Предлагаемое изобретение относится к изготовлению сектора колеса газотурбинного двигателя, снабженного лопатками, в частности, сектора неподвижного колеса, снабженного лопатками. В дальнейшем сектор такого неподвижного снабженного лопатками колеса газотурбинного двигателя будет называться сектором спрямляющего лопаточного аппарата в том случае, когда это колесо относится к компрессору газотурбинного двигателя, и будет называться сектором направляющего лопаточного аппарата в том случае, когда это колесо принадлежит турбине газотурбинного двигателя. Как спрямляющий лопаточный аппарат, так и направляющий лопаточный аппарат содержат множество лопаток, удерживаемых между двумя полками лопаток. Например, для газотурбинного двигателя с осевым потоком лопатки удерживаются между наружной в радиальном направлении полкой, или так называемым наружным сектором полки, и внутренней в радиальном направлении полкой, или так называемым внутренним сектором полки.
В соответствии со способом изготовления неподвижного колеса, снабженного лопатками, сектор спрямляющего лопаточного аппарата, или сектор направляющего лопаточного аппарата, формируется при помощи так называемого способа "литья по выплавляемым моделям", в соответствии с которым:
- прежде всего, реализуют восковую модель (или модель, изготовленную из другого эквивалентного материала) сектора спрямляющего лопаточного аппарата;
- затем вокруг этой модели создают литейную форму путем ее смачивания в глиняной массе для того, чтобы сформировать слой материала, находящийся в контакте с ее поверхностью;
- посыпают песком поверхность этого слоя и просушивают его;
- затем повторяют эту операцию смачивания в пастообразной массе, сформированной из различных, в случае необходимости, веществ для формирования оболочковой литейной формы, образованной множеством слоев;
- затем осуществляют выплавление материала модели из этой оболочковой литейной формы, что представляет собой операцию, в результате которой удаляют исходную модель;
- заливают расплавленный металл в полученную оболочковую литейную форму, в которой металл затвердевает;
- разрушают оболочковую литейную форму и завершают изготовление сектора спрямляющего лопаточного аппарата. В процессе изготовления сектора спрямляющего лопаточного аппарата методом литья по выплавляемым моделям необходимо подвергать механической обработке с последующей шлифовкой сектор платформы и лопатки для того, чтобы исправить дефекты изготовления, что повышает общую стоимость изготовления. Обычно оказывается необходимым исправлять при помощи механической обработки зону соединения между лопатками и секторами платформы, что является сложной операцией вследствие близости расположения лопаток друг к другу, причем манипуляции с обрабатывающим инструментом являются затруднительными. Кроме уже упомянутых выше недостатков, способ литья по выплавляемым моделям является дорогостоящим в реализации из-за наличия большого количества этапов способа, и различных технических средств, необходимых для его осуществления.
В соответствии с другим способом изготовления формируют сектора полки лопатки и лопатки независимым образом, а затем соединяют их между собой при помощи пайки. Этот способ, известный специалисту в данной области техники под названием "механо-паяной" сборки, представляет собой длительный и сложный в осуществлении процесс. Возможное техническое решение будет состоять в использовании способа изготовления при помощи формования в результате инжекции металлического порошка, известного под названием MIM, который представляет многочисленные преимущества с точки зрения механических свойств, сопоставимые с преимуществами, которые можно получить при использовании способов ковки. Кроме того, стоимость изготовления металлических деталей при серийном производстве с использованием способа типа MIM оказывается меньшей по сравнению со способом литья по выплавляемым моделям.
Способ типа MIM изготовления металлической детали классическим образом включает следующие этапы:
- приготовление смеси металлических частиц с термопластическим связующим материалом;
- формование полученной смеси в литейной форме для получения так называемой "сырой" заготовки подлежащей формованию детали, причем эта заготовка имеет размеры, превышающие окончательные размеры изготавливаемой металлической детали;
- освобождение от связующего материала, цель которого состоит в удалении этого связующего материала из заготовки, причем заготовка при этом становится пористой;
- спекание освобожденной от связующего материала заготовки для того, чтобы уплотнить эту заготовку, что приводит к уменьшению ее размеров, причем сформированная таким образом деталь принимает свои окончательные размеры.
Технология изготовления типа MIM обычно используется для изготовления деталей относительно небольших размеров. Также было предложено использовать этот способ для изготовления лопаток и полок независимо друг от друга, как это описано в опубликованной патентной заявке US 2007/0102572 A1. Такой способ изготовления должен быть дополнен этапом сборки, предпочтительно при помощи пайки, что удлиняет продолжительность изготовления. Техническое решение будет состоять в изготовлении с использованием технологии типа MIM сектора колеса, снабженного системой лопаток, за одну единственную операцию. Однако этот способ типа MIM не приспособлен для изготовления металлических деталей достаточно больших размеров.
Для того чтобы устранить по меньшей мере некоторые из отмеченных выше недостатков, предлагается способ изготовления системы, содержащей множество лопаток, установленных в полке, а именно, способ, в соответствии с которым:
- изготавливают лопатки отдельно от платформы, причем лопатки после изготовления являются окончательно обработанными;
- подготавливают заготовку полки лопатки, сформированную по меньшей мере из металлического порошка;
- соединяют окончательно обработанные лопатки с заготовкой полки путем спекания металлического порошка. Способ изготовления в соответствии с предлагаемым изобретением использует преимущества технологии изготовления типа MIM, исправляя при этом его недостатки. Действительно, в процессе осуществления способа типа MIM для изготовления полки лопатки на том этапе, когда эта полка еще представляет собой "сырую" заготовку, то есть когда она еще не уплотнялась при помощи спекания, устанавливают окончательно отделанные лопатки в эту полку по типу вставок, что позволяет достаточно точным образом позиционировать эти лопатки по отношению к полке в их окончательном положении использования. Этот этап позиционирования является тем более простым, что заготовка полки еще не обладает своими окончательными размерами, и не требует больших затрат.
В соответствии с первым вариантом осуществления предлагаемого изобретения приготавливают смесь металлического порошка с термопластическим связующим материалом, приготавливают литейную форму, предназначенную для размещения в ней упомянутой смеси металлического порошка с термопластическим связующим материалом, и размещают окончательно отделанные лопатки на этой форме, причем один конец лопаток располагается внутри формы. Затем впрыскивают упомянутую смесь в форму для того, чтобы получить заготовку платформы, причем эта смесь обволакивает упомянутые концы окончательно обработанных лопаток внутри формы для того, чтобы собрать сектор колеса. После выполнения операции удаления связующего материала осуществляют спекание собранной заготовки полки лопатки с окончательно обработанными лопатками для соединения сектора колеса. Операция спекания, общая для полки и для лопаток, позволяет придать жесткость элементам системы в их окончательном положении, причем усадка заготовки полки способствует ее соединению с лопатками. В этом способе реализации окончательно обработанные лопатки устанавливаются в форму перед впрыскиванием в эту форму упомянутой смеси, что гарантирует точное позиционирование лопаток по отношению к полке.
В соответствии со вторым вариантом осуществления предлагаемого изобретения приготавливают смесь металлического порошка с термопластическим связующим материалом, впрыскивают упомянутую смесь в форму для того, чтобы получить заготовку полки, и вставляют один конец окончательно обработанных лопаток в ложемент, выполненный в заготовке полки, для того, чтобы собрать систему. Затем обеспечивают спекание сборки заготовки полки с окончательно обработанными лопатками для соединения сектора колеса газотурбинного двигателя. В соответствии с первым альтернативным вариантом реализации выполняют операцию освобождения заготовки полки лопатки от связующего материала перед соединением окончательно обработанных лопаток с упомянутой заготовкой. Это позволяет предпочтительным образом ограничить опасность загрязнения лопаток связующим материалом, который удаляется из заготовки, в процессе осуществления операции удаления этого связующего материала. Таким образом, более конкретно, предлагаемое изобретение относится к способу изготовления колеса газотурбинного двигателя, содержащего лопатки, установленные в полках лопаток, включающий:
- изготовление лопаток отдельно от полок лопаток, причем эти лопатки после их изготовления являются окончательно обработанными;
- приготовление смеси металлического порошка с термопластическим связующим материалом;
- впрыскивание упомянутую смеси в литейную форму для получения заготовки полок лопаток;
- удаление связующего материала из заготовок полок лопаток перед соединением окончательно обработанных лопаток с упомянутыми заготовками полок;
- соединение лопаток (9) с заготовками полок (7, 8) лопаток путем установки лопаток (9) между внутренней (8) и внешней (7) полками лопаток, при этом концы лопаток (9) устанавливают в ложементы, выполненные в полках (7, 8) лопаток;
- спекание с получением сектора колеса газотурбинного двигателя (11) соединенного сектора.
В соответствии со вторым альтернативным вариантом реализации выполняют операцию освобождения заготовки полки от связующего материала после соединения окончательно обработанных лопаток с упомянутой заготовкой.
Поскольку система содержит множество окончательно обработанных лопаток, концы которых устанавливаются между внутренней полкой и наружной полкой, предпочтительно, чтобы концы этих окончательно обработанных лопаток связывались с заготовками полки путем спекания металлического порошка.
Такой способ позволяет сформировать секторы колеса, снабженного лопатками, в котором эти лопатки устанавливаются достаточно точным и долговечным образом между полками.
Предлагаемое изобретение в дальнейшем поясняется описанием вариантов его осуществления, приводимым со ссылками фигуры чертежей, на которых:
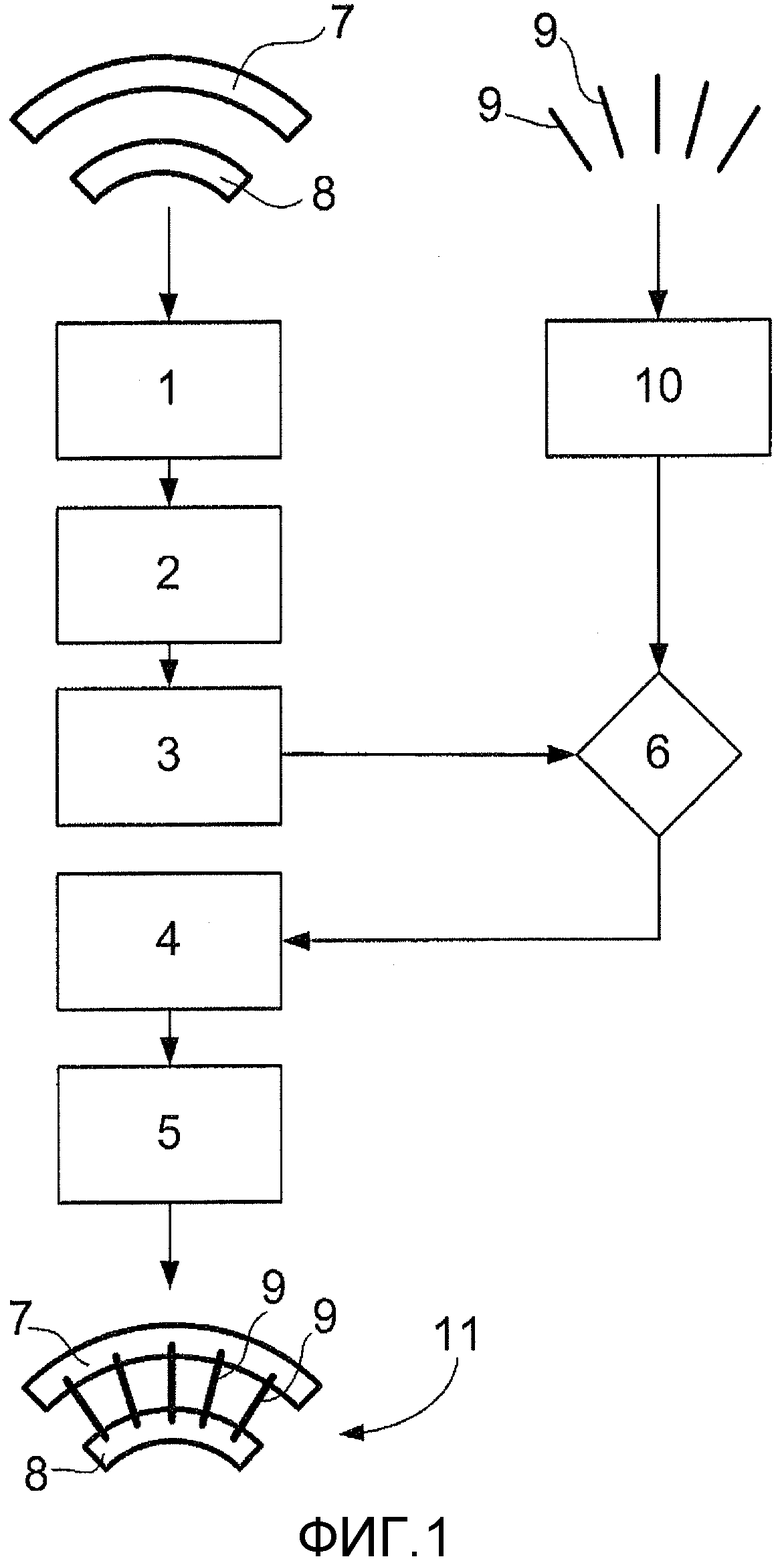
фиг.1 представляет собой диаграмму этапов первого варианта осуществления способа изготовления в соответствии с предлагаемым изобретением;
фиг.2 представляет собой диаграмму этапов второго варианта осуществления способа изготовления в соответствии с предлагаемым изобретением;
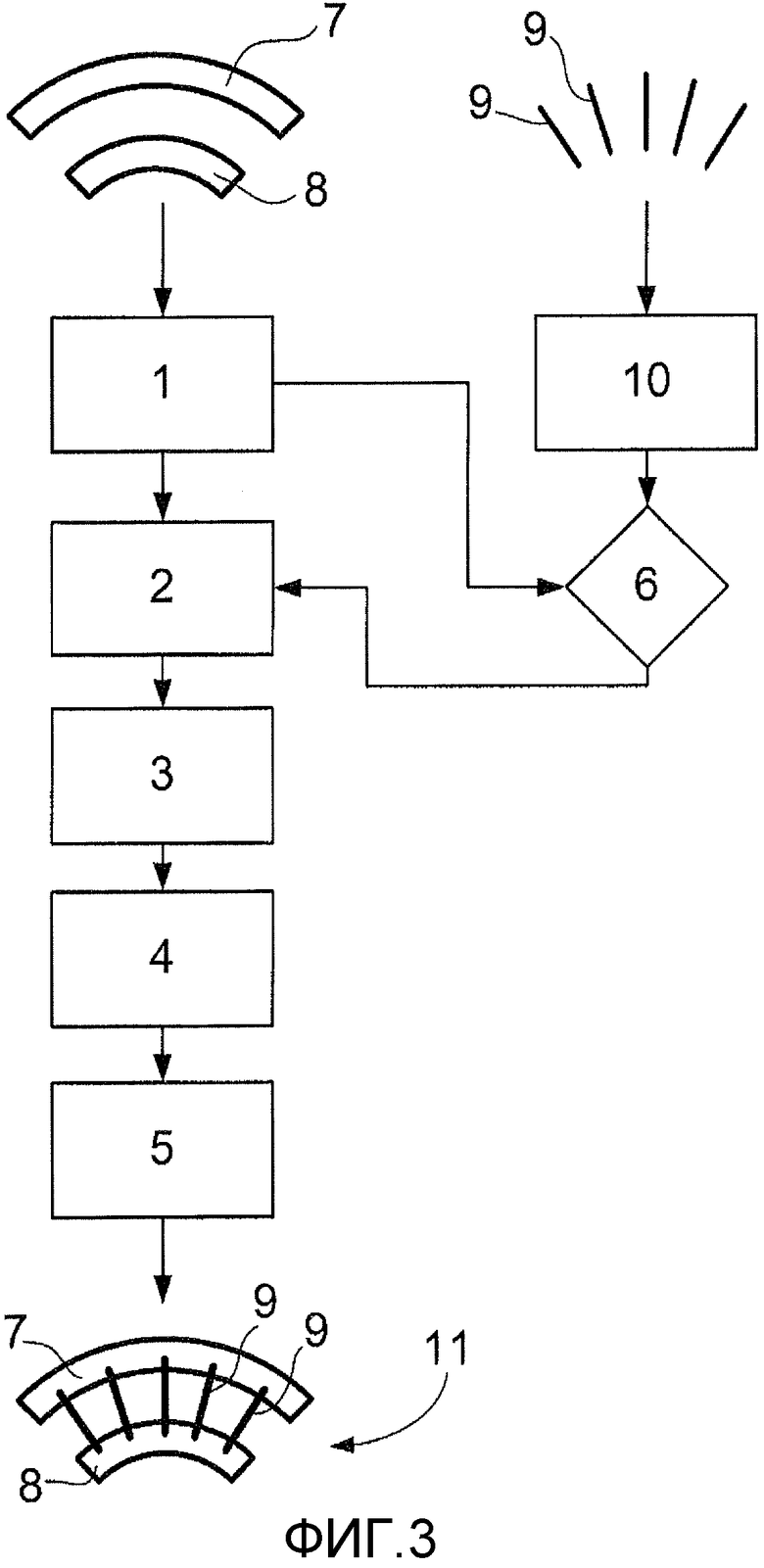
фиг.3 представляет собой диаграмму этапов третьего варианта осуществления способа изготовления в соответствии с предлагаемым изобретением.
Неподвижное колесо, снабженное системой лопаток, например, спрямляющий лопаточный аппарат ступени компрессора турбореактивного двигателя, сформировано классическим образом множеством лопаток, удерживаемых между кольцевой наружной полкой и кольцевой внутренней полкой. Колесо спрямляющего лопаточного аппарата разделено на угловые секторы, которые изготавливаются независимо друг от друга, а затем соединяются между собой для того, чтобы сформировать цельное колесо спрямляющего лопаточного аппарата после монтажа в ступень компрессора турбореактивного двигателя. Как это можно видеть на фиг.1, каждый сектор спрямляющего лопаточного аппарата 11 содержит множество лопаток 9, внутренний в радиальном направлении конец которых закреплен на участке внутренней кольцевой полки 8, или на так называемом секторе внутренней полки 8, и наружный в радиальном направлении конец которых закреплен на участке наружной кольцевой полки 7, или на так называемом секторе наружной полки 7.
Как это также можно видеть на фиг.1, в соответствии с первым вариантом осуществления способа изготовления в соответствии с предлагаемым изобретением секторы полок 7, 8 лопаток реализованы в соответствии со способом формования путем впрыскивания металла (способ типа MIM), в котором приготавливают однородную смесь на основе порошка тонкого помола из металлического сплава (никель, титановый сплав) и термопластического связующего материала. Эта смесь нагревается до температуры, достаточной для того, чтобы расплавить упомянутый связующий материал и обеспечить возможность обволакивания частиц металла этим связующим материалом (этап 1 на фиг.1). Упомянутый связующий материал может быть образован любым подходящим для такого использования полимером, таким, например, как полиэтилен, полиэтиленгликоль, полиметилметакрилат или пропилен. После нагревания до соответствующей температуры упомянутая смесь принимает консистенцию пастообразной текучей среды. Эта смесь поддерживается при указанной температуре и вводится путем впрыскивания под определенным давлением в литейную форму, внутренний объем которой соответствует форме подлежащей изготовлению детали (этап 2 на фиг.1). В этом примере каждый сектор полки 7, 8 лопатки обладает своей собственной литейной формой с ее внутренним объемом. В частности, каждый внутренний объем представляется в виде полости в форме параллелепипеда, искривленного по своей длине, причем вставки располагаются в полости для формирования ложементов в полке, предназначенных для размещения в них одного конца лопаток 9. Очевидно, что геометрия области связей между полкой лопатки и лопаткой может иметь различные формы (зенкерование в полках, канавка в полках и т.п.).
Следует отметить, что форма упомянутого внутреннего объема учитывает деформации, которым подвергается сектор полки в процессе выполнения последующих этапов данного способа, в частности спекания. Реологические параметры и параметры давления впрыскивания выбираются таким образом, чтобы полость формования была надлежащим образом заполнена смесью. Для каждой литейной формы получают так называемую "сырую" заготовку, которую извлекают из формы после охлаждения и затвердевания термопластического связующего материала (этап 3 на фиг.1).
Способ изготовления секторов полки лопатки путем формования в результате впрыскивания металла прерывается для того, чтобы приступить к осуществлению этапа сборки сектора 11 спрямляющего лопаточного аппарата.
Что касается лопаток сектора спрямляющего лопаточного аппарата, то они формируются при помощи других приемов (этап 10 на фиг.1), например, с использованием классических способов (таких, например, как ковка или литье по выплавляемым моделям) или при помощи способа формования путем полного впрыскивания металла, в котором лопатки, после их извлечения из литейной формы впрыскивания, подвергаются операции спекания, позволяющей соединить эти лопатки с уплотнением их структуры. Очевидно, что лопатки могут быть изготовлены и при помощи способа удаления лишнего материала, путем быстрого создания прототипов или при помощи штамповки. Способ изготовления лопаток не является частью предлагаемого изобретения, однако, важно, чтобы лопатки были предварительно изготовлены и окончательно обработаны. Эти окончательно обработанные лопатки принципиально отличаются от "сырых" заготовок лопаток, которые будут извлечены из литейных форм впрыскивания по способу типа MIM непосредственно после охлаждения и затвердевания термопластического связующего материала и без выполнения операции спекания.
Сформированные таким образом лопатки могут быть сплошными или могут содержать вентиляционные каналы для воздуха или для прохождения различного оборудования.
Как показано на фиг.1, на этапе 6 окончательно обработанные лопатки 9, поступающие с этапа 10 их изготовления, связываются с заготовками платформ 7, 8, поступающими из этапа 3 их изготовления. Лопатки 9 устанавливаются между полками 7 и 8 лопаток точным образом, причем один конец лопаток 9 вводится в ложементы, выполненные в упомянутых полках 7 и 8. Действительно, поскольку секторы полок 7 и 8 еще не имеют своих окончательных размеров, в отличие от лопаток 9, имеется возможность соответствующим образом адаптировать форму полок 7 и 8 так, чтобы лопатки 9 были позиционированы точным образом. Кроме того, эти лопатки 9 выполняют роль вставок в полках 7 и 8, позволяя, с одной стороны, точно позиционировать полки относительно друг друга, а с другой стороны, формировать герметичную связь между полками 7 и 8 и лопатками 9 в процессе вставления концов этих окончательно обработанных лопаток 9 в "сырые" заготовки полок 7 и 8. Система, образованная секторами полок 7, 8, связанных между собой своими лопатками 9, подвергается затем операции удаления связующего материала (этап 4 на фиг.1), цель которого, на первом этапе, состоит в извлечении по меньшей мере части связующих компонентов из заготовок полок 7 и 8 без деформирования этих заготовок. Эта операция удаления связующего материала предпочтительно не оказывает никакого влияния на окончательно обработанные лопатки 9, причем здесь эти лопатки 9 выполняют функцию удержания полок 7 и 8 в процессе выполнения операции удаления связующего материала. Удаление некоторой части связующего материала приводит к получению пористой структуры, образованной частицами металла, связанными между собой при помощи оставшейся части этого связующего материала. Эта пористая структура позволяет одновременно обеспечить отведение остатков связующего материала и уравновешивание внутренних давлений, гарантирующее устойчивость формы заготовки секторов полок 7 и 8. Удаление связующего материала, в зависимости от компонентов, используемых для формирования этого связующего материала, может осуществляться химическим способом с использованием соответствующих растворителей или термическим способом. Оставшаяся часть связующего материала удаляется на втором этапе, который обычно сочетается с последующей операцией спекания для того, чтобы устранить всякие механические напряжения, способные оказывать влияние на усилия сцепления. По этим соображениям упомянутый второй этап обычно осуществляется термическим способом. Затем упомянутые элементы колеса газотурбинного двигателя подвергается операции спекания (этап 5 на фиг.1), в процессе осуществления которой эти элементы подвергаются нагреванию в печи до температуры, близкой, но несколько меньшей, чем температура плавления металлического материала.
Температура нагревания, продолжительность обработки и атмосфера в печи контролируются таким образом, чтобы металлические частицы связывались между собой в результате диффузии. При этом поры структуры заготовки постепенно уменьшаются, и колесо уплотняется в процессе осуществления этой операции. Это уплотнение обычно приводит к усадке изготавливаемой детали, которая может иметь величину в диапазоне примерно от 10% до 20%. Величина этой усадки зависит от глубины вакуума перед спеканием и от соотношения между объемом металлического материала и объема связующего материала в пористых секторах полок 7, 8. Она зависит также от достигаемой в процессе этой операции степени уплотнения.
Поскольку лопатки 9 обладают достаточно плотной структурой перед осуществлением операции спекания, эта новая операция спекания не оказывает какого-либо влияния на лопатки 9 и плотность этих лопаток 9 при этом не увеличивается. Усадка секторов полок 7, 8 направляется лопатками 9 для того, чтобы эти лопатки находились в их окончательном положении использования в конце этой операции спекания. Усадка секторов полок 7, 8 вокруг концов окончательно обработанных лопаток 9 предпочтительно позволяет фиксированным и герметичным образом связать лопатки 9 с этими секторами полок 7, 8. Концы лопаток 9, вставленные в корпус полок 7, 8, структурно связываются с ними под действием спекания. Для того чтобы усовершенствовать связь между лопатками и полками, имеется возможность осуществить нанесение покрытия на лопатки и/или на полки, способствующего взаимной диффузии двух этих подлежащих соединению частей. В случае лопаток, изготовленных из сплава никеля, такого, например, как Inconel 718, это покрытие может представлять собой слой никеля.
Предпочтительно параметры выполнения операции спекания полок 7, 8 определяют так, чтобы эти полки 7, 8 и лопатки 9 имели примерно одинаковую плотность в конце операции спекания. Таким образом формируют сектор спрямляющего лопаточного аппарата 11, имеющего однородную плотность и содержащего радиальные лопатки 9, концы которых связаны внутренним образом с секторами полок 7, 8, причем сформированная таким образом связь не требует выполнения дополнительных операций доводки.
Сектор спрямляющего лопаточного аппарата 11, полученный после выполнения операции спекания, может быть использован в том виде, в каком он получился, или же может быть подвергнут другим видам обработки в зависимости от предполагаемого применения. Сектор спрямляющего лопаточного аппарата 11 может, например, быть подвергнут обработке типа горячего изостатического сжатия, известного под обозначением CIC, которое в целом будет приводить к увеличению плотности этого сектора 11. Достигаемый коэффициент уплотнения может составлять 100%. В процессе такой обработки деталь подвергается воздействию температуры в диапазоне от 800°C до 1200°C, связанной с давлением, доходящим до 150 атмосфер.
Технология типа MIM имеет многочисленные преимущества с точки зрения механических свойств, которые являются сопоставимыми с механическими свойствами изделий, получаемых при литейном производстве, причем стоимость осуществления этого способа типа MIM является несколько меньшей.
Второй вариант осуществления предлагаемого изобретения описан со ссылками на фиг.2. Цифровые позиции, использованные при описании этапов, представленных на фиг.2, для упрощения описания являются теми же, что и цифровые позиции, которые уже были использованы при описании этапов, представленных на фиг.1. В то же время, все описание варианта осуществления, представленного на фиг.1, не повторяется, причем это описание применяется к элементам, представленным на фиг.2, в том случае, когда отсутствует их несопоставимость. То есть, в данном случае описаны только существенные различия, структурные и функциональные.
Как это можно видеть на фиг.2, во втором варианте осуществления предлагаемого изобретения лопатки 9, поступающие из этапа 10 их изготовления, связываются с секторами полок 7, 8 после выполнения операции удаления связующего материала из "сырых" заготовок полок 7, 8.
Действительно, после выполнения операции удаления связующего материала секторы полок 7, 8 еще не имеют своих окончательных размеров, в отличие от лопаток 9, и всегда имеется возможность адаптировать форму секторов полок 7, 8 для того, чтобы лопатки 9 были точно позиционированы по отношению к этим секторам. Соединение окончательно отделанных лопаток 9 с секторами полок 7, 8, освобожденными от связующего материала, предпочтительным образом позволяет ограничить опасность загрязнения окончательно отделанных лопаток 9 в процессе выполнения операции удаления связующего материала, в ходе которой остатки связующего материала удаляются из пористой структуры секторов полок 7, 8. Действительно, в процессе выполнения этой операции удаления связующего материала в том случае, когда эти полки 7, 8 уже связаны с лопатками 9, остатки связующего из этих полок 7, 8 способны загрязнить лопатки 9, причем в этом случае лопатки должны быть подвергнуты очистке. После того как окончательно отделанные лопатки 9 будут соединены с пористыми заготовками 7, 8, вся система подвергается операции спекания для завершения соединения лопаток 9 с полками 7, 8. Второй вариант осуществления предлагаемого изобретения позволяет преодолеть опасность загрязнения окончательно отделанных лопаток 9 при сохранении преимуществ упомянутого первого способа его осуществления.
Третий вариант осуществления предлагаемого изобретения описан со ссылками на фиг.3. Цифровые позиции, использованные при описании этапов, представленных на фиг.3, для упрощения описания являются теми же, что и цифровые позиции, которые уже были использованы при описании этапов, представленных на фиг.1. В то же время, совокупность описания варианта осуществления, представленного на фиг.1, не повторяется, причем это описание применяется к элементам, представленным на фиг.3, в том случае, когда отсутствует их несопоставимость. То есть, в данном случае описаны только существенные различия, структурные и функциональные. Как это можно видеть на фиг.3, в третьем варианте осуществления предлагаемого изобретения лопатки 9, полученные из этапа 10 их изготовления, устанавливаются в литейную форму секторов полок 7, 8 перед впрыскиванием предварительно приготовленной смеси металлического порошка и связующего материала (этап 1 на фиг.3). В процессе установки окончательно отделанных лопаток один конец этих лопаток вставляется в литейную форму наружной платформы, а другой их конец вставляется в литейную форму внутренней платформы (этап 6 на фиг.3).
Пастообразная смесь металлического порошка и связующего материала впрыскивается в литейную форму (этап 2 на фиг.3) и обволакивает концы лопаток 9, которые входят внутрь этих литейных форм. При этом обеспечивается контакт между полками 7, 8 и лопатками 9, причем полки 7, 8 в пастообразной форме принимают форму концов лопаток 9. Таким образом, лопатки 9 и полки 7, 8 соединяются между собой в их окончательном положении.
В этом варианте реализации каждая литейная форма содержит внутреннюю полость, лишенную вставок. Действительно, поскольку в данном случае связь между лопатками 9 и полками 7, 8 реализуется непосредственно, нет необходимости специально формировать ложементы в полках 7, 8 для присоединения лопаток 9.
Для каждой литейной формы получают так называемую "сырую" заготовку, которую извлекают из этой литейной формы после охлаждения и затвердевания термопластического связующего материала (этап 3 на фиг.1), причем эти "сырые" заготовки полок 7, 8 механически связаны между собой при помощи окончательно отделанных лопаток 9. Эти лопатки 9 и секторы полок 7, 8 затем подвергаются операции освобождения от связующего материала (этап 4 на фиг.3), после чего подвергаются операции спекания (этап 5 на фиг.3). Благодаря этому третьему варианту реализации, лопатки 9 связываются внутренним и тесным образом с полками 7, 8, что гарантирует качественное соединение.
Изобретение относится к области металлургии, а именно, к изготовлению сектора газотурбинного двигателя. Способ изготовления сектора колеса газотурбинного двигателя (11), содержащего лопатки (9), установленные в полках (7, 8) лопаток включает изготовление лопаток (9) отдельно от полок (7, 8) лопаток; приготовление смеси металлического порошка с термопластическим связующим материалом; впрыскивание смеси в литейную форму для получения заготовок полок (7, 8) лопаток; удаление связующего материала из заготовок полок (7, 8) лопаток; соединение лопаток (9) с заготовками полок (7, 8) лопаток путем установки лопаток (9) между внутренней (8) и внешней (7) полками лопаток. Концы лопаток (9) устанавливают в ложементы, выполненные в полках (7, 8) лопаток; спекание с получением сектора колеса газотурбинного двигателя (11) соединенного сектора (11). Обеспечивается качественное соединение лопаток с полками лопаток колеса газотурбинного двигателя. 3 ил.
1. Способ изготовления сектора колеса газотурбинного двигателя (11), содержащего лопатки (9), установленные в полках (7, 8) лопаток, включающий:
- изготовление лопаток (9) отдельно от полок (7, 8) лопаток, причем эти лопатки (9) после их изготовления являются окончательно обработанными;
- приготовление смеси металлического порошка с термопластическим связующим материалом;
- впрыскивание упомянутой смеси в литейную форму для получения заготовок полок (7, 8) лопаток;
- удаление связующего материала из заготовок полок (7, 8) лопаток перед соединением окончательно обработанных лопаток (9) с упомянутыми заготовками полок (7, 8);
- соединение лопаток (9) с заготовками полок (7, 8) лопаток путем установки лопаток (9) между внутренней (8) и внешней (7) полками лопаток, при этом концы лопаток (9) устанавливают в ложементы, выполненные в полках (7, 8) лопаток;
- спекание с получением сектора колеса газотурбинного двигателя (11).
2. Способ по п.1, отличающийся тем, что после установки окончательно обработанных лопаток (9) между заготовками полок (7, 8) лопаток их концы дополнительно фиксируют с заготовками полок (7, 8) лопаток путем дополнительного спекания с использованием металлического порошка.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| RU 2005109763 A, 10.10.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИСКОВ С ЛОПАТКАМИ | 1989 |
|
SU1739585A1 |
| US 4526747 A, 02.07.1985 | |||

