Изобретение относится к цветной металлургии, в частности к способам получения предельных заготовок из металла подгруппы титана и сплавов на его основе, необходимых для изготовления холоднодеформированных профилей, предназначенных для получения труб, листа, прутков и проволоки.
Известен способ получения прутков иодидного циркония путем получения четырехиодистого циркония и последующего его термического разложения с осаждением чистого циркония на накаленную металлическую нить [1]. Полученные данным способом прутки иодидного циркония могут быть использованы в качестве передельных заготовок для получения холоднокатанных прутков, листа и проволоки.
Прутки иодидного циркония представляют собой стержни неправильной круглой формы с крупнокристаллической серебристой поверхностью. Данный материал отличается низким содержанием примесей. По ТУ 95.46-82 содержание в нем азота менее 0,005 мас.%, углерода менее 0,008 мас.%, кислорода менее 0,05 мас.%. Прутки иодидного циркония отличается малой твердостью (HV5 менее 700 МПа) и высокой пластичностью при сжатии δсж более 50%).
Однако недостатком известного способа является то, что прямая переработка иодидного циркония в проволоку, лист, трубы невозможна, так как условия формирования роста кристаллов и прутка в целом таковы, что при последующем холодном деформировании в материале прутка сохраняются имеющиеся в нем несплошности, а диффузионная связь между кристаллами не получает достаточного развития, что исключает возможность эффективного использования таких операций, как горячее деформирование на воздухе, холодную прокатку или волочение. Кроме этого, недостатками известного способа является то, что он отличается низкой производительностью процесса, а получаемые прутки иодидного циркония имеют низкую пластичность при растяжении, обусловленную высокой несплошностью материала.
Известен способ [2] получения заготовок из иодидного циркония, включающий гидрирование циркония, измельчение гидридов в порошок, брикетирование его в заготовку при давлении 77,5 - 115 кг/мм2 и последующее спекание в вакууме при остаточном давлении 5•10-5 мм рт.ст. при 990-1300oC в течение 0,08-10 ч.
Данный способ позволяет получать предельную заготовку из иодидного циркония, которую можно подвергать холодной прокатке с обжатием 5% за проход до общего среднего обжатия 62% по толщине без появления трещин.
Однако недостатками данного способа является то, что при гидрировании и последующем измельчении цирконий загрязняется примесями, которые ухудшают его пластические свойства и ограничивают возможности последующей холодной деформации полученных заготовок. Кроме того, применение водорода на операции гидрирования в известном способе увеличивает взрыво- и пожароопасность производства.
Наиболее близким техническим решением, выбранным авторами за прототип, является способ [3] получения передельных заготовок из циркония и его сплавов посредством многооперационной технологической схемы, включающей следующие технологические операции:
- подготовка шихты (иодидные прутки и порошок);
- получение брикетов раздельным прессованием и спеканием;
- сварка брикетов с расходуемый электрод;
- вакуумно-дуговая плавка слитков (двойной переплав);
- ковка слитков на прутки требуемого размера и термообработка их;
- резка кованых прутков на мерные заготовки;
- механическая обработка заготовок и укупорка их в медные оболочки;
- горячая деформация заготовки в трубу, пруток, лист.
Известный способ получения передельных заготовок из циркония и его сплавов имеет ряд существенных недостатков, основными из которых является большое количество основных технологических операций, характеризующихся высокими трудо- и энергозатратами, что приводит к образованию большого количества стружечных и других отходов, требующих в ряде случаев дорогостоящей утилизации.
Изобретение направлено на сокращение числа технологических операций, снижение трудозатрат и количества отходов при сохранении низкого содержания примесей в материале.
Указанная задача решается следующим способом. В отличие от известного способа получения передельных заготовок из металла подгруппы титана и сплавов на его основе, включающего подготовку шихты, температурное и деформационное воздействие, обеспечивающее консолидацию материала, в том числе окончательную горячую деформацию, по заявляемому способу перед окончательной горячей деформацией металл разрезают на куски и подвергают их горячему компактированию в вакууме при остаточном давлении не более 2•10-4 мм рт.ст. при 800-1200oC с приложением давления 5-100 МПа в течение 1-60 мин.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ получения передельных заготовок отличается от известного тем, что перед окончательной горячей деформацией металл разрезают на куски и подвергают их горячему компактированию в вакууме при остаточном давлении не более 2•10-4 мм рт. ст. при 800-1200oC с приложением давления 5-100 МПа в течение 1-60 мин. Таким образом, заявляемый способ по результатам анализа уровня техники является неизвестным и соответствует критерию патентоспособности изобретений "Новизна".
Сравнение заявляемого способа с другими техническими решениями в данной области техники показало, что известно вакуумное горячее компактирование кусков прутков металла подгруппы титана и заявленная последовательность существенных признаков неизвестны. Кроме того, передельные заготовки из металла подгруппы титана по заявленному способу от известных более высокой чистотой металла по примесям и более высокими пластическими свойствами на растяжение.
Заявляемое техническое решение явным образом не следует из уровня техники и, таким образом, соответствует критерию патентоспособности изобретения "Изобретательский уровень".
Заявляемое техническое решение позволяет значительно повысить технологические свойства передельных заготовок из металла подгруппы титана и сплавов на его основе путем устранения несплошности материала с помощью горячего вакуумного компактирования при температурах и давлениях, обеспечивающих его пластическое деформирование σ
Для экспериментальной проверки заявляемого способа в производственных условиях была проведена следующая работа.
Изготавливали передельные заготовки из циркония, титана, гафния и их сплавов для получения холоднотянутой проволоки диаметром 0,32 мм.
По прототипу передельные заготовки получали путем подготовки шихты (иодидные прутки и порошок циркония), получения брикетов, сварки брикетов и расходуемый электрод, двойного вакуумнодугового переплава, ковки слитков на прутки требуемого размера и их термообработки, резки кованных прутков на мерные заготовки, механической обработки заготовок и укупорки их в медные оболочки, горячего деформирования при 800oC и степени деформации не менее 90%.
По заявленному способу передельные заготовки получали путем подготовки шихты (иодидные прутки по ТУ 95.16-82), разрезки их на куски длиной 250 мм, которые помещали в прессовый инструмент с внутренним диаметром 112 мм. Коэффициент заполнения материалом рабочего пространства пресс-инструмента составлял 75%.
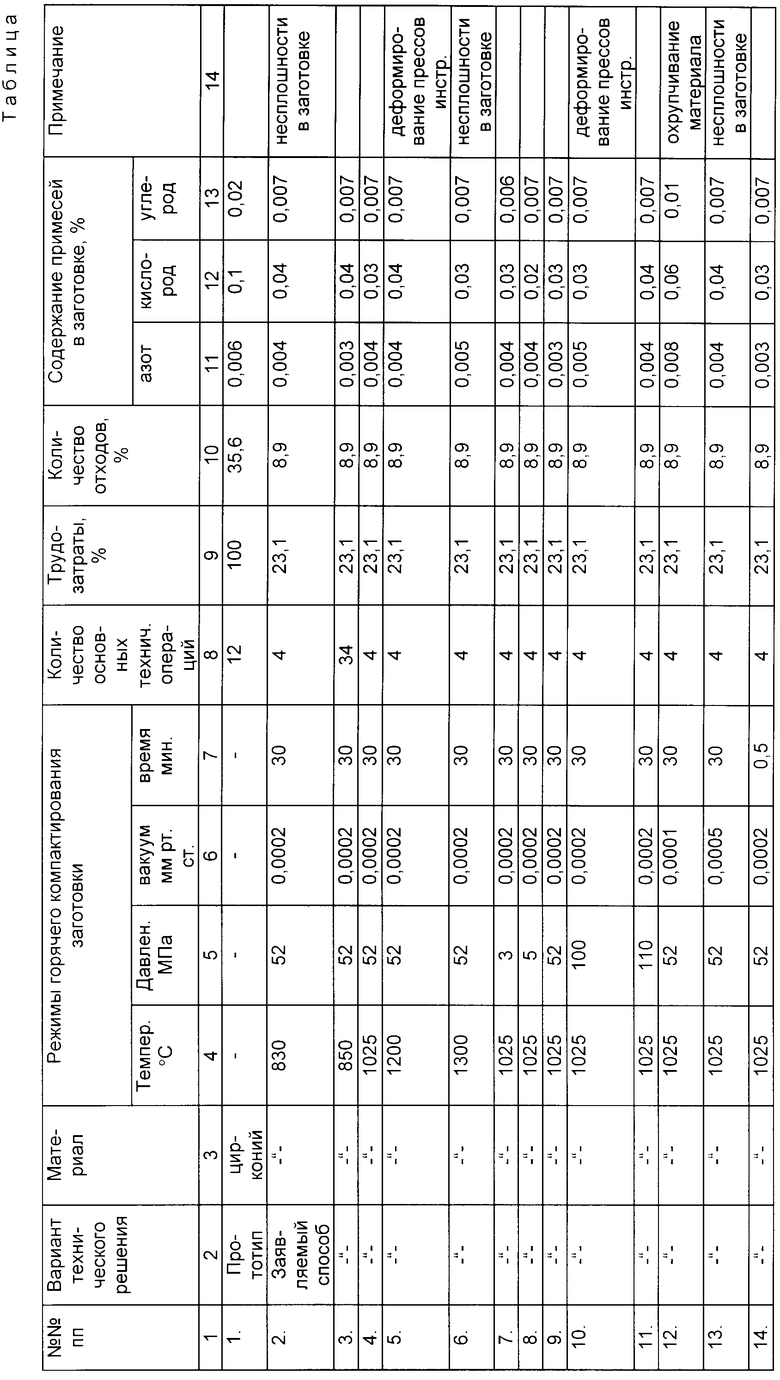
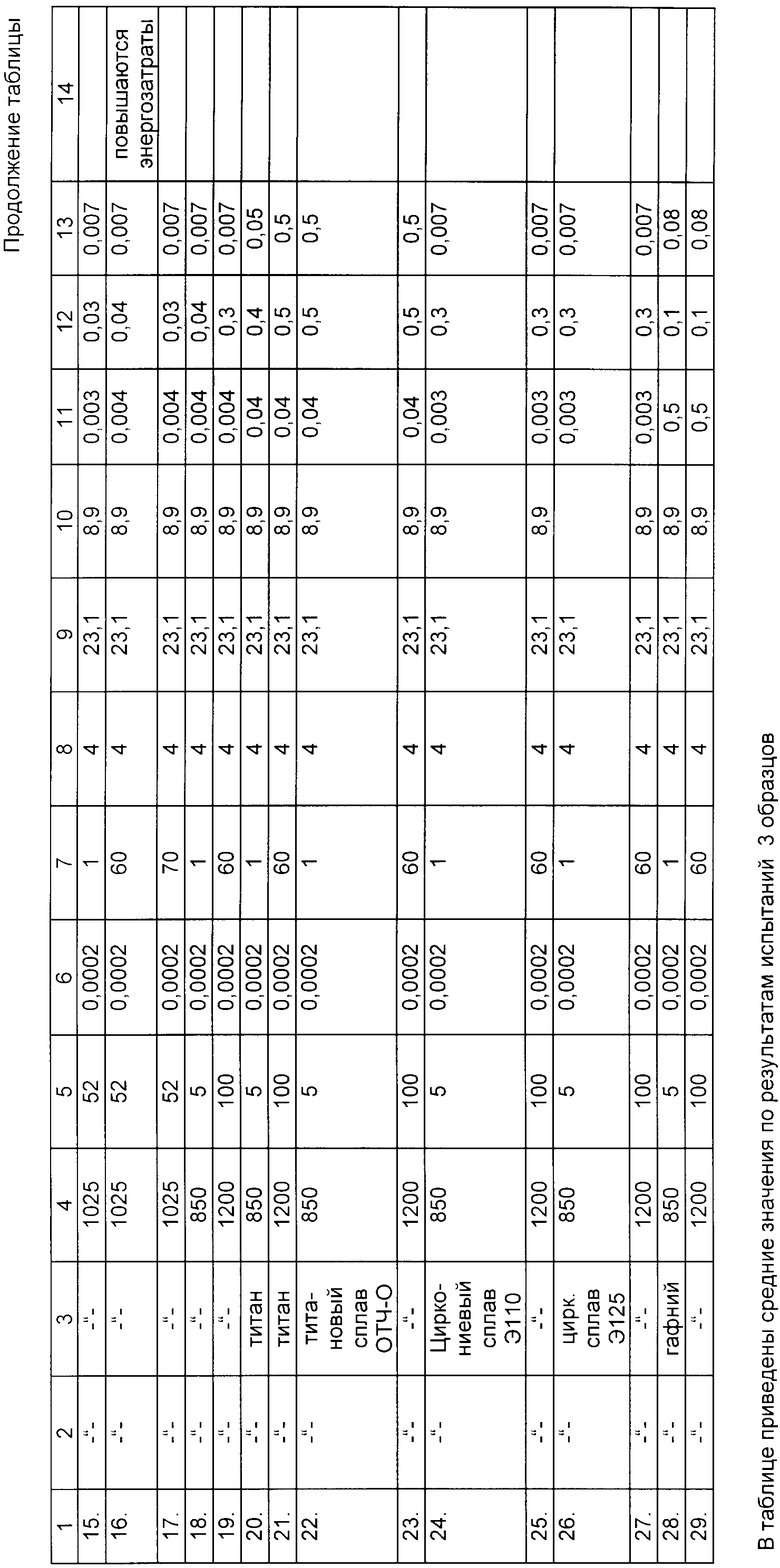
Горячее компактирование шихты, подготовленной таким образом, осуществляли в вакуумной установке диффузионной сварки УДС-1М. Температура процесса составляла 830, 850, 1025, 1200 и 1300oC. Усилие прессования - 3, 5, 52, 100, 110 МПа. Время выдержки - 0,5; 1, 30, 60. 70 мин. Остаточное давление в рабочей камере устанавливали равным 5 • 10-4, 2 • 10-4, 1 • 10-4 мм рт.ст.
В результате компактирования получали цилиндрические заготовки диаметром 112 мм весом 10 кг и плотностью 6,38 - 6,42 гр/см3. После этого полученные цилиндрические заготовки подвергали горячему деформированию при 800oC и степени деформации не менее 90%, и получали передельные заготовки для изготовления проволоки.
В процессе выполнения данной работы фиксировали следующие показатели: трудозатраты, количество отходов, наличие примесных элементов в передельных заготовках.
По каждому варианту было изготовлено по 3 заготовки. Результаты исследования представлены в таблице.
Анализ результатов, приведенных в таблице, показывает, что заявляемое техническое решение по сравнению с прототипом отличается меньшим числом технологических операций, меньшими трудозатратами и количеством отходов за счет исключения из технологической схемы таких операций, как сборка расходуемого электрода, двойной вакуумно-дуговой переплав, ковка и обработка слитков и т. д. при обеспечении низкого содержания примесей в материале.
Оптимальные режимы горячего компактирования заготовок следующие (опыты N 3-5, 8-10, 14-16, 18-29):
Температура - 850-1200oC
Давление - 5-100 МПа
Время - 1-60 мин
Вакуум - Не более 2 • 10-4 мм рт.ст.
Снижение температуры компактирования ниже 850oC (опыт 2) приводит к неполному уплотнению компактируемого материала и к образованию несплошностей в передельной заготовке.
Превышение температуры прессования выше 1200oC (опыт 6) приводит к необходимости изготовления прессового инструмента из дорогостоящих и труднообрабатываемых жаропрочных сплавов, значительному снижению ресурса работы пресс-инструмента.
Снижение давления прессования менее 5 МПа (опыт 7) приводит к неполному уплотнению компактируемого материала и к образованию несплошностей в передельной заготовке.
Превышение давления прессования более 100 МПа (опыт 11) приводит к значительному снижению ресурса работы пресс-инструмента. Времени горячего компактирования заготовки менее 1 мин (опыт 14) недостаточно для полного уплотнения компактируемого материала, что приводит к образованию несплошностей в передельной заготовке.
Превышение времени горячего компактирования более 60 мин (опыт 17) приводит к значительному снижению производительности процесса и повышению энергозатрат при незначительном повышении плотности материала заготовки.
Проведение процесса горячего компактирования в вакууме худшего качества (опыт 13) приводит к повышению содержания в материале заготовки газообразных примесей, снижение технологичности материала вследствие повышения его твердости и охрупчивания.
По заявляемому способу получены опытные передельные заготовки из иодидного циркония, титана и гафния диаметром 112 мм, из которых методом холодной прокатки получена проволока диаметром 2,0 мм.
Предлагаемый способ найдет широкое применение для получения передельных заготовок из металла подгруппы титана для получения труб, листов, прутиков, проволоки, необходимых для изготовления товаров народного потребления, а именно: украшений, посуды, медицинских инструментов, деталей сантехники, деталей часовой промышленности и т.д.
Источники информации
1. Ластман Б., Керзе В. Металлургия циркония. М.: ИЛ.1959.
2. Миллер Г.Л. Цирконий. М.: ИЛ, 1955.
3. Займовский А. С. Никулин А.В., Решетников Н.Г. Циркониевые сплавы в атомной энергетике. М.: Энергоиздат, 1081.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ЙОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ | 2003 |
|
RU2261287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ТИТАНА | 2013 |
|
RU2529131C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ В ФОРМЕ НЕОГРАНИЧЕННО ПРОТЯЖЕННОГО ПРУТКА ИЗ ДИСТИЛЛИРОВАННОГО КАЛЬЦИЯ | 2012 |
|
RU2527547C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| СПОСОБ ПЕРЕРАБОТКИ СТРУЖКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА | 2003 |
|
RU2238171C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ЦИРКОНИЙ-НИОБИЕВОГО СПЛАВА, МИКРОЛЕГИРОВАННЫХ ЖЕЛЕЗОМ И КИСЛОРОДОМ | 2007 |
|
RU2365643C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ И ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2125916C1 |
Способ получения передельных заготовок из металла подгруппы титана и сплавов на его основе включает подготовку шихты, температурное и деформационное воздействие, обеспечивающее консолидацию материала, в том числе окончательную горячую деформацию, предусматривает перед окончательной горячей деформацией разрезку металла на куски и осуществление их горячего компактирования в вакууме при остаточном давлении не более 2 • 10-4 мм рт. ст. при 850-1200oC и давлении 5-100 МПа в течение 1-60 мин. Сокращается число технологических операций, снижаются трудозатраты и количество отходов при сохранении низкого содержания примесей в материале. 1 табл.
Способ получения передельных заготовок из металла подгруппы титана и сплавов на его основе, включающий подготовку шихты, температурное и деформационное воздействие, обеспечивающее консолидацию материала, в том числе окончательную горячую деформацию, отличающийся тем, что перед окончательной горячей деформаций металл разрезают на куски и подвергают их горячему компактированию в вакууме при остаточном давлении не более 2 • 10- 4 мм рт.ст. при температуре 850 - 1200oС и давлении 5 - 100 МПа в течение 1 - 60 мин.
| Займовский А.С | |||
| и др | |||
| Циркониевые сплавы в атомной энергетике | |||
| М.: Энергоатомиздат, 1981. |

