Предлагаемое изобретение относится к спрямляющему лопаточному аппарату компрессора авиационного двигателя, содержащему внутреннюю обечайку, наружную обечайку и множество лопаток, распределенных по окружности и проходящих в радиальном направлении от упомянутой внутренней обечайки до упомянутой наружной обечайки, причем каждая лопатка проходит насквозь через соответствующее отверстие, выполненное во внутренней обечайке, и закреплена в этой обечайке при помощи герметичного цемента, содержащего полимерный органический адгезивный материал.
В настоящее время используются три технологии, применяемые для крепления лопаток спрямляющего лопаточного аппарата к внутренней обечайке, а именно, механическое соединение при помощи болтов или заклепок, пайка с использованием металлического припоя и приклеивание при помощи силиконовых эластомеров с различными наполнителями.
В патенте US 6431830, например, описан спрямляющий лопаточный аппарат упомянутого выше типа, лопатки которого закреплены на внутренней обечайке при помощи пайки.
Технические решения, в которых используются механические способы крепления лопаток, не являются вполне благоприятными вследствие высокой стоимости их реализации, а также их достаточно высокой сложности и дополнительной массы.
Техническое решение, заключающееся в припаивании лопаток, не всегда может быть применено, в частности, с учетом характеристик материалов, из которых изготовлены лопатки и упомянутая обечайка. В частности, в случае, когда лопатки и упомянутая обечайка изготовлены из титана, пайка должна осуществляться при очень высокой температуре, которая может вызвать недопустимые деформации конструкции.
Техническое решение с использованием силиконового эластомера является наиболее хорошо адаптированным в данном случае, однако срок службы таких эластомеров снижается в условиях повышения температуры функционирования компрессора. Таким образом, для компрессоров нового поколения, функционирующих при температурах, постоянно близких к 300°С, и в окружающей среде, содержащей пары минерального масла, клеящие составы, созданные на основе силиконового эластомера, подвергаются разрыхлению и распылению, что ограничивает срок их службы практически до 100 часов.
Техническая задача предлагаемого изобретения состоит в том, чтобы преодолеть отмеченные выше недостатки известных технологий крепления лопаток.
В частности, желательно обеспечить клеевые соединения, пригодные для использования на протяжении примерно 1000 часов при температурах, близких к 300°С.
Предлагаемое изобретение относится, в частности, к спрямляющему лопаточному аппарату вышеописанного типа и предусматривает, что упомянутый адгезивный состав изготовлен на основе полиимида.
Адгезивные составы, изготовленные на основе полиимида, надежно противостоят внешней среде компрессоров авиационных двигателей. Такой адгезивный материал можно выбрать в функции прогнозируемой температуры функционирования, причем некоторые из этих адгезивных материалов выдерживают температуры порядка 300°С.
Ниже приводятся предлагаемые на выбор характеристики данного изобретения, дополняющие или заменяющие друг друга:
- Внутренняя обечайка и/или лопатки спрямляющего лопаточного аппарата изготовлены из титана.
- Концевые участки лопаток выступают в радиальном направлении внутрь за пределы внутренней обечайки.
- Вставка, располагающаяся изнутри от упомянутой внутренней обечайки и в непосредственной близости от нее, ограничивает, вместе с этой внутренней обечайкой и вместе с лопатками спрямляющего аппарата, некоторый объем, который заполняется упомянутым цементом.
- Вставка выполнена в виде гибкого слоя.
- Упомянутый гибкий слой образует против концов лопаток карманы, которые отстоят в радиальном направлении от поверхности внутренней обечайки.
- Гибкий слой образован несколькими элементами, соединяющимися между собой в окружном направлении внутренней обечайки с частичным перекрытием.
- Упомянутый гибкий слой представляет собой ткань из стекловолокна или углеродных волокон, пропитанную полиимидом.
- Упомянутая вставка выполнена в виде множества жестких деталей.
- Каждая из упомянутых жестких деталей вставлена между выступающими участками двух последовательно расположенных лопаток.
- Каждая из упомянутых жестких деталей вставлена с натягом между упомянутыми выступающими участками лопаток.
- Каждая из упомянутых жестких деталей проходит на длине дуги окружности, превышающей величину окружного шага расположения лопаток.
- Упомянутые жесткие детали имеют отверстия, предназначенные для вхождения в них выступающих участков лопаток.
- Упомянутые жесткие детали закреплены на внутренней обечайке при помощи упомянутого цемента.
- Упомянутые жесткие детали изготовлены из алюминиевого сплава или из магниевого сплава.
- Упомянутый цемент представлен в виде пленки.
- Упомянутый цемент представлен в виде пены.
- Упомянутый адгезивный материал на основе полиимида способен выдерживать воздействие температуры порядка 300°С в процессе функционирования данного спрямляющего лопаточного аппарата.
- Лопатки закреплены на наружной обечайке при помощи электронной сварки.
Другие характеристики и преимущества предлагаемого изобретения будут раскрыты в приведенном ниже подробном описании примеров его осуществления, со ссылками на сопровождающие фигуры чертежей, в числе которых:
- Фиг.1 представляет собой частичный схематический вид в половинном осевом разрезе ступени компрессора, в котором применяется спрямляющий лопаточный аппарат в соответствии с предлагаемым изобретением, показывающий внутреннюю обечайку, наружную обечайку и одну лопатку, прикрепленную к этим обечайкам.
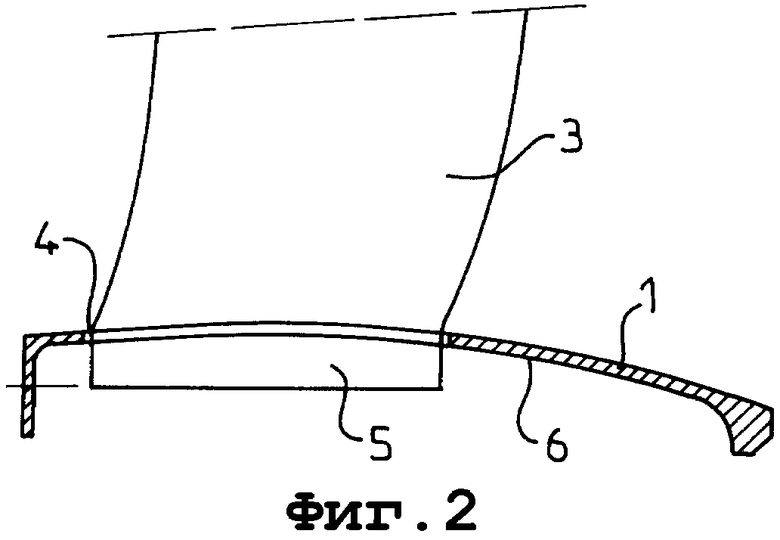
- Фиг.2 представляет собой увеличенный схематический вид части конструкции, согласно фиг.1, показывающий внутреннюю обечайку и участки лопатки, прилегающие к этой обечайке.
- Фиг.3 представляет собой частичный схематический вид внутренней стороны внутренней обечайки, развернутой в воображаемую плоскость.
- Фиг.4 представляет собой частичный схематический вид в разрезе по плоскости, перпендикулярной оси двигателя, показывающий часть внутренней обечайки и участки оснований соответствующих лопаток, закрепленных в этой обечайке, в соответствии с первым способом осуществления предлагаемого изобретения.
- Фиг.5 представляет собой схематический вид, аналогичный виду, показанному на фиг.4, и относящийся ко второму способу осуществления предлагаемого изобретения.
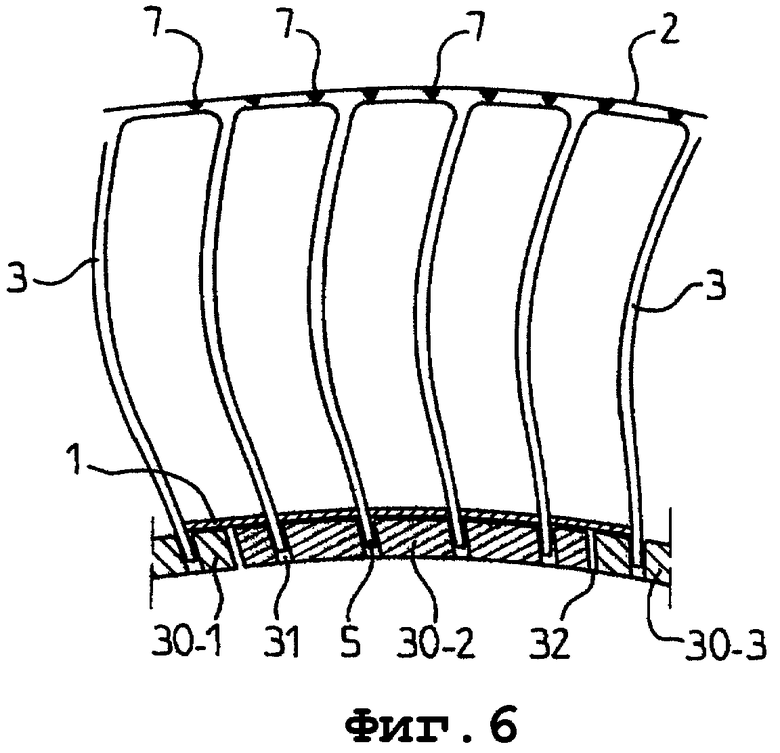
- Фиг.6 представляет собой схематический вид, аналогичный виду, показанному на фиг.4 и 5, относящийся к третьему способу осуществления предлагаемого изобретения и показывающий дополнительно полную длину лопаток и часть наружной обечайки.
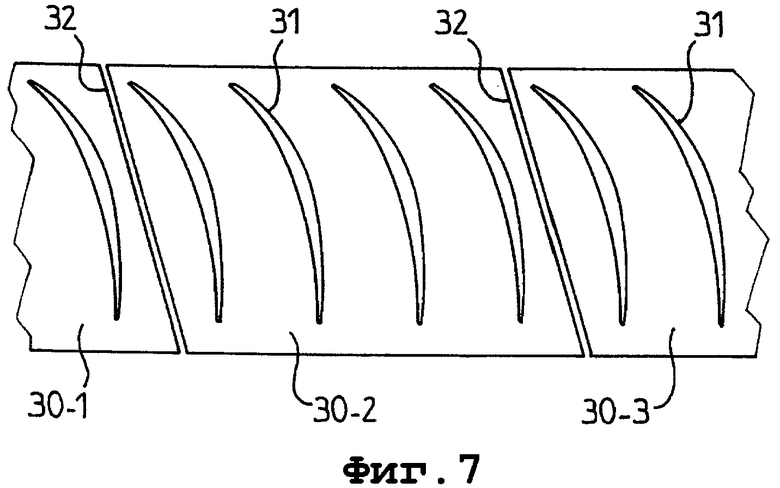
- Фиг.7 представляет собой частичный схематический вид внутренней стороны вставки, показанной на фиг.6 и развернутой в воображаемую плоскость.
Ступень компрессора, содержащая спрямляющий лопаточный аппарат и схематически представленная на фиг.1-3, содержит внутреннюю обечайку 1 и наружную обечайку 2, причем обе эти обечайки являются неподвижными, и совокупность спрямляющих лопаток 3, проходящих, по существу, в радиальном направлении в пространстве между внутренней обечайкой и наружной обечайкой. Спрямляющие лопатки 3 распределены в окружном направлении, как правило, равномерно. Во внутренней обечайке 1 выполнены отверстия 4, форма которых адаптирована к профилю лопаток. Сквозь каждое из этих отверстий проходит лопатка 3, концевая область 5 которой выступает в направлении оси двигателя за пределы отверстия 4 и, следовательно, за пределы внутренней поверхности 6 обечайки 1. Лопатки 3 закреплены на наружной обечайке 2, например, при помощи сварных швов 7, реализованных с использованием электронного пучка.
В дальнейшем будет описан способ крепления лопаток на внутренней обечайке 1 в соответствии с предлагаемым изобретением.
Как можно видеть на фиг.4, внутренняя поверхность 6 внутренней обечайки 1 и выступающие участки 5 лопаток 3 покрыты гибким слоем, образованным несколькими кусками ткани 10-1, 10-2, 10-3, которые соединяются между собой и частично перекрываются в окружном направлении. Указанный гибкий слой располагается вдоль внутреннего контура, определяемого упомянутой поверхностью 6 и упомянутыми выступающими участками 5, и, соответственно, отстоит от обечайки 1 с возможностью образования карманов 11, в которых размещаются выступающие участки 5. В проиллюстрированном примере осуществления кусок ткани, обозначенный позицией 10-2, перекрывает концевые участки 5 четырех лопаток 3, причем один из краевых участков этого куска, обозначенный позицией 12-2, перекрывается концевым участком 13-3 куска ткани 10-3, тогда как его противоположный концевой участок 13-2 перекрывает концевой участок 12-1 другого куска ткани 10-1. Каждый из упомянутых концевых участков располагается между двумя соседними лопатками. Указанный гибкий слой ограничивает, вместе с обечайкой 1 и лопатками 3, кольцевой объем 14, который заполняется пленкой клеящего состава, изготовленного на основе полиимида, такого, например, как полиимид, реализуемый фирмой Cytec Fiberite Inc. под маркой FM 680, причем данный клеящий состав заполняет также зазоры между лопатками 3 и периферийной частью отверстий 4. Упомянутый гибкий слой 10-1, 10-2, 10-3 предпочтительным образом сформирован из ткани, изготовленной из стекловолокна или из углеродного волокна и пропитанной полиимидом.
Для реализации крепления, схематически проиллюстрированного на фиг.4, после установки лопаток, наносят адгезивную пену на выступающие области 5 лопаток и на внутреннюю поверхность 6 обечайки 1, после чего накладывают упомянутый гибкий слой и подвергают всю эту систему термической обработке при температуре порядка 180°С для обеспечения полимеризации упомянутого адгезивого материала под небольшим давлением, позволяющим реализовать сцепление этого материала с подлежащими соединению элементами.
В соответствии со способом осуществления, схематически представленным на фиг.5, объем, в котором должен располагаться упомянутый адгезивный материал, ограничен в направлении внутрь от обечайки 1 множеством деталей 20, изготовленных из алюминиевого или магниевого сплава, причем каждая из этих деталей вставлена между двумя соседними лопатками 3. Каждая такая деталь 20 представляет в плоскости чертежа угловатый U-образный профиль, донная часть 21 которого прижата к внутренней стороне 6 обечайки 1 и ветви 22 которой прижаты соответственно к двум соседним лопаткам. Между этими деталями 20, с одной стороны, и обечайкой 1 и концевыми участками 5 лопаток, с другой стороны, вводится тонкая пленка клеящего состава, изготовленного на основе полиимида, такого, например, как полиимид, реализуемый фирмой Cytec Fiberite Inc. под маркой FM 680, причем этот клеящий состав заполняет также зазоры между лопатками 3 и периферийной частью отверстий 4. В данном случае также можно использовать полиимидную пену, такую, например, как полиамидная пена, реализуемая фирмой Cytec Fiberite Inc. под маркой FM 680-2.
Крепление, схематически представленное на фиг.5, может быть реализовано следующим образом. На внутреннюю сторону обечайки и на участки 5 лопаток наносят тонкую пленку клеящего материала, а затем вставляют детали 20, размеры которых выбираются таким образом, чтобы эти детали удерживались на предназначенных для них местах путем вставления с натягом перед отверждением используемого клеящего материала. Отверждение клеящего материала осуществляется так же, как и в описанном выше примере реализации, путем горячей термической обработки.
Способ крепления, схематически представленный на фиг.6 и 7, отличается от способа крепления, представленного на фиг.5, тем, что полые детали 20 в данном случае заменены на массивные или сплошные детали 30-1, 30-2, 30-3, изготовленные из полиимидной пены, например, такой как пена, реализуемая фирмой Дюпон де Немур под маркой SF-0920, имеющей плотность 0,3, каждая из которых проходит по длине дуги окружности, кратной окружному шагу размещения лопаток, и в каждой из которых выполнены сквозные отверстия 31, предназначенные для размещения в них выступающих участков 5 лопаток. При этом две соседние детали отделены друг от друга узким интервалом 32, располагающимся между двумя соседними лопатками. Соединение осуществляется таким же образом, как и в случае, представленном на фиг.5, причем размеры отверстий 31 могут быть выбраны таким образом, чтобы обеспечить возможность удержания на предназначенных для них местах деталей 30-1, 30-2, 30-3 при помощи трения на участках 5 лопаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ЛОПАТОК СПРЯМЛЯЮЩЕГО АППАРАТА КОМПРЕССОРА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2290285C2 |
| Лопаточный аппарат статора осевого компрессора | 2018 |
|
RU2695872C1 |
| ПОДВИЖНОЕ КОЛЕСО ДЛЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ И СОДЕРЖАЩИЙ ЕГО ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ | 2008 |
|
RU2487248C2 |
| ЛОПАТОЧНЫЙ ВЕНЕЦ СТАТОРА ОСЕВОГО КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1994 |
|
RU2123614C1 |
| СТАТОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКОЙ СТАТОР | 2008 |
|
RU2486351C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ, СОДЕРЖАЩЕЙ МНОЖЕСТВО ЛОПАТОК, УСТАНОВЛЕННЫХ В ПЛАТФОРМЕ | 2010 |
|
RU2532783C2 |
| ТУРБУЛИЗАТОРЫ НА ВХОДЕ ЛОПАТОЧНОЙ РЕШЕТКИ КОМПРЕССОРА | 2011 |
|
RU2583190C2 |
| ЛОПАТОЧНЫЙ КОЛЬЦЕВОЙ СЕКТОР СТАТОРА ТУРБОМАШИНЫ И ТУРБОМАШИНА ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2537997C2 |
| КОМПРЕССОР И ГАЗОВАЯ ТУРБИНА | 2020 |
|
RU2795138C1 |
| Газотурбинный двигатель, содержащий вентилятор и компрессор | 2016 |
|
RU2625078C1 |



Изобретение относится к спрямляющему лопаточному аппарату компрессора авиационного двигателя и обеспечивает надежное скрепление лопаток в корусе внутренней обечайки при помощи адгезивного материала, изготовленного на основе полиимида. Лопатки (3) предлагаемого спрямляющего лопаточного аппарата, проходящие в радиальном направлении от внутренней обечайки (1) до наружной обечайки (2), закреплены на упомянутой внутренней обечайке посредством герметичного цемента, содержащего полимерный органический адгезивный материал, изготовленный на основе полиимида. 18 з.п. ф-лы, 7 ил.
| ЭЛЕКТРОД ДЛЯ НЕЙРОМОДУЛЯЦИИ В СБОРЕ | 2018 |
|
RU2746456C1 |
| Рабочее колесо вентилятора | 1980 |
|
SU907311A1 |
| Рабочее колесо осевого вентилятора | 1974 |
|
SU619692A1 |
| Рабочее колесо осевого вентилятора | 1980 |
|
SU958717A2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ШЛАКОПЕМЗОВОГО ГРАВИЯ | 1995 |
|
RU2104975C1 |
| DE 3141948 С2, 15.04.1982. | |||

