Изобретение относиться к области обработки металлов давлением и может быть использовано при получении длинноосных цилиндрических оболочек, получаемых из тонкой ленты или фольги, типа парфюмерных колпачков, винтовых пробок для различных емкостей, упаковочных пеналов и капсул для лекарств и пищевых добавок, корпусов конденсаторов и микросхем в электротехнической промышленности, кожухов микрофонов в радиотехнике и др.
Известен штамп для вырубки и многопереходной вытяжки (патент РФ №1459768, МПК5 В21D 22/30, 37/02, Бюл. №7, 1989 г.), содержащий жестко закрепленный на нижней плите матрицедержатель с вырубной и вытяжными матрицами, верхнюю плиту с центральным вытяжным пуансоном, имеющим вытяжную часть и бурт на боковой поверхности, установленную на нижней плите посредством колонок и подпружиненную на них промежуточную плиту, несущую телескопически размещенные вырубную и вытяжные кольцевые секции, расположенные на нерабочих торцах вытяжных секций разжимные кольца, а также рычаги, шарнирно закрепленные одним концом на колонках с возможностью взаимодействия другим концом с промежуточной плитой и буртом центрального вытяжного пуансона.
Недостатками известного устройства являются малая производительность и низкий коэффициент использования материала.
Наиболее близким техническим решением к предлагаемому устройству является штамп (патент №1801671, МПК5 В21D 22/30, Бюл. №10, 1993 г.), содержащий верхнюю плиту с центральными вытяжными пуансонами с приводными буртами, промежуточную плиту, установленную подвижно на четырех колонках на нижней плите и подпружиненную на них, блоки для вырубки и вытяжки в виде закрепленного на нижней плите матрицедержателя с гнездами для размещения комплектов вырубно-вытяжных матриц, а на промежуточной плите комплекты телескопически составленных вырубно-вытяжных пуансонов, на колонках промежуточной плиты закреплены поворотные рычаги, взаимодействующие с буртами приводных стержней, закрепленных на верхней плите, и опорными полуцилиндрами промежуточной плиты.
Недостатком прототипа является низкое качество получаемых деталей, изготавливаемых из тонкой ленты или фольги, из ленты покрытой пластмассой или лаком, из биметаллической ленты и их комбинаций, а также большое количество дорогостоящих вытяжных матриц, что удорожает себестоимость изготовления оболочек.
Задачей предложенного изобретения является повышение качества деталей, изготавливаемых из тонкой ленты или фольги, из ленты покрытой пластмассой или лаком, из биметаллической ленты и их комбинаций и снижение их себестоимости.
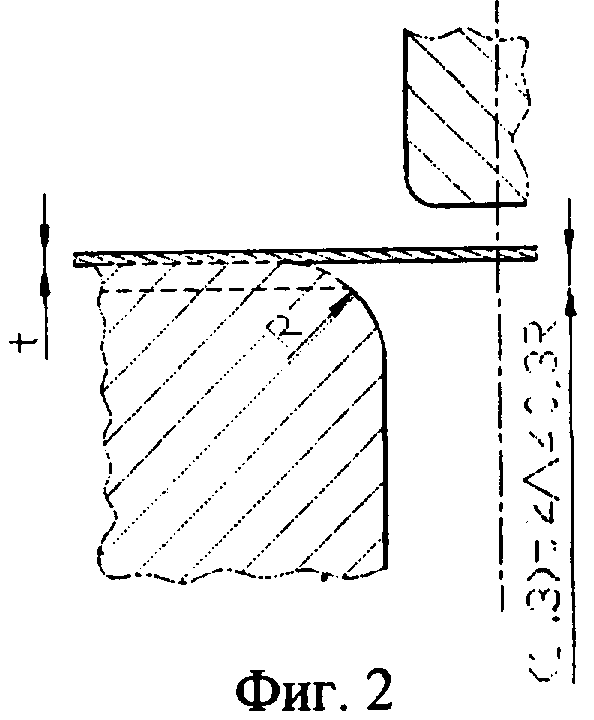
Поставленная задача достигается тем, что в штампе для вырубки и многопереходной вытяжки, содержащем нижнюю плиту с жестко закрепленным на ней матрицедержателем с вырубной и вытяжными матрицами, верхнюю плиту с центральным вытяжным пуансоном, имеющим вытяжную часть и расположенный на боковой поверхности бурт, установленную на нижней плите посредством колонок и подпружиненную к ней промежуточную плиту, несущую телескопически установленные вырубную и вытяжные кольцевые секции с буртом на одной из них, разжимные кольца, расположенные на нерабочих торцах вытяжных секций и взаимодействующие с соответствующими буртами центрального вытяжного пуансона и вытяжной секции, и рычаги, шарнирно закрепленные одним концом на колонках с возможностью воздействия другим концом на промежуточную плиту, вытяжные матрицы выполнены из антифрикционных полимеров, причем в качестве антифрикционных полимеров взяты полиамид алифатический, типа капролон В, полиимид типа ПМ-69, фторопласт, типа фторопласт-4, причем вытяжные матрицы выполнены из антифрикционных полимеров с различным пределом прочности и установлены с увеличением прочности пропорционально упрочнению деформируемой заготовки и армированы металлическими кольцами, а рабочие полости их выполнены с торообразной поверхностью, срезанной по плоскости, при этом величина среза составляет (1...3)t, но не превышает 0,3R, где t - толщина заготовки, R - радиус скругления матрицы.
На фиг.1 показан штамп для вырубки и многопереходной вытяжки, а на фиг.2 изображена схема расположения вытяжного инструмента и показан срез торообразной поверхности матрицы на глубину Δ.
Штамп для вырубки и многопереходной вытяжки представляет собой блок, состоящий из верхней 1 и нижней 2 плит, соединенных между собой направляющими колонками и втулками. Центрация блока в прессе осуществляется хвостовиком. Штамп имеет две промежуточные плиты: для вытяжных операций 3 в вытяжном модуле и для предварительной формовки и чеканки дна изделия в чеканочном модуле (не показано).
На промежуточной плите 3 крепится вырубно-вытяжной комплект, состоящий из вырубной секции вырубного пуансона 4, вытяжных секций 5, 6, разжимных колец 7, 8 и возвратных пружин. На осях 9 в проушинах 10 колонок 11 закреплены поворотные рычаги 12, взаимодействующие через ролики с осями 13 по одну сторону с компенсирующим полуцилиндром 14 промежуточной плиты 3, а по другую сторону с приводным буртом 15 на приводных стержнях 16. Промежуточная плита 3 держится на пружинах 17 и может перемещаться по четырем колонкам 11. Ход ее вверх ограничен гайками 18 колонок 11. Приводные бурты 19 и 20 со скосом под углом 45° вытяжной секции 6 и вытяжного пуансона 21 выполнены взаимодействующими со скосами подпружиненных разжимных колец 7, 8. Вытяжные секции 5 и 6 в свою очередь выполнены с внутренними буртами, которые сопряжены с соответствующими рабочими поверхностями вложенных частей вытяжной секции 6 и вытяжного пуансона 21. Центральный вытяжной пуансон 21 укреплен на верхней плите 1 штампа в пуансонодержателе 22 3, опирается на подкладную плиту 23 и состоит из обрезной части 24 и вытяжной части 25. На нижней плите 2 штампа установлен матрицедержатель 26 с комплектом вырубной матрицы 27, вытяжных матриц 28, 29, 30 и съемником готовых деталей 31. Матрица 29 имеет канал 32 для выхода облоя от обрезки кромки полуфабриката. Комплект инструмента в матрицедержателе 26 жестко фиксируется крышкой 33 с отверстием 34 для выхода облоя, воздушный сдув которого осуществляется через отверстие 35 в матрицедержателе 26. На матрицедержателе 26 установлен плоский съемник 36 с направляющими для подачи ленты в рабочую зону штампа. В вытяжном модуле расположены три комплекта вырубно-вытяжного телескопического инструмента.
Штамп для вырубки и многопереходной вытяжки работает следующим образом. При ходе ползуна пресса вниз приводные бурты 15 приводных стержней 16 взаимодействует с поворотными рычагами 12, которые передают усилие на компенсирующие полуцилиндры 14, самоустанавливающиеся по поверхности сопряжения промежуточной плиты 3. При этом промежуточная плита 3, преодолевая сопротивление пружин 17, перемещается вниз вместе с вырубными пуансонами 4 и вытяжными секциями 5, 6. При подходе к штампуемой ленте режущие вставки вырубных пуансонов 4 вырубают из нее три заготовки в каждом комплекте инструмента в матрицах 27 и опускают каждую из них на зеркало вытяжной части матрицы 28. При этом рычаги 12, поворачиваясь вокруг своих осей 13, выходят из-под бурта 15 приводных стержней 16, и плита 3 останавливается, фиксируя положение плоскости вырубных вставок пуансонов 4 относительно зеркала вытяжной части матрицы 28, обеспечивая складкодержание заготовки при вытяжке. Затем приводной бурт 20 пунсона 21 начинает взаимодействовать через разжимное кольцо 8 и бурт 19 вытяжной секции 6 на разжимное кольцо 7, перемещая все вниз, производят первую вытяжку колпачка вытяжной секцией 5 в вытяжной части матрицы 28. Секция 5 останавливается, когда разжимное кольцо 7 зайдет за соответствующий уступ на пуансоне 4 и разожмется. Тогда вторая вытяжная секция 6 подхватывает вытянутый колпачок, протягивает его через матрицу 29 и останавливается за счет того, что разжимное кольцо 8 заходит за второй уступ пуансона 4 и разжимается. Далее вытяжной пуансон 21 своей частью 25 окончательно протягивает колпачок через матрицу 30 и обрезными кромками части 24 отсекает облой в виде кольцевого отхода от изделия и опускает изделие ниже съемника 31. При обратном ходе пуансона 21 съемник 31 сбрасывает с него деталь в тару, а разжимные кольца 7, 8, соскакивая с большего диаметра пуансона на меньший, под действием кольцевых пружин поднимаются вверх вместе с вытяжными секциями и пуансонами, при этом осуществляется съем отрезанного отхода с пуансона 21 вытяжной секцией 6. Удаление отхода из рабочей зоны штампа осуществляется с помощью встроенного пневмосдувателя через отверстия 35. При дальнейшем подъеме плиты 1 и приводных стержней 16 вверх рычаги 16 заскакивают за бурты 15 и поворачиваются вверх, поднимаясь вместе с промежуточной плитой 3 под действием возвратных пружин 17. В обработке давлением, по нашим сведениям, в качестве инструмента полимеры с антифрикционными свойствами до сих пор не востребованы. Для того чтобы можно было применить полимер в качества штамповочного инструмента, необходимы его высокая прочность и низкий коэффициент трения. Главным преимуществом применения полимеров в инструменте это отсутствие налипания деформируемого металла на поверхность инструмента даже в случае штамповки без смазки. Для многооперационной вытяжки требуется четкое сочетание граничных условий на пуансонах, складкодержателях и матрицах. На рабочих поверхностях пуансонах и складкодержателях коэффициент трения должен быть больше, чем на матрицах, тогда повышается надежность деформирования при одних и тех же коэффициентах вытяжки. Для случая с телескопическим инструментом идеально подходит следующее сочетание: матрицы выполнены, например, из капролона В, а пуансоны и складкодержатель остаются стальными. Составим отношение предела прочности, например, капролоновой матрицы 1-й вытяжки (σв=90 МПа) к давлению на вытяжном ребре σв/σм1=90/4,3=20,9, т.е. прочность ее в 21 раз выше действующего на нее давления, что достаточно для хорошей стойкости матрицы. Были изготовлены образцы капролоновых матриц, которые прошли опытную проверку. По весу капролоновая матрица в 7,2 раза легче стальной (7,9/1,1), а по цене капролон дороже инструментальной стали в 4 раза. Таким образом, матрица из капролона при одинаковом отходе в стружку будет дешевле в 1,8 раза, но технология изготовления стальной закаленной матрицы намного более трудоемкая, чем капролоновой.
Применение в штампе для вырубки и многопереходной вытяжки пластмассы в качестве инструмента позволило съемник сложной конструкции заменить на обычный фрикционный, выполненный из полиуретана, что позволит снимать с пуансона детали с очень тонкой стенкой без складок по корпусу. Проведенный силовой анализ процесса вытяжки в штампе для вырубки и многопереходной вытяжки с телескопическим инструментом показал - давление на инструмент практически в 600 раз меньше, чем может выдержать стальной инструмент. Поэтому было предложено для его изготовления использовать высокопрочную антифрикционную пластмассу, например капролон В. В этом случае запас прочности становится двадцатикратным, что достаточно для высокой стойкости инструмента. Анализ деформации показал, что матрицы надо делать из пластмассы, а пуансоны и складкодержатель оставить металлическими.
При этом появляется возможность получения высококачественных деталей из тонкой ленты или фольги, а также многослойных материалов, например, покрытых лаком или декоративной пластмассой, т.е. без надрывов, складок, «апельсиновых корок» и др. (что раньше сделать в обычных штампах и в автоматическом режиме было невозможно). В этом случае стоимость инструмента только по материалу будет почти в 2 раза дешевле, а сам инструмент в 7 раз легче.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 1971 |
|
SU311685A1 |
| Штамп для многопереходной вытяжки | 1973 |
|
SU459286A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп для многопереходной вытяжки | 1984 |
|
SU1232333A1 |
| Штамп для вырубки и вытяжкипОлыХ дЕТАлЕй | 1979 |
|
SU804103A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении цилиндрических оболочек из тонкой ленты или фольги. На нижней плите штампа жестко закреплен матрицедержатель с вырубной и вытяжными матрицами. Вытяжные матрицы выполнены из антифрикционных полимеров. На верхней плите смонтирован центральный вытяжной пуансон, имеющий вытяжную часть и бурт на боковой поверхности. На нижней плите посредством колонок установлена подпружиненная промежуточная плита, несущая телескопичеси установленные вырубную и вытяжные кольцевые секции с буртом на одной из вытяжных секций. На нерабочих торцах вытяжных секций расположены разжимные кольца. Кольца имеют возможность взаимодействия с соответствующими буртами вытяжного пуансона и вытяжной секции. На колонках одним концом шарнирно закреплены рычаги, воздействующие другим концом на промежуточную плиту. В результате обеспечивается повышение качества деталей и снижение их себестоимости. 6 з.п. ф-лы, 2 ил.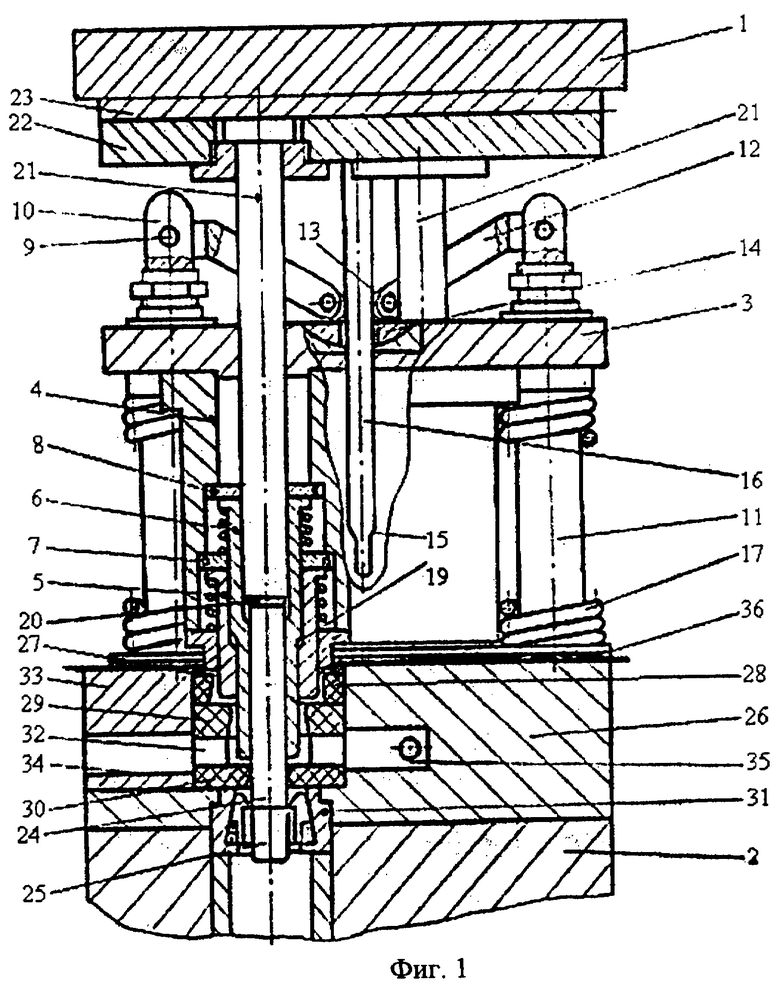
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| 0 |
|
SU221641A1 | |
| RU 2060080 C1, 20.05.1996 | |||
| DE 4002528 A1, 02.08.1990 | |||
| СПОСОБ ПРОИЗВОДСТВА СМЕСИ ДЛЯ ГЕРОДИЕТИЧЕСКОГО ПИТАНИЯ | 2003 |
|
RU2250703C2 |
| РОМАНОВСКИЙ В.П., Справочник по холодной штамповке, Ленинград, Машиностроение, 1971, с.234, 590-596, рис.510. | |||

