Изобретение относится к области механической обработки материалов, а именно к шлифованию и тонкому шлифованию, и может быть использовано в различных отраслях машиностроения при абразивной обработке вязких труднообрабатываемых, повышенной твердости материалов с высокой точностью геометрической формы и качеством обрабатываемой поверхности.
Известен абразивный инструмент, содержащий корпус в виде металлической сетки, несущей абразив, а с целью повышения режущей спосбности инструмента абразив имеет различную абразивную способность и расположен в ячейках сетки, при этом каждый из абразивов расположен в ячейках в шахматном порядке, а в качестве абразива в ячейках сетки закреплены алмаз и карбид титана или в качестве абразива в ячейках сетки закреплены алмаз и электрокорунд.
Признаки, совпадающие: абразив имеет различную абразивную способность и разделен по твердости.
(См. авторское свидетельство №1611720, В 24 D 5/14, бюл. №45, 1990).
Причины, препятствующие поставленной задаче: сложность технологии изготовления, не проявляется в достаточной мере зависимость различной величины размера зерна и твердости абразивного материала при обработке поверхности с высоким качеством поверхности, особенно вязких труднообрабатываемых материалов, требующих высокой точности геометрических форм.
Известен комбинированный шлифовальный инструмент, выполненный в виде корпуса с выступами, содержащими абразивонесущие элементы с крупнозернистым слоем. Кроме того, с целью повышения качества шлифования механизм перемещения выполнен в виде упругих термобиметаллических пластин, имеющих U-образную форму, абразивонесущий элемент с мелкозернистым слоем выполнен в виде эластичной вставки, на одной стороне которой закреплен абразив, причем другой стороной вставка закреплена на термобиметаллической пластине и на эластичной вставке закреплена шлифовальная шкурка.
Признаки, совпадающие: содержит абразивонесущие элементы с крупнозернистым слоем, чередующиеся с участками с мелкозернистым слоем.
(См. авторское свидетельство №1609628, В 24 D 5/06, 17/00, бюл. №44, 1990).
Причины, препятствующие поставленной задаче: сложность конструкции, недостаточная надежность, неприменим при обработке поверхности с высоким качеством поверхности, особенно вязких труднообрабатываемых материалов с высокой точностью геометрических форм.
За прототип принят абразивный круг с переменной плотностью абразивной массы в каждом из поперечных его сечений, увеличивающейся с уменьшением его радиуса, отличающийся тем, что с целью повышения качества обработки за счет равномерности износа инструмента вдоль образующей, круг выполнен конической формы и с переменной зернистостью абразивной массы, уменьшающейся с уменьшением радиуса инструмента.
Признаки, совпадающие: содержит абразив с переменной зернистостью абразивной массы.
(См. авторское свидетельство №1645124, В 24 D 17/00, бюл. №16, 1991).
Причины, препятствующие поставленной задаче: нужна достаточно сложная специальная технология изготовления абразивного круга, недостаточно эффективен при обработке поверхности с высоким качеством поверхности вязких труднообрабатываемых и повышенной твердости материалов с высокой точностью геометрических форм.
Задачей изобретения является улучшение обработки вязких труднообрабатываемых и повышенной твердости материалов с высокой точностью геометрических форм и повышение качества обрабатываемой поверхности.
Технический результат заключается в том, что абразивный круг выполнен из абразивной массы разной зернистости, при этом в основной абразивной массе одной зернистости в радиальном направлении размещены стержни, выполненные из абразива основной абразивной массы с добавлением абразива большей зернистости и повышенной твердости, при этом стержни размещены с образованием на периферии круга формы замкнутой симметричной синусоиды с постоянной амплитудой или с образованием формы синусоид с максимальной амплитудой в середине и затухающей к краям в чередующихся секторах. Это способствует повышению качества обрабатываемой поверхности с высокой точностью геометрических форм и увеличению периода стойкости круга между переточками.
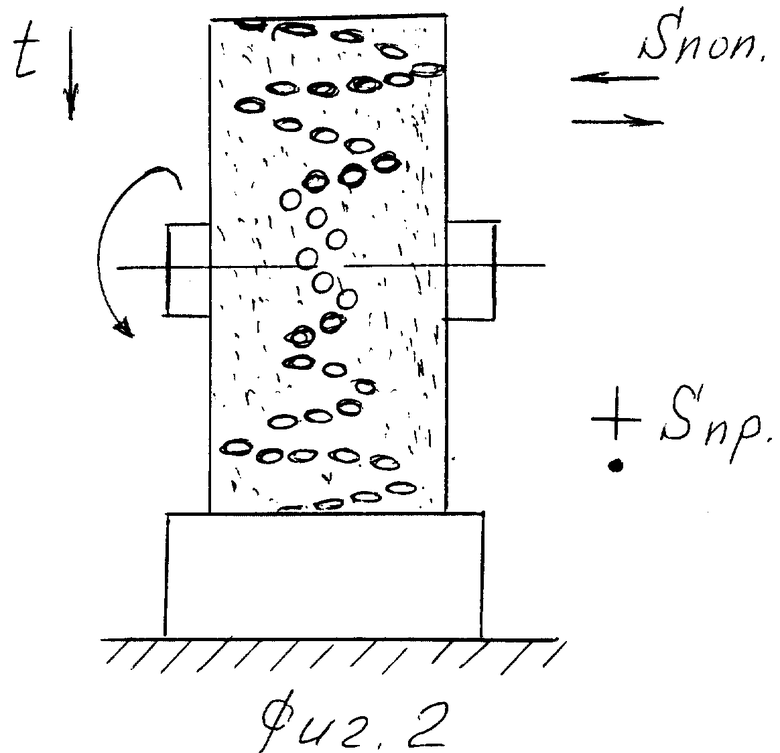
Предлагаемый абразивный круг поясняется чертежами, где фиг.1 - схема шлифования плоской поверхности на плоскошлифовальном станке, на периферии круга стержни образуют форму замкнутой симметричной синусоиды с постоянной амплитудой, фиг.2 - схема шлифования, когда стержни образуют на периферии круга чередующиеся сектора, содержащие синусоиды с максимальной амплитудой в середине и затухающие к краям,
Абразивный круг выполнен с разной зернистостью абразивной массы, при этом в абразивной массе одной зернистости в радиальном направлении размещены стержни с добавлением абразива с большей зернистостью и повышенной твердости, которые образуют на периферии круга цилиндрической образующей форму замкнутой симметричной синусоиды с постоянной амплитудой или стержни образуют на периферии круга чередующиеся сектора, содержащие синусоиды с максимальной амплитудой в середине и затухающие к краям. Это способствует повышению качества обрабатываемой поверхности с высокой точностью геометрических форм и увеличению периода стойкости круга между переточками.
Абразивный круг получают следующим образом.
Форму заполняют требуемой (основной) абразивной массой, предварительно спрессовывают формируя углубления по заданной кривой, развернув и открыв форму в углубления закладывают предварительно выполненные (опрессованые) стержни из абразива основной абразивной массы с добавлением абразива с большей зернистостью и повышенной твердости, далее заполняют форму основной абразивной массой, после чего спрессовывают и подвергают обжигу. При этом используются основная абразивная масса и абразивная масса стержней с одними связующими компонентами, что не нарушает прочностных характеристик абразивного круга.
Абразивный круг устанавливается на валу шлифовального станка. Отличительная его особенность заключается в том, что при работе возникают микроудары и микровибрации, которые происходят при входе крупнозернистого и более твердого абразива в соприкосновение с деталью с постоянно меняющимися зонами контакта. За счет этого улучшается процесс резания, уменьшаются технологические остаточные напряжения, значительно уменьшается засаливание инструмента, особенно при обработке вязких труднообрабатываемых и повышенной твердости материалов. Это положительно влияет на улучшение точности геометрических форм, поскольку микроудары и микровибрации происходят в основном в зоне резания, а не между деталью и инструментом в целом. В результате существенно повышается производительность операции шлифования и снижается дисперсия показателей качества поверхностного слоя деталей, о чем свидетельствуют данные, полученные в производственных условиях при шлифовании образцов из сталей 12Х2Н4А и 20ХН2МА.
Таким образом, предложенный абразивный круг способствует улучшению качественных показателей поверхностного слоя (шероховатость, технологические остаточные напряжения, точность геометрической формы детали), существенно уменьшается количество прижогов на поверхности обработанной детали, увеличивается период стойкости круга между переточками за счет уменьшения его засаливания.
Дополнительно структура обработанной поверхности способствует удержанию и распределению смазки по обработанной поверхности детали за счет образовавшихся криволинейных микрокарманов синусоидальной формы заданной направленности, которая формируется посредством продольной подачи инструмента.
Предлагаемая конструкция приемлема для кругов цилиндрической формы при шлифовании как плоских поверхностей на плоскошлифовальных станках см. фиг.1, также цилиндрических наружных и внутренних поверхностей на соответствующих станках, в основном для кругов большого типоразмера.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2201865C2 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2395381C1 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2319600C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2017 |
|
RU2672973C1 |
| Шлифовальный круг | 1983 |
|
SU1144863A1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| Абразивный круг | 1983 |
|
SU1085800A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивных кругов для шлифования вязких труднообрабатываемых материалов повышенной твердости. Круг выполнен из абразивной массы разной зернистости. В основной абразивной массе одной зернистости в радиальном направлении размещены стержни, выполненные из абразива основной абразивной массы с добавлением абразива большей зернистости и повышенной твердости. Стержни размещены с образованием на периферии круга формы замкнутой симметричной синусоиды с постоянной амплитудой или с образованием формы синусоид с максимальной амплитудой в середине и затухающей к краям в чередующихся секторах. Такая конструкция круга способствует увеличению периода стойкости круга между правками за счет уменьшения его засаливания, а также улучшению качественных показателей поверхностного слоя деталей и уменьшению количества прижогов. 2 ил.
Абразивный круг, выполненный из абразивной массы разной зернистости, отличающийся тем, что в основной абразивной массе одной зернистости в радиальном направлении размещены стержни, выполненные из абразива основной абразивной массы с добавлением абразива большей зернистости и повышенной твердости, при этом стержни размещены с образованием на периферии круга формы замкнутой симметричной синусоиды с постоянной амплитудой или с образованием формы синусоид с максимальной амплитудой в середине и затухающей к краям в чередующихся секторах.
| Абразивный круг | 1988 |
|
SU1645124A1 |
| Алмазный инструмент для обработкиКАМНя | 1978 |
|
SU837889A1 |
| Шлифовальный круг | 1983 |
|
SU1144863A1 |
| Шлифовальный круг | 1984 |
|
SU1215971A1 |
| Торцевой шлифовальный инструмент | 1988 |
|
SU1646825A1 |

