Область техники, к которой относится изобретение.
Изобретение относится к области соединения труб с резьбой (и аналогичным соединениям), а именно к нанесению смазывающего покрытия, например густой трубной смазки, на внутреннюю резьбу соединяемых труб.
Уровень техники
В нефтяной и газовой промышленности часто применяются резьбовые соединения труб. Смазки специальных составов используются для нанесения на резьбу охватываемых (male) и охватывающих (female) частей соединений. Использование уплотняющей смазки для резьбы или, как ее называют, "трубной смазки" может требоваться для обеспечения большей устойчивости соединений. Она представляет собой подобное клею или пасте вещество, которое наносится на чистую внутреннюю резьбу труб непосредственно перед их соединением и дает три основных преимущества. Во-первых, смазка резьбы облегчает процесс сборки. Во вторых, она действует как уплотнитель, увеличивая непроницаемость соединения для газа или жидкости. И, в-третьих, она укрепляет или способствует эффективному упрочнению и стабилизации соединения.
Процесс нанесения трубной смазки, в основном, не изменился с начала ее применения. Трубная смазка обычно упаковывается в банки или канистры различной емкости, что позволяет приобретать ее в количестве, соответствующем данной задаче. Традиционный способ применения смазки состоит в нанесении кистью или щеткой порции смазки на резьбу и распределении смазки по внутренней резьбе. Этот способ, однако, не обеспечивает равномерности распределения смазки ни по виткам резьбы одного соединения, ни между соединениями. Невозможно также регулировать количество смазки, из-за чего возможно возникновение избытка или недостатка смазки в соединении. Каждый из этих недостатков может снижать качество, долговечность и надежность собранного узла. Например, недостаточное количество смазки на резьбе может привести к увеличению трения в резьбе при вращении, что может вызвать фрикционную коррозию резьбы. Наоборот, избыток трубной смазки на резьбе может привести к загрязнению системы (например, избыточная смазка может попадать в бурильную колонну).
При использовании обычных способов качество резьбового соединения очень сильно зависит от навыков и мастерства в нанесении смазки. Потому использование устройства, обеспечивающего равномерность нанесения смазки в нужном количестве, может значительно повысить качество резьбовых соединений.
Раскрытие изобретения
Описываемые воплощения изобретения устраняют целый ряд недостатков ранее использовавшихся способов, предоставляя способ и устройство (аппарат) для равномерного нанесения нужного количества смазки на резьбу, выполненную на внутреннем диаметре трубы. В общих чертах, предпочтительная конструкция устройства включает в себя источник трубной смазки и центробежный аппликатор для равномерного нанесения смазки на внутреннюю резьбу. Устройство также включает в себя дозирующую систему, позволяющую регулировать распределение смазки благодаря подаче смазки в количестве, точно соответствующем каждому применению. В изобретении обеспечивается повторяемость и точная согласованность количества смазки с параметрами резьбы (например, толщиной).
В соответствии с изобретением предлагается устройство для нанесения смазки на внутреннюю поверхность трубы, содержащее контейнер с размещенной в нем смазкой, дозирующее средство, имеющее сообщение с указанным контейнером, барабан, сообщающийся с указанным дозирующим средством и имеющий группу сквозных отверстий, и двигатель, связанный с указанным барабаном.
В предпочтительных вариантах осуществления изобретения упомянутые сквозные отверстия расположены в порядке, имеющем по меньшей мере четыре ряда отверстий, распределенных по всей длине барабана, причем отверстия в каждом ряду отделены друг от друга в основном равными промежутками, а ряды отверстий распределены по окружности указанного барабана в основном на равном расстоянии друг от друга. Двигатель является пневматическим. Контейнер установлен с возможностью перемещения из него смазки к указанному дозирующему средству и к упомянутому барабану под давлением газа. Контейнер может содержать сжатый воздух, подаваемый от источника воздуха, а дозирующее средство содержит пневматический цилиндр, снабженный ограничивающим штоком, установленным с возможностью ограничения хода поршня указанного цилиндра при выталкивании смазки в цилиндр сжатым воздухом в контейнере. Устройство может дополнительно содержать пусковой затвор, установленный с возможностью регулирования потока сжатого воздуха от источника воздуха к пневматическому цилиндру и пневматическому двигателю с обеспечением перемещения в основном всей смазки пневматическим цилиндром из указанного дозирующего средства к указанному барабану до запуска вращающего барабан пневматического двигателя.
В альтернативном варианте предлагается устройство для нанесения смазки на внутреннюю поверхность трубы, содержащее источник трубной смазки, дозирующую систему, установленную с возможностью отбора заданного объема смазки из указанного источника, центробежный аппликатор (приспособление или система для непосредственного нанесения смазки на смазываемую поверхность), установленный с возможностью распределения заданного объема смазки на внутренней поверхности трубы.
В предпочтительных вариантах осуществления изобретения центробежный аппликатор дополнительно содержит барабан, имеющий группу сквозных отверстий, и двигатель, установленный с возможностью вращения указанного барабана с распределением через указанные отверстия заданного объема смазки. Устройство дополнительно содержит источник сжатого воздуха, а источник трубной смазки включает контейнер под избыточным давлением, содержащий смазку и сжатый воздух.
В изобретении также предлагается способ нанесения смазочного покрытия на трубную резьбу, в котором помещают заданное количество смазки в барабан, имеющий группу сквозных отверстий и размещенный в отверстии трубы с внутренней резьбой, и осуществляют вращение указанного барабана с определенной скоростью, обеспечивающей эффективное распределение смазки через указанные отверстия на резьбу.
В предпочтительных вариантах осуществления способа заданное количество смазки помещают в барабан посредством дозирующей системы, отбирающей определенное количество смазки из источника смазки. Дополнительно может осуществляться ввод сжатого воздуха в контейнер смазки, перемещают заданный объем смазки из контейнера в дозирующую систему, подают сжатый воздух в дозирующую систему и устанавливают сообщение дозирующей системы с барабаном. Барабан вращают посредством сжатого воздуха.
Согласно изобретению также предлагается аппликатор для нанесения смазки, содержащий средства доставки заданного объема смазки в барабан, средства вращения барабана и средства управления распределением смазки через барабан.
В предпочтительных вариантах выполнения аппликатор дополнительно содержит средства позиционирования относительно внутренней криволинейной поверхности и средства обеспечения энергией указанных средств доставки смазки и вращающихся средств.
Краткое описание чертежей
Для более подробного описания предпочтительных воплощений данного изобретения, будут делаться ссылки на прилагаемые чертежи.
Фиг.1 - схема одного варианта выполнения смазывающего устройства в первой фазе операции.
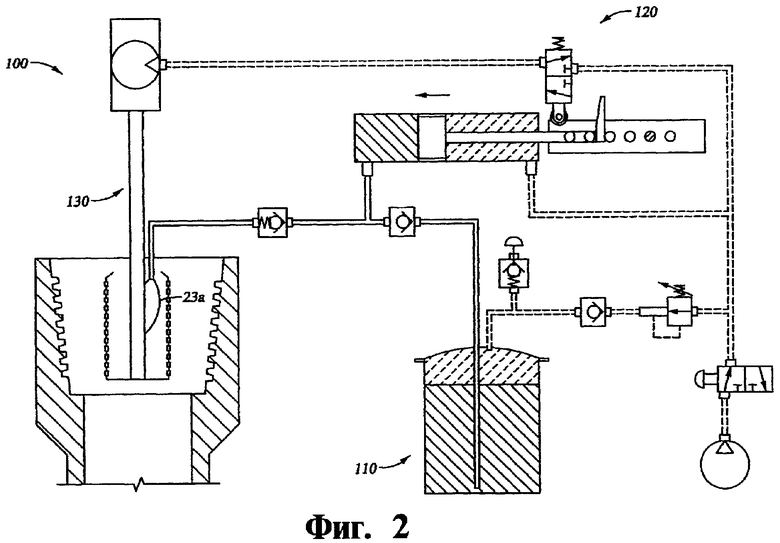
Фиг.2 - схема смазывающего устройства, изображенного на фиг.1, во второй фазе операции.
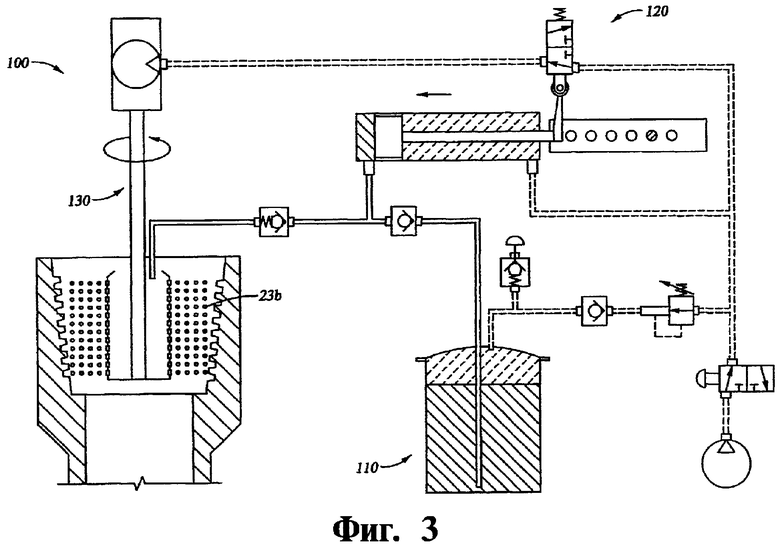
Фиг.3 - схема смазывающего устройства, изображенного на фиг.1, в третьей фазе операции.
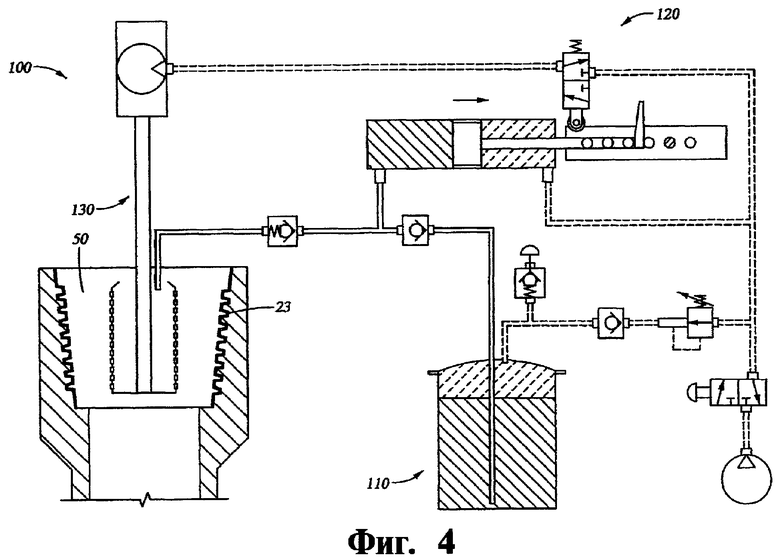
Фиг.4 - схема смазывающего устройства, изображенного на фиг.1, в четвертой фазе операции.
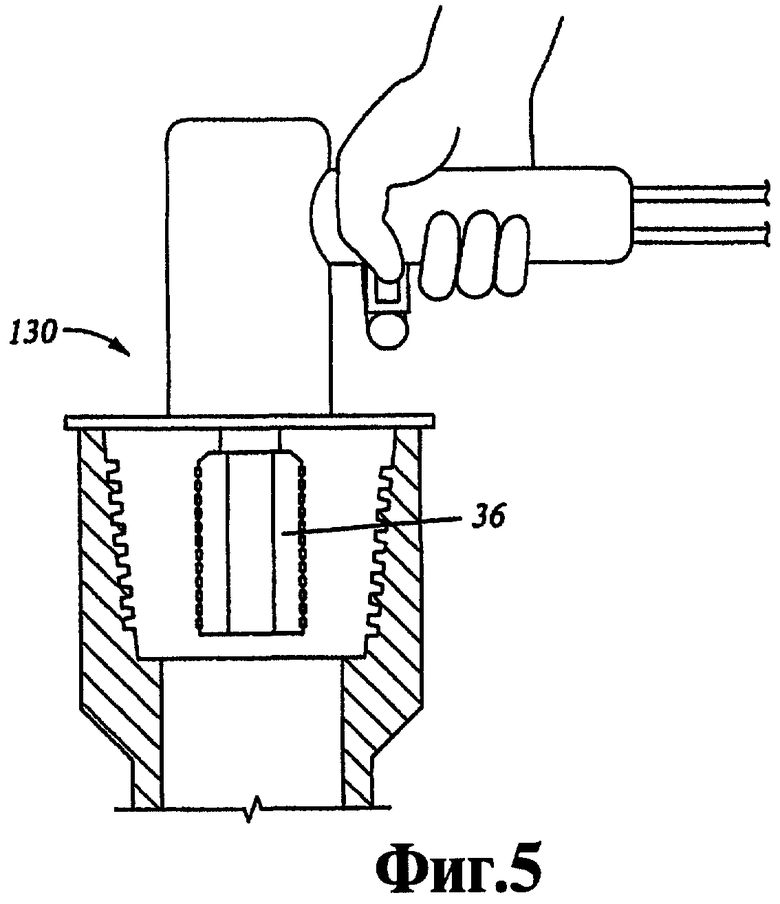
Фиг.5-8 - изображенные в разрезе части фиг.1-4, иллюстрирующие процесс нанесения смазки.
Осуществление изобретения
В нижеследующем описании одни и те же или аналогичные элементы имеют одни и те же номера во всем описании и на всех фигурах. Фигуры выполнены схематично и могут отличаться по масштабу. Некоторые фрагменты предпочтительных воплощений могут быть даны в увеличенном масштабе и несколько схематично, а некоторые детали обычных элементов могут ради краткости и ясности не изображаться. Данное изобретение легко поддается модификациям в различных воплощениях. На фигурах показаны и ниже подробно описаны конкретные воплощения данного изобретения, причем подразумевается, что эти описания должны рассматриваться лишь как иллюстрации принципов изобретения и не должны ограничивать ими изобретение. Необходимо понимать, что различные предложения, касающиеся обсуждаемых воплощений, могут использоваться для получения желательного результата как по отдельности, так и в любых подходящих комбинациях.
В частности, различные воплощения данного изобретения представляют несколько различных способов и устройство, использующее центробежную силу для нанесения вязкого вещества на цилиндрическую поверхность. Концепции изобретения обсуждаются в контексте, связанном с нанесением смазки на трубную резьбу, но концепции изобретения не ограничены этим применением и могут оказаться полезными в других приложениях, где требуется нанесение покрытий, - как в области нефтедобычи, так и в других областях, где применимы концепции данного изобретения.
Определенные термины используются всюду в данном описании и в пунктах формулы изобретения для ссылок на конкретные компоненты системы. Специалисты отметят, что компоненты могут быть упомянуты и под другими различными терминами. В этом документе не проводится различия между компонентами, отличающимися названиями, а не функциями. В нижеследующем описании и в пунктах формулы изобретения термины "включающий" и "содержащий" используются не в ограничительном смысле и, таким образом, должны интерпретироваться как "включающий, но не ограниченный...".
Термин "внутренняя резьба" относится к внутренней (female) резьбе трубы, выполненной на ее конце. Термины "смазка", "(густая) трубная смазка", "смазка трубной резьбы" и "состав для смазки резьбы резьбовых соединений" являются взаимозаменимыми и обозначают вещество (материал), предназначенное для герметизации (уплотнения) и/или смазки резьбы при соединении труб. Кроме того, термины "левый" и "правый" ("влево", "вправо" и пр.) употребляются лишь для большей ясности описания. Следует понимать, что объем изобретения определяется только формулой изобретения, а не данным описанием.
Обратимся сначала к фиг.1. Смазывающее устройство 100 содержит: источник смазки 110, дозирующую систему 120 и центробежный аппликатор 130. В общих чертах операция может быть описана так. Аппликатор снабжен средствами доставки заданного объема смазки в барабан и управления распределением смазки через барабан. В частности, дозирующая система 120 отбирает (вытягивает) заранее заданное количество смазки из источника смазки 110. После активации центробежный аппликатор 130 набирает заданное количество смазки из источника смазки 110 и распределяет смазку по внутренней резьбе 50. Регулируемое дозирование смазки вкупе с ее равномерным распределением по резьбе позволяют при использовании предпочтительных воплощений чрезвычайно улучшить повторяемость и согласованность операции смазки резьбовых соединений.
Смазывающему устройству 100 можно придать конфигурацию, требуемую для ручного применения устройства одним оператором, а можно, предпочтительно, интегрировать устройство в автоматизированную систему сборки труб или в систему механизированной подвески и развинчивания труб, с целью автоматизации процесса смазки резьбовых соединений. Устройство можно обеспечивать энергопитанием от любого подходящего источника энергии, например пневматического, гидравлического или электрического.
В качестве примера воплощения будет описано смазочное устройство 100, как ручное пневматическое устройство, однако следует понимать, что данное воплощение - не единственное предлагаемое, а описанные особенности могут принимать соответствующие формы в других воплощениях.
На фиг.1-4 показан в разрезе один вариант выполнения смазывающего устройства 100 в четыре различных момента времени. На фиг.1 и 5 показан первый момент, предшествующий смазке. Смазывающее устройство 100 предпочтительно включает: содержащий смазку контейнер 10, дозирующее средство 20, барабан 30 и двигатель 40. Контейнер 10 предпочтительно включает часть 12, заполненную газом, и часть 13, заполненную смазкой 23. В качестве контейнера 10 для смазки может быть выбран любой контейнер, подходящий для хранения смазки 23, включая, например, бачок или резервуар. В некоторых воплощениях контейнер смазки 10 герметизируется (находится под избыточным давлением).
Дозирующее средство 20 предпочтительно включает патрубок или сопло 21, стенку цилиндра 22, изолирующую трубную смазку, поршень 24, шток поршня 25, содержащий газ объем 26, кулачок 27, кулачковый клапан 28 и ограничивающий штырь 29, регулирующий количество смазки. Кулачок 27 предпочтительно располагается на конце штока поршня 25. Как показано на фиг.1, поршень 24 находится в положении "расширение" и ход поршня (или количество набираемой трубной смазки 23) ограничен штырем 29. В некоторых воплощениях это количество варьируется, чтобы скорректировать количество наносимой смазки.
Барабан 30 предпочтительно содержит коллекторную область 32 и имеет множество распределительных отверстий 34 в стенках 33 барабана. Распределительные отверстия 34 предпочтительно расположены на равных расстояниях друг от друга и выстроены рядами 36, размещенными по всей ширине и длине стенок.
Предпочтительно, чтобы барабан 30 имел по крайней мере 4 ряда 36 по десять отверстий 34 в каждом ряду. В предпочтительном воплощении распределительные отверстия имеют диаметр 1/16" и находятся на расстоянии 1/4" (1 дюйм = 25,4 мм) друг от друга. В процессе смазки резьбы барабан 30 позиционируется в отверстии 50 трубы и окружен внутренней резьбой 52.
Двигатель 40 - предпочтительно пневматический двигатель 42, один из применяемых в данной области и используемых во вращающихся скоростных ручных инструментах, таких как, например, дробилки. Предпочтительно, чтобы пневматический двигатель 42 имел в своем составе вентилятор (не показан), скрепленный с валом 44. Вал 44 предпочтительно имеет соединение с барабаном 30.
Чтобы лучше описать действие смазывающего устройства 100, оно будет описано как устройство, содержащее три контура, а именно: (1) контур 140 газа высокого давления, (2) контур 150 газа низкого давления и (3) контур 160 трубной смазки. Газ, применяемый в этих контурах, - предпочтительно любой инертный газ или воздух. Контур газа высокого давления включает источник 62 газа, пусковой затвор 64, дозирующее средство 20, двигатель 40 и редукционный клапан 66. Источник 62 газа входит в состав средств обеспечения энергией средств доставки смазки и вращающихся средств и предпочтительно соединен с пусковым затвором 64, который предпочтительно присоединен к стенке 26 дозирующего средства 20. Стенка 26 заполняемой газом части предпочтительно связана с клапанным кулачком 28 через кулачок 27. Клапанный кулачок 28 предпочтительно соединен с пневматическим двигателем 42 и редукционным клапаном 66.
В контуре газа низкого давления редукционный клапан 66 соединен с обратным клапаном 68, который, в свою очередь, соединен с ручным предохранительным клапаном 72. Ручной предохранительный клапан 72 предпочтительно соединяется с газовой частью 12 контейнера 10. В предпочтительном воплощении ручной предохранительный клапан 72 используется, чтобы сбрасывать избыточное давление в контейнере 10.
В контуре смазки содержащая смазку часть 13 контейнера 10 связана с обратным клапаном 74 низкого давления. Клапан 74 соединен с обратным клапаном 75 высокого давления и патрубком 21, находящимся на стенке, содержащей смазку части дозирующего средства 20.
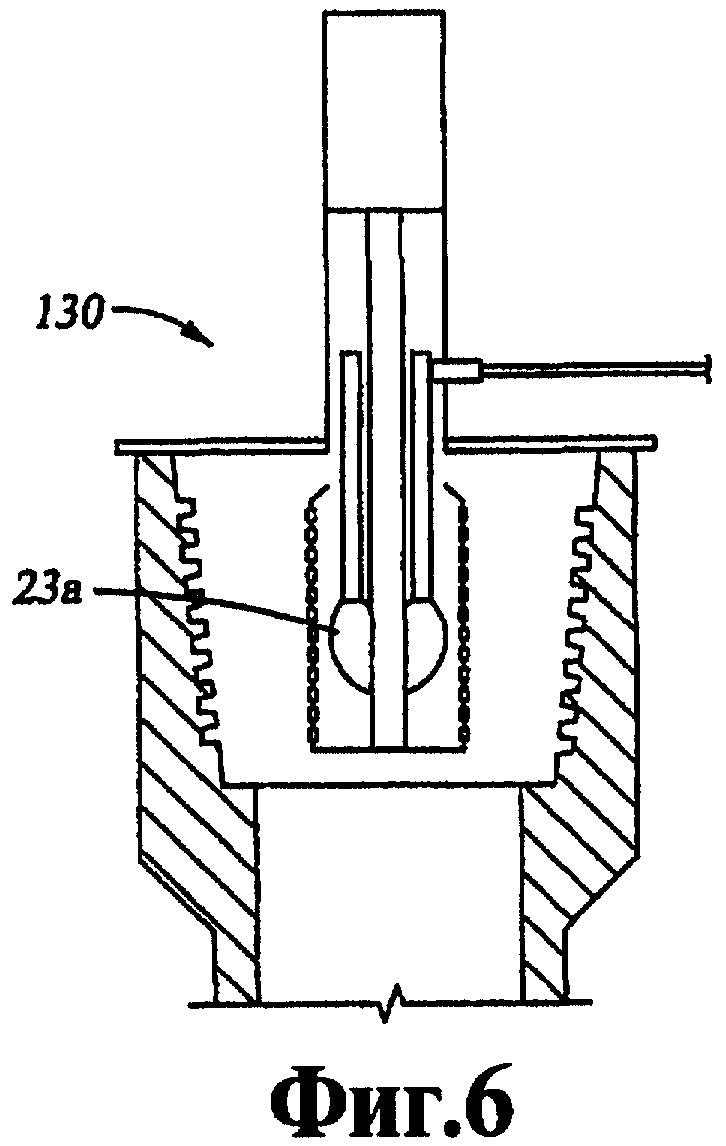
Обратимся теперь к фиг.2 и 6. Смазывающее устройство 100 показано во второй фазе операции, а именно в начале процесса смазки. Для того чтобы начать этот процесс, оператор нажимает пусковой затвор 64 и удерживает его требуемое время. Это заставляет газ под давлением перетекать в содержащую газ область 26 дозирующего средства 20. Поршень 24 создает высокое давление в содержащей смазку области 22 дозирующего средства 20. Обратный клапан 75 высокого давления открыт, что позволяет поршню 24 выталкивать смазку 23 из дозирующего средства 20 через патрубок 21. В данном воплощении поршень 24 выталкивает всю смазку 23 из дозирующего средства 20. Смазка 23 при этом поступает через обратный клапан 75 высокого давления к соплу 31 барабана 30. Сопло 31 барабана 30 направляет трубную смазку 23 в коллекторную область 32 барабана 30. Как показано на фиг.2 и 6, некоторый объем 23а смазки 23 формируется в коллекторной области 32.
Одновременно газ перетекает через редукционный клапан 66 к содержащей газ части 12 контейнера 10. Этот газ создает небольшое давление в контейнере 10.
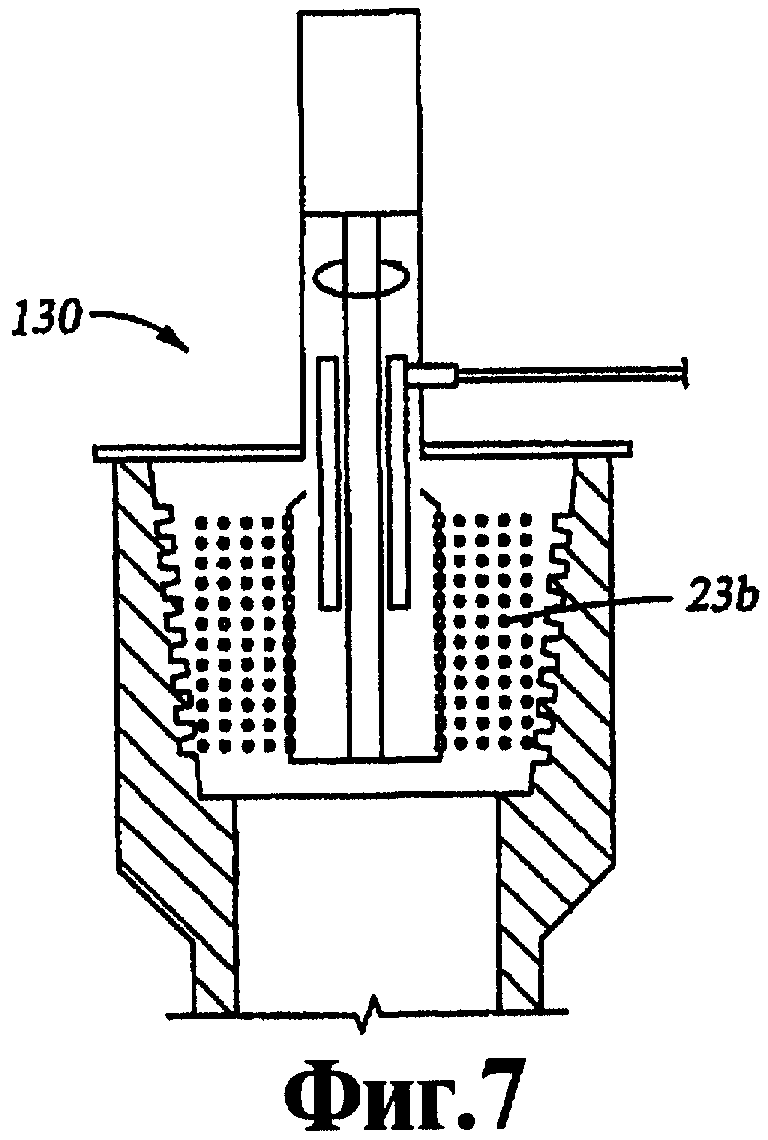
Обратимся теперь к фиг.3 и 7. Смазывающее устройство 100 показано в третьей фазе действия, во время нанесения смазки. В то время как поршень 24 вынуждает смазку 23 поступать из дозирующего средства 20, поршень 24 движется влево, как указано стрелкой. Вследствие этого кулачок 27 также движется влево и перемещает кулачковый клапан 28 в открытое положение. Открытый кулачковый клапан 28 позволяет газу высокого давления поступать к пневматическому двигателю 42, являющемуся средством вращения барабана. Газ заставляет лопасти вентилятора (не показан) вращаться, что в свою очередь заставляет вращаться вал 44, как показано стрелкой. В данном воплощении скорость вращения вала 44 зависит от разнообразных факторов, включающих консистенцию трубной смазки 23, размер трубной резьбы 52 и расстояние между смазывающим устройством 100 и резьбой 52.
Когда вал 44 вращается, вращается и барабан 30 и смазка 23 высвобождается через группу распределительных отверстий 34 под действием центробежной силы. На фиг.7 показаны капельки 23b суспензированной смазки 23, находящиеся в отверстии трубы 50; они будут нанесены на поверхность внутренней резьбы 52.
Обратимся теперь к фиг.4 и 8. Смазывающее устройство 100 показано в четвертой фазе операции, то есть, когда смазка завершена. Как показано на фиг.8, смазка 23 полностью покрыла поверхность внутренней резьбы 52. Оператор в этот момент отпустил пусковой затвор 64. Так как поступление газа прекратилось, то давление в контуре высокого давления сбрасывается через пусковой затвор 64. Пневматический двигатель 42 вследствие этого прекращает вращение. Газ низкого давления выталкивает смазку 23 из содержащей смазку части 13 контейнера через обратный клапан 74 низкого давления к содержащей смазку части 22 дозирующего средства 20. В данном случае смазка 23 не поступает к барабану 30, так как обратный клапан высокого давления 75 не открывается низким давлением. Смазка 23, поступая в содержащую смазку часть 22 дозирующего средства, толкает поршень 24 вправо (как обозначено стрелкой) до тех пор, пока шток поршня 25 не будет остановлен ограничивающим штырем 29, регулирующим количество смазки. В это время кулачок 27 предпочтительно освобождает кулачковый клапан 28, который тем самым приводится в закрытое положение.
Хотя смазывающее устройство по данному изобретению было описано в терминах ручного средства, оно может управляться и механически, например "рукой" промышленного робота. Потенциальное достоинство такого решения состоит в том, что оператор не должен присутствовать на буровой площадке во время смазки; он может управлять процессом смазки дистанционно. Например, смазывающее устройство можно интегрировать в систему автоматической обработки труб или систему перемещения с помощью реечной передачи трубы, чтобы секции труб подвергались смазке автоматически во время перемещения трубы в нужное положение на буровой площадке. Точно так же смазывающее устройство можно интегрировать в систему вертикального (наземного) привода, чтобы секция могла подвергаться смазке во время введения трубы в скважину. Системы такого типа могли бы устранить необходимость в присутствии персонала для смазки труб, как на буровой площадке, так и у клещевого захватного устройства.
Так как изобретение поддается различным модификациям и допускает альтернативные формы, то конкретные воплощения изобретения показаны на частном примере (на фигурах и в описании). Следует понимать, однако, что фигуры и детальное описание не имеют целью ограничить изобретение конкретной формой; напротив, цель состоит в том, чтобы охватить все модификации, эквивалентные и альтернативные варианты, охватываемые настоящим изобретением и определяемые в формуле изобретения.

Устройства, способ и аппликатор предназначены для равномерного нанесения необходимого количества трубной смазки на внутреннюю резьбу труб. Устройство включает источник смазки и центробежный аппликатор для равномерного нанесения смазки на внутреннюю резьбу. Система также включает подсистему дозирования, служащую для регулирования распределения смазки путем выделения в точности соответствующего задаче количества смазки при каждом применении. Технический результат - повторяемость операции и точное соответствие количества смазки параметрам резьбы (например, ее толщине). 4 н. и 19 з.п. ф-лы, 8 ил.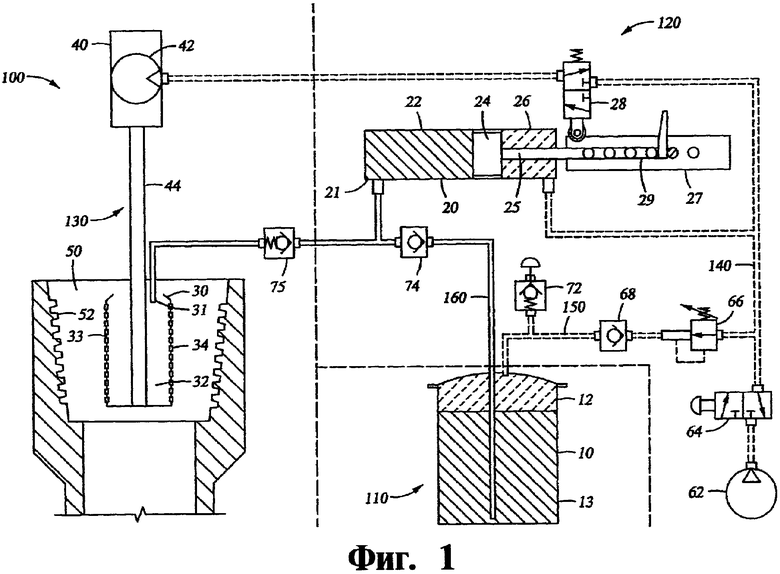
| US 5141774 А, 25.08.1992 | |||
| US 5534060 A, 09.07.1996 | |||
| Устройство для нанесения смазки на внутреннюю поверхность трубы | 1979 |
|
SU776687A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЛОЯ СМАЗКИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1972 |
|
SU435877A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПРОДОЛЬНО-ГОФРИРОВАННОЙ ТРУБЫ | 1991 |
|
RU2016345C1 |

