Изобретение относится к технологии машиностроения, в частности к комбинированным устройствам и способам алмазно-абразивной обработки (ААО) и калибрования, деформирующего протягивания и упрочнения металлических фасонных поверхностей деталей вращения из сталей и сплавов шлифованием и поверхностным пластическим деформированием (ППД).
Известен инструмент и способ обработки неполных сферических поверхностей деталей ППД, при котором обрабатываемой заготовке и деформирующему инструменту сообщают вращательное движение, причем деформирующему инструменту сообщают вращение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, при этом угловая скорость деформирующего инструмента связана с угловой скоростью обрабатываемой заготовки соотношением ωин>>ωд, кроме того, дано математическое соотношение между усилием нагружения и усилием обкатывания [1].
Инструмент и способ отличаются ограниченными возможностями, низким КПД, большой энергоемкостью, малой глубиной упрочненного слоя и небольшой степенью упрочнения обрабатываемой поверхности, при этом примененный не самоустанавливающийся инструмент не позволяет получать качественную обрабатываемую поверхность.
Известен двухрядный инструмент ударного действия для обработки наружных цилиндрических поверхностей, у которого первый ряд роликов установлен на упругую «плавающую» самоустанавливающуюся в радиальном направлении оправку, а второй ряд роликов смонтирован на жесткой оправке [2].
Инструмент отличается ограниченными возможностями и используется только для обработки наружных цилиндрических поверхностей, низким КПД и производительностью, небольшой глубиной упрочненного слоя и невысокой степенью упрочнения обрабатываемой поверхности, сложностью, большой энергоемкостью и металлоемкостью конструкции, а также массогабаритными показателями.
Задачей изобретения является расширение технологических возможностей ААО и ППД благодаря использованию оригинальной конструкции деформирующего инструмента, позволяющей управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом обрабатываемой фасонной поверхности, а также повышение производительности, качества и точности обработки заготовки.
Поставленная задача решается с помощью предлагаемого комбинированного устройства для шлифования и поверхностного пластического деформирования заготовок, имеющих фасонную поверхность и сопряженную с ней часть заготовки, содержащего инструмент с алмазно-абразивной и деформирующей частями для воздействия на заготовку с натягом и приспособление для установки, базирования и закрепления заготовки с возможностью ее вращения относительно продольной оси, при этом инструмент выполнен в виде втулки с продольным пазом для свободного прохождения части заготовки, сопряженной с ее фасонной поверхностью, а его алмазно-абразивная и деформирующая части расположены на рабочей внутренней поверхности упомянутой втулки, имеющей в поперечном сечении форму, идентичную и ответную форме продольного сечения обрабатываемой заготовки с учетом натяга, и выполненной в виде алмазно-абразивного заборного конуса для обеспечения поступления заготовки, деформирующего заборного конуса с углом ϕ=3...5° и калибрующей части для осуществления выхода обработанной заготовки, при этом втулка жестко закреплена в патроне станка, выполненном с возможностью совершении движения подачи в направлении, перпендикулярном продольной оси заготовки. Сущность предлагаемого устройства поясняется чертежами.
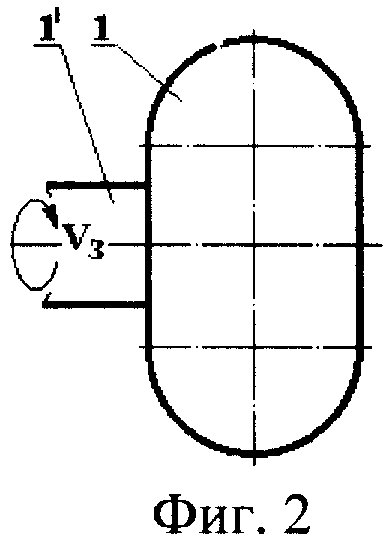
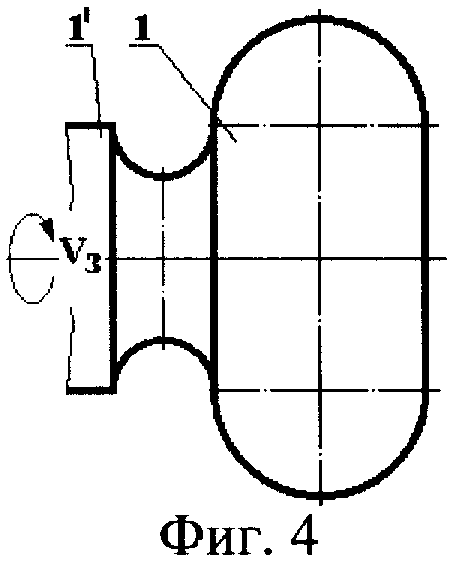
На фиг.1 представлена схема шлифования и поверхностного пластического деформирования фасонной поверхности на примере сферической поверхности шарового автомобильного пальца, где показано (тонкими линиями) положение заготовки, прошедшее алмазно-абразивную обработку, условно перенесенное ниже; на фиг.2 - пример торообразной конструкции заготовки, которая обрабатывается с помощью предлагаемого устройства; на фиг.3 - вид А на фиг.1; на фиг.4 - пример фасонной конструкции заготовки, имеющей выпуклые и вогнутые поверхности, которая обрабатывается с помощью предлагаемого устройства.
Предлагаемое комбинированное устройство предназначено для последовательной алмазно-абразивной обработки (ААО) и поверхностным пластическим деформированием (ППД): калиброванием, деформирующим протягиванием и упрочнением металлических фасонных поверхностей, например, сферических поверхностей шаровых автомобильных пальцев 1, беговых дорожек шарошек буровых долот, торообразных поверхностей тел вращения (фиг.2), сложных фасонных выпуклых и вогнутых поверхностей тел вращения (фиг.4) и др. деталей с центральной осью вращения из сталей и сплавов. В состав устройства входит приспособление 2 для установки, базирования и закрепления заготовки с возможностью вращения ее относительно продольной оси и деформирующий инструмент 3.
Алмазно-абразивный деформирующий инструмент 3 представляет собой втулку, жестко закрепленную в патроне, например, вертикально-протяжного станка (не показаны). Резьбовые отверстия 4 служат для крепления абразивно-деформирующей втулки 3 в патроне с помощью винтов (не показаны).
Абразивно-деформирующая втулка 3 совершает движение подачи Sпр в направлении, перпендикулярном продольной оси заготовки 1, при этом заготовка вращается с частотой VЗ (nЗ) относительно своей продольной оси. Алмазно-абразивный деформирующий инструмент - втулка 3 имеет продольный паз 3′ для свободного прохождения части 1′ заготовки 1, сопрягаемой с обрабатываемой фасонной поверхностью.
Внутренняя поверхность отверстия втулки 3 является рабочей и имеет форму в поперечном сечении, идентичную и ответную форме продольного сечения обрабатываемой поверхности заготовки.
Отверстие втулки 3 в продольном сечении со стороны торца, куда поступает заготовка (на фиг.1, снизу), имеет алмазно-абразивный заборный конус 5, деформирующий заборный конус 6 с углом ϕ=3...5° и калибрующую поверхность 7, откуда выходит обработанная заготовка.
Алмазно-абразивная часть 5 наносится и закрепляется известными способами, а также может быть выполнена из алмазно-абразивной шкурки, наклеенной на внутреннюю поверхность втулки 3.
Высота деформирующего заборного конуса 6 определяется по формуле:
lД>10 z/tgϕД,
где lД - высота деформирующего заборного конуса втулки, мм;
z - величина, равная половине натяга, мм;
ϕД - угол деформирующего заборного конуса, принимающий значения 3...5°.
Основным технологическим параметром процесса ППД является натяг, определяемый, например, для сферической заготовки по формуле:
i=Do-dин,
где Do - диаметр сферической поверхности до обработки ППД (средняя арифметическая величина с учетом отклонений формы в поперечном сечении);
dин - диаметр цилиндрической части отверстия абразивно-деформирующей втулки.
При обработке фасонных поверхностей предлагаемым устройством с натягом i до 0,5 мм уменьшаются отклонения формы в поперечном сечении (отклонение от круглости) и повышается точность размера на 30...35%, уменьшаются параметры шероховатости поверхности.
Особенно эффективно обрабатывать с такими натягами заготовки после термической обработки.
Суммарный натяг при данной обработке лимитируется пластичностью материала заготовки. Заготовку из хрупких материалов обрабатывают с малыми натягами, так как при больших натягах может произойти ее разрушение.
Обработка абразивно-деформирующей втулкой обеспечивает оптимальные условия комбинированной алмазно-абразивной обработки и деформирования, при этом инструмент имеет максимальную размерную стойкость. В зависимости от размеров обрабатываемой поверхности заготовки применяют абразивно-деформирующие втулки цельные (см. фиг.1, 3) или сборные (не показаны).
Абразивно-деформирующая втулки со стороны конической части имеет направляющую фаску, обеспечивающую взаимную ориентацию заготовки и инструмента.
Материалом деформирующей части цельной втулки и рабочей деформирующей части сборной втулки является твердый сплав ВК8.
Радиальное биение рабочей поверхности отверстия втулки не должно превышать 0,02...0,05 мм.
При обработке предлагаемым устройством обязательно применяют смазочно-охлаждающее технологическое средство (СОТС), предотвращающее прижоги при работе алмазно-абразивной части и схватывание деформирующей части втулки с обрабатываемым металлом. Отсутствие СОТС приводит к браку обработанных заготовок и нередко к разрушению инструмента. Для деталей из углеродистых и низколегированных сталей рекомендуются: сульфофрезол, МР-1, МР-2, эмульсии. Эти же жидкости следует применять при обработке заготовок из цветных металлов (бронзы, латуни, алюминиевых сплавов). Для деталей из высоколегированных, жаростойких и коррозионно-стойких сталей и сплавов следует применять СОТС: АСМ-1, АСМ-4, АСМ-5, АСМ-6. При обработке заготовок из закаленных сталей используют смазку АСФ-3.
Шероховатость поверхности, обработанной предлагаемым устройством, зависит от исходной шероховатости и материала обрабатываемой заготовки, режима обработки, применяемой СОТС и угла рабочего конуса инструмента. От скорости обработки ППД (в пределах диапазона применяемых скоростей) шероховатость обработанной поверхности не зависит. Для получения малых значений параметров шероховатости предварительную обработку наружной фасонной поверхности целесообразно проводить твердосплавным инструментом, например резцом, имеющим малые углы в плане (ϕ=30...40°), на скоростях резания, исключающих образование нароста. При обработке фасонной поверхности после переходов чернового и чистового точения (исходный параметр Ra=6,3...1,6 мкм) получают поверхности с Ra=0,8...0,1 мкм, если материал заготовок сталь; Ra=0,4...0,1 мкм при обработке заготовок из бронзы и Ra=1,6...0,4 мкм при обработке заготовок из чугуна.
Шероховатость поверхности после пластического деформирования предлагаемым устройством будет тем ниже, чем меньше натяг, при котором проводится обработка фасонной поверхности. Так, при обработке заготовки из стали 45 с исходной шероховатостью Ra=4...8 мкм получили следующую шероховатость при натягах на деформирующей части инструмента:
Упрочнение металла является следствием происходящих деформаций. Упрочнение, выражаемое изменением твердости, снижается при переходе от обработанной поверхности в глубину заготовки сферы. Толщина слоя текстуры, обладающего повышенной твердостью, тем больше, чем больше натяг и тем меньше, чем выше исходная твердость обрабатываемого металла. Приращение твердости зависит от обрабатываемого металла и составляет 130...260%.
Скорость продольной подачи Sпр абразивно-деформирующего инструмента при обработке предлагаемым устройством связана со скоростью вращения заготовки Vз следующим соотношением:
Sпр=0,01·Vз,
где Sпр - скорость продольной подачи абразивно-деформирующего инструмента, м/мин;
Vз - скорость вращательного движения заготовки, м/мин.
Скорость вращательного движения заготовки Vз назначают в пределах 2...25 м/мин.
Для достижения точности по 11...13-му квалитетам обработку ведут с большими натягами деформирующей части. Для достижения точности по 8...11-му квалитетам следует применять средние натяги (0,2...0,5 мм). Для получения точности по 5...6-му квалитетам необходима предварительная точная обработка резанием, после чего деформирование проводят с малыми натягами (0,02...0,2 мм).
Пример. Обрабатывали заготовку пальца шарового верхнего 2101-2904187, установленную в специальном электромеханическом приспособлении на вертикально-протяжном станке мод. 7Б65, предлагаемым устройством. Заготовка изготовлена из стали 20Х ГОСТ 1050-74. Обрабатывали сферу диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63; абразивно-деформирующим инструментом в виде втулки, изготовленной: деформирующая часть из твердого сплава ВК8, алмазно-абразивная часть из алмаза АСВ 200/160-100/80 100% металлическая М5, на следующих режимах: скорость вращения заготовки Vз =20 м/мин (nз=200 мин-1); скорость продольной подача деформирующего инструмента Sпр=0,2 м/мин; суммарный натяг на диаметр - 0,2 мм (0,1 мм на сторону); глубина слоя повышенной твердости составляла 0,15...0,20 мм; смазывающе-охлаждающей жидкостью служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность сферической поверхности была достигнута с одного прохода за Тм=0,45 мин (против Тм баз=3,35 мин по базовому варианту при традиционной раздельной обработке шлифованием и обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АН ГОСТ 19300-86. В обработанной партии (равной 100 штук) бракованных деталей не обнаружено. Отклонение обработанной поверхности от сферичности составило не более 0,02 мм, что допустимо ТУ.
Обработка показала, что параметр шероховатости обработанных фасонных поверхностей уменьшился до значения Ra=0,32...0,63 мкм при исходном - Ra=3,2...6,3 мкм, производительность повысилась более чем в пять раз по сравнению с раздельной обработкой шлифованием и обкатыванием. Энергоемкость процесса уменьшилась в 2,2 раза.
Предлагаемое комбинированное устройство расширяет технологические возможности ААО и ППД благодаря использованию оригинальной конструкции абразивно-деформирующего инструмента и позволяет управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом обрабатываемой сферической поверхности, а также повышает производительность, качество и точность обработки заготовки.
Источники информации
1. Патент РФ 2031770, МКГ6 В24В 39/04, 39/00. Способ обработки неполных сферических поверхностей деталей поверхностным деформированием. Гаврилин А.М., Самойлов Н.Н. 5045958/27; 14.04.92; 27.03.95. Бюл. №9.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1986. С.392, рис.14, б.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325261C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2319594C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317886C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2317885C1 |
| СПОСОБ ОБРАБОТКИ НА СТАНКАХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317887C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333093C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| СПОСОБ КОМБИНИРОВАННОЙ АЛМАЗОАБРАЗИВНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333094C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2333092C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332293C1 |

Изобретение относится к технологии машиностроения, а именно к комбинированным устройствам для шлифования и поверхностного пластического деформирования заготовок, имеющих фасонную поверхность и сопряженную с ней часть заготовки. Комбинированное устройство содержит инструмент с алмазно-абразивной и деформирующей частями для воздействия на заготовку с натягом и приспособление для установки заготовки. Инструмент выполнен в виде втулки с продольным пазом для свободного прохождения части заготовки, сопряженной с ее фасонной поверхностью. Алмазно-абразивная и деформирующая части инструмента расположены на рабочей внутренней поверхности упомянутой втулки, выполненной в виде алмазно-абразивного заборного конуса для обеспечения поступления заготовки, деформирующего заборного конуса с углом ϕ=3...5° и калибрующей части для осуществления выхода обработанной заготовки. При этом втулка жестко закреплена в патроне станка, выполненном с возможностью совершения движения подачи в направлении, перпендикулярном продольной оси заготовки. В результате расширяются технологические возможности, повышается производительность, качество и точность обработки. 4 ил.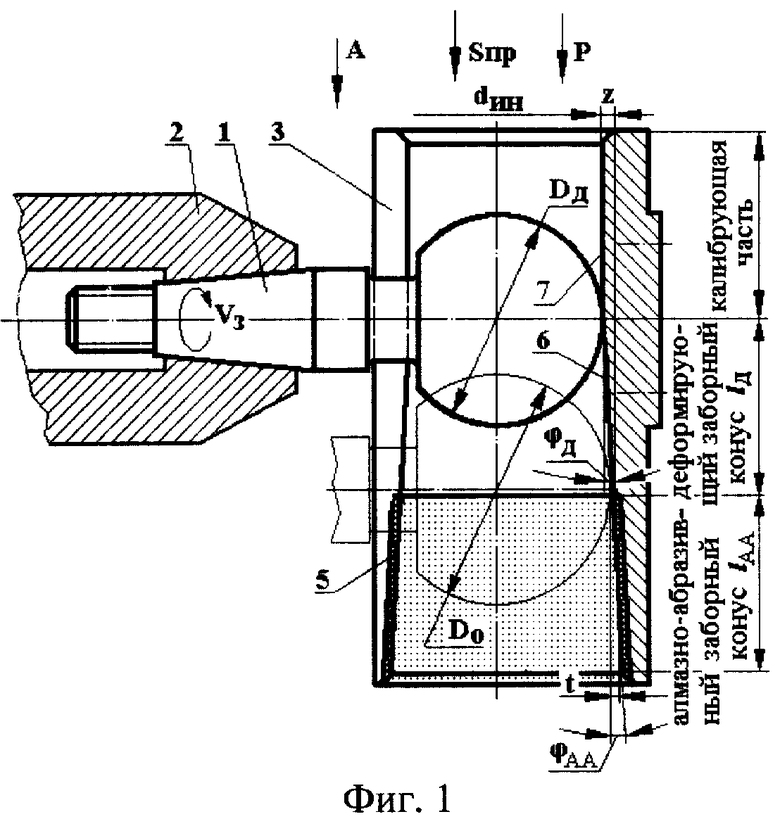
Комбинированное устройство для шлифования и поверхностного пластического деформирования заготовок, имеющих фасонную поверхность и сопряженную с ней часть заготовки, содержащее инструмент с алмазно-абразивной и деформирующей частями для воздействия на заготовку с натягом и приспособление для установки, базирования и закрепления заготовки с возможностью ее вращения относительно продольной оси, отличающееся тем, что инструмент выполнен в виде втулки с продольным пазом для свободного прохождения части заготовки, сопряженной с ее фасонной поверхностью, а его алмазно-абразивная и деформирующая части расположены на рабочей внутренней поверхности упомянутой втулки, имеющей в поперечном сечении форму, идентичную и ответную форме продольного сечения обрабатываемой заготовки с учетом натяга, и выполненной в виде алмазно-абразивного заборного конуса для обеспечения поступления заготовки, деформирующего заборного конуса с углом ϕ=3...5° и калибрующей части для осуществления выхода обработанной заготовки, при этом втулка жестко закреплена в патроне станка, выполненном с возможностью совершения движения подачи в направлении, перпендикулярном продольной оси заготовки.
| Справочник технолога-машиностроителя | |||
| / Под | |||
| ред | |||
| А.Г | |||
| Косиловой и др | |||
| - М.: Машиностроение, т.1, 1986, с.392, рис.14, б | |||
| СПОСОБ УВЕЛИЧЕНИЯ РЕСУРСА СФЕРИЧЕСКОГО ШАРНИРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2103571C1 |
| УСТРОЙСТВО для ОБКАТКИ ДЕТАЛЕЙ С НЕПОЛНОЙ ШАРОВОЙ ПОВЕРХНОСТЬЮ | 0 |
|
SU273241A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| US 3494013 A, 10.02.1970. | |||

