Изобретение относится к листовой штамповке.
Цель изобретения - повышение производительности и обеспечение автоматизации процесса.
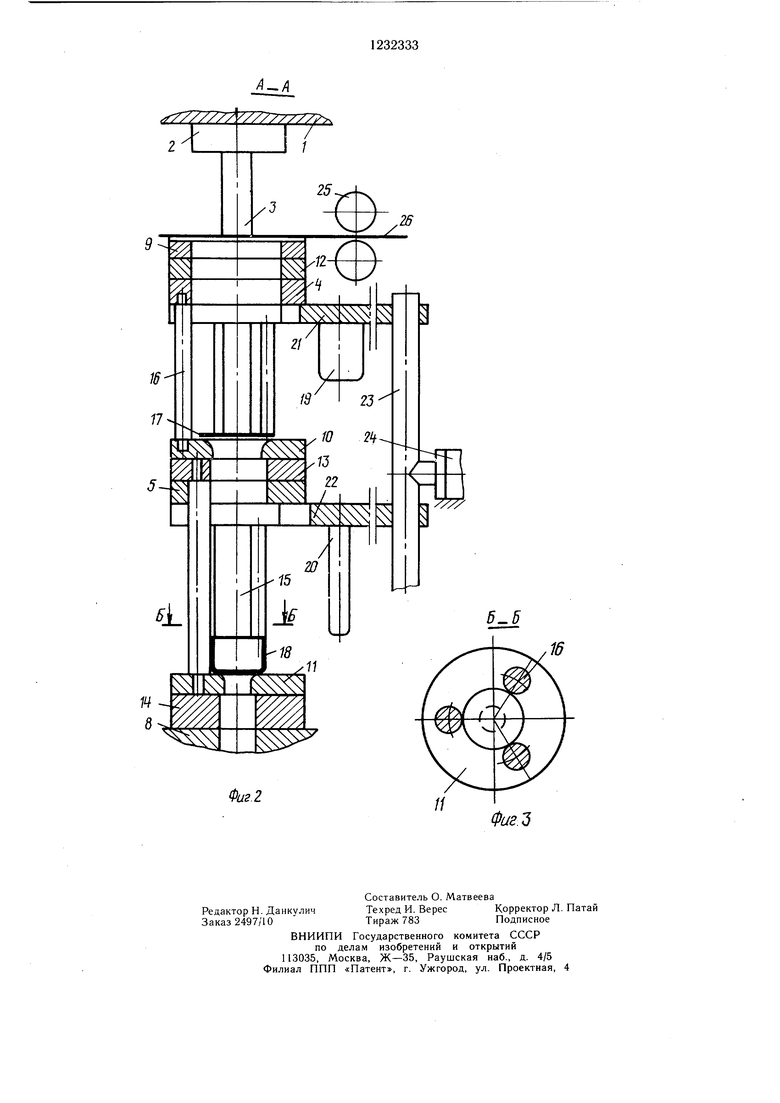
На фиг. 1 изображен предлагаемый штамп, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
На верхней плите 1 штампа, связанной с пуансоном пресса (не показан) закреплен 10 вырубной пуансон 2 первого перехода и рама, состояш,ая из тяг 3 и траверс 4 и 5 с закрепленными на них горизонтальными направляюшими 6 и 7. На нижней плите закреплены соосно одна другой последона позицию штамповки. Штамп снабжен валковой подачей 25 ленты 26.
Штамп работает следующим образом.
В исходном положении пуансонодержа- тели 21 и 22, пуансоны 19 и 20, смонтированные -на направляющей колонке 23, с помощью механизма 24 горизонтального перемещения выведены из зоны штамповки. Рабочий ход пресса осуществляется после ввода пуансонов 19 и 20 в рабочее пространство и установки их соосно матрицам 9-11. Валковой подачей 25 осуществляется подача ленты 26 в зону штамповки. Первым рабочим ходом пресса осуществляется вырубка заготовки 17, которая при обратном ходе ползуна и отводе пуансонов 19 и 20,
вательно сверху вниз вырубная матрица 9 пуансонодержателей 21 и 22 из зоны штам- первго перехода и вытяжные матрицы 10 иповки падает на матрицу 10 второго пере11 последующих переходов. Матрицы 9-11
установлены на матрицедержателях 12 -
14, закрепленных на колонках 15 на определенном расстоянии один от другого.
Между матрицами 9-11 установлены вертикальные направляющие 16 для штампуемых на проход заготовок 17 и 18. Вытяжные пуансоны 19 и 20 второго и третьего, переходов установлены соосно один другому и закреплены на пуансонодержателях 21 и 22, установленных в направляющих 6 и 7 траверс 4 и 5 рамы. Пуансонодержатели 21 и 22 закреплены на общей направляющей колонке 23 с возможностью вертикального перемещения вместе с траверсами 4 и 5 тягами 3. Направляющая колонка 23 связана с механизмом 24 горизонтального перемещения, например с пневмоцилиндром или роботом. Пуансоны 19 и 20 установлены под матрицами 9 и 10 предыдущих
хода, центрируемая направляюшими 16. Пос ле этого пуансоны 19 и 20 снова вводятся в рабочее пространство, валковой подачей
2Q 25 перемещается лента 26 и при следующем рабочем ходе пресса производится вырубка заготовки 17 и пуансоном 19, перемещаемым вместе с тягами 3, траверсой 4 и пуан- сонодержателем 21 по направляющей колонке 23 вниз вытяжка заготовки 18. После
25 следующего обратного хода пресса и отвода пуансонов 19 и 20 вправо новая заготовка 17 первого перехода и заготовка 18 второго перехода падают соответственно на матрицы 10 и 11 и центрируются относительно них с помощью направляющих 16.
30 При последующих циклах осуществляется одновременная вырубка заготовки 17 из ленты, вытяжка ее в матрице 10 второго перехода пуансоном 19 и вытяжка заготовки 18 в матрице 11 третьего перехода пуансоном 20 с получением готового изделия.
переходов на расстоянии от матриц 1C и 11 - удаляемого через очко матрицы 11.
соответствующих переходов, большем высоты заготовок 17 и 18. Между матрицами 9-11 предусмотрено пространство для прохода пуансонов 19 и 20 при перемещении их
Конструкция предлагаемого штампа позволяет осуществлять на прессе простого действия многопереходную вытяжку и автоматизировать процесс штамповки.
на позицию штамповки. Штамп снабжен валковой подачей 25 ленты 26.
Штамп работает следующим образом.
В исходном положении пуансонодержа- тели 21 и 22, пуансоны 19 и 20, смонтированные -на направляющей колонке 23, с помощью механизма 24 горизонтального перемещения выведены из зоны штамповки. Рабочий ход пресса осуществляется после ввода пуансонов 19 и 20 в рабочее пространство и установки их соосно матрицам 9-11. Валковой подачей 25 осуществляется подача ленты 26 в зону штамповки. Первым рабочим ходом пресса осуществляется вырубка заготовки 17, которая при обратном ходе ползуна и отводе пуансонов 19 и 20,
пуансонодержателей 21 и 22 из зоны штам- повки падает на матрицу 10 второго перепуансонодержателей 21 и 22 из зоны штам- повки падает на матрицу 10 второго пере
хода, центрируемая направляюшими 16. После этого пуансоны 19 и 20 снова вводятся в рабочее пространство, валковой подачей
25 перемещается лента 26 и при следующем рабочем ходе пресса производится вырубка заготовки 17 и пуансоном 19, перемещаемым вместе с тягами 3, траверсой 4 и пуан- сонодержателем 21 по направляющей колонке 23 вниз вытяжка заготовки 18. После
следующего обратного хода пресса и отвода пуансонов 19 и 20 вправо новая заготовка 17 первого перехода и заготовка 18 второго перехода падают соответственно на матрицы 10 и 11 и центрируются относительно них с помощью направляющих 16.
При последующих циклах осуществляется одновременная вырубка заготовки 17 из ленты, вытяжка ее в матрице 10 второго перехода пуансоном 19 и вытяжка заготовки 18 в матрице 11 третьего перехода пуансоном 20 с получением готового изделия.
удаляемого через очко матрицы 11.
Конструкция предлагаемого штампа позволяет осуществлять на прессе простого действия многопереходную вытяжку и автоматизировать процесс штамповки.
Фиг.2
16
фиг.Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопереходной штамповки | 1984 |
|
SU1234006A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Устройство для зигзагообразной штамповки | 1979 |
|
SU948496A2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |

| 0 |
|
SU232942A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
