(54) ШТАМП ДЛЯ ВЫРУБКИ И ВЫТЯЖКИ ПОЛЫХ ДЕТАЛЕЙ
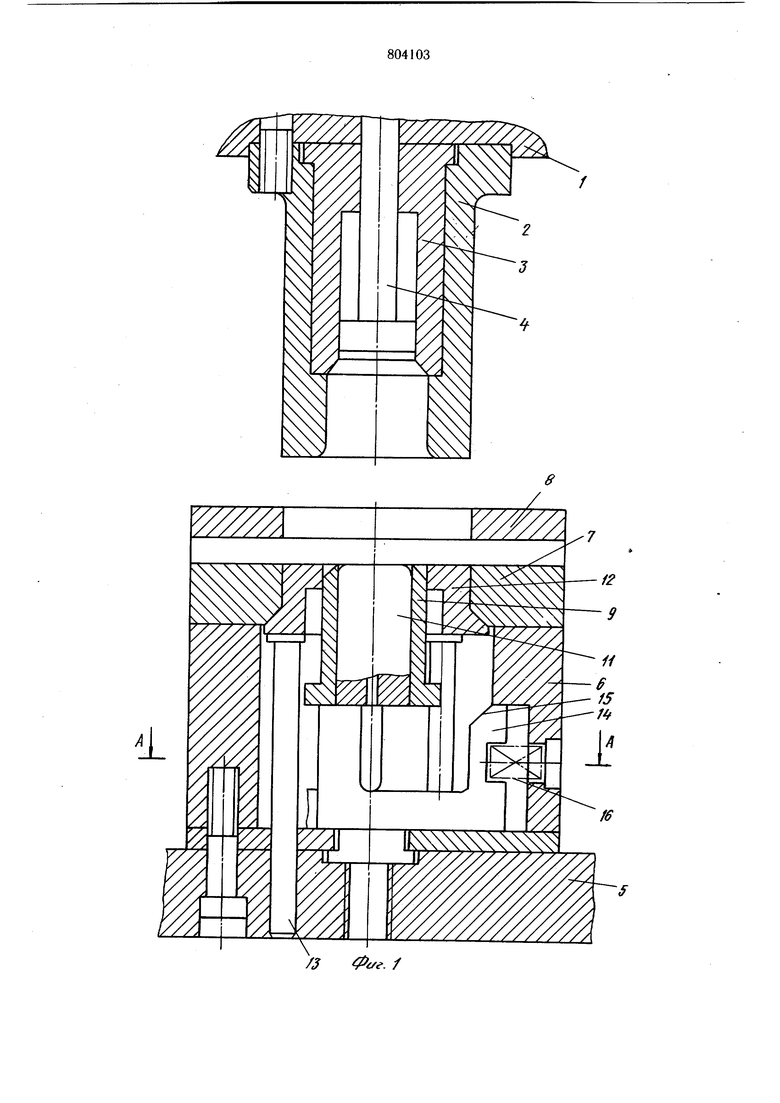
матрица 2 первого перехода, служащая одновременно вырубным паунсоном, вытяжная матрица 3 второго перехода и выталкиватель 4, размещенный в полости вытяжных матриц 2 и 3, а также нижнюю часть.
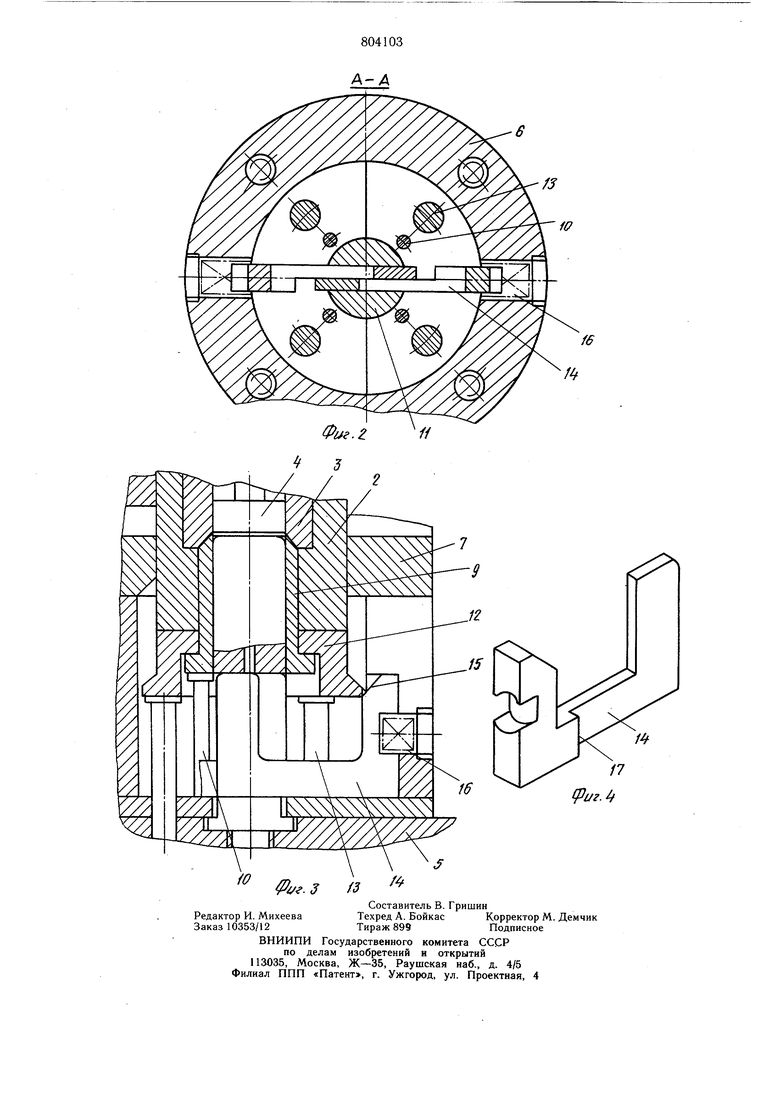
Нижняя часть штампа содержит опорную плиту 5, на которой смонтирована обойма 6 с закрепленными на ней вырубной матрицей 7 и съемником 8. В полости вырубной матрицы 7 соосно установлен полый вытяжной пуансон 9, первого перехода, снабженный приводом перемещения вдоль направления перемещения подвижной части щтампа, действующим через щпильки 10. В сквозном отверстии вытяжного пуансона 9 установлен неподвижно вытяжной пуансон 11 второго перехода. Кроме того, в полости вырубной матрицы 7 размещен складкодержатель 12 с приводом перемещения параллельно направлению перемещения вытяжного пуансона 9 через щпильки 13. Приводом вытяжного пуансона 9 и складкодержателя 12 служит двойное буферное устройство (не показано). В полости обоймы 6 между нерабочими торцами вытяжных пуансонов 9 и 11 и опорной плитой 5 размещены две ползущки 14 со скосами 15 подвижные во взаимно противоположных направлениях в плоскости, перпендикулярной направлению перемещения подвижной части. Каждая из ползущек 14 снабжена пружиной 16. Поперечное сечение каждой из ползущек 14 имеет размеры, не больще размеров поперечного сечения рабочей части вытяжного пуансона 10. На ползущках 14 выполнены выступы 17.
Предлагаемый щтамп используют для работы на прессах простого действия.
Устройство работает следующим образом.
При перемещении подвижной части щтампа в направлении неподвижной пуансонматрица 2 вначале вырубает заготовку из полосы или ленты (не показаны), расположенной на зеркале вырубной матрицы 7. При дальнейщем продвижении в указанном направлении пуансон-матрицей 2 и пуансоном 9 производят вытяжку первого перехода вырубленной заготовки. При этом складкодержатель 12 перемещается вместе с пуансоном-матрицей 2 до того момента, пока его нижний торец не дойдет fto скосов 15 ползущек 14, после чего вытяжка первого перехода заканчивается. С продолжением перемещения подвижных частей в указанном направлении складкодержатель 12, взаимодействуя кромками нерабочего торца со скосами 15 ползущек 14, раздвигает последние (фиг. 3). Далее вытяжной пуансон 9 первого перехода перемещается вместе с подвижной частью штампа, при этом пуансоном 10 и матрицей 3 выполняют вытяжку второго перехода.
По окончании вытяжки подвижная часть щтампа перемещается в исходное положение. Пуансон 9 и складкодержатель 12 возвращаются в положение, показанное на фиг. 1, а ползушки 14 под действием пружин 16
0 смыкаются до упора в выступы 17. Готовую деталь из полости нижней части перемещают до уровня зеркала матрицы, а отход материала снимают с пуансон-матрицей 2 съемником 8. Если деталь останется в матрице 3, ее удаляют выталкивателем 4, приводимым
в действие устройством в ползуне пресса (не показано).
Предлагаемый щтамп может быть применен для вытяжки ступенчатых, а также некруглых деталей.
Формула изобретения
Штамп для вырубки и вытяжки полых деталей из листового материала, содержащий смонтированные на подвижной части вырубной пуансон и вытяжную матрицу и закрепленные на неподвижной части щтампа вырубную матрицу, вытяжной пуансон и складкодержатель, размещенний между ними, отличающийся тем, что, с целью увеличения высоты щтампуемых деталей, он снабжен дополнительными вытяжной матрицей, установленной на неподвижной части, и пуансоном, охватывающим вытяжной пуансон, снабженным приводом независимого
5 перемещения и смонтированным на неподвижной части щтампа, и двумя подвижными во взаимно противоположных направлениях в плоскости, перпендикулярной направлению перемещения подвижной части, ползунами, смонтированными на неподвижной части щтампа, выполненными взаимодействующими с нерабочими торцами пуансонов и имеющими поперечное сечение с размерами, не больщими размеров поперечного сечения рабочей части вытяжного пуансона.
Источники информации, принятые во внимание при экспертизе 1. Малов А. Н. Технология холодной
щтамповки. М., «Мащиностроение, 1969,
с. 428-430, рис. 252. /3 . /
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп совмещенного действия | 1982 |
|
SU1117103A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для реверсивной вытяжки | 1980 |
|
SU925484A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |