Область техники, к которой относится изобретение
Данное изобретение относится к системе и способу для обработки объектов с использованием лазера, включая распознавание формы. Этот способ можно использовать, в частности, для маркировки, сварки, сверления, резания и тепловой обработки с помощью лазера.
Уровень техники
Областью изобретения является обработка, например высокоскоростная маркировка или сварка очень небольших объектов, включая предварительное расположение опорной поверхности и автоматическое распознавание места, подлежащего обработке (положения - ориентации). Ориентация объектов может быть случайной, но без наложения друг на друга.
Маркировка объектов без добавления краски или других элементов обеспечивает сохранение "медицинского" качества объектов или "электронную" степень чистоты.
Имеется несколько способов маркировки с использованием краски, струи чернил, струи песка и т.д. Однако ни один из них не обеспечивает маркировку небольших объектов или объектов со сложной геометрией.
Кроме того, объект загрязняется краской и необходимо его специально располагать перед маркировкой, что требует затрат в промышленных условиях.
В уровне техники нет способа, способного обеспечивать одновременное выполнение операций сварки, сборки и маркировки.
Существующие лазерные аппараты не имеют достаточно тонкого луча для удовлетворения условиям тонкой маркировки. Расхождения луча являются слишком большими, что ограничивает использование лазерных аппаратов.
Таким образом, типичный существующий центр лазерной обработки может содержать:
- источник с лазером на иттрий-алюминиевом гранате, работающем с модуляцией добротности, с накачкой от непрерывно работающей криптоновой лампы, с мощностью от 50 до 70 Вт, с гальванометрической головкой для смещения луча по осям Х и Y, плоской линзой фокусировки поля с фокусным расстоянием от 200 до 300 мм. Высота знаков, наносимых для маркировки с помощью лазерного луча диаметром примерно 80 мкм, редко составляет менее 500-600 мкм. Применяемая энергия является слишком большой для предотвращения деформации тонких частей;
- компьютер, использующий программное обеспечение для печатания различных буквенно-цифровых знаков, логотипов, штриховых кодов, показателей шкалы и т.д.;
- интегрирующую раму, содержащую, в частности, следующее:
- опору лазерного источника с перемещением по оси Z (ось регулирования фокусного расстояния),
- защитную пластину безопасности,
- участок загрузки и разгрузки объектов, подлежащих маркировке, со специальным или общим расположением на линии изготовления,
- стол с возможностью перемещения в плоскости XY,
- поддон с возможностью поворота на ±180° или следящего поворота,
- блок поворота по углу тета и т.д.,
- вытяжку для дыма,
- форсунку регулирования атмосферы.
Размеры лазерного источника и необходимого оборудования для четкой работы приводит к большим размерам аппарата. Микромеханическую обработку обычно выполняют в чистых помещениях, в которых ограничено число частиц пыли на кубический метр, и поэтому эти помещения являются дорогими.
- участок загрузки частей, который обычно включает плоский стол, часто выполненный из анодированного алюминия, на котором пользователь сам выполняет расположение в соответствии со своей собственной схемой.
Обычно это расположение не требует большой точности, поскольку части, подлежащие маркировке, являются большими, и место, подлежащее маркировке, задается не точнее чем ±2 мм.
Можно использовать хорошо адаптированное программное обеспечение для маркировки нескольких частей при одном расположении посредством повторения файлов маркировки с заданным шагом.
Однако точное расположение и ориентация частей под лазерным лучом для маркировки мелких частиц требует выполнения сложных и дорогих операций с точки зрения инструментов и обработки. Это приводит к очень высокой стоимости лазерной маркировки, что делает ее непрактичной. Вследствие этого нельзя использовать системы управления качеством, такие как ISO 9001, для очень малых частей или частей сложной формы.
Целью изобретения является решение этой проблемы.
Раскрытие изобретения
Изобретение относится к системе для обработки объектов с использованием лазерного луча, характеризующейся тем, что она содержит:
- устройство подачи объектов с предварительным расположением на их опорной поверхности,
- поддон для опоры объектов,
- гальванометрическую головку, содержащую:
- первую широкоугольную камеру с ее фокусирующей ячейкой, с первым фильтром, расположенным на выходе камеры,
- вторую узконаправленную камеру с ее фокусирующей линзой, со вторым фильтром, расположенным на выходе камеры,
- направляющее зеркало,
- гальванометрические отклоняющие зеркала,
- линзу, которая отображает, по меньшей мере, один объект, расположенный на поддоне;
- лазерный источник,
- компьютер, в котором установлено программное обеспечение распознавания формы для контролирования работы указанной первой камеры, указанной второй камеры, указанного лазерного источника и средств управления перемещением указанной гальванометрической головки (XYZ).
Указанная система предпочтительно содержит первое и второе отражательные гальванометрические зеркала, отводимое зеркало, плоскую полевую линзу, ленту, несущую объекты, подлежащие маркировке, и источник реакционного газа вблизи поддона.
Первые два поворотных отражательных зеркала можно заменить одним зеркалом на поворотной опоре для выполнения системы более компактной.
В одном примере выполнения фильтр на выходе первой камеры обеспечивает прохождение длины волны около 600 нм, лазерный источник является источником с длиной волны около 1064 нм, фильтр на выходе второй камеры обеспечивает прохождение такой длины волны.
Обработка может соответствовать маркировке, сварке, сверлению, разрезанию или тепловой обработке.
Изобретение также относится к способу обработки объектов с использованием лазера, содержащего поддон для опоры объектов, гальванометрическую головку, лазерный источник и компьютер, при этом указанный способ содержит стадии:
- расположения объектов, размещенных на своей опорной поверхности, на указанный поддон,
- отображения всех этих объектов в широком угле с идентификацией каждого объекта с его положением и его ориентацией,
отображения зоны, подлежащей маркировке, на одном из объектов в узком угле с высоким разрешением,
- обработки этого объекта с использованием выходного луча лазерного источника.
Чистота обработки порядка нескольких микрометров делает возможным высококачественное контролирование очень небольших сложных или идентифицированных объектов. Маркировка может следовать также сложной топологии. Оптическая система распознавания может создавать при необходимости лист качества (фотомаркировку) для каждого объекта.
Наличие двух камер (одной широкоугольной и другой узконаправленной) улучшает чистоту и точность обработки.
Изобретение также обеспечивает маркировку большого количества объектов без остановки, включая отображение и распознавание формы объектов (возможно также считывание). Затем эти мелкие объекты можно отслеживать.
Изобретение можно также использовать для сварки и связанной с этим маркировки (электронной). Эта технология является недорогой: ее можно использовать для высокоскоростной обработки частей. Она не загрязняет объекты: в ней используются свойства комбинирования подложки с конкретным газом. Поэтому она пригодна для биомедицинских или электронных изделий.
Изобретение можно легко применять для продуктов питания, домашних или автомобильных изделий и заменять отметку качества на стадии изготовления.
Можно дополнительно подключать оптическую частичную систему и гальванометрическое сканирование для обеспечения обработки в любом положении.
В целом, способ согласно изобретению имеет несколько преимуществ:
- не загрязнение поверхностей и отсутствие необходимости дополнения изделий (медицинских, часовых и т.д.),
- чистота и точность обработки и возможность выбора разрешения,
- высокая скорость за счет распознавания формы и сканирования лучом с помощью гальванометрического зеркала (отсутствие перемещаемых или позиционируемых частей),
- возможность обработки трехмерных частей с автофокусировкой,
- возможность "художественной" маркировки (сложные чертежи),
- возможность считывания штрихового кода и компьютерной интерпретации номера части или кода брака,
- очень низкая стоимость блока и обработка частей, которую невозможно выполнять в настоящее время,
- контроль качества,
- сварка очень мелких объектов и оперативная маркировка с интегрированным контролем качества.
Краткое описание чертежей
На чертежах изображено:
фиг.1 - общая схема системы согласно изобретению,
фиг.2 и 3 - стадии способа согласно изобретению,
фиг.4 и 5 - два примера выполнения способа согласно изобретению.
Осуществление изобретения
Как показано на фиг.1, система согласно изобретению содержит:
- поддон 10, служащий опорой для объектов 11, например, состоящий из ленты 19, снабженной указанными объектами 11,
- гальванометрическую головку 12, содержащую:
- первую широкоугольную камеру 13 со связанной с ней линзой 14, на выходе которой находится первый фильтр 15, обеспечивающий прохождение первой длины волны λ1,
- вторую узконаправленную камеру 16 со связанной с ней линзой 17, на выходе которой находится второй фильтр 18, обеспечивающий прохождение второй длины волны λ2,
- направляющее зеркало 20,
- гальванометрические зеркала 21 и 22,
- линзу 23,
- лазерный источник 24, работающий на длине волны λ2,
- компьютер 25, в котором установлено программное обеспечение 26 распознавания формы для проверки работы указанной первой камеры, указанной второй камеры, указанного лазерного источника и средств 27 и 28 управления перемещением указанной гальванометрической головки и указанного поддона 10.
В показанном на фиг.1 варианте выполнения система согласно изобретению более точно содержит:
- первое и второе гальванометрические отражательные зеркала 21 и 22,
- отражательное зеркало 20, отводимое вслед за перемещением 30,
- плоскую полевую линзу 23,
- источник 32 реакционного или защитного газа, расположенный вблизи поддона.
Способ согласно изобретению включает следующие стадии.
На первой стадии объекты 11, подлежащие обработке, располагают на их опорной поверхности (стрелка 31) на поддерживающем объекты поддоне 10.
Затем они автоматически переводятся в поле обзора первой широкоугольной камеры 13, как показано на фиг.1.
Поэтому оптический путь для широкоугольного отображения всех объектов, расположенных на поддоне 10, является следующим:
- первая камера 13,
- проход через фокусирующую линзу 14,
- проход через первый фильтр 15,
- проход через гальванометрическое зеркало 22,
- проход через линзу 23.
Анализатор изображения "считает" и "ориентирует" объекты 1 в общей системе координат. Все эти объекты отображаются, каждый из них идентифицируется со своим положением, и запоминается характеристическая точка (например, центр G тяжести) каждого объекта с ее ориентацией.
Первая камера 13 обозревает поддон 10 и объекты 11, расположенные на поддоне, через зеркало 22 и линзу 23. Наложение опорного изображения и наблюдаемого объекта (объектов) 11 находится в ее поле видимости. Полезные зоны записываются в координатах Х и Y.
Как показано на фиг.2, на второй стадии вторая камера 16 отображает полезную зону (зоны) в координатах X, Y, указанных выше, в более узком угле через отводимое отражательное зеркало 20, гальванометрические зеркала 21 и 22 и линзу 23.
Поэтому оптический путь отображения в более узком угле части объекта, подлежащего обработке, состоит в следующем:
- вторая камера 16,
- проход через фокусирующую линзу 17,
- проход через второй фильтр 18,
- отражение от отводимого зеркала 20,
- отражение от зеркала 21,
- отражение от зеркала 22,
- проход через линзу 23.
Опорное изображение и наблюдаемый с высоким разрешением объект накладываются друг на друга с точностью в несколько микрон.
После завершения идентификации этой зоны зеркало 20 отводится с помощью линейного или поворотного перемещения 30 хорошо известным образом для специалистов в данной области техники, и система распознавания формы согласно изобретению выбирает этот первый объект и помещает его в координатную систему второй узконаправленной камеры 16 для определения координат начальной точки и ориентации обработки.
Компьютер 25 регулирует фокусировку (z) перемещения 33. Гальванометрические зеркала 21 и 22 ориентируются для выполнения обработки с использованием лазерного луча 24 через линзу 23.
Затем объект 11 заменяется, и система возвращается на предыдущую стадию для размещения второго объекта 11 в координатной системе второй камеры 16.
Оптическая система и качество перемещения зависят от поля зоны обработки, перекрываемой зеркалами 21 и 22 в соответствии с размерами объектов 11, подлежащих обработке. Качество лазерного источника 24 (фокусировка, длина волны) зависит от материала, подлежащего обработке. Реакционный или защитный газ (источник 32) и его расход зависят от свойств объекта 11.
Как показано на фиг.1-3, опорная поверхность для объектов может быть образована из нескольких поддонов на движущейся ленте 19, однако, это может быть простой опорой, на которой подаются объекты 11.
Другая возможность состоит в установке системы согласно изобретению в сборочной машине.
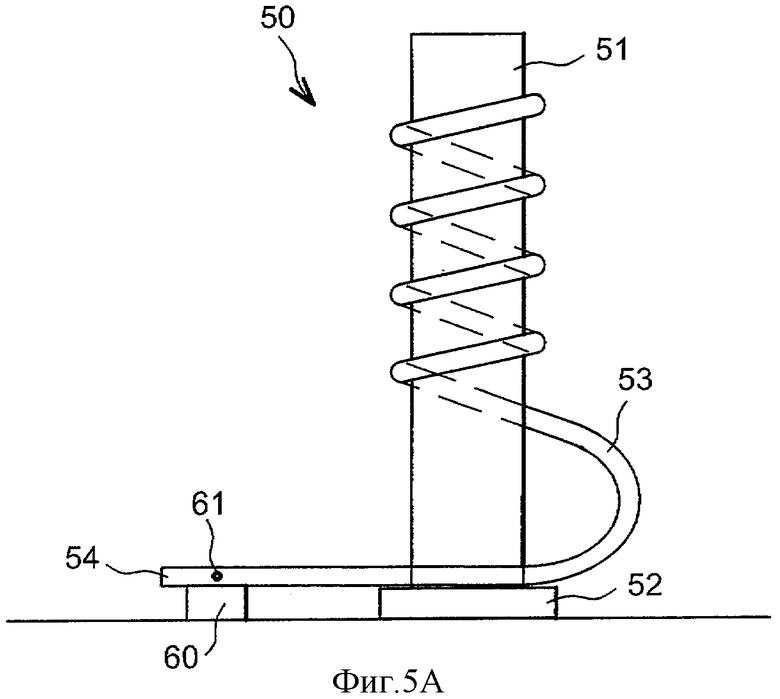
На фиг.4 и 5 показаны два примера выполнения способа согласно изобретению для маркировки и сварки соответственно.
На фиг.4 показано на виде сверху зубчатое колесо 40, образующее объект, подлежащий маркировке. Колесо 40 включает выемки 41. Для колеса диаметром 5 мм расстояние между смежными выемками может составлять 0,2 мм. Способ согласно изобретению использовался для добавления маркировки "RENAUD LASER" в первом пространстве между двумя выемками. Например, высота букв в этой маркировке может быть 50 мкм, а толщина линий может быть 10 мкм. Позицией 42 обозначен штриховой код, введенный между двумя выемками с использованием процесса согласно изобретению.
Фиг.5 содержит фиг.5А и фиг.5В, на которых показана на виде спереди и на виде сбоку соответственно электрическая катушка 50 и ее соединительный лепесток 60. Катушка 50 содержит пластмассовый стержень 51, прикрепленный к опоре 52, на которую нанесена маркировка катушки. Проводящая проволока намотана на стержень 51, и ее конец 54 размещен на лепестке 60 для сварки в точке 61 с использованием способа согласно изобретению.
Пример выполнения
В одном предпочтительном примере выполнения система согласно изобретению содержит следующие различные элементы:
камеру 13 для отображения широкого поля с размерами около 80 мм ×80 мм, с:
- числом строк: 768,
- числом столбцов: 494,
- длиной волны: около 690 нм,
- объективом 14: фокусное расстояние 8 мм;
фильтр 15:
- прозрачный для длины волны λ1, равной примерно 690 нм;
зеркало 22:
- поверхность, расположенная на стороне камеры 13, является прозрачной для длины волны 690 нм,
- другая поверхность отражает длину волны 1064 нм;
линзу 23:
- фокусное расстояние 163 мм;
камеру 16 для отображения узкого поля с размерами около 10 мм ×8 мм, с:
- числом строк: 768,
- числом столбцов: 494,
- длиной волны: около 1064 нм,
- объективом 17: фокусное расстояние 100 мм;
фильтр 18:
- прозрачный для длины волны λ2, равной примерно 1064 нм;
отводимое зеркало 20:
- отводимое зеркало отражает длину волны 1064 нм,
зеркало 21:
- зеркало отражает длину волны 1064 нм;
лазерный источник 24: лазер на иттрий-алюминиевом гранате с диодной накачкой,
- качество луча: фокальное пятно 14 микрон,
- лазер с модуляцией добротности,
- частота: от 0 до 100 кГц,
- выходной диаметр луча: 20 мм,
- мощность в основной моде ТЕМ00: менее 5 Вт.
Возможны также другие лазерные источники:
твердотельные лазеры
- импульсный лазер на иттрий-алюминиевом гранате,
- лазер на иттрий-алюминиевом гранате непрерывного излучения,
- лазер на иттрий-алюминиевом гранате с двойной, тройной и четверной частотой,
газовые лазеры
- СО2-лазер,
- эксимерный лазер.




Изобретение относится к системе и способу лазерной обработки и может быть использовано для маркировки, сварки, сверления, резания и тепловой обработки различных конструкций в машиностроении. Система содержит устройство подачи объектов с предварительным расположением их на опорной поверхности, поддон для опоры объектов, гальванометрическую головку, лазерный источник и компьютер. Гальванометрическая головка состоит из первой широкоугольной камеры с фокусирующей линзой и с первым фильтром, расположенным на выходе первой камеры, второй узконаправленной камеры с фокусирующей линзой и со вторым фильтром, расположенным на выходе второй камеры, направляющего зеркала, гальванометрических отклоняющих зеркал и линзы, которая отображает, по меньшей мере, один объект, расположенный на поддоне. В компьютере установлено программное обеспечение распознавания формы для контролирования работы указанной первой камеры, указанной второй камеры, указанного лазерного источника и средств управления перемещением указанной гальванометрической головки. В результате обеспечивается высокая чистота обработки порядка нескольких микрометров при изготовлении сложных объектов. 2 н. и 8 з.п. ф-лы, 5 ил.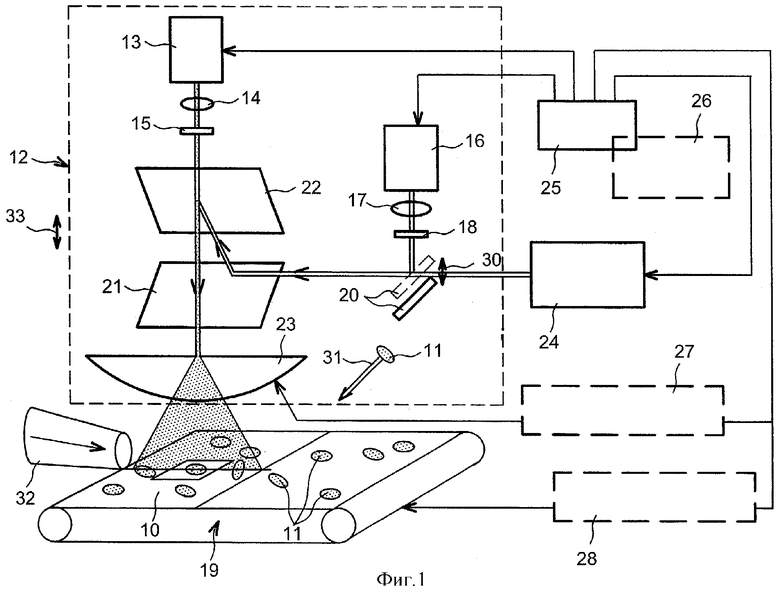
| Устройство для намагничивания | 1955 |
|
SU107195A1 |
| СПОСОБ ОТСЛЕЖИВАНИЯ КРОМОК ПЕРЕД СВАРКОЙ И КОНТРОЛЯ КРОМОК (ВАРИАНТЫ) И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2138374C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2165344C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| KR 920004272 B, 01.06.1999 | |||
| DE 10048583 A, 11.04.2002 | |||
| JP 4127984 А, 28.04.1992 | |||
| JP 200132971 A, 20.11.2001. | |||

