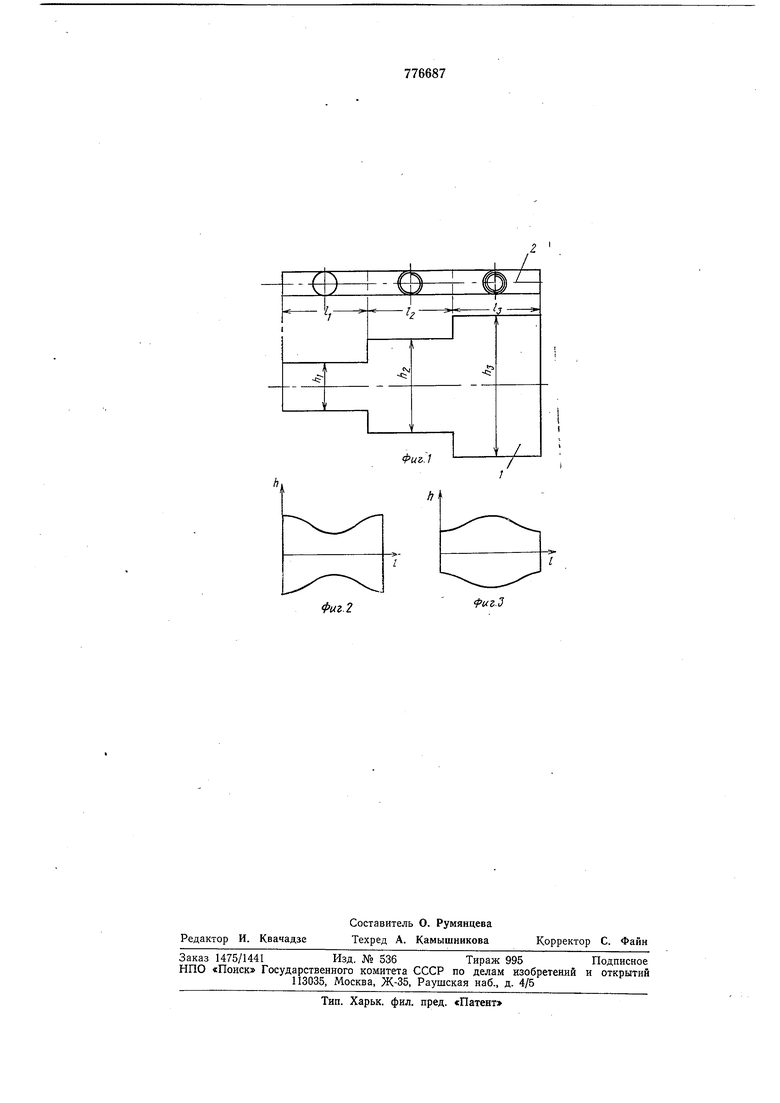
имеет количество слоев основы по длине. После завершения подготовительных Операций, котс|рые осуществляются вне технологической линии, рулон смазкой к входной CTOpOiHe трубопрокатного стана и вводят в полость нагретой до температуры деформации трубы 2. Под действием температуры рулон, расправляясь, соприкасается с Внутренней поверхностью т-рубы 2. и Сгорает. В результате на внут1ренней поверхности трубы 2 остается ступенчато увеличивающийся слой смазки. Так, если на участке по длине трубы 2, соответствующем длине участка / .рулона, количество смазiKH соответствует ее количеству, нанесенному на основу, то на участке /2, где рулон имеет два слоя, .количество наносимой смазки в 2 раза больще. На участке трубы 2, совпадающей с участком /з рулона, имеюЩвм три слоя, количество смазки в три раза большее.
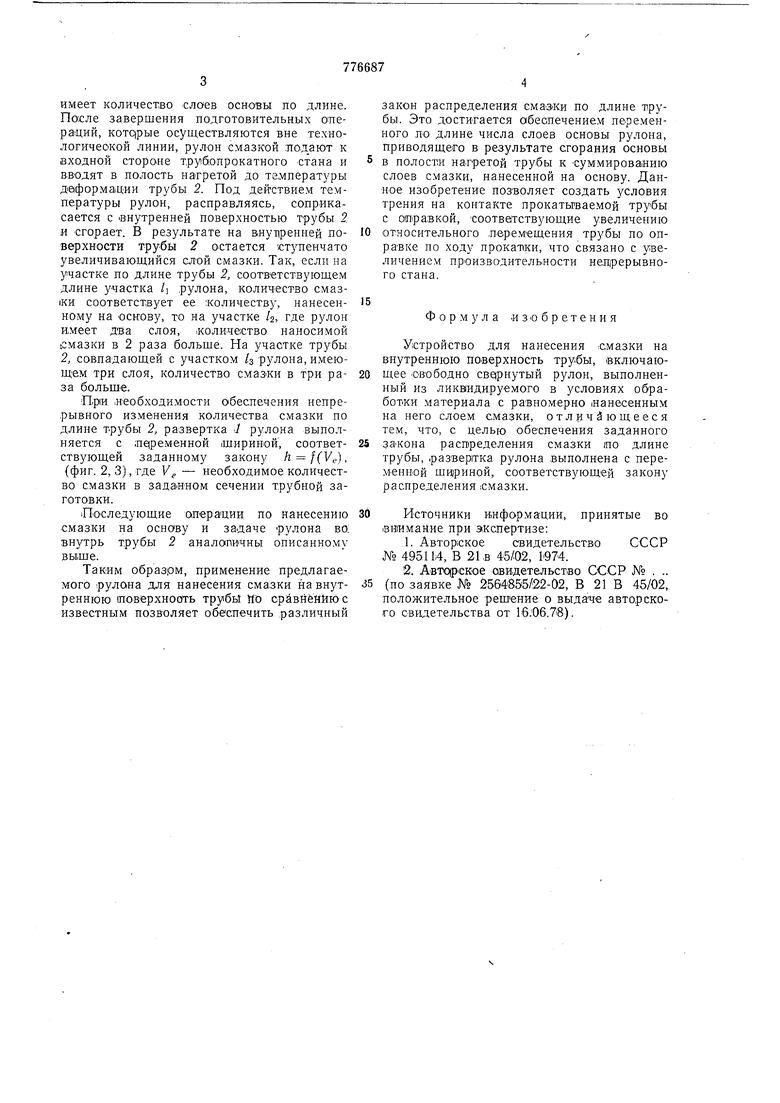
При необходимости обеспечения непрерывного изменения количества смазки по длине трубы 2, развертка 1 рулона выполняется с ;пе|ременной шириной, соответствующей заданному закону h f(Ve), (фиг. 2,3), где Vf, - необходимое количество смазки в заданном сечении трубной заготовки.
1Последующие операции по нанесению смазки на основу и задаче рулона во; внутрь трубы 2 аналогичны описанному выше.
Таким образрм, применение предлагаемого рулона для нанесения смазки на внутреннюю поверхнооть трубы йо сравйёнйю с известным позволяет обеспечить различный
закон распределения по длине трубы. Это достигается обеспечением переменного ло длине числа слоев основы рулона, приводящего в результате сгорания основы в полости нагретой трубы к суммированию слоев смазки, нанесенной на основу. Данное изобретение позволяет создать условия трения на контакте прокатываемой трубы с оиравкой, соотве(тствующие увеличению относительного леремещения трубы по оправке по ходу прокатки, что связано с увеличением производительности непрерывного стана.
Формула изобретения
Устройство для нанесения смазки на внутреннюю поверхность трубы, включающее свободно свернутый рулон, выполненный из ликвидируемого в условиях обработки материала с равномерно занесенным на него слоем смазки, отличающееся тем, что, с целью обеспечения заданного закона распределения смазки ио длине трубы, развер1тка рулона выполнена с перем-енной шириной, соответствующей закону распределения .смазки.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 495114, В 21 в 46/02, Ii974.
2.ABTqpiCKoe свидетельство СССР № . .. (по заявке № 2564855/22-02, В 21 В 45/02, положительное решение о выдаче авторского свидетельства от 16.06.78).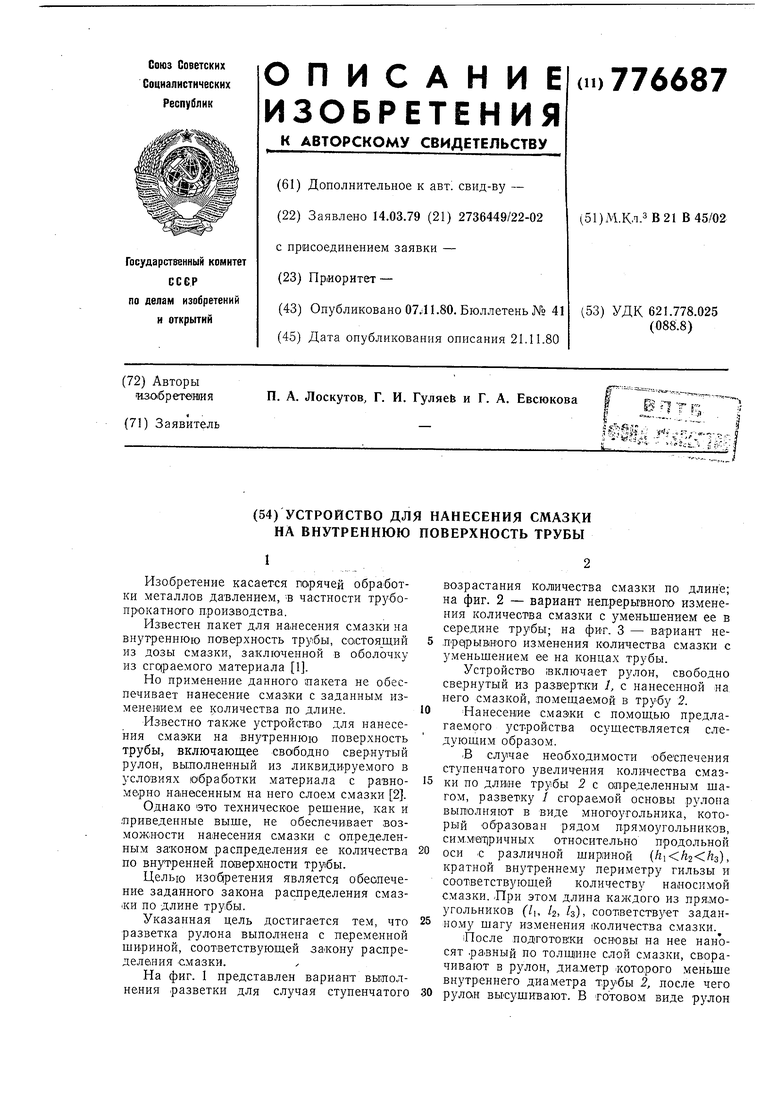
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения смазки на внутреннюю поверхность трубы | 1978 |
|
SU662183A1 |
| Рулон для нанесения смазки | 1979 |
|
SU804038A1 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU960233A1 |
| Способ нанесения смазки на внутреннюю поверхность гильз | 1978 |
|
SU722628A1 |
| Оправка для экспандирования заготовок | 1979 |
|
SU880545A1 |
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2005 |
|
RU2282099C1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |