Изобретение относится к мембранной технике, в частности к конструкции и способу получения трубчатого мембранного модуля для перекрестноточной фильтрации жидкостей при осуществлении баро-мембранных процессов нано-, ультра- или микрофильтрации.
Известен ультрафильтрационный модуль для фильтрации жидкостей с трубчатой мембраной (пат. США 4747946, кл. 210-321.8), содержащий цилиндр определенной длины и помещенные в нем трубки из водопроницаемого нетканого материала. Внутренняя поверхность каждой трубки покрыта полупроницаемой мембраной той же длины, что и цилиндр. Зазоры между трубками и цилиндром на обоих концах последнего залиты отвержденной синтетической смолой, связывающей концы трубок между собой и цилиндром.
Способ получения известного ультрафильтрационного модуля включает формирование опорной открытопористой трубки из лент нетканого волокнистого материала навивкой по спирали и ультразвуковой сваркой краев ленты этого материала, нанесение на внутреннюю поверхность опорных открытопористых трубок из нетканого материала полупроницаемой мембраны, обрезку трубок с мембраной и размещение их внутри цилиндра с фиксацией концов трубки в заливочной форме, заливку зазоров между трубками и цилиндром с обоих концов последнего синтетической смолой и ее отверждение.
Известный трубчатый мембранный модуль для фильтрации жидкости мало надежен и не может быть использован при повышенном давлении, т.к. опорные трубки изготовлены только из волокнистого нетканого материала. При возможных гидравлических ударах и вибрациях во время эксплуатации установки мембранного разделения возможен разрыв полупроницаемой мембраны и выход из строя модуля. Наличие крупных пор (щелей) в нетканом материале приводит к продавливанию мембраны. Места сварки краев лент нетканого материала оплавляются и становятся непроницаемыми, что создает проблему неоднородности по проницаемости стенок опорных открытопористых трубок, на которые формируется полупроницаемая мембрана. При малой плотности нетканого материала возникают проблемы прочности получаемых из него опорных трубок и большого расхода раствора полимера для получения полупроницаемой мембраны. Получаемые из волокнистого нетканого материала опорные открытопористые трубки не формостойки. Отсутствие формостойкости приводит к повреждению непрочных в механическом отношении полупроницаемых мембран, располагающихся на внутренней поверхности указанных трубок. Это возможно уже на стадии изготовления модуля, когда приходится осуществлять сложные операции размещения пучка опорных трубок внутри цилиндра и герметизации концов опорных трубок с мембраной путем заливки смолой.
Конструкция известного трубчатого модуля не позволяет регенерировать и повторно использовать какие-либо его составляющие.
Из-за малой прочности опорных открытопористых трубок известного мембранного модуля невозможна механическая очистка полупроницаемой мембраны, а это бывает очень необходимо при эксплуатации трубчатых модулей, основным предназначением которых является обработка наиболее загрязненных технологических жидких смесей и сточных вод.
Известен трубчатый модуль для фильтрации жидкостей (пат. США 3457170, кл. 210-23), содержащий пучок параллельно расположенных друг к другу опорных формостойких открытопористых трубок, стенки которых выполнены из плотно прилегающих друг к другу 2-5 слоев, изготовленных из стекловолокна толщиной 180 мкм и/или стеклоровинга толщиной 200-250 мкм, которые склеены между собой фенолоформальдегидной смолой. На внутренней поверхности опорных открытопористых трубок расположена полупроницаемая мембрана. Для лучшей адгезии полупроницаемой мембраны слой стекловолокна, на который она непосредственно опирается, содержит меньшую концентрацию (не менее 3 мас. %) фенолоформальдегидной смолы, чем последующие слои стекловолокна и стеклоровинга, в которых концентрация фенолоформальдегидной смолы достигает до 25 мас. %. Слои стекловолокна и стеклоровинга выполнены в виде спиральных обмоток. Для большей жесткости длинномерных открытопористых трубок стеклоровинги располагаются также в направлении, параллельном оси опорной трубки.
Способ изготовления указанного трубчатого модуля для фильтрации жидкостей заключается в том, что стекловолокно и/или стеклоровинг пропитывают фенолоформальдегидной смолой, затем на жесткой оправке формируют из них слои опорных открытопористых трубок путем намотки по спирали и продольной раскладки стеклоровингов. В сформированной трубке отверждают связующее, затем удаляют оправку, а на внутреннюю поверхность полученных опорных открытопористых опорных трубок наносят полупроницаемую мембрану.
Известный трубчатый мембранный модуль для обеспечения жесткости длинномерных опорных открытопористых трубок в продольном направлении, необходимой для сохранения эксплутационных свойств непрочной в механическом отношении полупроницаемой мембраны, в стенках опорных открытопористых трубок содержит расположенные в направлении, параллельном оси опорной открытопористой трубки, стеклоровинги. За счет этого в местах укладки стеклоровингов проницаемость опорной открытопористой трубки меньше, чем в промежутках между стеклоровингами. Эта неоднородность сказывается на свойствах полупроницаемой мембраны, полученной на внутренней поверхности опорной открытопористой трубки. В результате разного доступа осадительной ванны к раствору мембранообразующего полимера, из которого получается полупроницаемая мембрана, и разной впитываемости раствора имеет место неоднородность свойств мембраны и ее дефектность в виде разрывов, вздутий.
Кроме того, жесткие стеклянные волокна в непосредственном контакте с механически непрочной полупроницаемой мембраной могут приводить к ее прокалыванию при осуществлении баромембранных процессов.
Наиболее близким по технической сущности к заявляемому техническому решению является трубчатый мембранный модуль для фильтрации жидкостей (пат. СССР 1307645 А1, кл. В 01 D 63/06), содержащий пучок параллельно расположенных друг к другу длинномерных формостойких опорных открытопористых трубок, стенки которых выполнены из волокнистых материалов, пропитанных термореактивным связующим, с образованием после отверждения связующего по всей площади их контакта открытопористого клеевого соединения и покрытых с внутренней поверхности полупроницаемой мембраной, концы которой закреплены на торцах и частично на наружной поверхности крепежных обойм. Содержание отвержденного термореактивного связующего в волокнистых материалах, используемых для изготовления опорных открытопористых трубок такого модуля, составляет обычно от 3 до 25 мас.%, причем меньшая концентрация связующего в слоях волокнистых материалов, непосредственно примыкаемых к полупроницаемой мембране, чтобы обеспечить большую адгезию ее к опорной открытопористой трубке.
Способ изготовления такого трубчатого мембранного модуля для фильтрации жидкости включает пропитку волокнистых материалов термореактивным связующим, формирование из них многослойных опорных открытопористых трубок и нанесение на их внутреннюю поверхность полупроницаемой мембраны и отличается тем, что внутреннюю часть стенки каждой опорной открытопористой трубки формируют на жесткой оправке спиральной намоткой тканой ленты из волокнистого материала, а поверх нее раскладкой ленты из однонаправленных волокон параллельно оси опорной открытопористой трубки, причем ленты пропитаны термореактивным связующим, при следующем соотношении компонентов, мас. %: лента спиральной намотки 97-84 с термореактивным связующим 3-16, ленты из одноправленных волокон 86-78 с термореактивным связующим 14-22.
В этой известной конструкции трубчатого мембранного модуля для фильтрации жидкостей из-за трудностей равномерной раскладки лент из однонаправленных волокон параллельно оси опорной открытопористой трубки и перекрытия краев этих лент также имеет место неоднородность стенок опорных открытопористых трубок по проницаемости и, как следствие, неоднородность и дефектность получаемых на их внутренней поверхности полупроницаемых мембран. Использование для спиральной намотки ленты нетканого материала с отвержденным связующим после пропитки не обеспечивает достаточно прочного закрепления полупроницаемой мембраны по длине открытопористой трубки, что может быть также причиной выхода из строя мембранного модуля. Закрепление концов полупроницаемой мембраны на торцах и частично на наружной поверхности крепежных обойм только частично решает проблему защиты полупроницаемой мембраны от срыва за счет больших сдвиговых усилий, создаваемых высокоскоростным (3-5 м/с) потоком циркулируемой жидкости при осуществлении процесса ультрафильтрации.
Технической задачей, на решение которой направлено настоящее изобретение, является создание трубчатого мембранного модуля для фильтрации с внутренней подачей обрабатываемой жидкости, в котором формостойкие длинномерные опорные открытопористые трубки выполнены так, что улучшается однородность их стенок по проницаемости, уменьшается дефектность мембран, получаемых на внутренней поверхности открытопористых трубок, снижается расход раствора полимера для получения полупроницаемых мембран, обеспечивается большая надежность сохранения эксплутационных свойств мембраны при осуществлении баромембранных процессов, уменьшается стоимость мембранного модуля.
Это достигается тем, что в трубчатом мембранном модуле для фильтрации жидкостей, содержащем пучок параллельно расположенных друг к другу опорных открытопористых трубок, стенки которых выполнены из волокнистых материалов, пропитанных термореактивным связующим с образованием после отверждения связующего по всей площади их контакта открытопористого клеевого соединения, и покрыты с внутренней поверхности полупроницаемой мембраной, согласно изобретению, внутренняя часть стенки каждой опорной открытопористой трубки модуля образована из непосредственно примыкающего к полупроницаемой мембране рукава полотняного плетения и обтягивающей его обечайки из нетканого волокнистого материала, пропитанных термореактивным связующим при следующем соотношении компонентов, мас. %: рукав и обечайка 65-80, термореактивное связующее 20-35.
Другой задачей является разработка способа получения такого модуля. Это достигается тем, что в способе изготовления мембранного модуля для фильтрации жидкостей пропиткой волокнистых материалов термореактивным связующим, формированием из них многослойных опорных открытопористых трубок, отверждением в них связующего и нанесением на их внутреннюю поверхность полупроницаемой мембраны, согласно изобретению, внутреннюю часть стенки каждой опорной открытопористой трубки формируют размещением на жесткой оправке рукава полотняного плетения и обмоткой его по спирали лентой нетканого волокнистого материала, пропитанных термореактивным связующим, при следующем соотношении компонентов, мас. %: рукав и нетканый материал 65-80, термореактивное связующее 20-35.
Рукав из нитей на основе синтетических полимеров (например, полиэтилентерефталата) полотняного плетения с толщиной стенки 250-300 мкм, содержащий 20-35 мас. % термореактивного связующего, расположенный, согласно настоящего изобретения, на внутренней поверхности опорной открытопористой трубки мембранного модуля, придает жесткость (малую дугу прогиба) длинномерной опорной открытопористой трубке в продольном направлении, предотвращая повреждение полупроницаемой мембраны. За счет равномерного распределения нитей в рукаве обеспечивается однородность проницаемости стенки опорной открытопористой трубки и одинаковые условия формирования располагающейся на нем полупроницаемой мембраны, что уменьшает на 15-20% дефектность. Полотняная структура рукава позволяет улучшить адгезию полупроницаемой мембраны, в том числе за счет механических "заклепок", образующихся при затекании раствора мембранообразующего полимера в поры рукава, и последующего отверждения в них этого полимера.
Обтягивающая рукав обечайка из волокнистого нетканого материала на основе волокон из синтетических полимеров (например, смеси 5:1 по массе полиэтилентерефталатных и поливинилспиртовых волокон или 3:1 полиэтилентерефталатных и полипропиленовых волокон) толщиной 100-200 мкм, плотностью порядка 0,6-1,0 г/см3, капиллярной впитываемостью порядка 90 мм за 5 мин в машинном направлении, содержащая 20 -35 мас. % термореактивного связующего, способствует дальнейшему улучшению однородности стенки опорной открытопористой трубки по проницаемости. Кроме того, она является преградой для глубокого проникновения раствора мембранообразующегося полимера, что дает возможность на 40-50% уменьшить расход раствора для изготовления полупроницаемой мембраны, уменьшить ее толщину и гидравлическое сопротивление потоку фильтрата, что является весьма важным с экономической и эксплутационной точек зрения.
Выполнение внутренней части опорной открытопористой трубки мембранного модуля, согласно настоящего изобретения, из сочетания рукава полотняного плетения и обтягивающей его обечайки из волокнистого нетканого материала, содержащих 20-35 маc.% термореактивного связующего обеспечивает надежность сохранения эксплутационных свойств полупроницаемой мембраны при осуществлении баромембранных процессов при высоких (до 5 м/с) скоростях циркуляции потоков разделяемой жидкости над полупроницаемой мембраной.
Для трубчатых мембранных модулей, работающих при повышенном давлении, обтягивающая рукав обечайка может быть выполнена из двух слоев волокнистого нетканого материала. Кроме того, может быть увеличено число силовых опорных слоев из тканых лент, примыкаемых снаружи к обтягивающей рукав обечайке. Эти тканые ленты толщиной порядка 100 мкм могут быть на основе стеклянных, углеродных или синтетических волокон в зависимости от свойств разделяемых жидкостей.
При концентрации термореактивного связующего в волокнистых материалах менее 20 маc. % не удается получить прочных с малой дугой прогиба опорных открытопористых трубок. При концентрации термореактивного связующего более 35% наблюдается снижение производительности их по фильтрату из-за увеличения гидравлического сопротивления опорных открытопористых трубок. В качестве термореактивного связующего предпочтительно используют связующее на основе эпоксидной смолы, например марки ЭД-20 (ГОСТ 10587-84), или фенолоформальдегидной смолы, например марки СФ 010 (ГОСТ 18694-80) или их смесей.
Данное соотношение компонентов в опорных открытопористых трубках обеспечивает прочное соединение элементов их структуры (рукава полотняного плетения, обтягивающей его обечайки из волокнистого нетканого материала и силового слоя из нетканой ленты, пропитанных термореактивным связующим), однородность стенок опорных открытопористых трубок по проницаемости, небольшое гидравлическое сопротивление потоку фильтрата, хорошую адгезию полупроницаемой мембраны к опорному для нее слою при режимах формирования структуры опорных открытопористых трубок и отверждения термореактивного связующего.
В заявляемом варианте выполнения трубчатого мембранного модуля для фильтрации жидкостей, согласно изобретению, используют тканый рукав полотняного плетения (артикул с 950 г 7 ГОСТ 4514-78) из полиэтилентерефталатных волокон, в качестве волокнистого нетканого материала - бумагу лавсановую электроизоляционную марки ЛЭ120К (ТУ 5433-846-00248645-95), в качестве тканых лент - тканую ленту электроизоляционную из стеклянных крученых нитей марки ЛЭС 0,1х20 (ГОСТ 5937-81), или ленту тканую марки "Урал Т20" из углеродных волокон (ТУ 6-12-31-749-90), или ленту техническую лавсановую марки ЛЭ 20-41 (артикул 1416 г17, ГОСТ 4514-78), в качестве термореактивного связующего - например, эпоксидную смолу марки ЭД-20 (ГОСТ 10587-84), или фенолоформальдегидную смолу марки СФ 010 (ГОСТ 18694-90) или их смеси, в качестве отвердителя связующего - триэтаноламин (ТУ 6-09-2448-91), или метафенилендиамин (ТУ 6-36-0204229-260-89), или изометилтетрагидрофталевый ангидрид (ТУ 6-09-3321-73). Полупроницаемую мембрану получают поливом раствора полимера, такого как поливинилиденфторид, растворимые сополимеры винилиденфторид с тетрафторэтиленом, полисульфон, полиамид, поливинилхлорид, полиакрилонитрил, ацетат целлюлозы и другие полимеры.
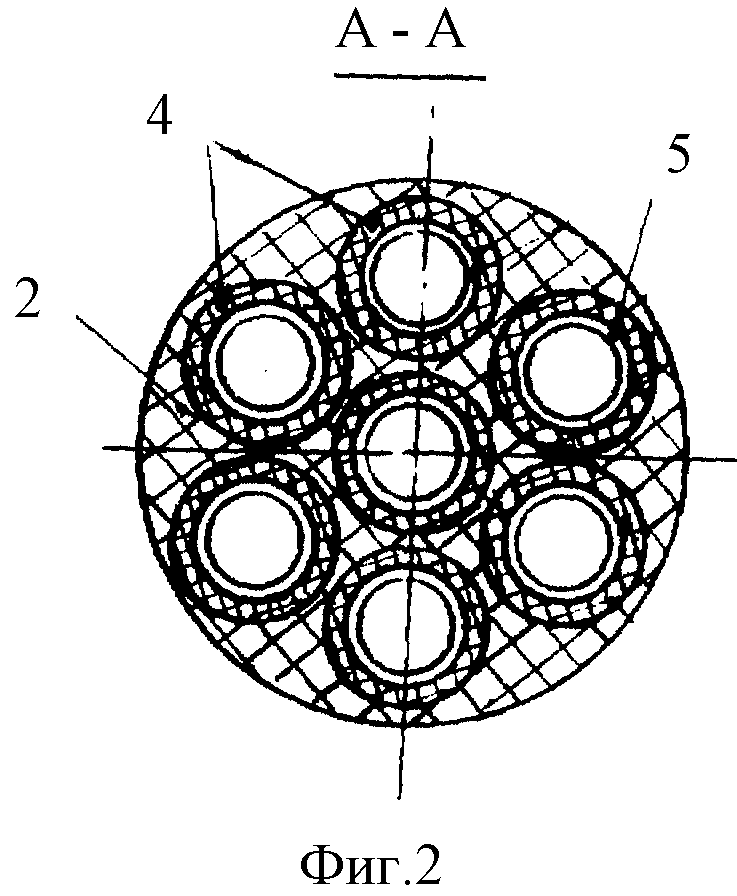
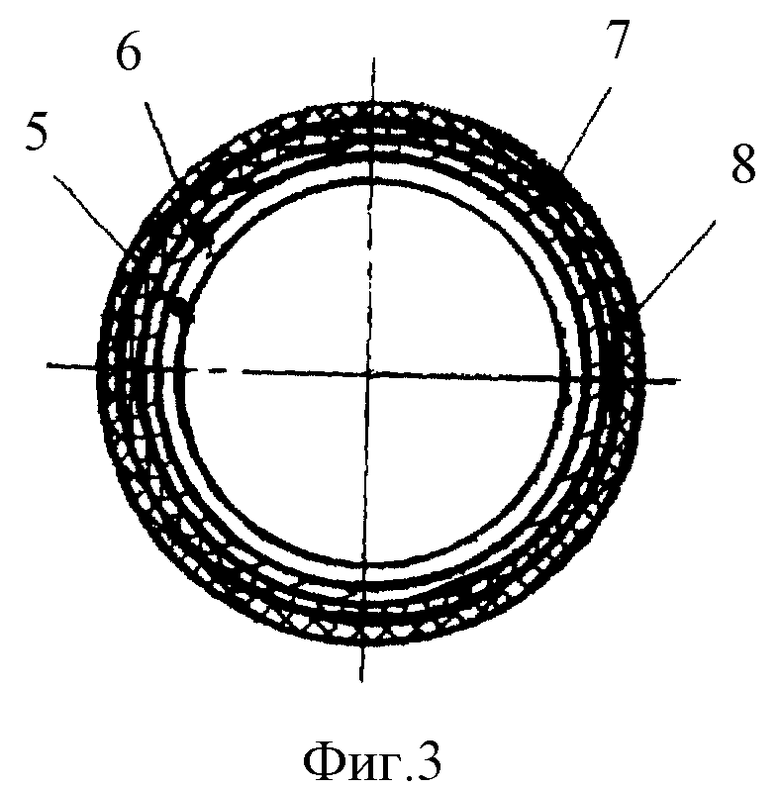
Изобретение поясняется чертежами. На фиг.1 изображен общий вид с частичным разрезом трубчатого мембранного модуля для фильтрации жидкостей, на фиг. 2 показан вид того же модуля по А-А, на фиг.3 показан вариант строения стенки опорной открытопористой трубки мембранного модуля по фиг.1 (поперечный разрез).
Трубчатый мембранный модуль для фильтрации жидкостей, согласно изобретению, содержит пучок параллельно расположенных в непосредственной близости одна от другой опорных открытопористых трубок 1 (фиг.1 и 2), концы которых герметизированы в крепежных обоймах 2 и 3, а внутренняя поверхность стенки 4 покрыта полупроницаемой мембраной 5.
Стенка 4 (фиг. 3) каждой опорной открытопористой трубки 1 трубчатого мембранного модуля образована из нескольких, по крайней мере трех, слоев волокнистых материалов, связанных между собой отвержденным термореактивным связующим с образованием единой открытопористой конструкции.
В описываемом варианте выполнения трубчатого модуля, согласно изобретению, стенка 4 (фиг. 3) каждой опорной открытопористой трубки 1 образована из непосредственно примыкающего к полупроницаемой мембране 5 рукава 6 полотняного плетения, обтягивающей его обечайки 7 из нетканого волокнистого материала и слоя 8 тканого материала. Все волокнистые составляющие стенки опорной открытопористой трубки плотно контактируют друг с другом, склеены отвержденным термореактивным связующим и образуют единую жесткую конструкцию формостойкой открытопористой трубки.
Трубчатый мембранный модуль для фильтрации жидкостей, согласно настоящему изобретению, работает следующим образом. Предварительно его крепят с помощью обойм 2 и 3 (фиг. 1) в установке мембранного разделения (на чертеже не показана, так как не является предметом нашего изобретения), при этом обеспечивается подвод разделяемой жидкой смеси под давлением не более 1,5 МПа во внутреннюю полость опорных открытопористых трубок с одного конца модуля и отвод ее с другого конца модуля, а также отвод фильтрата, появляющегося на наружной поверхности стенок опорных трубок 1.
После включения насоса разделяемая смесь прокачивается под давлением над полупроницаемой мембраной 5 внутри открытых трубок 1. Компоненты разделяемой смеси, проходящие через полупроницаемую мембрану 5, образуют фильтрат и отводятся по фильтровыводящей системе установки, а компоненты, задерживаемые полупроницаемой мембраной 5, многократно циркулируют через патентуемый трубчатый модуль и после достижения требуемой концентрации выпускается из циркуляционной системы установки мембранного разделения. В зависимости от состава и концентрации компонентов обрабатываемой жидкой смеси выход фильтрата составляет от 30 до 170 дм3/(м2•ч).
Обрабатываемая смесь может иметь pH 1-14 и температуру 90oC. Для высокощелочных сред стенку опорных открытопористых трубок мембранного модуля выполняют, например, на основе углеродных, полипропиленовых и других щелочестойких волокнистых материалов.
Трубчатый мембранный модуль для фильтрации жидкостей, согласно настоящему изобретению, изготавливают следующим образом. Рукав полотняного плетения, ленты нетканого материала и тканые ленты пропитывают раствором связующего на основе эпоксидной смолы, фенолоформальдегидной смолы или их смесей до концентрации связующего 20-35 мас. %. На оправку с фторопластовым покрытием (антиадгезив к связующему) надевают пропитанный связующим рукав полотняного плетения. Включают станок и рукав полотняного плетения плотно обматывают по спирали пропитанной связующим лентой нетканого волокнистого материала, а по ней - пропитанной тканой лентой на основе стеклянных, углеродных, полиэтилентерефталатных или других волокон. Ширина лент при обмотке составляет 10-40 мм для оправок диаметром 6-25 мм, толщина лент 100-200 мкм, разрывная нагрузка не менее 10 кг. Процесс формирования опорных открытопористых трубок осуществляют в одну стадию, непрерывно. Затем сборку помещают в термокамеру и отверждают связующее при 120-160oC. Оправки удаляют, а полученные опорные открытопористые трубки обрезают в размер.
Затем концы пучка опорных трубок сначала с одной, потом с другой стороны заливают в формах, например, термореактивным компаундом на основе эпоксидной смолы и мета-фенилендиамина и получают крепежные обоймы. После отверждения компаунда блок опорных открытопористых трубок извлекают из формы и на внутренней поверхности стенок опорных открытопористых трубок формуют полупроницаемую мембрану.
В другом варианте полупроницаемую мембрану наносят на внутреннюю поверхность отдельных опорных открытопористых трубок, а затем их объединяют в модуль.
Согласно изобретению, длина получаемых трубчатых мембранных модулей определяется длиной опорных открытопористых трубок, которая в свою очередь определяется длиной оправки. С точки удобства перевозки и монтажа наиболее целесообразна длина трубчатых модулей в пределах 2-3 м.
Водопроницаемость стенок опорных открытопористых трубок мембранного модуля для фильтрации жидкостей, согласно настоящему изобретению, составляет 120-200 м3/(м2•ч) при давлении 0,1 МПа и температуре 25oC. Это свидетельствует о небольшом гидравлическом сопротивлении потоку фильтрата стенок опорных открытопористых трубок.
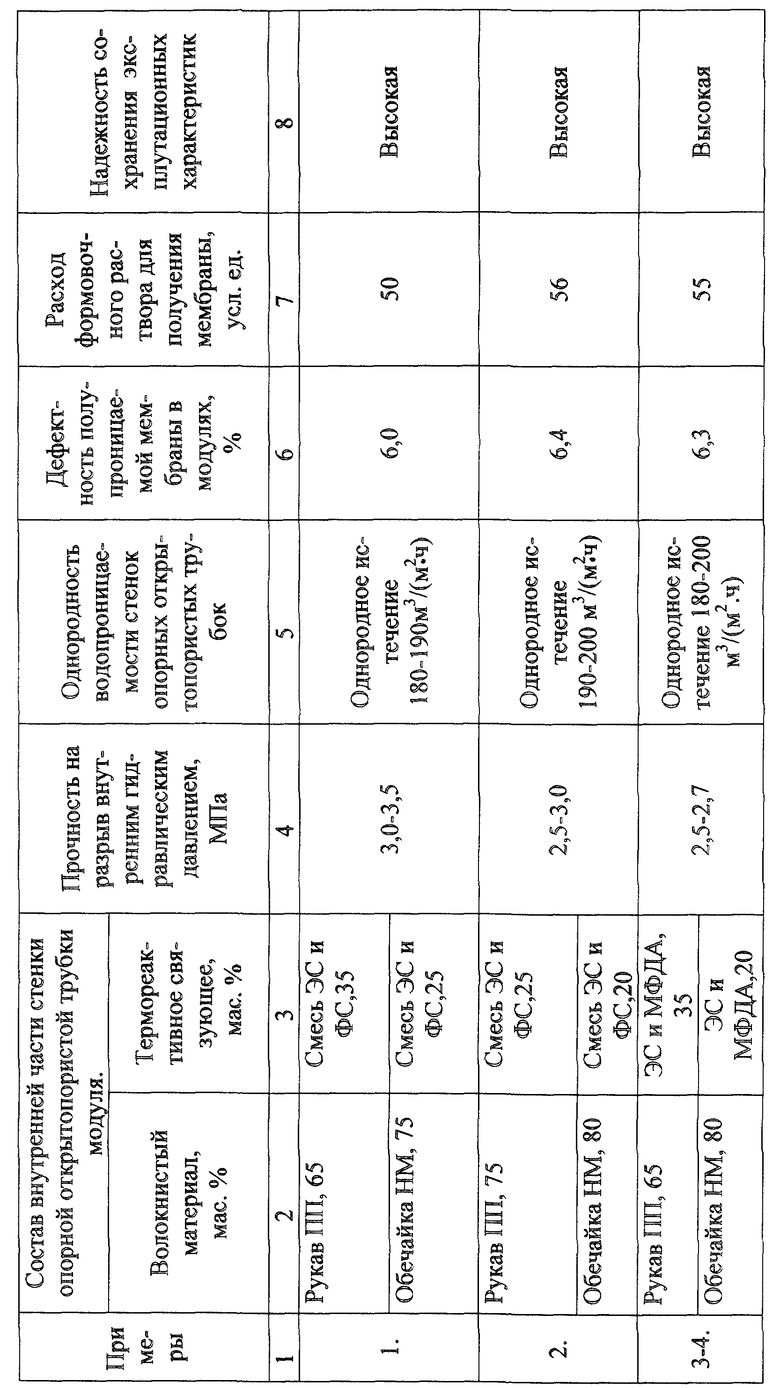
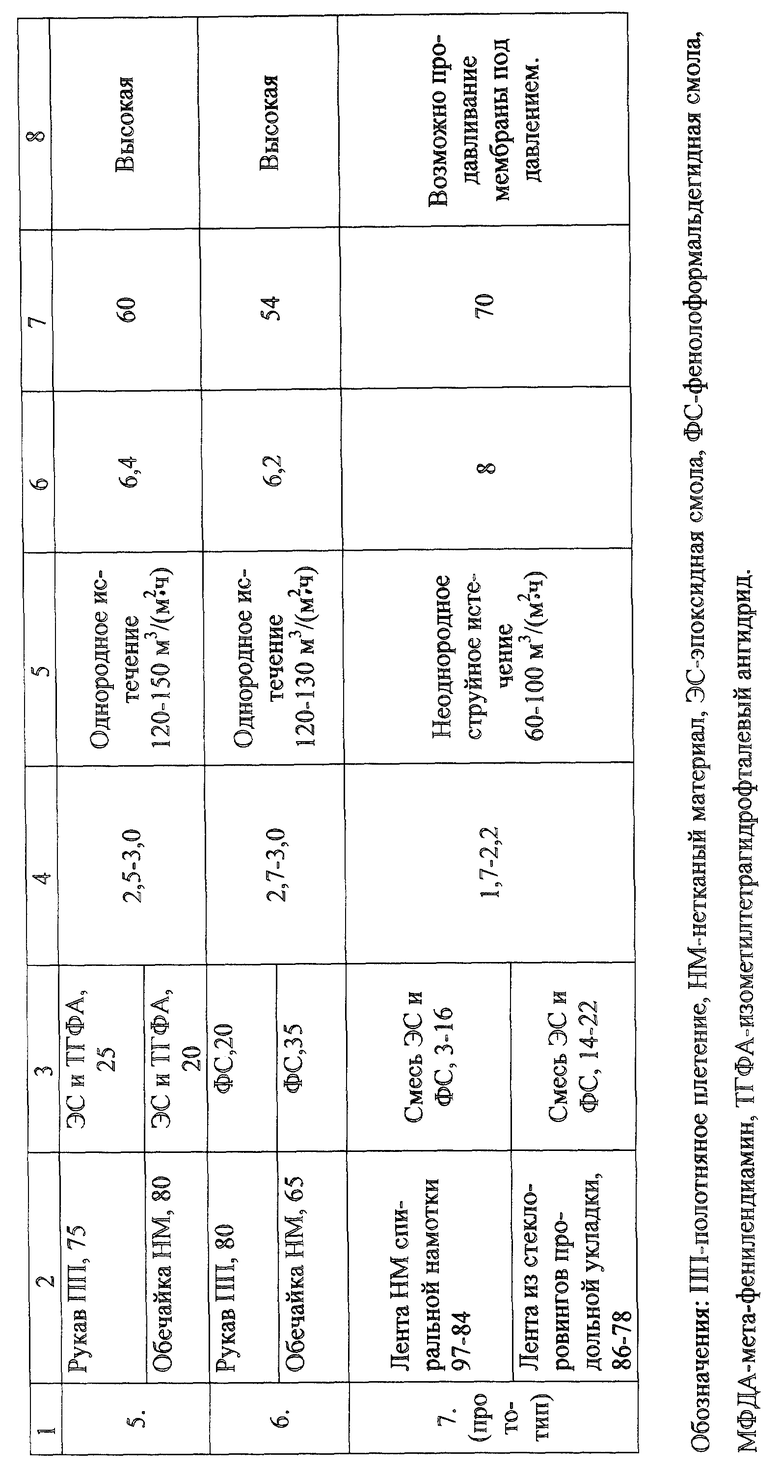
Пример 1. Рукав полотняного плетения из полиэтилентерефталатных волокон (артикул с 950 г 7) диаметром 14 мм с толщиной стенки 270 мкм, ленту бумаги лавсановой электроизоляционной марки ЛЭ120К (ТУ 5433-846-00248645-95) шириной 20 мм и толщиной 180 мкм, ленту тканую электроизоляционную из стеклянных крученных нитей марки ЛЭС 0,1х20 (ГОСТ 5937-81) пропитывают раствором связующего. B качестве связующего используют смесь фенолоформальдегидной смолы марки СФ010 (ГОСТ 18 694-80) и эпоксидной смолы марки ЭД-20 (ГОСТ 10587-84) при массовом соотношении 40:60; в качестве растворителя связующего применяют смесь этилового спирта и ацетона при массовом соотношении 35:65. При пропитке обеспечивают массовые соотношения: рукав полотняного плетения и связующее 65:35, бумага лавсановая и связующее 75:25, лента тканая из стеклянных нитей и связующее 80:20. Пропитанные указанные выше волокнистые материалы сушат для удаления растворителя связующего. Рукав разрезают на куски, равные длине оправки, и надевают на оправку. Оправки с размещенным на них пропитанным связующим рукавом на станке соединяют друг с другом и подают в зону обмотки, где рукав плотно обматывают по спирали пропитанной лентой бумаги ЛЭ120К, а поверх нее пропитанной тканой лентой из стеклонитей. Оправки разъединяют и помещают в термокамеру для отверждения связующего при температуре 160oC в течение 4 ч. Затем оправки охлаждают до температуры помещения, полученные опорные открытопористые трубки снимают с оправок, обрезают в размер. Водопроницаемость трубок при давлении 0,1 МПа и температуре 25oC составляет 180-190 м3/(м2•ч), 7 шт. полученных трубок устанавливают в заливочную форму. Зазоры между трубками и стаканом заливочной формы заливают компаундом на основе эпоксидной смолы, компаунд отверждают, на конце пучка трубок образуется крепежная обойма, которая герметично связывает концы трубок между собой и стаканом заливочной формы. После удаления заливочной формы аналогичным образом изготавливают крепежную обойму на другом конце пучка трубок. Полученный блок трубок устанавливают на машину формования и на внутреннюю поверхность трубок поливом раствора фторопласта марки Ф-42Л (ГОСТ 25428-82) наносят полупроницаемую мембрану. Водопроницаемость полученного блочного трубчатого мембранного фильтра при давлении 0,2 МПа и температуре 25oC составляет 600 л/(м2•ч). Производительность по фильтрату при обработке отработанного моющего раствора при давлении 0,2 МПа и температуре 60oC составляет 80 л/(м2•ч), селективность разделения по нефтепродуктам 99,3%. Другие характеристики указаны в таблице.
Пример 2. Получают заявленный трубчатый мембранный модуль для фильтрации жидкостей аналогично примеру 1, за исключением того, что пропитку рукава, лент лавсановой бумаги ЛЭ120К и тканых лент из стеклянных нитей ЛЭС 0,1х20 ведут до содержания в них связующего в массовом соотношении: рукав и связующее 75: 25, бумага лавсановая и связующее 80:20, лента тканая из стеклонитей и связующее 78:22. Испытания полученных опорных открытопористых трубок и мембранных модулей на их основе проводят аналогично примеру 1. Результаты испытаний приведены в таблице.
Пример 3-4. Получают заявленный трубчатый мембранный модуль для фильтрации жидкостей аналогично примеру 1. В качестве связующего используют связующее на основе эпоксидной смолы ЭД-20 (ГОСТ 10287-84) и мета-фенилендиамина (ГОСТ 5826-78) при массовом соотношении 84:16, в качестве тканой ленты используют тканую ленту марки "Урал Т20" из углеродных волокон (ТУ 6-12-31-749-90) или тканую ленту лавсановую марки ЛЭ20-41 (артикул 1416 г 17, ГОСТ 4514-78). Пропитку ведут до содержания связующего в массовом соотношении: рукав и связующее 65: 35, бумага лавсановая и связующее 80:20, лента тканая марки "Урал Т20" и связующее 65:35 или лента тканая лавсановая и связующее 75:25. Отверждение связующего ведут в термокамере при температуре 120oC в течение 4 ч. Испытания полученных опорных открытопористых трубок и мембранных модулей на их основе проводят аналогично примеру 1. Результаты испытаний в таблице. При осветлении яблочного сока производительность мембранных модулей составляла в среднем 80-90 л/м2•ч, качество осветления соответствовало нормам ГОСТ 8756.11.
Пример 5. Получают заявленный трубчатый мембранный модуль для фильтрации жидкостей аналогично примеру 1. В качестве связующего используют связующее на основе эпоксидной смолы ЭД-20 (ГОСТ 10287- 84). Пропитку ведут до содержания связующего в массовом соотношении: рукав и связующее 75:25, бумага лавсановая и связующее 80:20, лента тканая из стеклонитей ЛЭС 0,1х20 и связующее 80: 20. Связующее содержит 100 мас. ч. указанной эпоксидной смолы и 70 мас. ч. изометилтетрагидрофталевого ангидрида (ТУ 6-09-3321-73). Испытания опорных открытопористых трубок и мембранных модулей на их основе проводят аналогично примеру 1. Результаты испытаний в таблице.
Пример 6. Получают заявленный трубчатый мембранный модуль для фильтрации жидкостей аналогично примеру 1. В качестве связующего используют бакелитовый лак БЖ-1 (ГОСТ 4559-78). Пропитку ведут до содержания связующего в массовом соотношении рукав и связующее 80:20, бумага лавсановая ЛЭ120К и связующее 65:35, лента тканая марки 0,1х20 из стеклонитей и связующее 78:22. Испытания опорных открытопористых трубок и мембранных модулей на их основе проводят аналогично примеру 1. Результаты испытаний в таблице.
Пример 7 (согласно прототипу). Для сравнения готовят трубчатый мембранный модуль по способу-прототипу на основе нетканого волокнистого материала (бумаги марки ЛЭ120К), лент однонаправленных стеклонитей марки РБН-13-840 (стеклоровингов по ГОСТ 17139-79) и тканой ленты из стеклянных нитей марки ЛЭС 0,1х20. Для пропитки используют раствор связующего из смеси фенолоформальдегидной смолы марки СФ010 и эпоксидной смолы марки ЭД-20 при массовом соотношении 40: 60; в качестве растворителя связующего используют смесь этилового спирта и ацетона при массовом соотношении 35:65. Пропитку ведут до содержания связующего в массовом соотношении: бумага марки ЛЭ120К и связующее 97-84 и 3-16, лента из стеклоровингов и связующее 86-78 и 24-22, тканая стеклолента и связующее 78-75 и 22-25. На оправку, покрытую фторопластом, диаметром 13,5 мм наматывают по спирали пропитанную связующим ленту бумаги марки ЛЭ120К, поверх нее раскладывают параллельно оси оправки пропитанные связующим ленты из стеклоровингов, которые обматывают по спирали двумя пропитанными связующим стеклолентами марки ЛЭС 0,1х20. Отверждение связующего и все последующие операции ведут как в примере 1. Результаты испытаний приведены в таблице.
Из данных таблицы следует, что заявленный трубчатый мембранный модуль для фильтрации жидкостей обладает высокой механической прочностью, превосходящей прочность известного мембранного модуля (2,5:3,5 МПа против 1,7-2,2 МПа). Стенки опорных открытопористых трубок модуля хорошо проницаемы и имеют большую однородность по проницаемости, благодаря чему на 20-25% уменьшается дефектность полупроницаемых мембран в модуле; комбинация рукава полотняного плетения и обтягивающей его обечайки из нетканого материала позволяет на 14-28% снизить расход раствора полимера для получения полупроницаемой мембраны.
Сопоставительный анализ показывает, что заявленный трубчатый мембранный модуль для фильтрации жидкостей отличается от прототипа тем, что внутренняя часть стенки каждой опорной открытопористой трубки модуля образована непосредственно примыкающего к полупроницаемой мембране рукава полотняного плетения и обтягивающей его обечайки по меньшей мере из одного слоя нетканого волокнистого материала, пропитанных отвержденным термореактивным связующим при следующем соотношении компонентов, мас.%: рукав и оболочка 65-80, термореактивное связующее 20-35.
Заявляемый способ изготовления модуля отличается тем, что внутреннюю часть стенки каждой опорной открытопористой трубки формируют размещением на жесткой оправке рукава полотняного плетения и обмоткой его по спирали лентой нетканого волокнистого материала, пропитанных термореактивным связующим, при следующем соотношении компонентов, мас.%: рукав и нетканый волокнистый материал 65-80, термореактивное связующее 20-35.
Таким образом, заявляемый трубчатый мембранный модуль для фильтрации жидкостей и способ его получения соответствуют критерию "новизна".
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной области техники, не позволяет выявить в них признаки, отличающие заявляемое техническое решение. Новая форма материала, непосредственно примыкаемого к полупроницаемой мембране, а именно рукав полотняного плетения, позволяет обеспечить однородность по проницаемости стенки опорной открытопористой трубки модуля, создать одинаковые условия для формирования полупроницаемой мембраны и тем самым уменьшить ее дефектность, фактура рукава полотняного плетения улучшает адгезию и тем самым обеспечивает надежность сохранения эксплутационных свойств модуля. За счет основы рукава длинномерным опорным открытопористым трубкам придается высокая жесткость (малая дуга прогиба в продольном направлении), что также способствует обеспечению большей надежности и долговечности модуля.
Выполнение внутренней части опорной открытопористой трубки из сочетания рукава полотняного плетения и обтягивающей его обечайки из нетканого волокнистого материала, кроме указанных выше преимуществ, позволяет на 14-28% уменьшить расход дорогостоящего раствора полимера для изготовления полупроницаемой мембраны.
Использование новых материалов (рукав полотняного плетения, обечайка из нетканого волокнистого материала) и другой степени (20-35 мас.%) их пропитки термореактивным связующим при изготовлении внутренней части стенки опорной открытопористой трубки мембранного модуля, их новое сочетание при взаимном расположении (рукав полотняного плетения плотно обжимается обечайкой из нетканой волокнистой ленты, выполненной в виде спиральной намотки), а также новые операции (надевание пропитанного связующим рукава полотняного плетения на оправку и обмотка его по спирали пропитанной связующим лентой нетканого волокнистого материала) в четко определенной последовательности создают новую совокупность существенных признаков, позволяющую получить положительный эффект, который может быть достигнут только при осуществлении заявляемого изобретения. Отсюда следует, что заявляемое изобретение соответствует критерию "существенные отличия".
Выполнение, согласно заявляемого изобретения, внутренней части стенки каждой опорной открытопористой трубки мембранного модуля для фильтрации жидкостей из непосредственно примыкающего к полупроницаемой мембране рукава полотняного плетения и обтягивающей его обечайки из нетканого волокнистого материала позволяет устранить неоднородность по проницаемости стенки опорной открытопористой трубки и создать благоприятные условия для получения полупроницаемой мембраны, что на 20-25% уменьшает выход бракованных трубчатых мембранных модулей по причине дефектов мембраны. Кроме того, сочетание рукава полотняного плетения и нетканого волокнистого материала в качестве подложки под полупроницаемую мембрану позволяет при хорошей адгезии полупроницаемой мембраны на 14-28% уменьшить расход дорогостоящего раствора полимера для изготовления мембраны по сравнению с известными способами изготовления трубчатых мембранных модулей для аналогичных целей и обеспечить более надежное сохранение эксплутационных свойств модулей. Таким образом, использование заявляемого изобретения позволяет улучшить эксплутационные свойства и долговечность трубчатых модулей для осуществления баромембранных процессов и существенно уменьшить затраты на их производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕМБРАННЫЙ ТРУБЧАТЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2289470C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕМБРАННЫХ ТРУБЧАТЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2192301C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕМБРАННЫХ ТРУБЧАТЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2206376C2 |
| МЕМБРАННЫЙ ТРУБЧАТЫЙ МОДУЛЬ | 2006 |
|
RU2314148C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕМБРАННЫХ ТРУБЧАТЫХ УЛЬТРАФИЛЬТРОВ ДЛЯ РАЗДЕЛЕНИЯ КОМПОНЕНТОВ РАСТВОРА КАТОФОРЕЗНОЙ ГРУНТОВКИ | 2003 |
|
RU2241528C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО МИКРОФИЛЬТРА С ФТОРПОЛИМЕРНОЙ МЕМБРАНОЙ | 2010 |
|
RU2432987C1 |
| СПОСОБ ОЧИСТКИ МАСЛА | 2003 |
|
RU2255795C2 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| Способ получения трубчатого фильтрующего элемента с фторопластовой мембраной | 2017 |
|
RU2650170C1 |
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ПУЧКА ОТКРЫТОПОРИСТЫХ ТРУБОК ПРИ ИЗГОТОВЛЕНИИ БЛОЧНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2316386C1 |
Трубчатый мембранный модуль, применяемый для осуществления нано-, ультра- или микрофильтрации в перекрестноточном режиме, содержит пучок параллельно расположенных относительно друг друга опорных открытопористых трубок, стенки которых выполнены из волокнистых материалов, пропитанных отвержденным связующим и внутри покрыты полупроницаемой мембраной. Внутренняя часть стенки каждой опорной открытопористой трубки модуля выполнена из непосредственно примыкающего к полупроницаемой мембране рукава полотняного плетения и обтягивающей его обечайки из нетканого волокнистого материала, пропитанных отвержденным термореактивным связующим, при следующем массовом соотношении компонентов, %: рукав и обечайка - 65-80, термореактивное связующее - 20-35. Способ изготовления трубчатого мембранного модуля включает пропитку волокнистых материалов термореактивным связующим, формирование из них многослойных опорных открытопористых трубок, отверждение в них связующего и нанесение на их внутреннюю поверхность полупроницаемой мембраны. Согласно изобретению, внутреннюю часть стенки каждой опорной открытопористой трубки формируют размещением на жесткой оправке рукава полотняного переплетения и обмоткой его по спирали лентой нетканого волокнистого материала, пропитанных термореактивным связующим. Технический результат - улучшение однородности стенок открытопористых трубок по проницаемости, уменьшение дефектности мембран и повышение надежности сохранения эксплуатационных свойств. 2 с.п. ф-лы, 3 ил., 1 табл.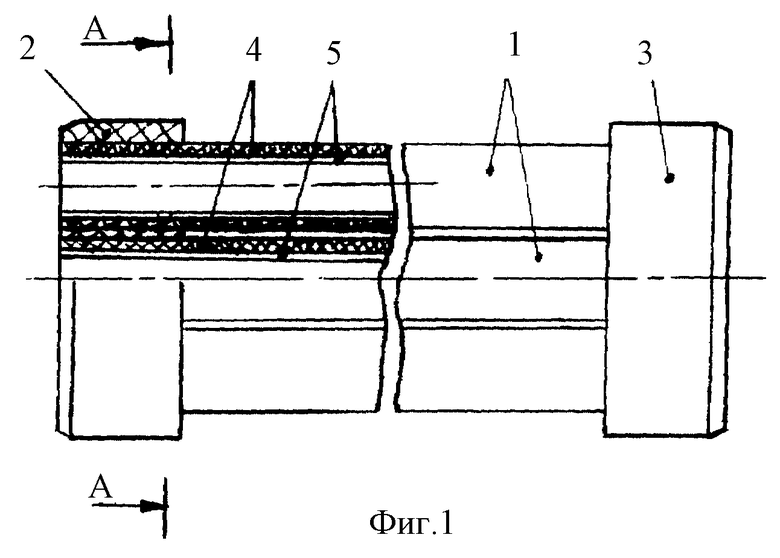
Рукав и обечайка - 65 - 80
Термореактивное связующее - 20 - 35
2. Способ изготовления трубчатого мембранного модуля для фильтрации жидкостей пропиткой волокнистых материалов термореактивным связующим, формированием из них многослойных опорных открытопористых трубок, отверждением в них связующего и нанесением на их внутреннюю поверхность полупроницаемой мембраны, отличающийся тем, что внутреннюю часть стенки каждой опорной открытопористой трубки формируют размещением на жесткой оправке рукава полотняного плетения и обмоткой его по спирали лентой нетканого волокнистого материала, пропитанных термореактивным связующим, при следующем соотношении компонентов, мас.%:
Рукав и нетканый материал - 65 - 80
Термореактивное связующее - 20 - 35
| RU 1307645 A1, 10.11.1996 | |||
| US 4747946 A, 31.05.1988 | |||
| US 3457170 A, 22.07.1969 | |||
| Элемент для разделения жидких и газообразных сред обратным осмосом | 1973 |
|
SU528020A3 |
| Способ изготовления аппарата с полыми полупроницаемыми волокнами | 1974 |
|
SU523699A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Способ производства сжиженного природного газа | 2017 |
|
RU2659870C1 |
| СХЕМЫ УПРАВЛЕНИЯ ПОИСКОВЫМ ВЫЗОВОМ И ЭНЕРГОПОТРЕБЛЕНИЕМ ДЛЯ ДОСТУПА К ЛОКАЛЬНОЙ СЕТИ | 2012 |
|
RU2530732C2 |
| US 5192437 A, 09.03.1993. | |||

