Область применения
Настоящее изобретение относится к способу изготовления оптического модуля, имеющего слой алюминиевого покрытия, в частности к способу изготовления оптического модуля с напыленным алюминиевым антикоррозионным покрытием, применение которого повышает производительность и ценовую конкурентоспособность продукции благодаря электродуговому алюминиевому напылению, улучшает коррозионную стойкость из-за снижения пористости полученного слоя напыленного алюминиевого покрытия и снижает оптические потери, возникающие вследствие микроизгиба и т.д., за счет уменьшения отклонений его толщины.
Уровень техники
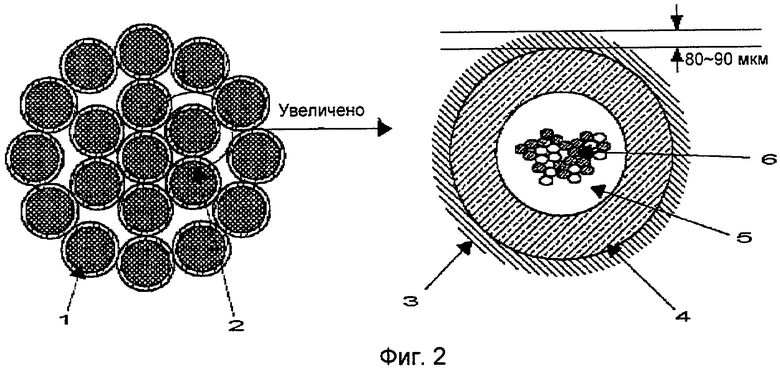
Как известно, оптический кабель, встроенный в грозозащитный трос (ОКГТ), с оптическими волокнами, свободно уложенными в буферные трубки из нержавеющей стали, является кабелем, который монтируют на опорах линий электропередач, и, как показано на фиг.1 и 2, содержит один или более оптических модулей 2, включающих в себя оптические волокна 6, один или более силовых элементов 1, несущих нагрузку, создаваемую силой тяжести и внешними силами, воздействующими на кабель, и проводники. В этом случае соответствующие оптические модули 2 изготавливают одновременно вытягивая оптические волокна 6 и ленту из нержавеющей стали и нанося на них гель 5, а затем сворачивают ленту из нержавеющей стали с применением направляющего ролика и лазерной сварки для формирования трубки из указанной ленты. Вместе с силовыми элементами 1 и проводниками оптические модули 2, изготовленные раскрытым выше способом, поочередно спирально скручивают, таким образом формируя кабель ОКГТ.
При этом, поскольку в оптических волокнах 6 возникают потери от микроизгибов, вызванных боковым давлением и т.п., оптические модули 2 необходимо сформировать таким образом, чтобы их диаметр был меньше диаметров силовых элементов 1 и проводников, а также чтобы вокруг соответствующих оптических модулей 2 в процессе скручивания был заданный зазор. Это позволяет предотвратить передачу внешних нагрузок на оптические модули 2, уменьшая оптические потери.
В этом случае поверхность силового элемента 1 покрыта алюминием, а поверхность оптического модуля заключена в трубку из нержавеющей стали. При этом возникает опасность электрохимической коррозии из-за разности потенциалов между алюминием и нержавеющей сталью. Следовательно, чтобы избежать проблем с электрохимической коррозией, поверхность оптического модуля 2 также необходимо покрыть алюминием. Например, алюминиевое покрытие на оптический модуль 2 наносят следующими способами: обматывают алюминиевой лентой, гальваническим методом, вакуумным напылением и т.п. Кроме того, при необходимости, для предотвращения коррозии свободное пространство между жилами заполняют консистентной смазкой.
Однако в случае применения способа обматывания алюминиевой лентой алюминиевая лента 7 может порваться или ослабнуть в процессе навивки или монтажа, или может полностью отделиться от оптического модуля 2, когда прочность сцепления снизится вследствие снижения сцепляющих свойств по прошествии длительного периода времени. В результате через ослабленную ленту 7 может проникнуть влага или вредные примеси, вызывая электрохимическую коррозию и т.д. Это вызывает значительное снижение коррозионной стойкости.
Далее при нанесении алюминиевого покрытия экструзионным способом, предварительный нагрев алюминия до приблизительно 500°С и нанесение его путем экструзии под высоким давлением вызывает различные проблемы, включающие ухудшение рабочих свойств геля 5, оптических волокон 6 и обвязывающих нитей внутри свободной буферной трубки 4 из нержавеющей стали, а также деформацию и разрыв указанной трубки под воздействием высокого давления в процессе экструзии.
Наряду с этим, данный способ нанесения алюминиевого покрытия экструзионным путем имеет и другую сложность, заключающуюся в том, что трудно получить толщину конечного слоя алюминиевого покрытия менее 0,35 мм. В результате размер и вес оптического модуля 2 возрастает и, следовательно, пропорционально растет общий размер и вес кабеля, что неизбежно приводит к росту производственных затрат, транспортных расходов и затрат на обработку, а также к случаям короткого замыкания на землю и закорачивания цепи.
Нанесение же алюминия гальваническим способом требует применения специальных растворов, поскольку в водных растворах гальванизация невозможна, что невыгодно, поскольку возрастают производственные издержки, а также существует опасность взрыва при нанесении покрытия. Кроме того, такой гальванический способ требует довольно длительного времени для нанесения алюминиевого покрытия желаемой толщины, что ведет к снижению производительности.
И, наконец, при применении способа заполнения консистентной смазкой, указанная смазка может затвердеть из-за постепенного ухудшения ее свойств в течение длительного периода времени или она может вытечь наружу при сильных дождях, тем самым снижая коррозионную стойкость и замедляя скорость оптической связи.
Раскрытие изобретения
Техническая задача
Таким образом, настоящее изобретение сделано, чтобы разрешить указанные выше проблемы, и первой целью настоящего изобретения является разработка способа изготовления оптического модуля с напыленным алюминиевым антикоррозионным покрытием, в котором алюминий нанесен на поверхность свободной буферной трубки из нержавеющей стали путем электродугового напыления, что увеличивает производительность и снижает себестоимость продукции.
Второй целью настоящего изобретения является способ изготовления оптического модуля с напыленным антикоррозионным алюминиевым покрытием, в котором алюминий наносят путем распыления, а затем нагревают и прокатывают для уменьшения пористости и отклонений толщины полученного в результате слоя алюминиевого покрытия, что препятствует коррозии слоя алюминиевого покрытия.
Техническое решение
Согласно настоящему изобретению, указанные выше и другие цели достигнуты в разработанном способе изготовления оптического модуля с алюминиевым антикоррозионным покрытием, нанесенным на поверхность свободной буферной трубки, включающем шаг напыления тонкодисперсного алюминиевого порошка на поверхность свободной буферной трубки из нержавеющей стали путем плавления алюминиевой заготовки с помощью электродугового нагрева и распыления жидкого алюминия сжатым воздухом.
Предпочтительно, на шаге напыления, полученный слой алюминиевого покрытия имеет толщину от 5 до 100 мкм.
Предпочтительно, на шаге напыления, полученный слой алюминиевого покрытия имеет толщину от 80 до 90 мкм.
Предпочтительно, перед шагом напыления, способ дополнительно включает шаг предварительного нагрева свободной буферной трубки из нержавеющей стали до температуры от 50 до 100°С.
Предпочтительно, перед выполнением шага предварительного нагрева, способ также включает шаг струйной обработки поверхности свободной буферной трубки из нержавеющей стали для формирования выпуклых и вогнутых участков.
Предпочтительно, на шаге напыления свободная буферная трубка из нержавеющей стали несколько раз проходит вдоль заданного участка, что позволяет повторить процесс напыления алюминиевого порошка более двух раз.
Предпочтительно, после шага напыления, способ также включает шаги нагрева покрывающего алюминиевого слоя до температуры от 100 до 700°С, прокатывания нагретого слоя алюминиевого покрытия для снижения пористости и отклонений толщины указанного слоя и шаг быстрого охлаждения прокатанного оптического модуля для предотвращения ухудшения рабочих свойств внутри оптического модуля.
Предпочтительно, на шаге проката, слой алюминиевого покрытия прокатывают под давлением, что уменьшает его толщину на 15-20%.
Согласно другому аспекту настоящего изобретения, получают кабель ОКГТ, содержащий один или более оптических модулей, изготовленных согласно способу, раскрытому ниже в пункте 1 формулы.
Преимущества
Согласно способу изготовления оптического модуля с напыленным алюминиевым антикоррозионным покрытием, расплавленный алюминий напыляют на поверхность свободной буферной трубки из нержавеющей стали таким образом, чтобы алюминий, налипающий на свободную буферную трубку из нержавеющей стали, имел улучшенное сцепление и высокую плотность, что улучшает коррозионную стойкость. Кроме того, возможность нанести алюминий в виде тонкой пленки толщиной от 80 до 90 мкм позволяет уменьшить размер и вес продукции и тем самым упрощает оптическую связь.
Кроме того, поскольку свободная буферная трубка из нержавеющей стали несколько раз проходит вдоль заданного участка, подвергаясь повторяющемуся процессу напыления алюминиевого порошка более двух раз, это повышает производительность и снижает количество требуемого материала покрытия.
Далее слой алюминиевого покрытия, напыленный согласно способу, раскрытому в настоящем изобретении, прокатывают с целью снижения его толщины на 15-20%, в результате чего поры, возникшие в слое алюминиевого покрытия, исчезают, а коррозионная стойкость слоя алюминиевого покрытия возрастает. Кроме этого, способ, раскрытый в настоящем изобретении, позволяет путем быстрого охлаждения нагретого и прокатанного слоя алюминиевого покрытия предотвратить ухудшение рабочих свойств геля, обвязочных и оптических волокон, входящих в оптический модуль.
В дополнение к указанным выше результатам, слой алюминиевого покрытия вследствие его нагрева и прокатывания имеет постоянную толщину, что приводит к образованию зазора заданной величины вокруг оптического модуля во время скручивания. Вследствие этого снижаются оптические потери от микроизгибов и др., вызванных воздействием на слой алюминиевого покрытия внешних нагрузок. К тому же, после шагов нагрева и прокатывания, слой алюминиевого покрытия имеет более прочное сцепление с поверхностью свободной буферной трубки из нержавеющей стали, в результате уменьшается его отслаивание от поверхности.
Краткое описание чертежей
Чтобы лучше понять раскрытые выше цели, признаки и преимущества настоящего изобретения далее приведено подробное описание, сопровождаемое соответствующими чертежами, где:
На фиг.1 представлен в разрезе оптический кабель, встроенный в грозозащитный трос (ОКГТ), включающий в себя обычные оптические модули с покрытием из алюминиевой ленты;
На фиг.2 представлен в разрезе оптический кабель, встроенный в грозозащитный трос (ОКГТ), включающий в себя обычные оптические элементы с экструзионным алюминиевым покрытием;
На фиг.3 представлен в разрезе оптический кабель, встроенный в грозозащитный трос (ОКГТ) изготовленный способом, раскрытым в настоящем изобретении.
На фиг.4 представлена блок-схема процесса изготовления оптического модуля согласно способу, раскрытому в настоящем изобретении.
Предпочтительный способ осуществления настоящего изобретения
Теперь опишем предпочтительный вариант осуществления настоящего изобретения со ссылками на сопровождающие чертежи.
На фиг.3 представлен в разрезе оптический кабель, встроенный в грозозащитный трос (ОКГТ) изготовленный согласно способа, раскрытому в настоящем изобретении. На фиг.4 представлена блок-схема процесса изготовления оптического модуля согласно способу, раскрытому в настоящем изобретении.
Обратимся к фиг.3 и 4, кабель ОКГТ обычно содержит один или несколько оптических модулей 2, включающих в себя оптические волокна, один или несколько силовых элементов 1 для несения нагрузки, вызванной силой тяжести и внешними силами, воздействующими на кабель, и проводники. Далее, вокруг соответствующих оптических модулей 2 сформирован слой 3 алюминиевого покрытия для предотвращения электрохимической коррозии, которая может возникнуть между входящими в кабель материалами - нержавеющей сталью и алюминием.
При этом оптический модуль 2 изготавливают, одновременно вытягивая одно или несколько оптических волокон 6 и ленту из нержавеющей стали и нанося на них гель 5, сворачивая ленту из нержавеющей стали с применением направляющего ролика, и сваривая свернутую ленту из нержавеющей стали для формирования трубки.
Более подробно, как показано на фиг.4, способ изготовления оптического элемента 2 согласно настоящему изобретению включает шаг предварительной обработки (9), шаг струйной обработки (10), шаг предварительного нагрева (11), шаг напыления (12) покрытия, шаг нагрева (13), шаг прокатывания (14) и шаг быстрого охлаждения (15).
Рассмотрим вначале шаг напыления (12) покрытия. Это шаг, на котором тонкодисперсный алюминиевый порошок напыляют на поверхность свободной буферной трубки из нержавеющей стали путем плавления алюминиевой заготовки с помощью электродугового нагрева и распыления жидкого алюминия сжатым воздухом. То есть алюминиевую заготовку, представляющую собой две проволоки диаметром от 1,2 до 2,9 мм, плавят под действием высокой температуры, равной от 3000 до 4000°С, полученной с помощью электрической дуги, и одновременно распыляют сжатым воздухом так, что полученный тонкодисперсный алюминиевый порошок оседает на поверхности свободной буферной трубки 4 из нержавеющей стали. В данном случае сжатый воздух, используемый для распыления алюминиевого порошка, нагнетается под давлением от 3 до 10 кгс/см2.
Существует возможность изменять максимальную толщину слоя 3 алюминиевого покрытия, полученную на шаге напыления (12) покрытия, в зависимости от условий, гарантийного срока службы и коррозионной среды, а минимальную его толщину, соответственно, выбирают такой, чтобы не допустить отслоения слоя алюминиевого покрытия от поверхности свободной буферной трубки 4 из нержавеющей стали из-за трения между жилами и воздействия на слой 3 алюминиевого покрытия внешней нагрузки в процессе изготовления. Слой 3 алюминиевого покрытия имеет толщину от 5 до 100 мкм, а более предпочтительно - толщину от 80 до 90 мкм. При толщине слоя 3 алюминиевого покрытия менее 5 мкм, слой 3 алюминиевого покрытия может отслоиться от свободной буферной трубки 4 из нержавеющей стали в результате трения и др., тем самым увеличивая риск электрохимической коррозии. И наоборот, при толщине слоя 3 алюминиевого покрытия, превышающей 100 мкм, размер и вес оптического модуля 2 возрастает, а следовательно, пропорционально возрастает общий размер и вес кабеля, что ведет к нежелательному увеличению производственных затрат, транспортных расходов, затрат на обработку и т.д.
В настоящем изобретении, до шага напыления (12) покрытия предпочтительно свободную буферную трубку 4 из нержавеющей стали предварительно нагревают до температуры от 50 до 100°С на шаге предварительного нагрева (11). Этот предварительный нагрев требуется, поскольку на шаге напыления (12) покрытия используемый для напыления материал, а именно тонкодисперсный алюминиевый порошок, налипает на поверхность свободной буферной трубки 4 из нержавеющей стали при температуре приблизительно от 50 до 100°С. То есть предварительный нагрев свободной буферной трубки 4 из нержавеющей стали снижает температурную разницу между свободной буферной трубкой 4 из нержавеющей стали и напыляемым на нее алюминиевым порошком, тем самым предотвращая нежелательное отслоение алюминиевого порошка от свободной буферной трубки 4 из нержавеющей стали вследствие термической усадки. Кроме того, указанный предварительный нагрев до температуры от 50 до 100°С эффективен для предотвращения ухудшения рабочих свойств геля 5, оптических волокон 6 и обвязочных нитей, входящих в состав оптического модуля 2.
Предпочтительно, до шагов предварительного нагрева (11) и напыления (12) оптический модуль 2 проходит через шаг предварительной обработки (9). На шаге предварительной обработки (9) выполняют промывку поверхности оптического модуля 2 с целью удаления волочильной смазки, нанесенной при изготовлении оптического модуля 2. После этого поверхность свободной буферной трубки 4 из нержавеющей стали на шаге струйной обработки (10) предпочтительно используют воздух под давлением от 5 до 7 кгс/см2, с целью создания выпуклых и вогнутых участков на поверхности свободной буферной трубки 4 из нержавеющей стали. Такие выпуклые и вогнутые участки позволяют тонкодисперсному алюминиевому порошку легче прилипать к поверхности свободной буферной трубки 4 из нержавеющей стали.
Обратимся вновь к шагу напыления (12). Чтобы уменьшить потери напыляемого материала, а именно алюминиевого порошка, и достичь заданной толщины слоя 3 алюминиевого покрытия за короткое время, предпочтительно свободная буферная трубка 4 из нержавеющей стали, пройдя через напылитель, проходит также через протяжный механизм, обеспечивающий ее возврат, что позволяет осуществить повторный (более чем двукратный) процесс напыления алюминиевого порошка. Количество повторений процесса напыления зависит от линейной скорости свободной буферной трубки 4 из нержавеющей стали и заданной толщины слоя 3 алюминиевого покрытия. Например, если линейная скорость составляет 20 м/мин (mpm), а заданная толщина - 80 мкм, напыление алюминиевого порошка в три приема позволяет снизить потери алюминиевого порошка более чем на 65%.
После предварительного нагрева свободной буферной трубки 4 из нержавеющей стали алюминиевый порошок напыляют на поверхность свободной буферной трубки 4 из нержавеющей стали раскрытым выше способом, причем для снижения пористости и неравномерности толщины слоя 3 алюминиевого покрытия предпочтительно со слоем 3 алюминиевого покрытия последовательно выполняют шаг нагрева (13), шаг прокатывания (14) и шаг быстрого охлаждения (15). Как правило, слой 3 алюминиевого покрытия обладает пористостью, составляющей приблизительно 15%, такая степень пористости создает угрозу возникновения коррозии. Следовательно, чтобы предотвратить коррозию слоя 3 алюминиевого покрытия, слой 3 алюминиевого покрытия необходимо нагреть и прокатать, что повышает его плотность, тем самым ликвидируя поры и предотвращая коррозию.
Шаг нагрева (13) - это шаг моментального нагрева свободной буферной трубки 4 из нержавеющей стали вместе со слоем 3 алюминиевого покрытия, до температуры от 100 до 700°С, что позволяет удерживать слой 3 алюминиевого покрытия в легкодеформируемом состоянии. То есть, чтобы облегчить процесс разглаживания алюминия и эффективное снижение пористости и неравномерности толщины слоя 3 алюминиевого покрытия, этот слой 3 алюминиевого покрытия необходимо прокатать под давлением, когда он размягчен нагревом до температуры от 100 до 700°С. При этом, хотя с увеличением температуры нагрева слой 3 алюминиевого покрытия прокатать легче, если температуру нагрева поднять выше 700°С, превысив температуру плавления алюминия, это может ухудшить обрабатываемость слоя 3 алюминиевого покрытия и привести к ухудшению рабочих свойств геля 5, оптических волокон 6 и обвязочных нитей, входящих в состав оптического модуля 2. Кроме того, предпочтительно выполнять шаг нагрева (13) при допустимой максимальной температуре только в течение короткого времени с тем, чтобы минимизировать ухудшение рабочих свойств геля 5, обвязочных нитей и оптических волокон 6, входящих в состав оптического модуля 2.
Шаг прокатывания (14) - это шаг прокатывания под давлением слоя 3 алюминиевого покрытия, нагретого до температуры от 100 до 700°С на описанном выше шаге нагрева (13), уменьшающий толщину слоя 3 алюминиевого покрытия на 15-20%, что снижает пористость и отклонения в толщине, которые имеет слой 3 алюминиевого покрытия. Если отклонение в толщине слоя 3 алюминиевого покрытия составляет от 10 до 15 мкм, то на следующем шаге быстрого охлаждения (15) сложно сформировать зазор, равный приблизительно 0,05 мм, между оптическими модулями 2, силовыми элементами 1 и проводниками, и следовательно, могут возникнуть оптические потери из-за микроизгибов при воздействии внешней нагрузки на слой 3 алюминиевого покрытия. Следовательно, чтобы предотвратить возникновение оптических потерь, необходимо обеспечить постоянную толщину слоя алюминиевого покрытия. При этом толщина слоя 3 алюминиевого покрытия, которая на шаге напыления (12) находилась в диапазоне 5-100 мкм, на шаге прокатывания (14) уменьшается до 4-85 мкм и имеет постоянное значение.
Когда слой 3 алюминиевого покрытия нагрет до температуры от 100 до 700°С и затем прокатан, на шаге быстрого охлаждения (15), выполняемом сразу же после шага прокатывания (14), слой 3 алюминиевого покрытия необходимо быстро охладить, прежде чем тепло от нагретого до высокой температуры слоя 3 алюминиевого покрытия передастся внутрь оптического модуля 2, чтобы предотвратить ухудшение рабочих свойств геля 5, обвязочных нитей и оптических волокон 5 внутри оптического модуля 2.
Один или более оптических модулей 2, изготовленных как раскрыто выше, для формирования оптического кабеля поочередно подвергают SZ-скрутке (скрутке с периодическим изменением направления) вместе с силовыми элементами 1 и проводниками. Чтобы предотвратить передачу наружного давления на оптические модули 2 в процессе скручивания и монтажа, и даже после монтажа, оптические модули 2 формируют таким образом, чтобы их диаметр был меньше диаметров силовых элементов 1 и проводников, с образованием зазора приблизительно в 0,05 мм вокруг соответствующих оптических модулей 2.
При использовании одного или более оптических модулей 2, изготовленных способом, раскрытом в настоящем изобретении, получают оптический кабель, встроенный в грозозащитный трос.
Промышленная применимость
Из вышеприведенного описания очевидно, что настоящее изобретение раскрывает способ изготовления оптического модуля с напыленным алюминиевым антикоррозионным покрытием, в котором расплавленный алюминий напыляют на поверхность свободной буферной трубки из нержавеющей стали таким образом, чтобы налипающий на свободную буферную трубку из нержавеющей стали алюминий обладал улучшенным сцеплением и высокой плотностью, что повышает коррозионную стойкость.
Кроме того, поскольку алюминий наносят в виде тонкой пленки толщиной от 80 до 90 мкм, это позволяет уменьшить размер и вес продукции, что упрощает оптическую связь.
Кроме того, согласно настоящему изобретению, поскольку свободная буферная трубка из нержавеющей стали несколько раз проходит вдоль заданного участка, то можно несколько раз повторить процесс покрытия алюминием поверхности свободной буферной трубки из нержавеющей стали, что позволяет повысить производительность и уменьшить количество требуемого материала покрытия.
Более того, поскольку полученный слой алюминиевого покрытия, напыленный согласно настоящему изобретению, прокатывают, уменьшая его толщину на 15-20% и удаляя существующие в слое алюминиевого покрытия поры, улучшается коррозионная стойкость слоя алюминиевого покрытия. В дополнение, согласно настоящему изобретению, путем быстрого охлаждения нагретого и прокатанного слоя алюминиевого покрытия, можно предотвратить ухудшение рабочих свойств геля, обвязочных и оптических волокон, входящих в оптический модуль.
В дополнение к различным вышеописанным результатам, слой алюминиевого покрытия согласно настоящему изобретению имеет постоянную толщину вследствие его нагрева и проката, что позволяет получить во время скручивания вокруг оптического элемента заданный зазор. В результате снижаются оптические потери из-за микроизгибов и др., вызванных воздействием на слой алюминиевого покрытия внешних нагрузок. К тому же, с прохождением шагов нагрева и прокатывания, слой алюминиевого покрытия прочнее прилипает к поверхности свободной буферной трубки из нержавеющей стали, что уменьшает его отслаивание от поверхности.
Хотя предпочтительные варианты настоящего изобретения раскрыты с иллюстративными целями, специалистам понятно, что возможны различные модификации, дополнения и сокращения, не нарушающие объем и сущность настоящего изобретения, раскрытого в сопровождающей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грозозащитный трос с оптическим кабелем связи (варианты) | 2020 |
|
RU2732073C1 |
| Способ изготовления грозозащитного троса с оптическим кабелем связи | 2023 |
|
RU2801366C1 |
| ОПТИЧЕСКИЙ КАБЕЛЬ | 1994 |
|
RU2082191C1 |
| Грозозащитный трос со встроенным волоконно-оптическим кабелем связи (варианты) | 2021 |
|
RU2784837C1 |
| ОПТИЧЕСКИЙ КАБЕЛЬ В ГРОЗОЗАЩИТНОМ ТРОСЕ | 2018 |
|
RU2688897C9 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМ КАБЕЛЕМ СВЯЗИ | 2010 |
|
RU2441293C1 |
| Способ восстановления изношенных внутренних рабочих поверхностей гильз цилиндров двигателей внутреннего сгорания в номинальный размер | 2023 |
|
RU2837057C1 |
| Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | 2018 |
|
RU2776711C2 |
| Неизолированный провод с функцией мониторинга технических параметров в режиме текущего времени (варианты) | 2018 |
|
RU2686837C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДЛЯ ПЛАШКИ СТЫКОВОГО ЗАЖИМА ДЛЯ КОНТАКТНЫХ ПРОВОДОВ, ПЛАШКА СТЫКОВОГО ЗАЖИМА, СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2023 |
|
RU2810816C1 |


Способ изготовления оптического модуля с алюминиевым антикоррозионным покрытием, напыленным на поверхность свободной буферной трубки из нержавеющей стали включает следующие шаги: напыление тонкодисперсного алюминиевого порошка на поверхность свободной буферной трубки из нержавеющей стали путем плавления алюминиевой заготовки электродуговым нагревом и распыления расплавленного алюминия сжатым воздухом. Кроме того, нагрев слоя алюминиевого покрытия до температуры от 100 до 700°С, прокатывание нагретого слоя алюминиевого покрытия для снижения пористости и отклонений в толщине слоя алюминиевого покрытия и быстрое охлаждение прокатанного слоя алюминиевого покрытия для предотвращения ухудшения рабочих свойств элементов внутри оптического модуля. Перед шагом напыления дополнительно включают шаг предварительного нагрева свободной буферной трубки из нержавеющей стали до температуры от 50 до 100°С. Перед шагом предварительного нагрева дополнительно включают шаг струйной обработки поверхности свободной буферной трубки из нержавеющей стали для формирования выпуклых и вогнутых участков. Оптический кабель, встроенный в грозозащитный трос, включает один или более оптических модулей, изготовленных согласно способу. Технический результат - увеличение производительности, снижение себестоимости продукции, уменьшение пористости и отклонений толщины полученного в результате слоя алюминиевого покрытия, что препятствует коррозии слоя алюминиевого покрытия. 2 н. и 6 з.п. ф-лы, 4 ил.
| ПОДВОДНОЕ УСТРОЙСТВО БОЛЬШОЙ ПРОТЯЖЕННОСТИ С ВОЛОКОННО-ОПТИЧЕСКИМИ ЭЛЕМЕНТАМИ (ВАРИАНТЫ) | 1990 |
|
RU2087015C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМИ ВОЛОКНАМИ | 1996 |
|
RU2103708C1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЯ НА ПОВЕРХНОСТЬ МАТЕРИАЛА | 1993 |
|
RU2051199C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1991 |
|
RU2064524C1 |
| Электродуговой металлизатор | 1989 |
|
SU1699640A1 |
| Способ нанесения покрытий из алюминия и окоси алюминия на углеродный анод | 1973 |
|
SU583199A1 |
| JP 2000275482, 06.10.2000 | |||
| US 5825957 A, 20.10.1998 | |||
| УСТРОЙСТВО И НАКЛАДКА АППЛИКАТОРА ДЛЯ ТРАНСДЕРМАЛЬНОЙ ПОДАЧИ ВЕЩЕСТВА | 2001 |
|
RU2262358C2 |

