Область техники
Настоящее изобретение относится к сгибающему узлу и способу для получения сложенных упаковок с текучими пищевыми продуктами из соответствующих запечатанных пакетов.
Уровень техники
Как известно, многие пищевые продукты, такие как фруктовый сок, пастеризованное или ультрапастеризованное молоко, вино, томатный соус, и так далее, продаются в упаковках, выполненных из стерилизованного упаковочного материала.
Типичным примером такой упаковки является параллелепипедная упаковка с жидким или текучим пищевым продуктом, известная как Tetra Brik Aceptic (зарегистрированный товарный знак), изготавливаемая посредством сгибания и запечатывания полосы ламинированного упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую основной слой для жесткости и прочности, который может содержать слой волокнистого материала, например, бумаги, или полипропиленового материала с минеральным наполнителем; а также слои термосвариваемого пластикового материала, например, полиэтиленовой пленки, покрывающие обе стороны основного слоя.
В случае асептических упаковок для продуктов с длительным сроком хранения, таких как ультрапастеризованное молоко, упаковочный материал может также содержать слой газо- и светонепроницаемого материала, например, алюминиевую фольгу или пленку из этиленвинилового спирта (EVOH), ламинированные на слой термосвариваемого пластикового материала, и в свою очередь покрыт другим слоем термосвариваемого пластикового материала, образующим внутреннюю сторону упаковки, в итоге контактирующую с пищевым продуктом.
Как известно, упаковки такого типа производят на полностью автоматических упаковочных машинах, на которых образуется непрерывная труба из подаваемого из рулона упаковочного материала. Рулон упаковочного материала стерилизуют в упаковочной машине, например, посредством нанесения вещества химической стерилизации, такого как раствор перекиси водорода, который, когда стерилизация завершена, удаляют с поверхностей упаковочного материала, например, путем испарения посредством нагревания. Стерилизованный таким образом рулон упаковочного материала поддерживают в закрытой стерильной среде, и сгибают и продольно запечатывают с образованием вертикальной трубы.
Трубу заполняют непрерывно вниз стерилизованным или стерильно обработанным пищевым продуктом, запечатывают, а затем разрезают вдоль равноразнесенных поперечных участков с образованием подушкообразных пакетов, которые могут быть поданы к сгибающему узлу с образованием готовых упаковок.
Более конкретно, подушкообразные пакеты, по существу, содержат основную часть, и противоположные верхнюю и нижнюю концевые части, сужающиеся от основных частей к соответствующим верхним и нижним сварным швам которые продолжаются по существу ортогонально оси пакета. Подробнее, каждая концевая часть образована парой соответствующих трапециевидных стенок, которые продолжаются между основной частью пакета и соответствующим сварным ребром.
Каждый подушкообразный пакет также содержит, для каждой верхней и нижней концевой части, продолговатое, по существу, прямоугольное ребро, выступающее из соответствующего сварного шва; и пару по существу треугольных клапанов, выступающих из противоположных сторон соответствующей концевой части и образованных соответствующими трапециевидными стенками.
Концевые части прижимают друг к другу посредством сгибающего узла с образованием плоских противоположных торцевых стенок пакета, в это же время сгибая клапаны верхней части на соответствующие боковые стенки основной части и клапаны нижней части на нижний сварной шов.
Известны упаковочные машины для получения упаковок описанного выше типа, обычно содержащие:
- входной конвейер;
- сгибающий узел, принимающий подушкообразные пакеты от входного конвейера и выполненный для сгибания этих подушкообразных пакетов с образованием параллелепипедных упаковок;
- передаточный узел для передачи вертикально стоящих запечатанных сложенных упаковок, расположенный по ходу после сгибающего узла и принимающий запечатанные упаковки от сгибающего узла; и
- выходной конвейер, который принимает сложенные упаковки от передаточного узла и перемещает их от упаковочной машины.
Например, из EP-В-0887261 (Заявитель) известны сгибающие узлы, которые обычно содержат:
- цепной конвейер для подачи пакетов непрерывно вдоль пути формования от входного рабочего места к выходному рабочему месту; и
- некоторое количество сгибающих устройств, расположенных в неподвижных положениях относительно пути формования и взаимодействующих с упаковками, чтобы осуществлять на них соответствующие операции сгибания;
- термосваривающее устройство, воздействующее на соответствующие треугольные каждой сгибаемой упаковки, чтобы плавить наружный слой упаковочного материала и запечатывать клапаны на соответствующие стенки упаковки; и
- прижимное устройство, взаимодействующее с каждой упаковкой для удерживания треугольных частей на соответствующих стенках, пока эти части остывают.
Подробнее, цепной конвейер содержит верхнюю прямую ветвь, нижнюю прямую ветвь и две изогнутые части, которые являются противоположными друг другу и соединяют, на соответствующих противоположных сторонах, верхнюю и нижнюю ветви.
Точнее, оси упаковок наклонены немного назад относительно вертикального направления, когда они подаются к цепному конвейеру на входном рабочем месте, и являются, по существу, вертикальными, когда упаковки подаются вдоль верхней ветви. К тому же, сложенные упаковки наклонены немного вперед относительно вертикального направления, когда они достигают выходного рабочего места.
Иначе говоря, во время перемещения вдоль пути формования, упаковки и соответствующие сложенные упаковки расположены над цепным конвейером и, следовательно, постоянно поддерживаются им.
Прижимное устройство содержит три бесконечных ремня, которые образуют, между ними и вместе с верхней ветвью цепи, формовочный проход, имеющий постоянное прямоугольное сечение, и образующий наружный контур готовых пакетов.
Передающие узлы известны, например, из EP-B-0887268, зарегистрированного на имя этого же Заявителя.
Подробнее, известные передающие узлы перемещают пакеты последовательно вдоль пути от входного рабочего места к выходному рабочему месту, и одновременно придают пакетам вертикальную ориентацию от входного положения, в котором пакеты расположены с их осью, наклоненной приблизительно на 15° к горизонтали, в выходное положение, в котором пакеты расположены с их осью, ориентированной, по существу, вертикально.
Более конкретно, входное положение передаточного узла, по существу, совпадает с выходным рабочим местом сгибающего узла.
Известные передающие узлы, по существу, содержат вращающийся элемент, имеющий некоторое количество толкающих рычагов, которые взаимодействуют с соответствующими пакетами для толкания их вдоль пути; и неподвижную направляющую, которая продолжается вдоль этого пути и взаимодействует с пакетами для установки их из наклонного входного положения в выходное положение.
Несмотря на то, что они являются эффективными, упаковочные машины описанного выше типа оставляют простор для улучшения.
Фактически, был разработан широкий диапазон измененных форм пакета, которые отличаются от формы параллелепипеда.
В частности, были разработаны упаковки со слегка скругленным или восьмиугольным поперечным сечением.
Для таких упаковок, Заявитель обнаружил, что операция формовки может требовать некоторых регулировок. Причиной этого в основном является факт того, что формовочный проход должен быть в этом случае многоугольным, тогда как бесконечные ремни имеют, по существу, плоские поверхности, взаимодействующие со сложенным пакетом.
К тому же, Заявитель обнаружил, что эти модифицированные упаковки имеют склонность к вращению вокруг их собственной оси, по мере того как они подаются от входного к выходному положению.
В результате, существует некоторый риск того, что повернутые пакеты остановятся вдоль пути, образованного передаточным узлом, и приведут к остановке передаточного узла и, следовательно, всей упаковочной машины.
Сущность изобретения
Задача настоящего изобретения состоит в создании сгибающего узла машины для упаковки текучих пищевых продуктов, обеспечивающего простое, недорогое решение для преодоления по меньшей мере одной из описанных выше проблем, обычно связанных с известным сгибающим узлом.
По изобретению, предлагается сгибающий узел для получения сложенных упаковок с текучими пищевыми продуктами из соответствующих запечатанных пакетов, как заявлено в п.1 прилагаемой формулы изобретения.
Настоящее изобретение также предлагает способ получения сложенных упаковок с текучими пищевыми продуктами из соответствующих запечатанных пакетов, как заявлено в п.11 прилагаемой формулы изобретения.
Краткое описание чертежей
Предпочтительный, неограничивающий вариант выполнения изобретения далее описан в качестве примера со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 - вид сбоку, с частями, удаленными для ясности, сгибающего узла в соответствии с настоящим изобретением для получения сложенных упаковок с текучими пищевыми продуктами из запечатанных подушкообразных пакетов;
Фиг. 2 - увеличенный вид сбоку сгибающего узла с Фиг. 1, с частями, удаленными для ясности;
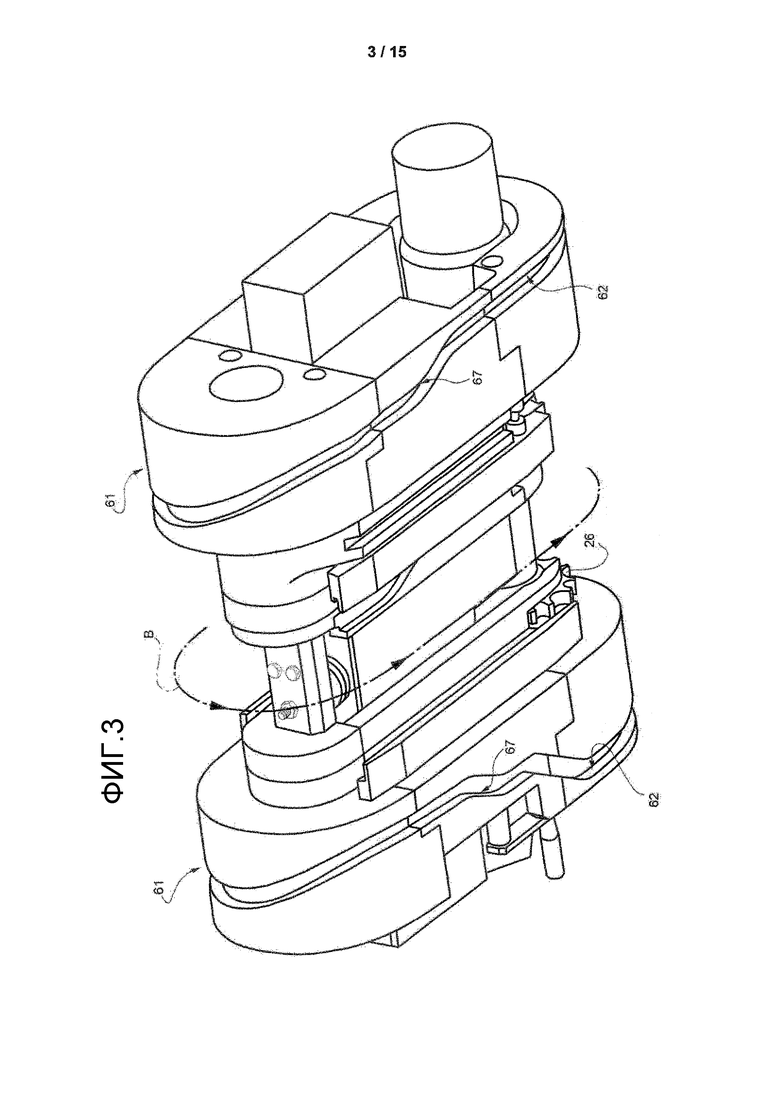
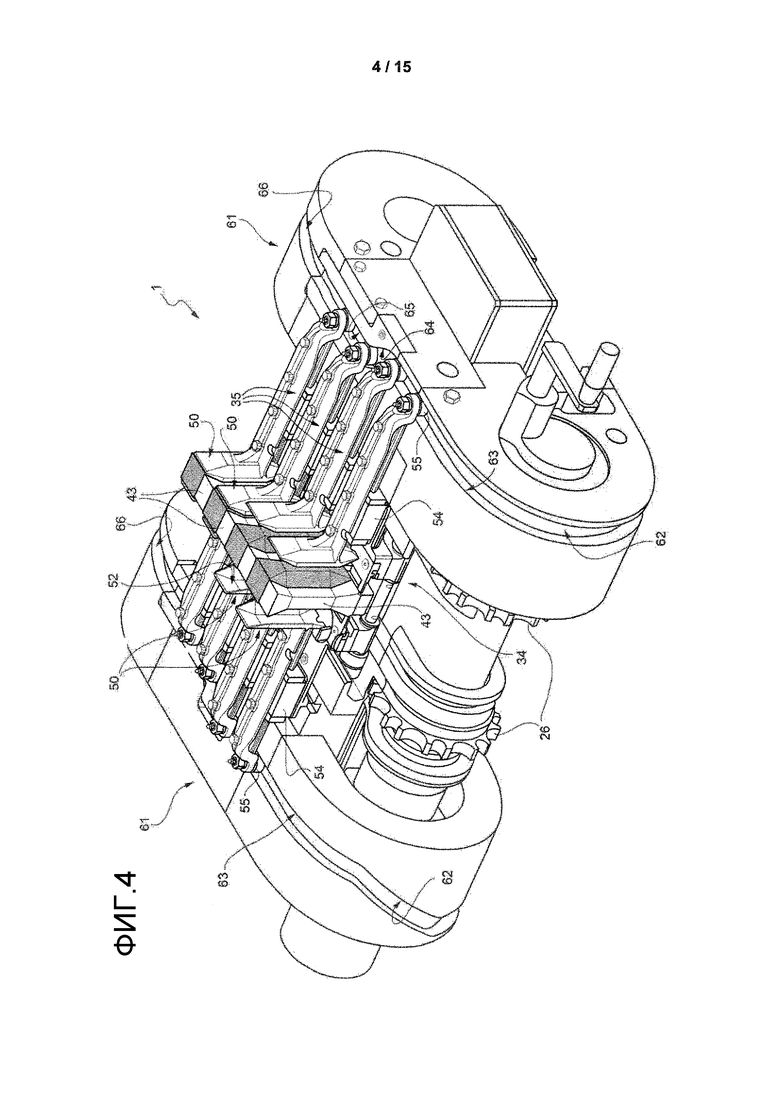
Фиг. 3 и 4 - соответственно виды в перспективе снизу и сверху, с частями, удаленными для ясности, сгибающего узла с Фиг. 2;
Фиг. 5 - вид в перспективе, с частями, удаленными для ясности, нижней части сгибающего узла по Фиг. 1-4;
Фиг. 6-10 - виды некоторых компонентов узла по Фиг. 1-5 в разных рабочих состояниях;
Фиг. 11-14 - виды в перспективе дополнительных компонентов сгибающего узла по Фиг. 1-5; и
Фиг. 15 - увеличенный вид в перспективе пакета, подаваемого в сгибающий узел по Фиг. 1-14.
Подробное описание вариантов выполнения изобретения
Позицией 1 на Фиг. 1 обозначен в целом сгибающий узел для упаковочной машины (не показанной) для непрерывного производства запечатанных упаковок 2 с текучим пищевым продуктом, таким как пастеризованное или ультрапастеризованное молоко, фруктовый сок, вино, и так далее, из известной трубы упаковочного материала (не показана).
Труба образуется известным образом перед узлом 1 посредством продольного сгибания и запечатывания известного рулона (не показан) термосвариваемого листового материала, который может содержать основной слой для жесткости и прочности, который может быть образован посредством слоя волокнистого материала, например, бумаги, или полипропиленового материала с минеральным наполнением, и некоторое количество слоев термосвариваемого пластикового материала, например, полиэтиленовой пленки, покрывающего обе стороны основного слоя. В случае асептической упаковки 2 для продуктов с длительным сроком хранения, таких как ультрапастеризованное молоко, упаковочный материал может также содержать a слой газо- и светонепроницаемого материала, например, алюминиевую фольгу или пленку этиленвинилового спирта (EVOH), который наложен на слой термосвариваемого пластикового материала, и в свою очередь покрыт другим слоем термосвариваемого пластикового материала, образующим внутреннюю сторону упаковки 2, в итоге контактирующую с пищевым продуктом.
Затем трубу упаковочного материала заполняют упаковываемым пищевым продуктом, запечатывают и разрезают вдоль равноразнесенных поперечных участков с образованием множества подушкообразных пакетов 3 (Фиг. 15), которые затем передают к узлу 1, в котором их механически сгибают с образованием соответствующих упаковок 2.
В качестве альтернативы, упаковочный материал может быть нарезан на заготовки, которые формуют в упаковки 2 формующими шпинделями, и упаковки 2 заполняют пищевым продуктом и запечатывают. Одним примером такой упаковки является упаковка со щипцовым верхом, известная как Tetra Rex (зарегистрированный товарный знак).
Подробнее, подушкообразные пакеты 3 подают к узлу 1 посредством входного конвейера 41 (Фиг. 1), который описан более подробно в Европейской заявке данного заявителя "Подающий узел и способ подачи запечатанных подушкообразных пакетов с текучими пищевыми продуктами к сгибающему узлу", поданной одновременно с данной заявкой.
Узел 1 также подает сложенную упаковку 2 к выходному конвейеру 42, показанному на Фиг. 1.
На Фиг. 15 показан вариант выполнения упаковки 2, имеющей продольный сварной шов 4, образованный для получения трубы упаковочного материала из рулона, согнутого в цилиндр, и продолжающуюся вдоль одной стороны каждого пакета 3, запечатанного на противоположных концах соответствующими поперечными сварными швами 5, 6 перпендикулярными продольному сварному шву 4 и соединенными с ним.
Каждый пакет 3 имеет ось A и содержит основной корпус 7 и противоположные, соответственно верхнюю и нижнюю, концевые части 8, 9 сужающиеся от основного корпуса 7 к соответствующим поперечным сварным швам 5, 6.
Основной корпус 7 каждого пакета 3 ограничен сбоку четырьмя боковыми стенками 10a, 10b и четырьмя угловыми стенками 11, чередующимися друг с другом, в варианте выполнения, показанном на Фиг. 15.
Стенки 10a (10b) противоположны друг другу. Точно таким же образом, стенки 11 попарно противоположны друг другу.
Каждая стенка 10a, 10b содержит центральный прямоугольный участок 13 и два противоположных, соответственно верхний и нижний, концевых участка 14, которые расположены между участком 13 и концевыми частями 8, 9 пакета 3.
Подробнее, участки 13, по существу, параллельны оси A. Каждый концевой участок 14, по существу, имеет форму равнобедренной трапеции, которая немного наклонена относительно оси A, и имеет больший угол, образованный соответствующими концевыми частями 8, 9.
Каждая стенка 11 содержит центральный прямоугольный участок 15 и пару противоположных, соответствующих верхнего и нижнего концевых участков 16, которые расположены между участком 15 и концевыми частями 8, 9 пакета 3.
Подробнее, участки 15, по существу, параллельны оси A. Каждый концевой участок 16, по существу, имеет форму равнобедренного треугольника, который немного наклонен относительно оси A и который сходится от соответствующего участка 15 к соответствующим концевым частям 8, 9.
Каждая концевая часть 8, 9 образована двумя стенками 12, каждая из которых, по существу, имеет форму равнобедренной трапеции, которые немного наклонены друг к другу по отношению к плоскости, перпендикулярной оси A, и имеют меньшие края, образованные соответствующими концевыми краями частей 14 соответствующей стенки 10a, и большие края, присоединенные друг к другу посредством соответствующих сварных швов 5, 6.
Продольный сварной шов 4 продолжается между поперечными сварными швами 5 и 6, и вдоль всей одной стенки 10a и соответствующих стенок 12 та той же стороне, что и стенка 10a.
Каждый пакет 3 также содержит, для каждой концевой части 8, 9, соответствующее, по существу, продолговатое прямоугольное концевое ребро 17, 18 выступающее в направлении оси А от соответствующего пакета 3; и два по существу треугольных клапана 19, 20 выступающие поперечно на противоположных сторонах основного корпуса 7 и образованные концевыми частями соответствующих стенок 12.
Точнее, каждое концевое ребро 17, 18 выступает в направлении, ортогональном оси A.
Для того, чтобы образовать упаковку 2, узел 1 прижимает концевые части 8, 9 соответствующего пакета 3 вниз плоско друг к другу, и в это же время сгибает соответствующие ребра 17, 18 на концевые части 8, 9.
К тому же, узел 1 сгибает клапаны 20 на верхние участки 14 соответствующих стенок 10b и сгибает клапаны 19 на ранее согнутое ребро 17, на противоположной стороне концевой части 9.
Как видно на Фиг. 1, 2 и 15, узел 1, по существу, содержит:
- раму 29;
- бесконечный конвейер 34 для подачи пакетов 3 непрерывно вдоль пути формования B от входного рабочего места 21 к выходному рабочему месту 22 (оба показаны только схематично);
- сгибающее средство 23, которое циклично взаимодействует с каждым пакетом 3 для уплощения концевой части 8, сгибания соответствующего ребра 17 на концевую часть 8, и сгибания клапанов 19 на ранее уплощенную концевую часть 8 на противоположной стороне концевой части 9;
- сгибающее средство 24 для уплощения концевой части 9, сгибания соответствующего ребра 18 на часть 9 и сгибания клапанов 20 к оси A и концевой части 9;
- нагревающее устройство 27, воздействующее на загнутые клапаны 19, 20 для плавления наружного слоя упаковочного материала и запечатывания клапанов 19, 20 перед тем, как они будут придавлены к концевой части 8 и соответствующим стенкам 10b соответственно; и
- прижимающее устройство 28, взаимодействующее с каждым пакетом 3 для удерживания клапанов 19 на уплощенных ребрах 17, пока клапаны 19 остывают.
Нагревающее устройство 27, в частности, расположено между сгибающим средством 23 и прижимающим устройством 28 вдоль пути формования B.
Как видно в частности на Фиг. 2, 4, 5 и 6, конвейер 34 в основном содержит бесконечный транспортный элемент, в показанном примере цепь 60, образованный посредством множества взаимно шарнирно соединенных жестких модулей или звеньев 35 и петлеобразно установленный вокруг пары соосных ведущих звездочек 26 и кулачка 25.
Цепь 60 содержит прямую горизонтальную верхнюю ветвь 30, нижнюю ветвь 31, по существу, параллельную ветви 30, и две изогнутые С-образные части 32, 33, которые расположены с их вогнутыми сторонами, обращенными друг к другу и соединяют ветви 30 и 31; более конкретно, С-образная часть 32 взаимодействует с ведущими звездочками 26, тогда как С-образная часть 33 взаимодействует с кулачком 25.
Каждое звено 35 содержит по существу плоскую плиту 36 для поддерживания соответствующего пакета 3, и лопатку 43, которая выступает перпендикулярно из плиты 36 на стороне, противоположной ведущим звездочкам 26 и кулачку 25, и которая взаимодействует с соответствующей стенкой 10 соответствующего пакета 3 и толкает его для движения вдоль пути B.
Кулачок 25 описан более подробно в Европейской заявке «Сгибающий узел для получения сложенных упаковок с текучими пищевыми продуктами из соответствующих запечатанных пакетов", поданной одновременно с настоящей заявкой.
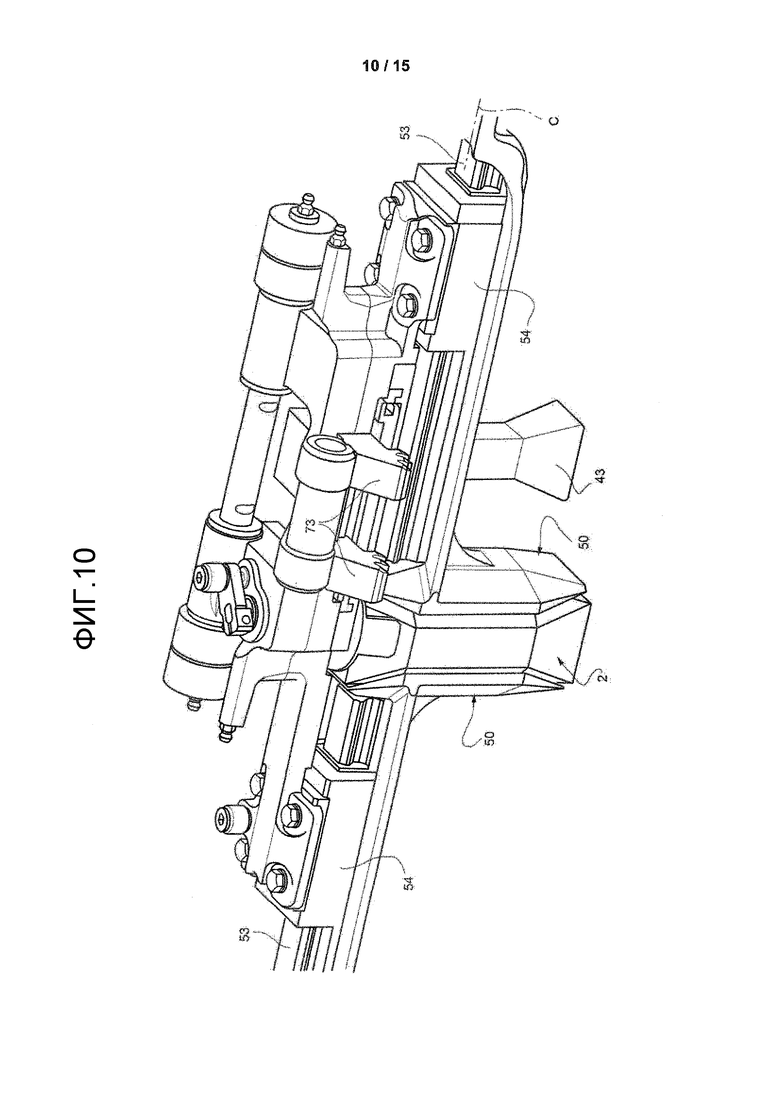
Выгодным образом, узел 1 содержит (Фиг. 5 и 6) множество пар оболочек 50, которые обладают возможностью перемещения вместе вдоль пути B и перемещения в направлении C, поперечном пути B; причем оболочки 50 каждой пары могут быть расположены в:
- полностью закрытом положении, в котором они оказывают давление на соответствующую упаковку 3, чтобы завершить на ней операцию сгибания; и
- открытом положении, в котором они отделены от сложенной упаковки 2 (Фиг. 5 и 6).
К тому же, оболочки 50 могут быть расположены также в закрытом положении, в котором они захватывают сложенную упаковку 2, но, по существу, не оказывают на нее какого либо давления.
Подробнее, рабочее место 21 образовано С-образной частью 32, и рабочее место 22 образовано нижней ветвью 31 в положении ближе к С-образной части 32, чем к С-образной части 33.
Путь B содержит, в порядке от рабочего места 21 к рабочему месту 22:
- часть P, начинающуюся от рабочего места 21, содержащую изогнутый и прямой участки P1, P2, вдоль которых пакеты 3 сгибаются в соответствующие упаковки 2;
- изогнутую часть Q, вдоль которой сложенные упаковки 2 переворачиваются на 180 градусов; и
- прямую часть R, расположенную по ходу после изогнутой части Q и по ходу перед рабочим местом 22.
Подробнее, участок P1 образован частью С-образной части 32, и участок P2 образован верхней ветвью 30 цепи 60. Часть Q образована С-образной частью 33, и часть R образована частью нижней ветви 31 цепи 60.
Сгибающее средство 23 циклично взаимодействует с каждым пакетом 3 вдоль части P.
Сгибающее средство 24 образовано звеньями 35 и, следовательно, перемещается вместе с цепью 60 вдоль пути B.
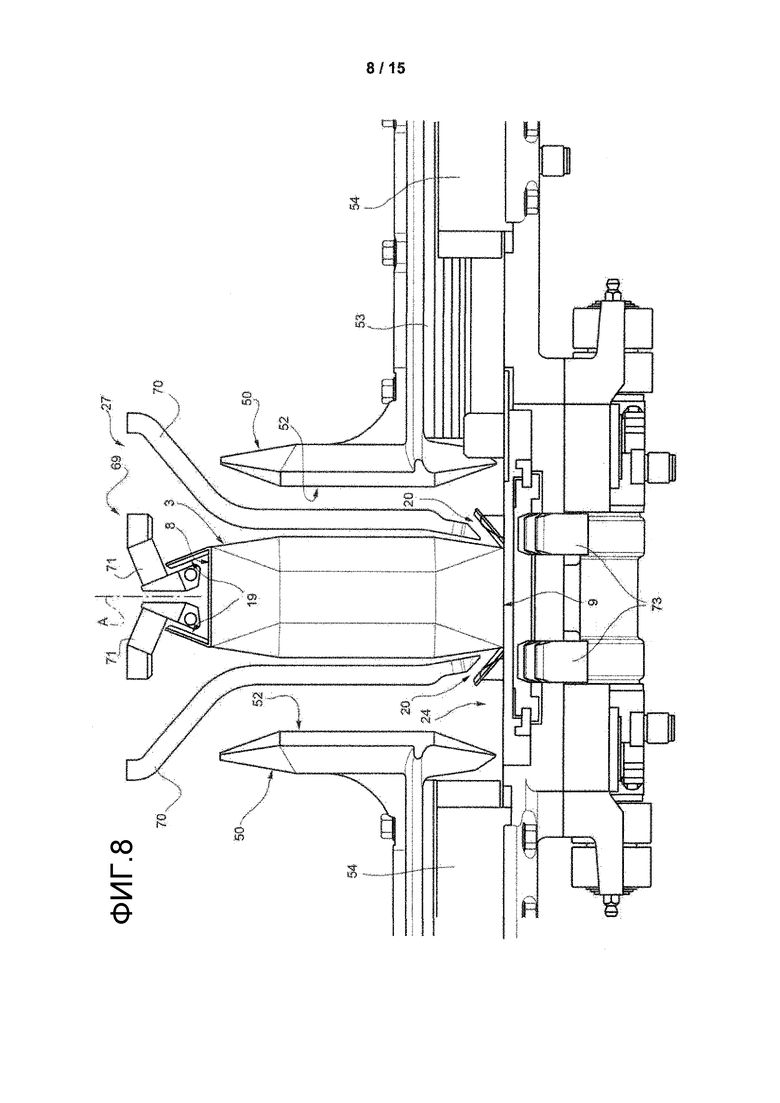
Подробнее, сгибающее средство 24 сплющивает концевую часть 9, сгибает соответствующее ребро 18 на часть 9 и сгибает клапаны 20 к оси A и концевой части 8, по мере того, как соответствующая упаковка 2 перемещается вдоль участка P1 пути P (Фиг. 8).
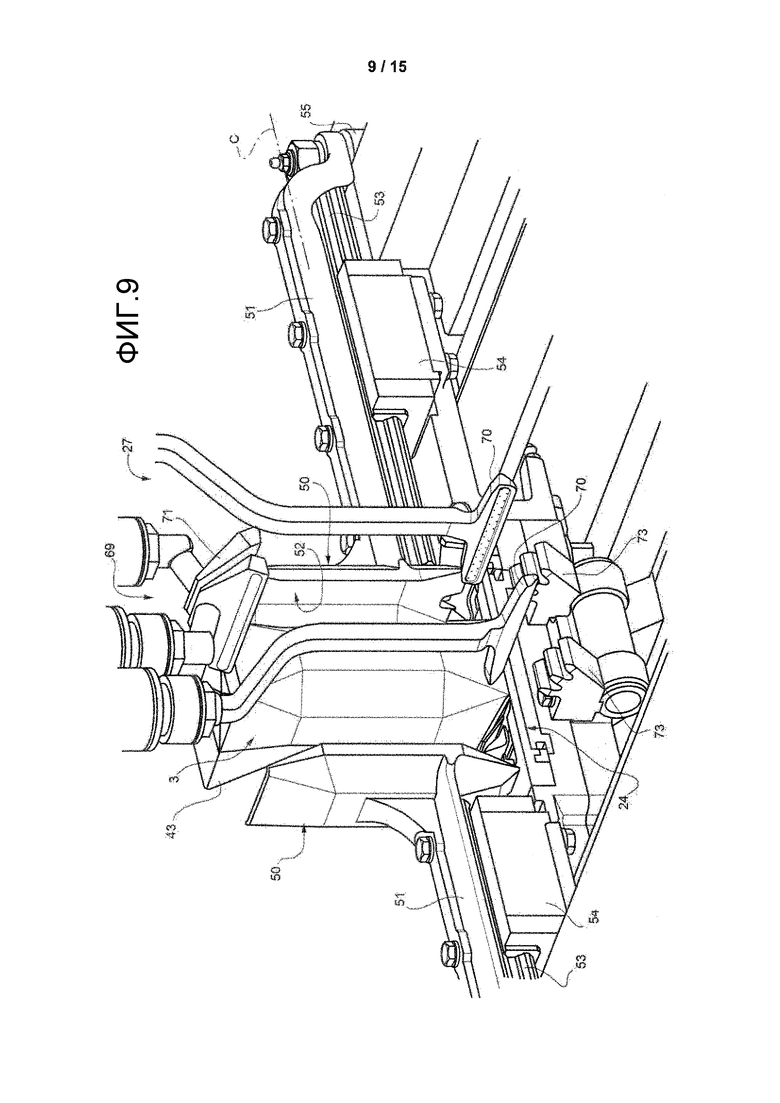
Нагревающее устройство 27 воздействует на загнутые клапаны 19, 20 для плавления наружного слоя упаковочного материала и запечатывания клапанов 19, 20 перед тем, как они будут придавлены к концевой части 8 и соответствующим стенкам 10b соответственно, по мере того, как упаковка 2 перемещается вдоль участка P2 части P (Фиг. 9).
Подробнее, оболочки 50 каждой пары циклично перемещаются согласно следующему рабочему циклу.
Оболочки 50 каждой пары расположены в открытом положении на рабочем месте 21, перемещаются из открытого положения в полностью закрытое положение вдоль участка P1 и начальной части участка P2, и достигают полностью закрытого положения вдоль остальной части участка P2. В показанном варианте выполнения, оболочки 50 достигают полностью закрытого положения по ходу после нагревающего устройства 27 и по ходу перед прижимающим устройством 28 по направлению движения цепи 60.
Когда оболочки 50 располагаются в полностью закрытом положении, они оказывают некоторое давление на соответствующие стенки 10b и 11, смежные с ними.
Точнее, при перемещении между открытым и полностью закрытым положением вдоль участка P2 части P, оболочки 50 каждого звена 35 осуществляют две функции:
- во-первых, они завершают сгибание клапанов 20 на верхние участки 14 соответствующих стенок 10b; и
- затем, они прижимают клапаны 20, которые были ранее загнуты и нагреты, на участки 14 соответствующих стенок 10b.
К тому же, оболочки 50 каждой пары перемещаются из полностью закрытого положения в закрытое положение в начале части Q.
Вдоль части Q, оболочки 50 перемещаются вместе параллельно направлению C и относительно соответствующей лопатки 43 (Фиг. 6).
В показанном варианте выполнения, оболочки отходят относительно друг друга на расстояние, например, of 2-4 мм, когда они перемещаются из полностью закрытого в закрытое положение.
Далее в настоящем описании, только одно звено 35 будет описано подробнее, так как понятно, что все звенья 35 идентичны друг другу.
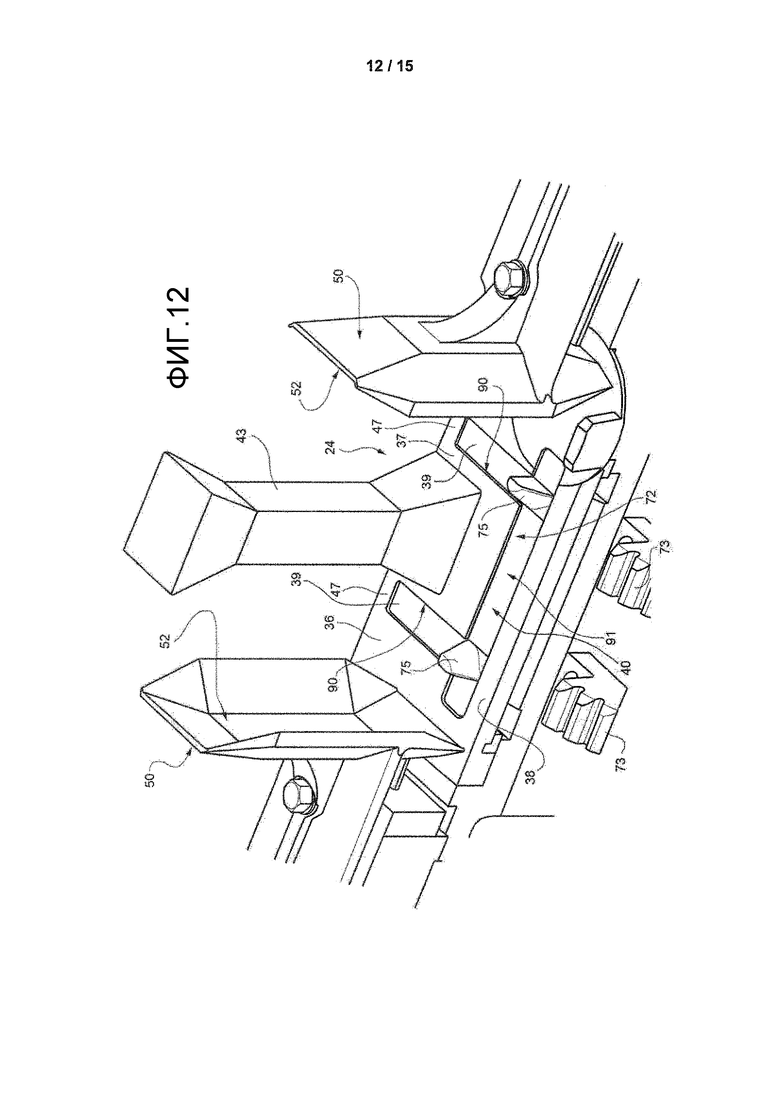
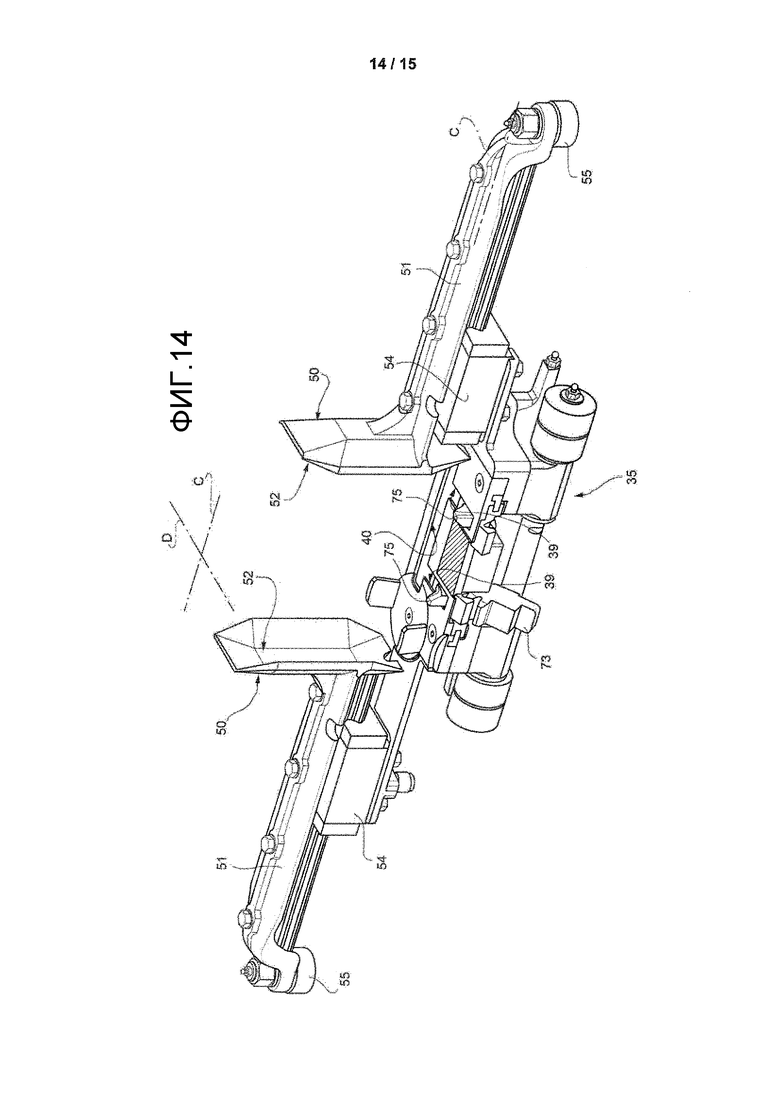
Звено 35 содержит (Фиг. 12-14):
- плиту 36;
- лопатку 43;
- пару оболочек 50, которые могут перемещаться относительно лопатки 43 по направлению C;
- пару рычагов 51, присоединенных к соответствующим оболочкам 50, продолговатых параллельно направлению C и содержащих каждое соответствующий ползун 53; и
- пару направляющих 54, которые продолжаются на противоположных сторонах соответствующей лопатки 43 по направлению C, и относительно которых ползуны 53 перемещаются параллельно направлению C.
Как показано опять же на Фиг. 1 и 2, плита 36 под пакетом 3 (или упаковкой 2) и, таким образом, поддерживает пакет или упаковку вдоль части P и начального участка части Q пути формования B.
Наоборот, плита 36 расположена над упаковкой 2 вдоль части R пути формования B. Соответственно, сложенная упаковка 2 отпускается, под действием силы тяжести, на рабочем месте 22, к конвейеру 42.
Оболочки 50 образуют, на их сторонах, противоположных рычагу 51, соответствующие поверхности 52, которые выполнены для взаимодействия с пакетом 3 и обращены друг к другу.
Поверхности 52 являются зеркальными отражениями боковой поверхности сгибаемых пакетов 3, чтобы управлять итоговой формой упаковок 2.
В показанном варианте выполнения, каждая поверхность 52 является зеркальным отражением соответствующих стенок 10b и частей соответствующих стенок 11.
Каждый рычаг 51 содержит, на его конце, противоположном соответствующей оболочке 50, ролик 55.
Каждый ползун 53 расположен между соответствующими оболочками 50 и роликами 55 соответствующего рычага 51. К тому же, каждый ползун 53 может скользить параллельно направлению C относительно направляющей 54.
В показанном варианте выполнения, каждый рычаг 51 выполнено как единое целое с соответствующей оболочкой 50.
Лопатки 43 являются зеркальным отражением формы стенок 10 и части соответствующих стенок 11, с которой они взаимодействуют.
Плита 36 звена 35 содержит (Фиг. 12 и 13):
- прямоугольную часть 37, из которой выступает лопатка 43; и
- контурную часть 38, которая окружает часть 37.
Плита 36 звена 35 также образует:
- пару сквозных щелей 39, которые расположены в противоположных боковых сторонах лопатки 43 и являются продолговатыми по направлению D, касательного к пути формования B и ортогонального направлению C;
- сквозную щель 40, которая сообщается с щелями 39, расположена после щелей 39 и части 37 по ходу движения цепи 60, и которая продолжается параллельно направлению C.
Щели 39 расположены на боковых сторонах части 37, и щели 39, 40 образованы между частями 37, 38.
Щели 39 продолжаются, по направлению D, между щелью 40 и соответствующими мостами 47, которые интегрально соединяют части 36, 37.
Щель 40 продолжается параллельно направлению C.
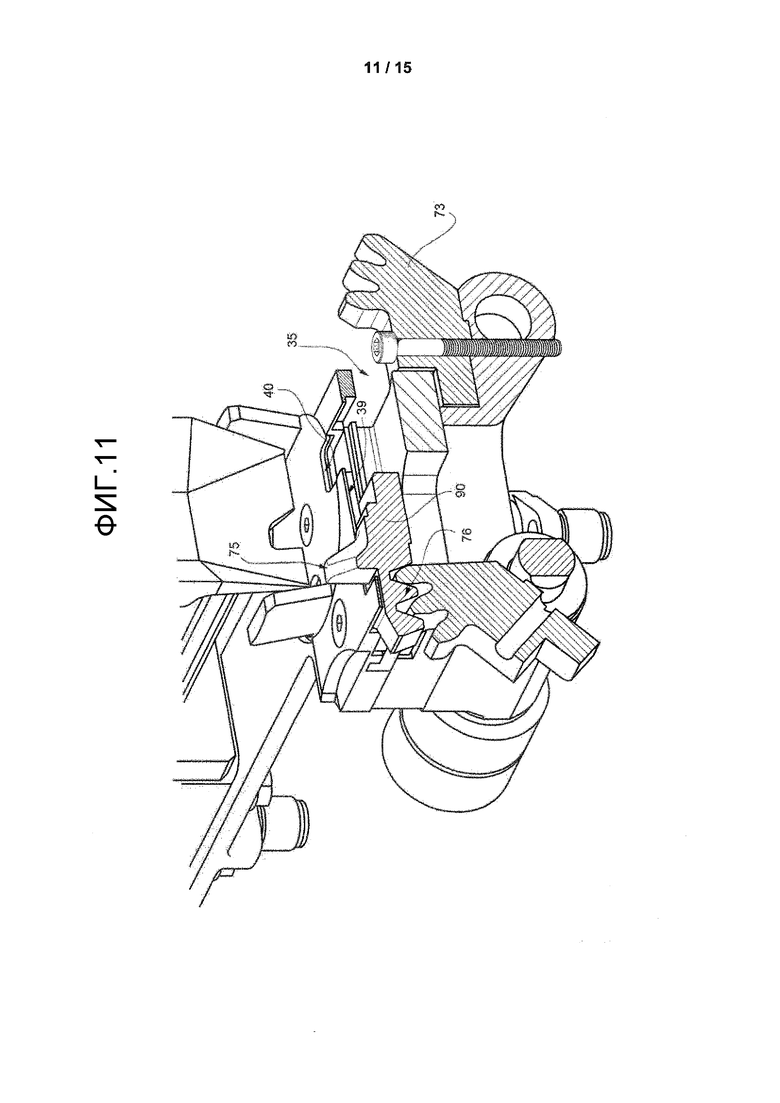
Сгибающее средство 24 преимущественно содержит, для каждого звена 35:
- плиту 36, перемещаемую вместе с лопаткой 43 вдоль пути формования B; и
- С-образную перемещаемую плиту 72, которая может перемещаться по направлению D относительно лопатки 43 и плиты 36 между первым положением (Фиг. 12), в котором она зацепляется с щелью 40, чтобы сгибать расположенное в ней концевой ребро 18, и вторым положением (Фиг. 13), в котором она освобождает щель 40.
В частности, щель 40 остается открытой, когда плита 72 находится во втором положении.
Звено 35 также содержит пару зубчатых секторов 73, которые смещены вдоль соответствующего направления C и которые выступают из звена 35 после плиты 36 по ходу движения цепи 60.
Плита 72 интегрально содержит два рычага 90, расположенные на боковых сторонах лопатки 43, и центральный элемент 91, расположенный между рычагами 90.
Каждый рычаг 90 содержит клин 75, расположенный на стороне лопатки 43, и зубчатую рейку 76 (Фиг. 11), расположенную на стороне кулачка 25 и звездочки 26.
Элемент 91 расположен внутри щели 40, когда плита 72 находится в первом положении, и расположен выше по потоку от щели, когда плита 72 находится во втором положении.
В показанном варианте выполнения, клинья 75 имеют треугольное поперечное сечение и сходятся к среднему направлению звена 35.
Клинья 75 расположены по ходу после зубчатых реек 76 по направлению движения цепи 60.
Зубчатые секторы 73 каждого звена 35 зацепляются с зубчатыми рейками 76 последующего звена 35 по направлению движения цепи 60 (Фиг. 11).
Плита 72 расположена во втором положении на рабочем месте 21, перемещается из второго в первое положение вдоль участка P1 пути B, остается в первом положении вдоль участка P2 пути B, перемещается из первого во второе положение вдоль части Q пути B, и остается во втором положении вдоль части R пути B и от рабочего места 22 к рабочему месту 21.
Точнее, ребро 18 пакеты 3 расположено внутри открытой щели 40 звена 35 на рабочем месте 21. Когда плита 72 звена 35 перемещается в первое положение и зацепляет щель 40, ребро 18 сгибается на концевую часть 8. В это же время, клинья 75 поднимают клапаны 20 к концевой части 8 и сгибают клапаны 20 относительно оси A, пока они не достигнут положения, показанного на Фиг. 8.
Соответствующие оболочки 50, при перемещении из открытого в полностью закрытое положение, прижимают клапаны 20 к верхним участкам 14 соответствующих стенок 12, после сгибающего средства 23 и нагревающего устройства 17 по ходу движения цепи 60.
Узел 1 также содержит пару кулачков 61 (Фиг. 3 и 4), выполненных с возможностью управления перемещением каждой пары оболочек 50 между соответствующими полностью закрытым, закрытым положением и открытым положением, по мере того, как каждая пара оболочек 50 продвигается вдоль пути B.
К тому же, кулачки 61 также управляют перемещением каждой пары оболочек 50 совместно друг с другом по направлению C и относительно лопатки 43 соответствующего звена 35.
Подробнее, кулачки 61 расположены на противоположных боковых сторонах цепи 60.
Один кулачок 61 содержит канавку 62, в которой зацеплены ролики 55 первых оболочек 50.
Другой кулачок 61 содержит дополнительную канавку 62, в которой зацеплены ролики 55 вторых оболочек 50
Как видно на Фиг. 3-5, канавки 62 содержат, в порядке от рабочего места 21 к рабочему месту 22:
- соответствующие прямые части 63, которые выполнены с возможностью удерживания оболочек 50 каждой пары в открытом положении;
- соответствующие сходящиеся части 64 которые выполнены с возможностью перемещения оболочек 50 из соответствующего открытого в соответствующее полностью закрытое положение вдоль участка P2 пути P;
- соответствующие прямые части 65, которые выполнены с возможностью удерживания оболочек 50 каждой пары в соответствующем полностью закрытом положении;
- соответствующие изогнутые части 66, которые выполнены с возможностью перемещения оболочек 50 из соответствующего полностью закрытого в соответствующее закрытое положение; причем изогнутые части 66 также перемещают оболочки 50 относительно соответствующей лопатки 43 и параллельно соответствующим направлениям C; и
- соответствующие изогнутые части 67, которые выполнены с возможностью перемещения оболочек 50 из соответствующего закрытого в соответствующее открытое положение.
Сгибающее средство 23 содержит направляющий элемент 45, установленный в неподвижном положении между рабочим местом 21 и нагревающим устройством 27 (Фиг. 1).
Направляющий элемент 45 образует контрповерхность 46 (Фиг. 1), сходящуюся к цепи 60 и взаимодействующую со скольжением с концевой частью 9 каждого пакета 3 для сдавливания и уплощения концевой части 9 к цепи 60.
Рама 29 также содержит пару неподвижных сторон 68 (только одна из которых показана на Фиг. 1) для поперечного удерживания пакетов 3 вдоль пути B, расположенных на противоположных сторонах цепи 60, и продолжающихся между рабочим местом 21 и нагревающим устройством 27.
Нагревающее устройство 27 содержит (Фиг. 1, 8 и 9):
- воздушный агрегат 69, прикрепленный к раме 29;
- пару первых форсунок 70, присоединенных к агрегату 69 и выполненных с возможностью направления горячего воздуха на клапаны 20 каждого пакета 3 перед тем, как каждый пакет 3 достигнет конечного прижимающего устройства 28; и
- пару вторых форсунок 71, присоединенных к агрегату 69 и выполненных с возможностью направления горячего воздуха на клапаны 20 каждого пакета 3 перед тем, как соответствующая пара оболочек 50 достигнет полностью закрытого положения.
Прижимающее устройство 28 содержит (Фиг. 1) ремень 80, надетый на ведущее колесо 81 и ведомое колесо 82. Ремень 80 содержит, на его наружной поверхности, противоположной колесам 81, 82, множество выступов 83, которые выполнены для прижатия клапанов 19 каждого пакета 3 на соответствующее ребро 17.
Объем каждой формуемой упаковки 2 регулируется, по ходу после нагревающего устройства 27, внутри отсека, ограниченного:
- лопатками 43 соответствующего звена 35 и расположенного непосредственно после звена 35, по ходу движения цепи 60;
- оболочками 50 соответствующего звена 35, которые расположены в полностью закрытом положении;
- плитой 72 соответствующего звена 35, расположенной во втором положении; и
- ремнем 80.
Работа узла 1 будет описана со ссылкой на один пакет 3 и соответствующее звено 35 в исходный момент, когда пакет 3 подается от входного конвейера к цепи 60 на рабочем месте 21 пути B.
В этом состоянии, звено 35 перемещается в начале участка P1, и, следовательно, щель 40 открыта. К тому же, оболочки 50 располагаются в открытом положении.
Подробнее, пакет 3 расположен с концевым ребром 18, обращенным к плите 72 звена 35, и скользит на одной стенке 10a вдоль соответствующей лопатки 43, так что ребро 18 параллельно лопатки 43, до тех пор, пока ребро 18 не войдет в щель 40.
В этом состоянии пакет 3 расположен над плитой 36 звена 35, и, следовательно, поддерживается ей.
По мере того, как звено 35 перемещается вдоль участка P1 и части участка P2, контрповерхность 46 взаимодействует со скольжением с концевой частью 8 пакета 3. Таким образом, части 8 и 9 сплющиваются друг к другу, ребро 17 сгибается на часть 8, и клапаны 20 загибаются относительно части 8 к оси A и на противоположную сторону части 8, как показано на Фиг. 9.
В это же время, каждые два последующих звена 35 сближаются друг с другом вдоль участка P1. Таким образом, зубчатые рейки 76 последующего звена 35 толкаются зубчатыми секторами 73 предшествующего звена 35 по направлению движения цепи 60 вдоль участка P1 пути формования B.
Соответственно, плита 72 последующего звена 35 перемещается из второго положения в первое положение, в котормо она зацепляет щель 40.
По мере того, как плита 72 зацепляет щель 40, ребро 18 сгибается на концевую часть 9. Одновременно, клинья 75 поднимают клапаны 20 к концевой части 8 и сгибают клапаны 20 относительно оси A, как показано на Фиг. 8 и 9.
По мере того, как звено 35 перемещается вдоль участка P2, оболочки 50 перемещаются из открытого положения в полностью закрытое положение, и плита 72 расположена в первом положении.
Перед тем, как оболочки 50 достигнут пакета 3, форсунки 70, 71 направляют воздух на клапаны 19, 20 пакета 3, чтобы частично и местно расплавить упаковочный материал клапанов 19, 20 (Фиг. 9).
Сразу после этого, оболочки 50 входят в контакт со стенками 10b, 11 пакета 3, и прижимают клапаны 20 на соответствующие верхние участки 14 стенок 11, пока клапаны 20 остывают. В этом состоянии, оболочки 50 расположены в полностью закрытом положении.
Затем пакет 3 располагают под ремнем 80, и выступы 83 прижимают клапаны 20 на часть 9, пока клапаны 20 остывают.
В этом состоянии, объем сложенной упаковки 2 управляется двумя лопатками 43 соответствующих последовательных звеньев 35, оболочками 50, расположенными в полностью закрытом положении, и выступами 83 ремня 80.
Сложенную упаковку 2 затем перемещают вдоль части Q пути P.
Вдоль части Q, оболочки 50 перемещаются относительно друг друга из полностью закрытого в закрытое положение, в котором они захватывают упаковку 2, но, по существу, не оказывают на нее никакого давления.
К тому же, оболочки 50 перемещаются вместе с упаковкой 2 относительно лопатки 43 параллельно направлению C, вдоль части Q.
Таким образом, оболочки 50 вместе со сложенной упаковкой 2 смещены от лопатки 43, у конца части Q.
Вдоль части Q, каждые два последующих звена 35 удаляются друг от друга. Таким образом, зубчатые рейки 76 последующего звена 35 отдаляются от зубчатых секторов 73 предшествующего звена 35.
Соответственно, плита 72 последующего звена 35 перемещается обратно из первого во второе положение, в котором она освобождает щель 40.
Наконец, сложенная упаковка 2 и оболочки 50, расположенные в закрытом положении, транспортируют вдоль части R.
Важно заметить, что во время опускающегося участка части Q и вдоль части R пути B, сложенная упаковка 2 расположена под плитой 36 и поддерживается оболочками 50, расположенными в закрытом положении.
На рабочем месте 22, оболочки 50 перемещаются обратно в открытое положение, и упаковка 2 опускается под действием силы тяжести к выходному конвейеру.
Будучи смещенной относительно оболочек 50 и упаковки 2, лопатка 43 не мешает опусканию упаковки 2.
Затем оболочки 50 транспортируются цепью 60 к рабочему месту 21.
Преимущества узла 1 и способа по изобретению будут понятны из предшествующего описания.
В частности, оболочки 50 находятся в закрытом положении, когда формование соответствующей упаковки 2 завершено. Таким образом, поверхности 53 оболочек 50 активно участвуют в управлении конфигурацией формуемой упаковки 2.
В результате, формование упаковок 2 осуществляется с высокой точностью и повторяемостью, даже когда упаковка 2 имеет круглое или многоугольное поперечное сечение.
К тому же, сложенные упаковки 2 удерживаются оболочками 50 вдоль части R пути B, на которой упаковки 2 находятся под соответствующими пластинами 36.
Таким образом, упаковки 2 расположены вертикально, когда они выпускаются на выходной конвейер 42 под действием силы тяжести.
В результате, устраняется потребность в передаточном узле между сгибающим узлом и выходным конвейером 42.
Соответственно, больше нет риска того, что упаковки 2 могут застрять внутри передаточного узла, независимо от формы упаковок 2.
Наконец, оболочки 50 могут перемещаться по отношению к соответствующей лопатки 43 вдоль части Q и параллельно направлению C.
Таким образом, оболочки 50 и соответствующие упаковки 2 смещены от соответствующей лопатки 43, вдоль части Q пути B и на рабочем месте 22.
Соответственно, отсутствует риск того, что лопатка 43 каждого звена 35 столкнется с соответствующей упаковкой 2, выпускаемой на рабочем месте 22.
Очевидно, могут быть выполнены изменения узла 1 и способа без выхода от объема защиты, определенного в прилагаемой формуле изобретения.
В частности, узел 1 может содержать вращающее устройство для вращения упаковок 2 перед тем, как они отпускаются на рабочем месте 22.
Узел 1 может содержать только один кулачок 61.







Сгибающий узел предназначен для получения сложенных упаковок текучих пищевых продуктов из запечатанных пакетов. Узел содержит подвижное передающее средство для подачи пакетов вдоль пути формования и выдачи сложенных упаковок на выходном рабочем месте и сгибающее средство, взаимодействующее с каждым пакетом для осуществления по меньшей мере одной операции сгибания на пакете, а также содержит по меньшей мере одну пару оболочек, которые выполнены с возможностью совместного перемещения вдоль пути формования и с возможностью перемещения относительно друг друга по направлению (С), поперечному пути формования. Оболочки каждой пары выполнены с возможностью их установки по направлению (С) по меньшей мере в полностью закрытом положении, в котором они оказывают давление на соответствующий пакет, чтобы по меньшей мере завершить операцию сгибания на соответствующем пакете, и открытом положении, в котором они отделены от соответствующей сложенной упаковки. При этом передающее средство содержит по меньшей мере один поддерживающий элемент, верхнюю ветвь, вдоль которой расположен поддерживающий элемент под пакетом, и нижнюю ветвь, образующую выходное рабочее место, вдоль которой расположен сложенный пакет под поддерживающим элементом, а оболочки расположены в открытом положении по меньшей мере на выходном рабочем месте, чтобы отпускать сложенные упаковки под действием силы тяжести. Способ получения сложенных упаковок осуществляют посредством вышеописанного узла. Группа изобретений обеспечивает повышение производительности и упрощение. 2 н. и 12 з.п. ф-лы, 15 ил.
1. Сгибающий узел (1) для получения сложенных упаковок (2) текучих пищевых продуктов из соответственных запечатанных пакетов (3), содержащий:
- подвижное передающее средство (34), на которое подается множество пакетов (3) на входном рабочем месте (21), которое подает пакеты (3) вдоль пути формования (В) и выдает сложенные упаковки (2) на выходном рабочем месте (22); и
- сгибающее средство (23, 24), взаимодействующее, при использовании, с каждым пакетом (3) для осуществления по меньшей мере одной операции сгибания на пакете (3);
- по меньшей мере одну пару оболочек (50), которые выполнены с возможностью совместного перемещения вдоль пути формования (В) и выполнены с возможностью перемещения относительно друг друга по направлению (С), поперечному указанному пути формования (В);
причем указанные оболочки (50) каждой пары выполнены с возможностью их установки по направлению (С) по меньшей мере в:
- полностью закрытом положении, в котором они оказывают давление на соответствующий пакет (3), чтобы по меньшей мере завершить операцию сгибания на соответствующем пакете (3); и
- открытом положении, в котором они отделены от соответствующей сложенной упаковки (2),
при этом указанное передающее средство (34) содержит:
- по меньшей мере один поддерживающий элемент (36);
- верхнюю ветвь (30), вдоль которой расположен указанный поддерживающий элемент (36), при использовании, под пакетом (3); и
- нижнюю ветвь (31), образующую указанное выходное рабочее место (22), вдоль которой расположен указанный сложенный пакет (2), при использовании, под указанным поддерживающим элементом (36);
причем указанные оболочки (50) расположены, при использовании, в указанном открытом положении по меньшей мере на выходном рабочем месте (22), чтобы отпускать сложенные упаковки (2) под действием силы тяжести.
2. Сгибающий узел по п. 1, в котором указанные оболочки (50) могут быть установлены также в закрытом положении, которое является промежуточным по направлению (С) между указанными открытым и полностью закрытым положениями, и в котором они могут захватывать сложенную упаковку (2).
3. Сгибающий узел по п. 1, в котором указанное передающее средство (34) содержит по меньшей мере одну лопатку (43), находящуюся в рабочем соединении с указанным поддерживающим элементом (36) и выполненную с возможностью, при использовании, толкания соответствующей упаковки (2) вдоль пути формования (В);
указанные оболочки (50) выполнены с возможностью совместного перемещения относительно указанной лопатки (43) и по направлению (С) до выходного рабочего места (22) по ходу движения передающего средства (34) вдоль пути формования (В).
4. Сгибающий узел по п. 3, в котором указанный путь формования (В) содержит:
- первую часть (Р), вдоль которой указанные пакеты (3) сгибаются в соответствующую упаковку (2);
- вторую часть (Q), расположенную по ходу после указанной первой части (Р), вдоль которой указанные сложенные упаковки (2) переворачиваются; и
- третью часть (R), расположенную по ходу после указанной второй части (Q), вдоль которой указанные сложенные упаковки (2) передаются к указанному выходному рабочему месту (22);
причем указанные оболочки (50) выполнены с возможностью перемещения относительно друг друга между указанным открытым положением и указанным полностью закрытым положением, параллельно указанному направлению (С) и вдоль указанной первой части (Р) пути (В);
причем указанные оболочки (50) выполнены с возможностью перемещения относительно друг друга между указанным полностью закрытым положением и указанным закрытым положением, параллельно указанному направлению (С), и вдоль указанной второй части (Q) пути (В);
причем указанные оболочки (50) выполнены с возможностью перемещения относительно друг друга между указанным закрытым и указанным открытым положением, параллельно указанному направлению (С) и вдоль указанной третьей части (R) пути (Р).
5. Сгибающий узел по п. 4, в котором указанные оболочки (50) каждой пары выполнены с возможностью совместного перемещения относительно указанной соответствующей лопатки (43) вдоль указанной второй части (Q) пути формования (В).
6. Сгибающий узел по п. 1, в котором указанное передающее средство (34) содержит множество последующих звеньев (35), шарнирно соединенных по отношению друг к другу;
причем каждое указанное звено (35) содержит:
- соответствующую лопатку (43);
- соответствующую пару оболочек (50);
- пару направляющих (54), которые продолжаются по направлению (С); и
- пару ползунов (53), присоединенных к соответствующим указанным оболочкам (50) и которые могут скользить внутри указанных соответствующих направляющих (54).
7. Сгибающий узел по п. 6, в котором пакет (3) содержит основную часть (7) и первую и вторую концевые части (9, 8), расположенные на соответствующих противоположных сторонах указанной основной части (7); причем указанная первая концевая часть (9) содержит первое ребро (18, 17) и пару первых клапанов (20, 19), выступающих поперечно из указанной основной части (7);
причем указанное сгибающее средство (23, 24) содержит по меньшей мере один первый сгибающий элемент (24; 72, 40), выполненный с возможностью сгибания первого ребра (18) на указанную первую концевую часть (9) и сгибания указанных первых клапанов (20) к указанной второй концевой части (8);
причем указанный узел (1) содержит нагревающее средство (27) для частичного плавления ранее согнутого первого клапана (19);
причем указанные оболочки (50) расположены, при использовании, в полностью закрытом положении по ходу после нагревающего средства (27) по направлению продвижения передающего средства (34).
8. Сгибающий узел по п. 7, в котором указанное сгибающее средство (23, 24) содержит по меньшей мере один второй сгибающий элемент (23; 45, 46), выполненный с возможностью сгибания, при использовании, второго концевого ребра (17), противоположного указанному первому концевому ребру (18), на указанную вторую концевую часть (8), и пары вторых клапанов (19), противоположных указанным первым клапанам (20), на указанное второе ребро (17), на стороне, противоположной указанной первой концевой части (9);
указанный второй сгибающий элемент (24; 40, 72) расположен по ходу до нагревающего средства (27) по направлению продвижения передающего средства (27);
указанный узел (1) дополнительно содержит прижимное устройство (28), расположенное по ходу после нагревающего средства (27) по направлению продвижения передающего средства (27); причем указанное прижимное устройство (28) выполнено с возможностью удерживания второго клапана (19) в соприкосновении с указанной основной частью (7), пока указанное второе крыло (20) остывает;
указанные лопатки (28) двух последующих соответствующих звеньев (35), указанные оболочки (50) одного из указанных двух последующих звеньев (35), расположенные в полностью закрытом положении, указанный первый сгибающий элемент (23) и указанное прижимное устройство (80) образуют, при использовании, отсек, внутри которого управляется объем соответствующей формуемой упаковки (2).
9. Сгибающий узел по п. 1, содержащий пару кулачков (61), образующих соответствующие канавки (62), которые являются продолговатыми вдоль пути формования (В) и расположены на разных расстояниях, измеренных по направлению (С), друг от друга;
причем каждая указанная оболочка (50) содержит соответствующий следящий элемент (55), который зацепляется с
соответствующей канавкой соответствующего кулачка (61).
10. Способ получения сложенных упаковок (2) текучего пищевого продукта из соответственных запечатанных пакетов (3), включающий стадии:
- передачи по меньшей мере одной пакета (3) вдоль пути формования (В), на котором формуется соответствующая сложенная упаковка (2); причем указанный путь формования (В) содержит входное рабочее место (21) и выходное рабочее место (22);
- осуществления по меньшей мере одной операции сгибания на пакете (3) вдоль пути формования (В), чтобы образовать соответствующую сложенную упаковку (2); и
- выдачи соответствующей сложенной упаковки (2) на выходном рабочем месте (22) пути формования (В);
причем способ включает стадию перемещения по меньшей мере одной пары оболочек (50) совместно друг с другом вдоль пути формования (В) и относительно друг друга по направлению (С), поперечному пути формования (В), между полностью закрытым положением, в котором они оказывают давление на пакет (3), и открытым положением, в котором они отделены от соответствующей сложенной упаковки (2);
причем указанная стадия перемещения указанных оболочек (50) в указанное полностью закрытое положение включает стадию завершения по меньшей мере одной указанной операции сгибания.
причем указанная стадия передачи включает стадии:
- расположения пакета (3) над поддерживающим элементом (36);
- расположения соответствующей сложенной упаковки (2) под указанным поддерживающим элементом (36), по ходу до выходного рабочего места (22); и
- отпускания соответствующей сложенной упаковки (2) под действием силы тяжести на выходном рабочем месте (22).
11. Способ по п. 10, включающий стадии:
- перемещения параллельно указанному направлению (С) указанной пары оболочек (50) между указанным полностью закрытым и закрытым положением, в котором указанные оболочки (50) захватывают сложенную упаковку (2); и
- перемещения указанной пары оболочек (50) между указанным закрытым и указанным открытым положением, параллельно указанному направлению (С);
причем указанное закрытое положение является промежуточным по направлению (С) между указанным полностью закрытым и указанным открытым положениями.
12. Способ по п. 11, включающий стадию совместного перемещения указанных оболочек (50) параллельно указанному направлению (С) по ходу до выходного рабочего места (22) и относительно лопатки (43), находящейся в рабочем соединении с указанным поддерживающим элементом (36).
13. Способ по п. 12, в котором указанную стадию совместного перемещения указанных оболочек (50) параллельно указанному направлению (С) осуществляют, когда указанные оболочки (50) расположены в указанном закрытом положении.
14. Способ по п. 12, в котором указанная стадия передачи по меньшей мере одного пакета (3) вдоль пути формования (В) включает стадии:
- сгибания пакета (3) вдоль первой части (Р) пути формования (В), чтобы образовать указанную сложенную упаковку (2);
- переворачивания указанной сложенной упаковки (2) вдоль второй части (Q) пути формования (В), расположенной по ходу до указанной первой части (Р); и
- подачи указанной сложенной упаковки (2) к указанному выходному рабочему месту (22) вдоль третьей части (R) пути формования (В);
причем указанная стадия сгибания пакета (3) включает стадию перемещения указанных оболочек (50) каждой пары из открытого в указанное полностью закрытое положение; и
причем указанная стадия переворачивания пакета (3) включает стадию перемещения указанных оболочек (50) каждой пары из полностью закрытого в указанное закрытое положение и совместного перемещения указанных оболочек (50) относительно указанной соответствующей лопатки (28);
причем указанная стадия подачи указанной сложенной упаковки (2) включает стадию перемещения оболочек (50) каждой пары из закрытого в указанное открытое положение на выходном рабочем месте (22).
| DE 1913258 U, 01.04.1965, весь документ | |||
| АППАРАТ ДЛЯ ИСКУССТВЕННОЙ ВЕНТИЛЯЦИИ ЛЕГКИХ | 1997 |
|
RU2128037C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ОПРОКИДЫВАНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК, СОДЕРЖАЩИХ РАЗЛИВАЕМЫЕ ПИЩЕВЫЕ ПРОДУКТЫ | 1998 |
|
RU2142899C1 |

