Изобретение относится к металлургической промышленности, а именно к обработке металлов давлением (ОМД), и может быть использовано при прокатке, волочении, штамповке и плющении.
Известны способы обработки металлов давлением, включающие наряду с механической обработкой металла использование электрического тока для создания электропластического эффекта в зоне деформации заготовки.
Так, известен способ снижения прочности металла при пластической деформации, при котором через заготовку пропускают импульсный ток плотностью 103 А/мм2, длительностью 10-4 с, с частотой следования 20-25 имп./с (SU №393939 А, С22F 3/00, 25.10.1974).
Известен способ обработки металлов давлением, при котором в процессе механической обработки к заготовке прикладывают импульсный ток (SU №1687349 А1, В21J 5/08, 30.11.1991). Указанный способ является средством того же назначения, что и заявленный, и может быть использован в качестве наиболее близкого аналога.
Техническими результатами, на достижение которых направлено изобретение, являются:
- повышение производительности металлообрабатывающего оборудования;
- устранение необходимости проведения промежуточных отжигов заготовки в связи с отсутствием наклепа и подавлением структурного гамма-альфа-превращения в сталях, т.е. подавления выпадения мартенсита деформации;
- улучшение физико-химических свойств металлов, уменьшение электрического сопротивления, увеличение остаточной пластичности;
- увеличение выносливости при знакопеременных нагрузках, а также повышение степени совершенства текстуры металла.
Указанные технические результаты достигаются за счет того, что в процессе механической обработки давлением к заготовке прикладывают импульсный ток, при этом при прокатке с помощью встречно вращающихся валков, волочении с помощью волок, при штамповке деформирующим инструментом или при плющении между встречно вращающимися деформирующими валами или в режиме стоячей волны между колеблющимися под влиянием ультразвука плашками прикладывают импульсы тока плотностью j=350000-1000000 А/см, длительностью τ=100-150 мкс, с частотой следования F, при прокатке, волочении или штамповке, определяемой из зависимости:
F=k·V/Δl,
где V - скорость движения заготовки;
Δl - длина зоны деформации между валами;
k - целочисленный коэффициент, k>1, а при плющении - с частотой, соответствующей или кратной частоте ультразвуковых колебаний, задаваемой генератором ультразвука в интервале частот 10-17 кГц.
Экспериментально установлено, что электропластический эффект возникает при длительности импульсов не менее 100 мкс (оптимальные значения 100-150 мкс). При меньших значениях длительности эффект не имеет место из-за того, что импульс силы тока и импульс энергии недостаточен для стимулирования эффекта электропластической деформации. При больших (больше 150 мкс) значениях длительности импульсов возникает нежелательный нагрев металла и становится невозможным осуществление подачи тока с большими частотами, которые определяются скоростью движения заготовки, а также невозможностью создания импульсного тока с оптимальными значениями скважности импульсного процесса.
Частота следования импульсов целиком определяется скоростью технологического процесса, поскольку каждый участок заготовки (при прокатке - это зона сжатия заготовки между валками, а при волочении - это протяженность калибрующей части волоки) внутри зоны деформации должен получать два импульса тока. Поэтому необходимая частота импульсного тока определяется делением скорости движения заготовки V сквозь зону деформации на длину этой зоны (Д1), которая, как правило, составляет доли или единицы миллиметра.
Каждый участок заготовки, проходя зону деформации, подвергается последовательному воздействию не менее двух импульсов тока. За счет этой избыточности достигается гарантированное воздействие на каждый участок заготовки импульсов тока.
Амплитудная плотность тока является силовым фактором действия тока. Она вместе с длительностью импульсов определяет импульс силы и импульс энергии тока, действующих на заготовку в зоне деформации.
Экспериментально установлено, что оптимальной амплитудной плотностью тока являются значения от 350000 А/см2 до 1000000 А/см2. Нижний предел относится к металлам, обладающим повышенным электрическим сопротивлением (сталь, нихром и т.д.), а верхний предел указанного интервала относится к металлам, обладающим высокой электропроводностью (медь, серебро, золото и т.д.).
Импульсы тока прикладывают к заготовке таким образом, что направление вектора плотности тока j преимущественно совпадает с направлением основных пластических деформаций в заготовке в зоне между валами.
Импульсный ток может создаваться за счет потенциала, приложенного к отдельным валам, изолированным друг от друга.
Для тепловой подготовки заготовки и расширения зоны действия пинч-эффекта импульсы тока допустимо прикладывать к заготовке в направлении, перпендикулярном основным направлениям деформации заготовки в зоне между валами и вдоль направления движения заготовки.
Для исключения влияния электроэрозионных явлений на состояние поверхности деформирующих валов импульсный ток можно прикладывать с помощью скользящих или вращающихся роликовых контактов, расположенных на заготовке до и после зоны деформации, исключая участие валов в электрической цепи.
Для снятия деформационного упрочнения, а также расширения зоны действия пинч-эффекта импульсный ток можно подавать за счет создания потенциала между всей прокатной клетью и скользящими или роликовыми контактами, расположенными на движущейся заготовке за зоной деформации.
Как вариант, ток прикладывают таким образом, что его вектор плотности j совпадает с вектором скорости движения заготовки V, и меняют направление j перед вхождением деформируемого участка в зону деформации.
При волочения импульсный ток может быть приложен к движущейся заготовке таким образом, что направление вектора плотности тока j совпадает с направлением движения зоны деформации вдоль заготовки и направлением основных пластических деформаций заготовки внутри волоки.
При использовании непроводящих волок импульсный ток подают непосредственно на движущуюся заготовку (проволоку) до и после зоны деформации в волоке с помощью скользящих или вращающихся роликовых контактов.
Для тепловой подготовки заготовки и расширения зоны действия пинч-эффекта импульсный ток прикладывают одним полюсом к движущейся заготовке перед волокой и вторым полюсом непосредственно к проводящей деформирующей волоке.
Для снятия деформационного упрочнения заготовки, создаваемого волокой, и расширения зоны действия пинч-эффекта импульсный ток подают одним полюсом к проводящей деформирующей волоке и другим полюсом к движущейся заготовке (проволоке).
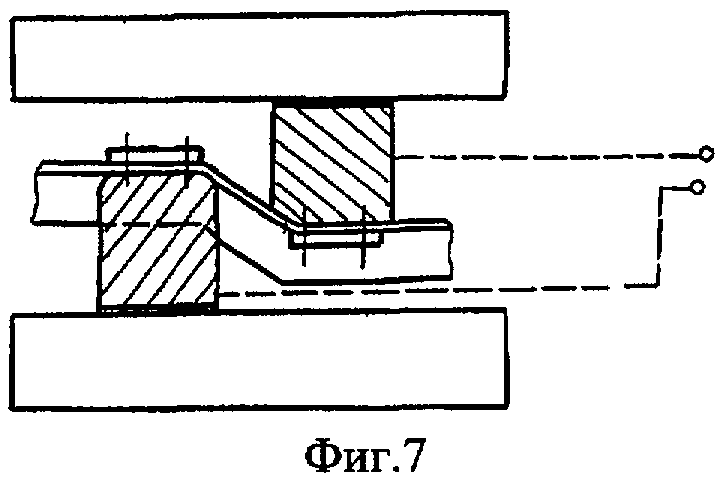
При штамповке для интенсификации, например, подсечки угловых профилей с 2-3-кратным увеличением максимально достижимой деформации импульсный ток подводится в режиме серий импульсов через подсечные кулачки деформирующего инструмента, изолированные от пресса, с ориентацией вектора плотности тока j в направлении основных деформаций заготовки на участке сбега подсечки, где развиваются основные деформации металла растяжением и изгибом, а также сжатием по углам в средней части заготовки.
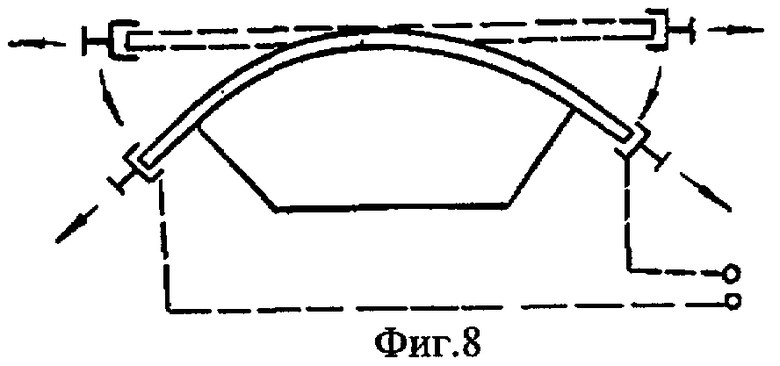
Для интенсификации, в другом примере, листовой штамповки с растяжением заготовки при обтяжке и для устранения пружинения заготовки после окончания штамповки импульсный ток подводят через боковые края заготовки с помощью зажимов-контактов с ориентацией вектора плотности тока j в направлении действующих растягивающих деформаций металла внутри заготовки.
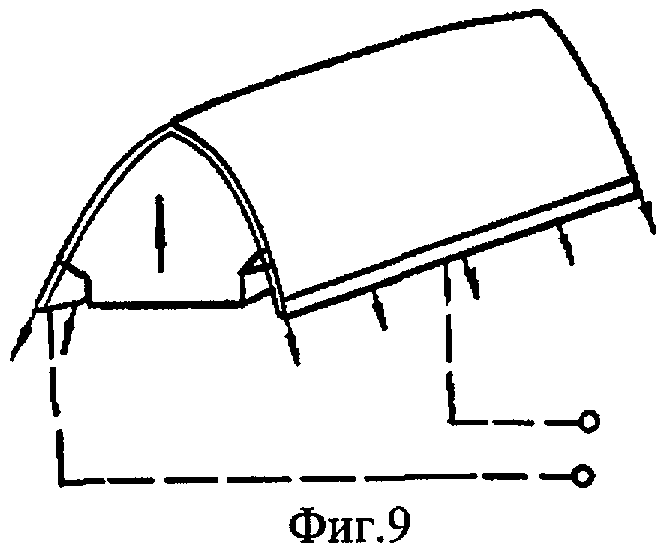
Для интенсификации штамповки, в еще одном примере, поперечной обтяжкой листового материала на оправке с двойной кривизной и также устранения пружинения заготовки импульсный ток подключают через нижние края заготовки с помощью зажимов-контактов с ориентацией вектора плотности тока j в направлении действующих растягивающих деформаций заготовки.
Для интенсификации, наконец, процесса вытяжки и увеличения суммарной достижимой деформации импульсный ток подключают к заготовке через изолированные друг от друга матрицу и пуансон с ориентацией вектора плотности тока j в направлении основных деформаций растяжением стенок заготовки по ходу пуансона.
При плющении для задания предварительной деформации заготовки, в одном варианте, зону ультразвукового плющения располагают перед зоной действия импульсного тока между встречно вращающимися деформирующими валами с подключением полюсов источника тока к верхнему и нижнему валам, которые изолируют друг от друга для поперечного прохождение тока относительно заготовки в направлении вектора плотности тока j и с целью совпадения его с направлением сдвиговых деформаций в заготовке при плющении ее в ленту с участием ультразвуковых колебаний, поступающих в заготовку со стороны расположенной впереди зоны предварительного ультразвукового плющения.
Как другой вариант, зону действия импульсного тока располагают перед зоной ультразвукового плющения для дополнительного плющения ленты за счет действия ультразвука и упругих колебаний заготовки под влиянием пинч-эффекта импульсного тока.
Для получения максимальных единичных обжатий на 80-90% труднодеформируемых материалов, в третьем варианте, зону действия ультразвука совмещают с зоной действия импульсного тока в одном узле деформации с ориентацией вектора плотности тока j поперек движущейся заготовки в направлении основных сдвиговых деформаций металла внутри заготовки плющением между плашками, колеблющимися с ультразвуковой частотой в режиме стоячей волны. В этом варианте для тепловой подготовки заготовки и расширения зоны действия пинч-эффекта импульсный ток подводят одним полюсом к движущейся заготовке с помощью скользящих или вращающихся контактов перед зоной ультразвукового плющения и другим полюсом - непосредственно к деформирующему ультразвуковому инструменту.
Осуществление изобретения
Возвращаясь к способу электропластической прокатки (ЭПП) металла, отметим, что при ЭПП используются прокатные клети с встречно вращающимися валами и с конструкционными проводящими элементами, обеспечивающими приложение к заготовке импульсного тока.
В первом варианте вектор плотности тока совпадает с направлением основных деформаций заготовки в зоне между валами и перпендикулярно направлению движения заготовки. При этом ток создается за счет потенциала, приложенного к отдельным валам, изолированным друг от друга.
Во втором варианте ток прикладывается к заготовке в направлении, перпендикулярном основным направлениям деформации заготовки в зоне между валами и вдоль направления движения заготовки. При этом используются скользящие или вращающиеся роликовые контакты, расположенные на заготовке до и после зоны деформации.
Импульсный ток можно подавать также за счет создания потенциала между всей прокатной клетью и скользящими контактами или роликовыми контактами, расположенными на движущейся заготовке за зоной деформации.
В третьем варианте ток прикладывается таким образом, что его вектор плотности  совпадает с вектором скорости движения заготовки
совпадает с вектором скорости движения заготовки  , и меняют направление перед вхождением заготовки в зону деформации. Для реализации этого варианта ток одним полюсом подводится к заготовке на каком-то расстоянии перед зоной деформации, а другим полюсом непосредственно в зону деформации, а именно на деформирующий вал.
, и меняют направление перед вхождением заготовки в зону деформации. Для реализации этого варианта ток одним полюсом подводится к заготовке на каком-то расстоянии перед зоной деформации, а другим полюсом непосредственно в зону деформации, а именно на деформирующий вал.
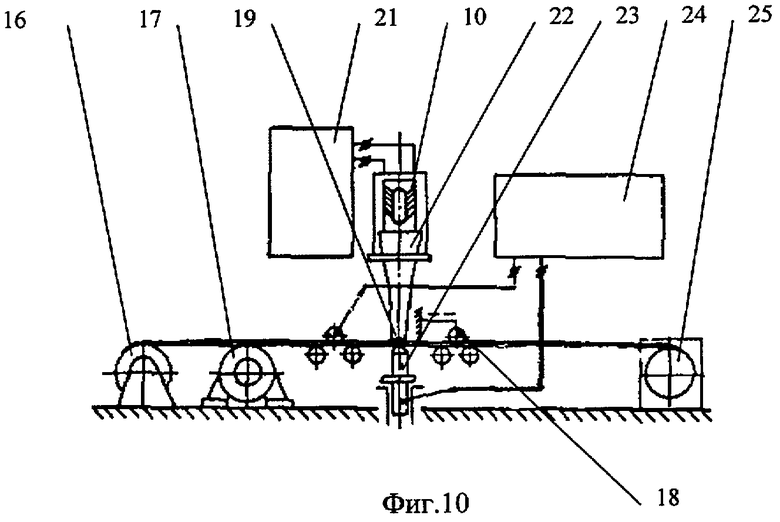
На фиг.1 показан способ ЭПП с подведением тока одним полюсом через скользящий контакт 1 до зоны деформации между валками 2 и 3, через которые подведен второй полюс источника тока.
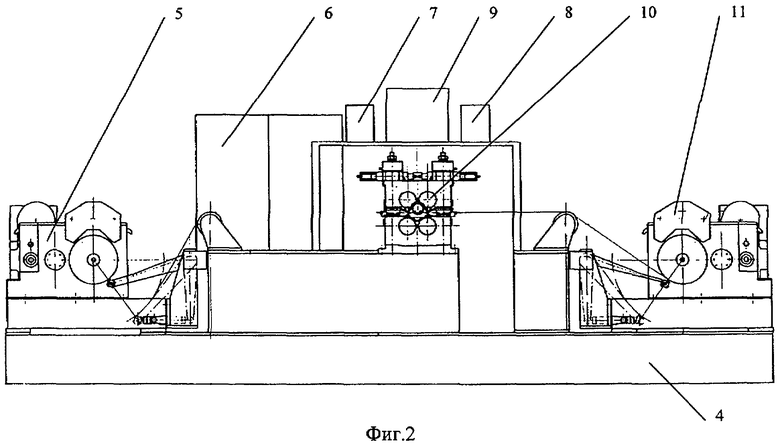
На фиг.2 представлена схема прокатного стана для проведения ЭПП. На раме 4 последовательно установлены: левая моталка 5, генератор импульсов 6, импульсные трансформаторы 7 и 8, выпрямительный блок 9, клеть 10, правая моталка 11.
Для электропластического волочения используется механическое устройство, предназначенное для протягивания протяженной заготовки сквозь узкое отверстие в волоке с обжатием ее до меньшего диаметра. Ток подводится с помощью скользящих или вращающихся роликовых контактов.
Ток прикладывают к движущейся заготовке таким образом, чтобы направление вектора плотности тока совпадало с направлением движения зоны деформации вдоль заготовки и направлением основных деформаций заготовки внутри волоки. Ток прикладывают одним полюсом к движущейся заготовке перед волокой и вторым полюсом непосредственно к проводящей деформирующей волоке.
В случае использования непроводящих волок импульсный ток подают на движущуюся заготовку до и после зоны деформации в волоке. Допустимо, чтобы ток подавался одним полюсом к проводящей деформирующей волоке и другим полюсом к движущейся заготовке (проволоке).
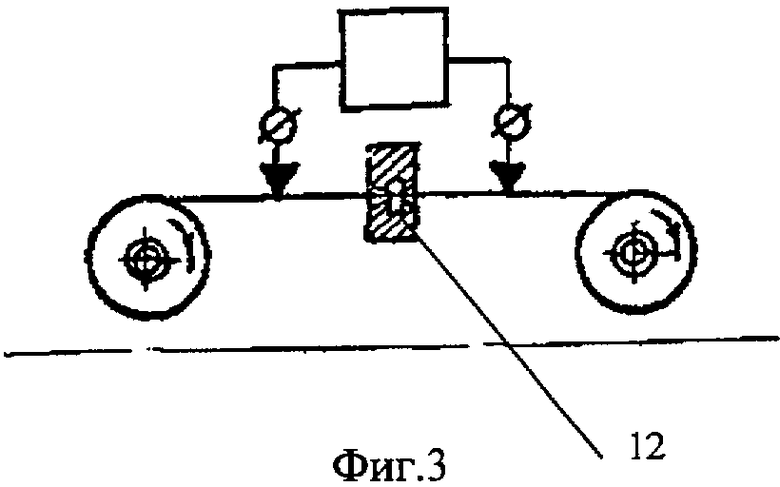
На фиг.3 показана схема подведения тока до и после зоны деформации в волоке 12 без включения ее в электрическую цепь для реализации электропластического волочения проволоки с расширением зоны действия тока до зоны деформации либо после зоны деформации с целью тепловой подготовки проволоки или снятия в ней наклепа в динамическом режиме.
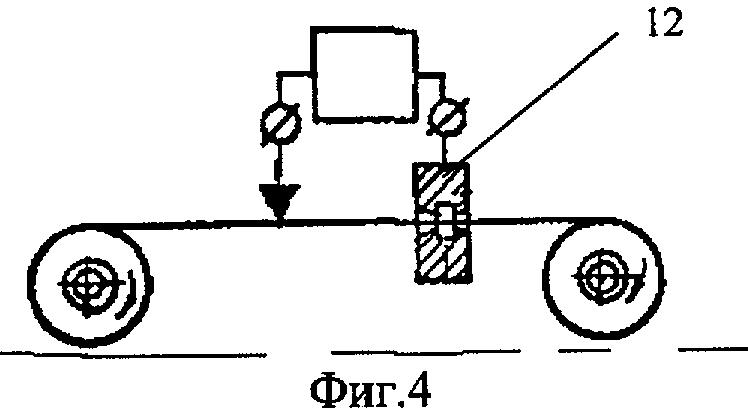
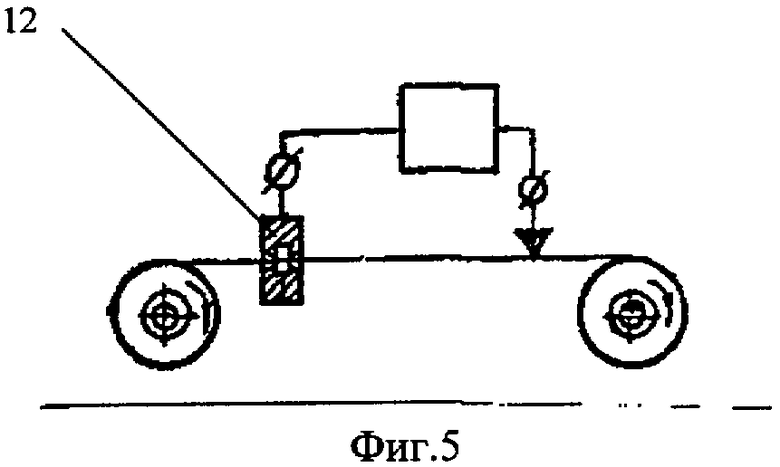
На фиг.4 и 5 представлены схемы подведения тока до и после зоны деформации для реализации электропластического волочения проволоки с включением волоки 12 в электрическую цепь вторым (фиг.4) или первым (фиг.5) контактом также с целью тепловой подготовки (фиг.4) или снятия в ней наклепа (фиг.5) в динамическом режиме.
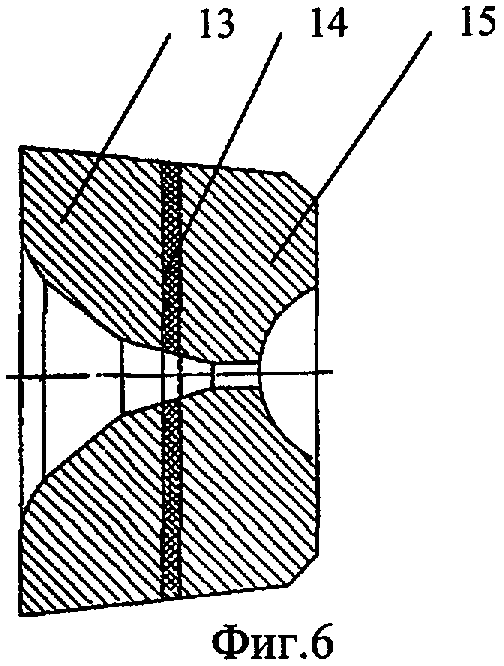
На фиг.6 показана разрезная волока, отдельные части 13 и 14 которой являются электрическими контактами, разделенными электроизоляционным материалом 15. Зона действия тока располагается внутри волоки.
Для электропластической штамповки металла используется механическое устройство, позволяющее осуществлять динамическое нагружение заготовки до механических напряжений выше предела текучести. При этом приложение потенциала к заготовке в той или иной части осуществляется через деформирующий инструмент.
Импульсный ток может подводиться, например, через подсечные кулачки, изолированные от пресса, через боковые края заготовки с помощью зажимов-контактов, через нижние края заготовки с помощью зажимов-контактов, а также через изолированные друг от друга матрицу и пуансон.
При проведении операций вытяжки подведение серии импульсов тока к заготовке осуществляется в момент подсечки профиля одним полюсом на верхний пуансон и вторым полюсом на нижний пуансон.
Для гибки профилей с растяжением подведение серии импульсов тока осуществляют с торцов заготовки. Подведение серии импульсов тока во время поперечной обтяжки обшивок из листового материала осуществляют также с торцов заготовки.
Последовательность технологических операций при штамповке следующая. Осуществляется сначала подключение импульсного тока к заготовке, находящейся в технологической оправке, изолированной от стана, при осуществлении листовой штамповки с заданием определенной степени предварительной деформации заготовки и пропусканием серий монополярных импульсов через деформируемую заготовку в направлении действующих основных напряжений и деформации.
На чертежах показаны схемы формообразующих операций:
фиг.7 - подсечка профилей;
фиг.8 - гибка профилей с растяжением;
фиг.9 - поперечная обтяжка обшивок.
Электропластическое ультразвуковое плющение металла осуществляется также с помощью специального механического устройства для принудительного движения заготовки между встречно вращающимися деформирующими валами либо между колеблющимися под влиянием ультразвука плашками, связанными с генератором ультразвука обратной акустической связью, создающего на участке движения заготовки между плашками стоячую ультразвуковую волну за счет подбора геометрических размеров концентратора и отражателя. Импульсный ток подключают к заготовке.
В первом варианте зону ультразвукового плющения располагают перед зоной действия импульсного тока между встречно вращающимися деформирующими валами с подключением отдельных полюсов источника тока к верхнему и нижнему валам, которые изолированы друг от друга для поперечного прохождения тока относительно заготовки.
Во втором варианте зону действия импульсного тока располагают перед зоной ультразвукового плющения. В третьем варианте зону действия ультразвука совмещают с зоной действия импульсного тока в одном узле деформации. Ток подводят одним полюсом к движущейся заготовке с помощью скользящих или вращающихся контактов и непосредственно к деформирующему ультразвуковому инструменту, например к нижней плашке.
При плющении с использованием стоячей волны ультразвука заготовки в виде проволоки из вольфрама, сплава вольфрама с рением или из пружинного сплава в ленту микронных размеров предусматривается одновременное использование в зоне деформации импульсного тока как пластифицирующего фактора и ультразвука как деформирующего фактора. Геометрические размеры концентратора и отражателя ультразвука выбираются, как указывалось, с учетом необходимости получения стоячей волны, что увеличивает амплитуду ультразвуковых колебаний в зоне деформации заготовки в два раза. В наиболее эффективном варианте плющение осуществляется плашками, которые колеблются под действием ультразвуковой стоячей волны в поперечном по отношению к движущейся заготовке направлении. Импульсный ток подается от генератора через нижнюю плашку одним полюсом и с помощью переднего роликового контакта к заготовке другим полюсом.
Способ ОМД ультразвуковой электропластической ковкой позволяет получить значения степеней единичных обжатий наиболее труднодеформируемых материалов до значений 86-88% без растрескивания на кромках и на поверхности ленты, при скоростях процесса до 1,5 м/с, с исключением расщепления материала в процессе ковки и улучшением физико-механических свойств и структуры ленты по сравнению с аналогом.
На фиг.10 показана установка для ультразвукового электропластического плющения труднодеформируемых металлов и сплавов:
16 - размоточное устройство;
17 - двигатель постоянного тока;
18 - датчик натяжения;
19 - контакт;
20 - ультразвуковой генератор;
21 - преобразователь;
22 - концентратор;
23 - отражатель;
24 - источник электротока;
25 - намоточный и укладочный механизмы.
При использовании изобретения повышается производительность, улучшаются физико-химические свойства металлов и повышается пластичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2014 |
|
RU2585920C2 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛА С ПРИМЕНЕНИЕМ ВО ВРЕМЯ ДЕФОРМАЦИИ ЭЛЕКТРОПЛАСТИЧЕСКОГО ЭФФЕКТА И УЛЬТРАЗВУКА | 2012 |
|
RU2525966C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДАВЛЕНИЕМ МЕТАЛЛОВ И ПОЛУПРОВОДНИКОВ С ПРИМЕНЕНИЕМ ЭЛЕКТРОПЛАСТИЧЕСКОГО ЭФФЕКТА | 2009 |
|
RU2432216C2 |
| Способ обработки давлением металли-чЕСКОй зАгОТОВКи | 1979 |
|
SU829241A1 |
| СПОСОБ СНАРЯЖЕНИЯ ПАТРОНА С БРОНЕБОЙНЫМ СЕРДЕЧНИКОМ ДЛЯ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ | 2009 |
|
RU2411442C1 |
| Способ электропластической деформации металлов | 1988 |
|
SU1687349A1 |
| Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом | 2019 |
|
RU2707054C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРНЫХ СПЛАВОВ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2367712C2 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2537675C2 |
Изобретение относится к металлургической промышленности, и может быть использовано при различных операциях обработки металлов давлением. В процессе механической обработки давлением к заготовке прикладывают импульсный ток. При прокатке с помощью встречно вращающихся валков или волочении с помощью волок, или штамповке деформирующим инструментом, или плющении между встречно вращающимися деформирующими валами, или плющении в режиме стоячей волны между колеблющимися под влиянием ультразвука плашками к заготовке прикладывают импульсы тока определенной плотности, длительности и частоты следования. При этом при прокатке или волочении, или штамповке частоту следования определяют по приведенной в формуле зависимости, а при плющении - с частотой, соответствующей или кратной частоте ультразвуковых колебаний, задаваемой генератором ультразвука в определенном интервале частот. Повышается производительность, улучшаются физико-механические свойства. 18 з.п. ф-лы, 10 ил.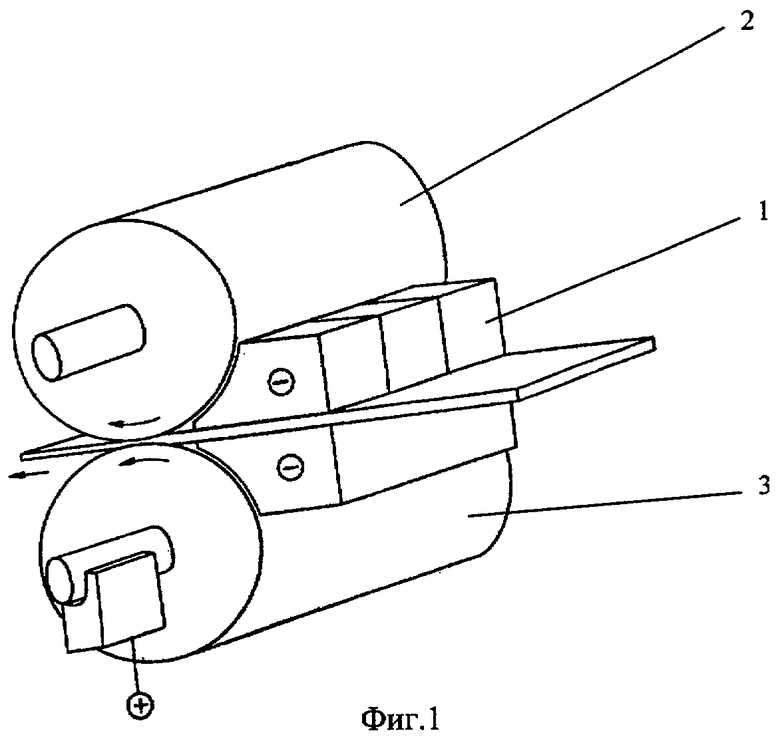
F=k·V/Δl,
где V - скорость движения заготовки;
Δl - длина зоны деформации между валами;
k - целочисленный коэффициент, k>1, а при плющении - с частотой F, соответствующей или кратной частоте ультразвуковых колебаний, задаваемой генератором ультразвука в интервале частот 10-17 кГц.
| Способ электропластической деформации металлов | 1988 |
|
SU1687349A1 |
| Способ снижения сопротивления металлов пластическому деформированию | 1988 |
|
SU1694299A1 |
| СПОСОБ ЭЛЕКТРОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ | 1994 |
|
RU2086338C1 |
| УСТАНОВКА ДЛЯ ПОДГОТОВКИ ПОДПИТОЧНОЙ ВОДЫ ТЕПЛОСЕТИ | 2005 |
|
RU2288184C1 |

