Изобретение относится к строительству и может быть использовано при реконструкции стальных вертикальных цилиндрических резервуаров с целью увеличения их емкости.
Известен способ монтажа двухстенчатого изотермического резервуара, включающий сборку наружной и внутренней оболочек, в котором при сборке внутренней оболочки сначала собирают ее верхний пояс стенки, устанавливают крышу, поднимают ее вместе с верхним поясом при помощи сжатого воздуха и фиксируют в нужном положении, а затем осуществляют попоясное подращивание остальной части стенки, монтаж днища и соединение ее со стенкой [1].
Недостатком этого способа является обязательное наличие внешней оболочки и невозможность его использования для увеличения емкости существующего резервуара.
Известен способ увеличения вместимости стального вертикального цилиндрического резервуара, заключающийся в том, что его верхнюю часть стенки с крышей горизонтальным кольцевым резом отделяют от днища с нижней частью на расстоянии 0,5-0,6 м от днища, затем монтируют укрупнительными блоками или разворачивают рулон подращивающего звена, осуществляют при помощи сжатого воздуха подъем верхней части до требуемого уровня, замыкают стык с подращивающим звеном стенки и проваривают швы новой нижней части стенки с днищем [2].
Недостатком данного способа увеличения емкости резервуара является то, что одноразовым подъемом отрезанной верхней части резервуара не всегда можно получить требуемое увеличение его емкости и необходимость производства сварки швов соединения новой нижней части стенки с днищем.
Наиболее близким по техническому решению к предлагаемому изобретению является способ увеличения вместимости стального вертикального цилиндрического резервуара, заключающийся в том, что его верхнюю часть стенки с крышей горизонтальным кольцевым резом отделяют от днища с нижней частью на расстоянии 0,5-0,6 м от днища, затем монтируют укрупнительными блоками или разворачивают рулон подращивающего звена, осуществляют подъем верхней части до требуемого уровня, замыкают стык с подращивающим звеном стенки и проваривают швы новой нижней части стенки с днищем [2].
Недостатком данного способа увеличения емкости резервуара является то, что одноразовым подъемом отрезанной верхней части резервуара не всегда можно получить требуемое увеличение его емкости и необходимость производства сварки швов соединения новой нижней части стенки с днищем.
Задачей настоящего изобретения является обеспечение возможности увеличения емкости резервуара до требуемой величины и исключение необходимости выполнения сварки швов соединения стенки с днищем.
Для достижения указанного технического результата верхнюю часть резервуара с крышей горизонтальным резом отделяют от нижней, монтируют укрупнительными блоками или разворачивают рулоны подращивающего звена и при помощи сжатого воздуха осуществляют подъем верхней части.
Отличительными признаками является то, что:
- отделение верхней части резервуара от нижней осуществляют лишь на величину стыка ниже высоты первого подращивающего звена;
- сварные швы стыка верхней части с первым подращивающим звеном стенки проваривают сразу после разворачивания его рулона;
- верхнюю часть резервуара поднимают сжатым воздухом вместе с приваренным звеном стенки и временно фиксируют в промежуточном положении;
- затем разворачивают, при необходимости приваривают и поднимают вместе с верхней частью следующие звенья до получения требуемой емкости резервуара. Если такой необходимости нет, то проваривают стык подращивающего звена с нижней частью стенки.
Благодаря наличию этих признаков в предлагаемом способе увеличения емкости вертикального цилиндрического резервуара достигается ожидаемый технический результат, который заключается в том, что:
- подъемом верхней части резервуара с последовательно приваренными звеньями подращивания стенки можно получить любую ее высоту, а значит и емкость резервуара;
- отпадает необходимость в проваривании сварных швов соединения стенки с днищем, которое остается первоначальным.
При больших толщинах поясов рулоны звеньев можно изготовлять с меньшей шириной, что облегчит их разворачивание, а для исключения образования вмятин в нижней части стенки резервуара ее можно заполнить водой.
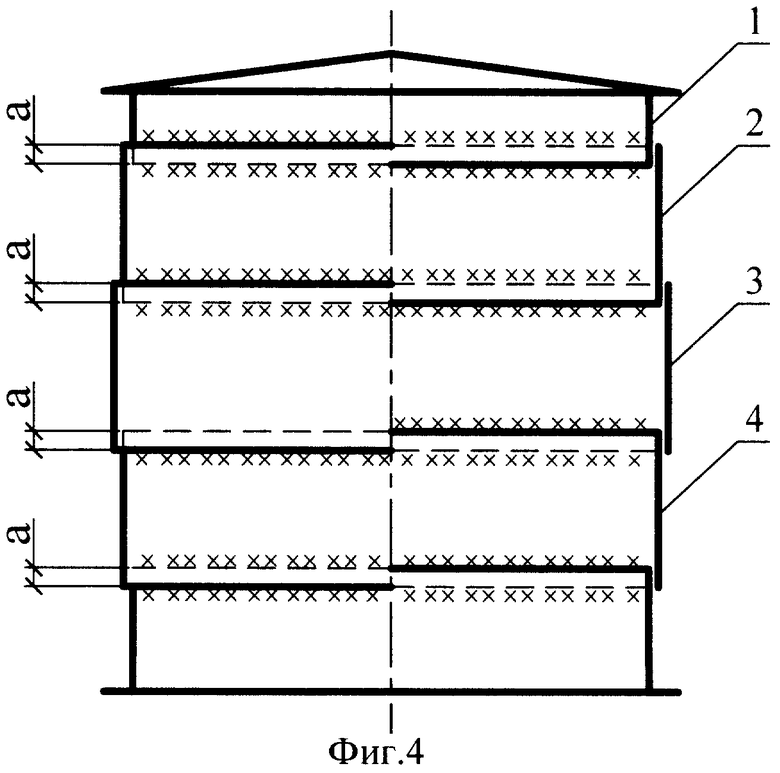
На фиг.1 показан исходный резервуар с рулоном первого подращивающего звена. На фиг.2 показан рулон 1-го звена, приваренного к верхней отделенной части резервуара, а на фиг.3 верхняя часть с первым звеном поднята и смонтированы 2-е и 3-е звенья. На фиг.4 представлен резервуар после реконструкции с увеличенной емкостью с использованием 3-х подращивающих звеньев, каждое из которых включает несколько поясов.
На фиг.1 показано, что отделение верхней части резервуара 1 от нижней 2 осуществляется резом 3, расположенным ниже верха рулона 4 первого подращивающего звена лишь на величину нахлеста а. На фиг.2 показан резервуар после выполнения монтажного стыка верхней части 1 с первым подращивающим звеном 2 после его монтажа.
После подъема верхней части 1 вместе с приваренным первым звеном 2 (см. фиг.3), который осуществляется с использованием сжатого воздуха, монтируют или разворачивают рулоны звеньев 3 и 4. Затем последовательно приваривают звенья 3 и 4 к предыдущему звену 2, поднимают их до проектного положения с выполнением сварки монтажных швов, как это показано на фиг.4.
Использование предлагаемого изобретения иллюстрируется на примере реконструкции резервуара объемом 700 м3 с увеличением его емкости примерно на 450 м3.
Для этой цели достаточно одного подращивающего звена, состоящего из четырех поясов высотой 1480 мм, изготовленных из стали С245 (В Ст3пс6) толщиной 4 мм, с общей высотой 5920 мм.
Последовательность выполнения работ может быть следующей.
Стенку резервуара до высоты равной 6 м освобождают от термоизоляции и патрубков, промывают и проветривают резервуар. В монтажный проем внутрь резервуара доставляют часть центральной стойки и необходимое такелажное оборудование, на высоте 5820 мм (с учетом ширины верхнего стыка 200 мм) кольцевым резом отделяют верхнюю часть резервуара от нижней, монтируют подращивающее звено и проваривают сварные швы верхнего стыка, выполняют необходимые работы по устройству воздуховодов, установке уплотнений, вентиляторов и приспособлений, обеспечивающих подъем без перекосов, затем осуществляют при помощи сжатого воздуха подъем верхней части с приваренным звеном до образования нахлеста в 300 мм, производят сварку швов стыка и монтаж части центральной стойки, выполняют усиление нижней части при помощи бондажей или навивкой высокопрочной проволоки, выполняют работы по устройству термоизоляции и монтаж трубопроводов и прочее.
Источники информации
1. Авторское свидетельство СССР №876932, кл. Е04Н 7/04, 1981.
2. Бирюков К.С., Якимец О.П., Ершов А.А. Применение пневматического метода при увеличении емкости стальных вертикальных цилиндрических резервуаров. Информ. Листок №42-009-04. Липецк: Липецкий ЦНТИ, 2004.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возведения сварных металлических резервуаров | 1941 |
|
SU77099A1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ ЛЕГКОИСПАРЯЮЩИХСЯ ЖИДКОСТЕЙ | 1993 |
|
RU2032052C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ЕМКОСТИ СТАЛЬНОГО ВЕРТИКАЛЬНОГО ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 2006 |
|
RU2310728C1 |
| СПОСОБ ТЕПЛОВОЙ ИЗОЛЯЦИИ РЕЗЕРВУАРОВ | 2014 |
|
RU2553013C1 |
| Способ монтажа резервуара | 1989 |
|
SU1693218A1 |
| СПОСОБ СБОРКИ РЕЗЕРВУАРА ДЛЯ ХРАНЕНИЯ ЖИДКОСТЕЙ | 2024 |
|
RU2828905C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР | 2014 |
|
RU2558907C1 |
| СТАЛЬНОЙ РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ | 1994 |
|
RU2069727C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВМЕСТИМОСТИ СТАЛЬНОГО ВЕРТИКАЛЬНОГО ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 2008 |
|
RU2361986C1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |


Изобретение относится к области строительства и может быть использовано при реконструкции вертикальных цилиндрических резервуаров с целью увеличения их емкости. Технический результат изобретения заключается в исключении сварки швов соединения стенки с днищем. Способ увеличения вместимости резервуара заключается в том, что сначала отделяют горизонтальным резом верхнюю часть стенки резервуара от нижней на ширину стыка ниже высоты первого подращивающего звена. Затем монтируют подращивающее звено, проваривают швы стыка и поднимают сжатым воздухом верхнюю часть стенки с крышей и с первым звеном до фиксированного положения. После этого осуществляют монтаж, стыковку и подъем следующих звеньев до получения требуемого объема резервуара, причем каждое звено состоит из нескольких поясов. 4 ил.
Способ увеличения вместимости стального вертикального цилиндрического резервуара, заключающийся в том, что его верхнюю часть стенки с крышей отделяют от нижней кольцевым горизонтальным резом, монтируют укрупнительными блоками или разворачивают рулоны подращивающего звена, при помощи сжатого воздуха осуществляют подъем верхней части до проектного уровня и проваривают сварные швы стыка с подращивающим звеном, отличающийся тем, что отделение верхней части стенки от нижней производят на ширину стыка ниже высоты первого подращивающего звена, после монтажа которого проваривают швы его стыка с верхней частью стенки и осуществляют совместный с ней подъем, а затем монтируют, приваривают и поднимают вместе с верхней частью стенки следующие звенья до получения требуемой емкости резервуара.
| JP 4111871 А, 13.04.1992 | |||
| Способ монтажа двухстенчатого изотермического резервуара | 1979 |
|
SU876932A1 |
| Способ монтажа металлического цилиндрического резервуара | 1978 |
|
SU750027A1 |
| Способ возведения сварных металлических резервуаров | 1941 |
|
SU77099A1 |

