. Одновременно с получением сигналов измеряют число импульсов известной высокой частоты NI, ...., NQ (фиг. 36), заполняющих интервалы между сигналами, полученными между передними краями базовой и контролируемых меток, и задними краями базовой и контролируемых меток., По количеству импульсов между вумя базовыми метками определяют скорость движения бумажного полотна V,, расстояние между серединами азовых и контролируемых меток В , е , Ц, е,е4 .4 «.фиг. 2). Затем измеряют отношение расстояий К между серединами первой базовой и каждой из контролируемых меок 9 - 11 и серединами контролируемых второй базовой меток 12 (фиг. 2). 7 Cj ьз е Полученные значения К сравнивают заданными значениями К для каждой и.по разнице определяют несовмещение красок. Способ контроля совмещения красок при.измерении расстояний между серединами базовых и контролируемых меток не зависит от колебаний ширины меток. Рассмотрим фиг. tQ. Пусть а, а ширина меток, Е расстояние между краями меток, В расстояние между центрами меток, V скорость движения - бумажного полотна. Интервал времени между передним краем первой метки и передним краем .второй метки 1, t2 - интервал време ни между задним краем первой метки и задним краем второй метки, t - интервал времени между центрами меток фиг. kbl. 1 - ; J Как видно из фиг. to .(«ilfLseO-e Т.е. расстояние между серединами меток, тогда t-i--,bt.v, Таким образом, данный способ позволяет повысить точность измерения совмещения красок за счет того, что печатают дополнительную базовую метку, расположив между обеими базовыми метками кс5нтрольные метки, одновременно со считыванием меток регистрируют время появления меток, измеряют скорость движения бумажного полотна относительно базовых меток и по полученным измеренным значениям вычисляют расстояние между метками, после чего осуществляют сравнение полученных значений с заданными.
uf
ct,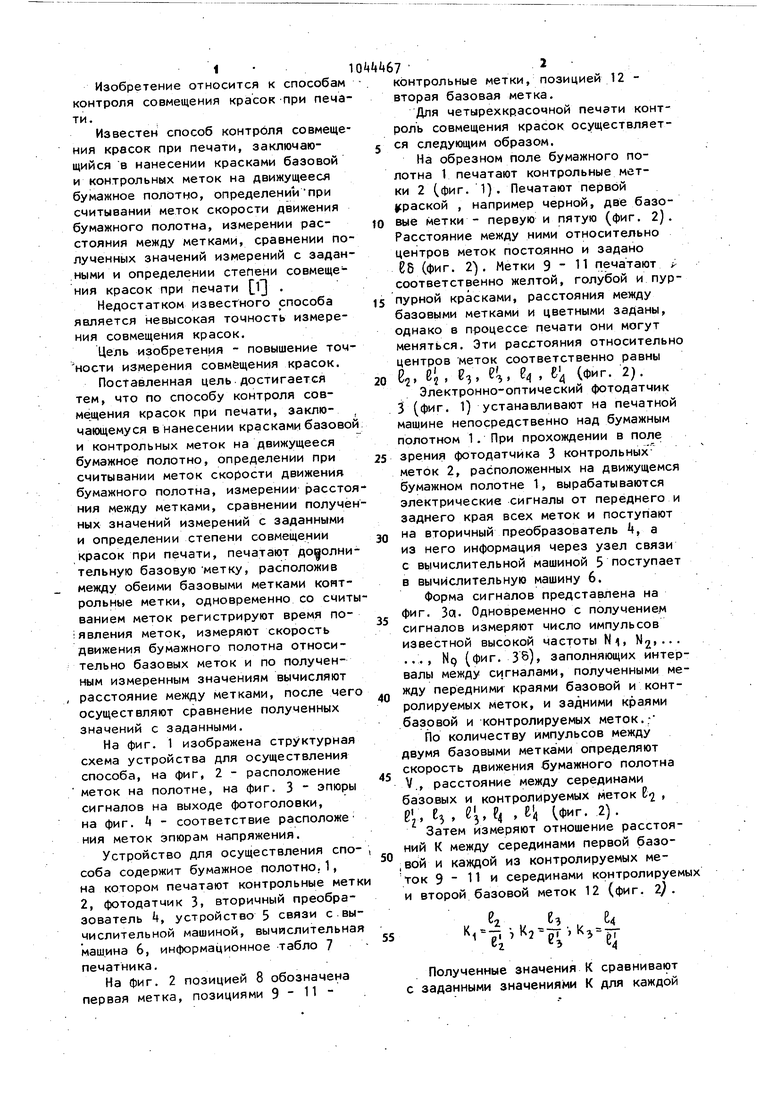
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ПРИВОДКИ КРАСОК В МНОГОКРАСОЧНОЙ ПЕЧАТНОЙ МАШИНЕ | 1991 |
|
RU2015029C1 |
| СПОСОБ МАРКИРОВКИ И КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПАРАМЕТРА БУМАЖНОГО ПОЛОТНА ВЫХОДНОГО РУЛОНА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314925C1 |
| Способ контроля несовмещения красок в системе продольной приводки многокрасочных рулонных ротационных печатных машин | 1976 |
|
SU925824A1 |
| СПОСОБ КОНТРОЛЯ И УЧЕТА ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ БУМАЖНОГО ПОЛОТНА ВХОДНОГО РУЛОНА НА ПЕЧАТНОЙ ФАБРИКЕ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314928C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИВОДКИ КРАСОК ДЛЯ ПЕЧАТНОЙ МАШИНЫ | 2011 |
|
RU2546443C2 |
| СПОСОБ КОНТРОЛИРУЕМОГО СОВМЕЩЕНИЯ МНОЖЕСТВ ЭЛЕМЕНТОВ ПЕРВОГО И ВТОРОГО НЕПРЕРЫВНО ДВИЖУЩИХСЯ ПОЛОТЕН (ВАРИАНТЫ) И СПОСОБ КОНТРОЛИРУЕМОГО СОВМЕЩЕНИЯ МНОЖЕСТВ КОНТРОЛЬНЫХ МЕТОК ПЕРВОГО И ВТОРОГО НЕПРЕРЫВНО ДВИЖУЩИХСЯ ПОЛОТЕН | 1996 |
|
RU2152310C1 |
| Устройство для регулирования оптической плотности красочных полиграфических знаков к многокрасочным печатным машинам | 1981 |
|
SU1014767A1 |
| Устройство регулирования качества печати красочных полиграфических знаков | 1983 |
|
SU1194694A1 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТИ НА БАНКЕ И УСТРОЙСТВО КОНТРОЛЯ БАНКИ | 2014 |
|
RU2676791C2 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ НАМАГНИЧЕВЫЕМЫЕ ЧАСТИ | 2011 |
|
RU2589675C2 |
s)
Vtf
Фиг.,1.
NS
w
W|
.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система управления гидравлическим прессом | 1979 |
|
SU1068297A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
