(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ФИЛЬТРУКадИХ ЭЛЕМЕНТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С ПОЛИМЕРНОЙ МЕМБРАНОЙ | 2012 |
|
RU2483789C1 |
| Способ получения трубчатого фильтрующего элемента с фторопластовой мембраной | 2017 |
|
RU2650170C1 |
| Способ изготовления мембранного модуля | 1977 |
|
SU965451A1 |
| МЕМБРАННЫЙ ТРУБЧАТЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2289470C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕМБРАННОГО ТРУБЧАТОГО ФИЛЬТРА | 1998 |
|
RU2141372C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО МИКРОФИЛЬТРА С ФТОРПОЛИМЕРНОЙ МЕМБРАНОЙ | 2010 |
|
RU2432987C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОЖИТЕЛЬНО ЗАРЯЖЕННОЙ МЕМБРАНЫ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТЕЙ | 1994 |
|
RU2084273C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРПОЛИМЕРНЫХ МЕМБРАН ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТЕЙ | 1999 |
|
RU2158625C1 |
| МЕМБРАННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ РУЛОННОГО ТИПА | 2005 |
|
RU2304018C2 |
| ТРУБЧАТЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2156645C1 |
Изобретение относится к технике . получения фильтрующих элементов, применяемых в процессах мембранной технологии для разделения жидких и га-, зовых смесей путем ультрафильтрации или обратного осмоса, а именно к способам изготовления трубчатых элементов .
Известен способ изготовления трубчатых фильтрующих элементов, по которому трубчатую мембрану вставляют во внутреннюю полость трубчатой дренажной опоры, после чего производят приклейку концов мембраны и герметизацию торцов клеевой композицией 1.
Эта операция ручная, очень трудоемкая и не гарантирует полной герметизации соединения.
Известен способ в котором герметизацию торцов производят и-образными эластичными уплотнительными втулками, охватывающимиконцы элементов с наружной и внутренней стороны. С внутренней стороны втулка плотно прилегает к мембране благодаря вставленному пружинному кольцу Е2.
При положительных качествах..описанного уплотнения (быстрая установка уплотнения при сборке элементов, многократность использования), оно
имеет существенные недостатки. Так, оно не гарантирует герметичность соединения при давлении более 10-15 кгс/смГ При этом жидкость, минуя мембрану, попадает в фильтр, что недопустимо.,
Наиболее близким к изобретению является способ иэготовления трубча- тых .фильтрующих элементов, вкэтючающий равномерное навесение дозированного объема мембранообразукяцего раствора на рабочую поверхность трубчатой дренажной опоры и герметизацию торцов.
Для герметизации торцов трубчатой дренажной опоры поры по ее концам заполняются низкотемпературной термореактивной пластмассой, что проводят под высоким давлением (70 атм). Этот способ используют при изготовлении трубчатых фильтрующих элементов для обратного осмоса, когда эти элементы работают под давлением до 100 атм 3.
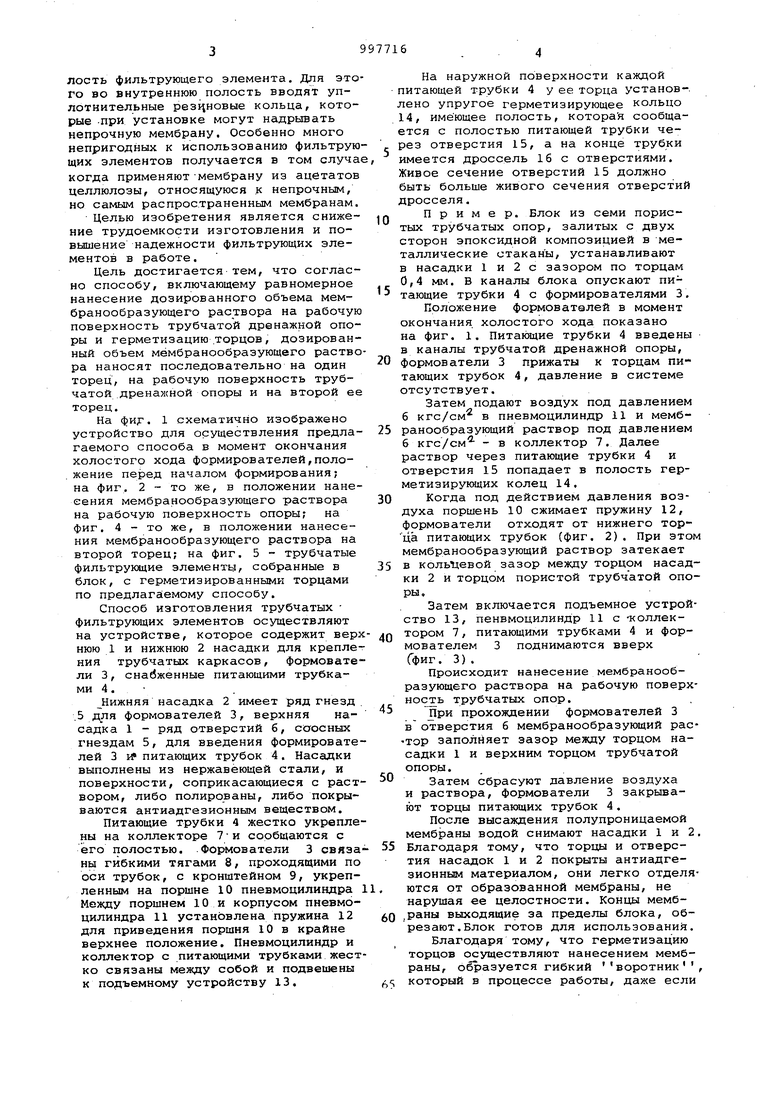
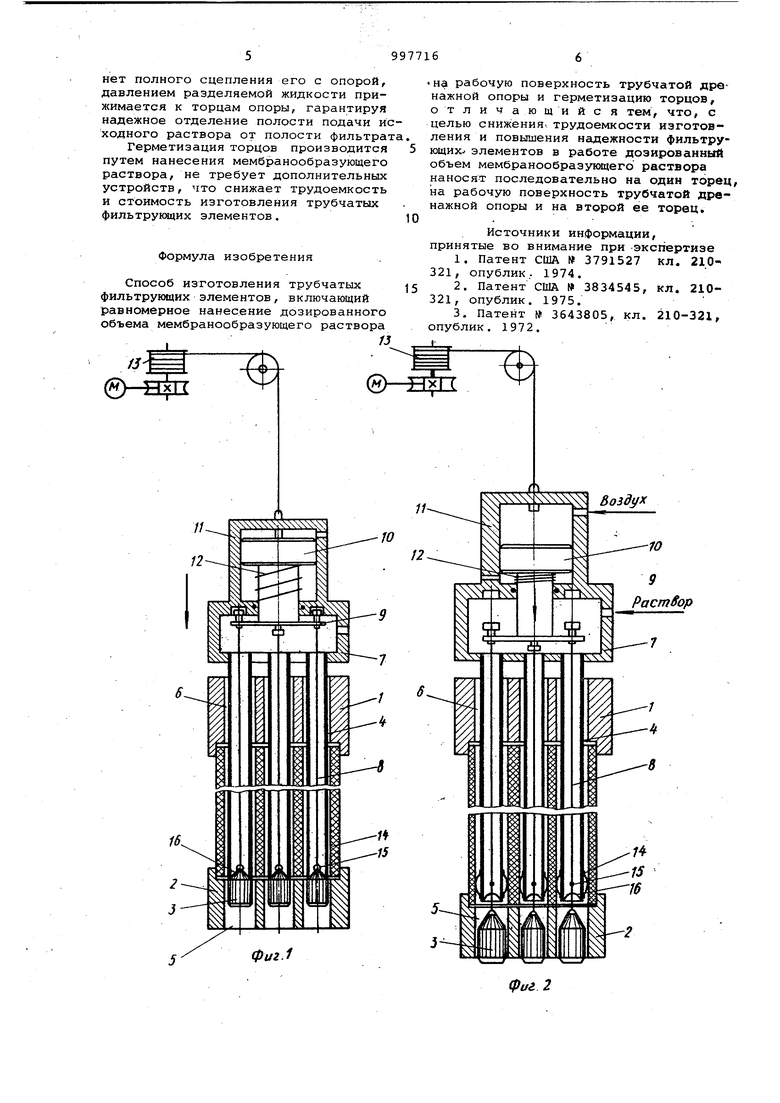
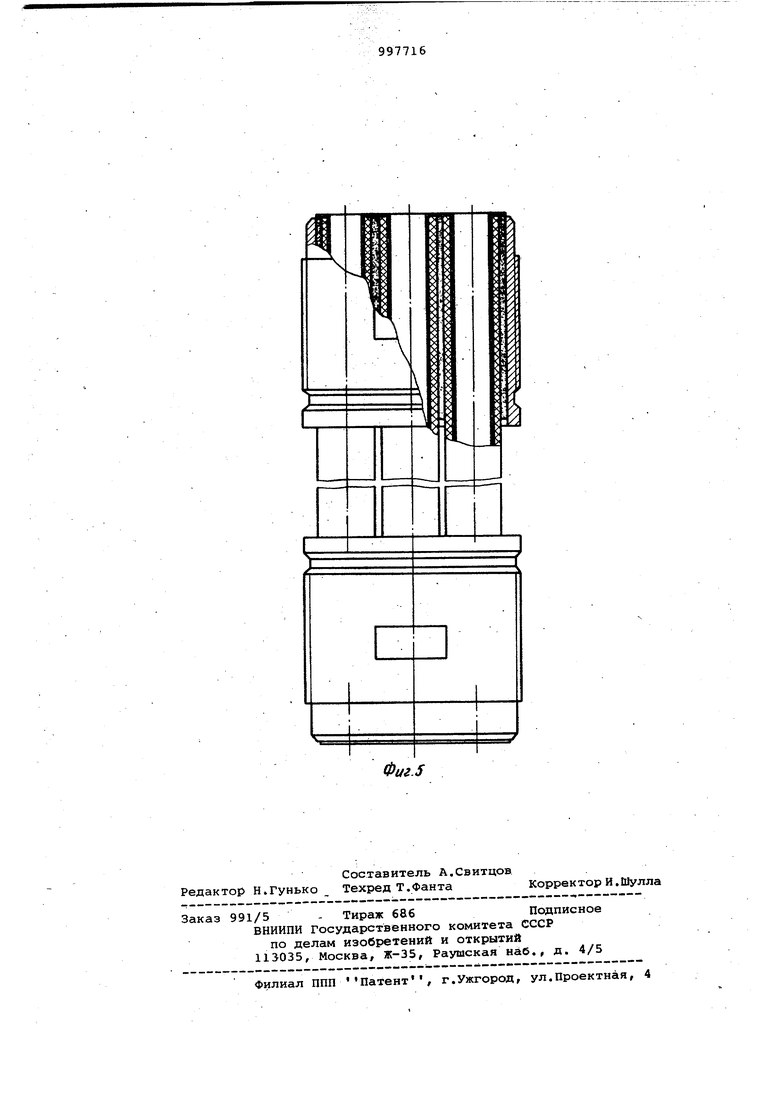
Однако способ довольно сложен и требует специального оборудования. Сложность заливки торцов заключается в том, чтобы термореактивная пластмасса, подаваемая под высоким давлением, не попадала во внутреннюю полость фильтрующего элемента. Для это го во внутреннюю полость вводят уплотнительные резцновые кольца, которые .при установке могут надрьшать непрочную мембрану. Особенно много непригодных к использованию фильтрую щих элементов получается в том случа когда применяют -мембрану из ацетатов целлюлозы, относящуюся к непрочным, но самым распространенным мембранам Целью изобретения является снижение трудоемкости изготовления и повышение надежности фильтрующих элементов в работе. Цель достигается тем, что согласно способу, включающему равномерное нанесение дозированного объема мембранообразующего раствора на рабочую поверхность трубчатой дренажной опоры и герметизацию торцов, дозированный объем мёмбранообразующего раство ра наносят последовательно на один торец, на рабочую поверхность трубчатой дренажной опоры и на второй е торец. На фир. 1 схематично изображено устройство для осуществления предла гаемого способа в момент окончания холостого хода формирователей,поло. жение перед началом формирования; на фиг. 2 - то же, в положении нане сения мёмбранообразующего раствора на рабочую поверхность опоры; на фиг. 4 - то же, в положении нанесения мёмбранообразующего раствора на второй торец; на фиг. 5 - трубчатые фильтрукмдие элементы, собранные в блок, с герметизированными торцами по предлагаемому способу. Способ изготовления трубчатых фильтрующих элементов осуществляют на устройстве, которое содержит вер нюю 1 и нижнюю 2 насадки для крепле ния трубчатых каркасов, формовате ли 3, снабженные питающими трубками 4 . Нижняя насадка 2 имеет ряд гнезд .5 для формователей 3, верхняя насадка 1 - ряд отверстий б, соосных гнездам 5, для введения формировате лей 3 tp питающих трубок 4. Насадки выполнены из нержавеющей стали, и поверхности, соприкасающиеся с раст вором, либо полированы, либо покрываются антиадгезионньом веществом. Питающие трубки 4 жестко укрепле ны на коллекторе 7-и сообщаются с его полостью. Формователи 3 связа ны гибкими тягами 8, проходящими по оси трубок, с кронштейном 9, укрепленным на поршне 10 пневмоцилиндра Между поршнем 10 и корпусом пневмоцилиндра 11 установлена пружина 12 для приведения поршня 10 в крайне верхнее положение. Пневмоцилиндр и коллектор с питающими трубками жест ко связаны между собой и подвешены к подъемному устройству 13, На наружной поверхности каждой питающей трубки 4 у ее торца установ-. лено упругое герметизирующее кольцо 14, имеющее полость, которая сообщается с полостью питающей трубки через отверстия 15, а на конце трубки имеется дроссель 16 с отверстиями. Живое сечение отверстий 15 должно быть больше живого сечения отверстий дросселя. Пример. Блок из семи пористых трубчатых опор, залитых с двух сторон эпоксидной композицией в металлические стаканы, устанавливают в насадки 1 и 2 с зазором по торцам 0,4 мм. В каналы блока опускают питающие трубки 4 с формирователями 3. Положение формователей в момент окончания холостого хода показано на фиг, 1. Питающие трубки 4 введены в каналы трубчатой дренажной опоры, Формователи 3 прижаты к торцам питающих трубок 4, давление в системе отсутствует. Затем подают воздух под давлением 6 кгс/см в Пневмоцилиндр 11 и мембранообразующий раствор под давлением б кгс/см - в коллектор 7. Далее раствор через питающие трубки 4 и отверстия 15 попадает в полость герметизирующих колец 14, Когда под действием давления воздуха поршень 10 сжимает пружину 12, Формователи отходят от нижнего торlia питающих трубок (фиг. 2), При этом мембранообразующий раствор затекает в кольТдевой зазор между торцом насадки 2 и торцом пористой трубчатой опоры. Затем включается подъемное устройство 13, пенвмоцилиндр 11 с -коллектором 7, питающими трубками 4 и формователем 3 поднимаются вверх Гфиг, 3) , Происходит нанесение мёмбранообразующего раствора на рабочую поверхност ь трубчатых опор. ри прохождении формователей 3 в отверстия б мембранообразуквдий растор заполняет зазор между торцом насадки 1 и верхним торцом трубчатой ОПОРЫ . Затем сбрасуют давление воздуха и раствора, Формователи 3 закрывают торцы питающих трубок 4. После высаждения полупроницаемой мембраны водой снимают насадки 1 и 2, Благодаря тому, что торцы и отверстия насадок 1 и 2 покрыты антиадгезионным материалом, они легко отделяются от образованной мембраны, не нарушая ее целостности. Концы мемб,раны выходящие за пределы блока, обрезают. Блок готов для использования. Благодаря тому, что герметизацию торцов сэсуществляют нанесением мембраны, образуется гибкий воротник , который в процессе работы, даже если нет полного сцепления его с опорой, давлением разделяемой жидкости прихсимается к торцам опоры, гарантируя надежное отделение полости подачи ис ходного раствора от полости фильтрат Герметизация торцов производится путем нанесения мембранообразующего раствора, не требует дополнительных устройств, что снижает трудоемкость и стоимость изготовления трубчатых фильтрукицих элементов. Формула изобретения Способ изготовления трубчатых фильтрующих элементов, включающий равномерное нанесение дозированного объема мембранообразующего раствора
Воздух
фиг 2 на рабочую поверхность трубчатой дренажной опоры и герметизацию торцов, отличающийс я тем, что, с целью снижения, трудоемкости изготовления и повышения надежности фильтрующих элементов в работе дозированный объем мембранообразующего раствора наносят последовательно на один торец, на рабочую поверхность трубчатой дренажной опоры и на второй ее торец. Источники информации, принятые во внимание при экспертизе 1.Патент США I 3791527 кл. 210321, опублик. 1974. 2.Патент США 3834545, кл. 210321, опублик. 1975. 3.Патент № 3643805, кл. 210-321, опублик. 1972. о
Фиг. 5 воздух ff Раствор Фиг..
