Область техники
Настоящее изобретение относится в основном к шлифовальным кругам, используемым для шлифования рабочих валков, используемых для производства листового металлического материала, например алюминиевого листа. Более конкретно, настоящее изобретение относится к устройству и способу для контроля шлифовальных кругов, используемых в производстве листового металлического материала.
Уровень техники
Проблемой при производстве листового металлического материала (далее просто «листовой металл»), например алюминиевого листа, является нанесение рисунка на листовой металл при операциях прокатки. «Рисунок», наносимый на листовой металл, вызван рабочими валками, используемыми в операциях прокатки. Рисунок, создаваемый рабочими валками, наносится на валки при подготовке валков к операции прокатки. Обычно рабочие валки шлифуют для достижения некоторых заданных параметров, таких как шероховатость поверхности, с помощью шлифовальных кругов. Соответственно, если шлифовальные круги имеют определенные дефекты, эти дефекты при шлифовании переносятся на рабочие валки.
Как указано выше, рисунок наносится на рабочие валки при шлифовании и переносится или впечатывается на листовой металл при прокатке. Листовой металл, содержащий впечатанный рисунок, не пригоден для продажи в качестве отделочного материала и может пойти в брак. Негодные «впечатывающие» валки приходится заменять и перешлифовывать. Это приводит к существенным простоям производственной линии и к существенным денежным потерям при отбраковке готового рулона.
Известно, что при подготовке рабочих валков одни шлифовальные круги больше подходят для получения номинально идентичных результатов, чем другие. Под «лучше подходят» понимается, что требуемая шероховатость поверхности рабочего валка и другие параметры могут быть достигнуты без нанесения рисунка на рабочий валок, который затем впечатывается на прокатанный листовой металл при его производстве. Некоторые шлифовальные круги создают сильно выраженный рисунок, и достижение требуемых показателей шероховатости поверхности и других параметров на рабочих валках часто бывает затруднено или невозможно.
Известны многочисленные системы и способы контроля качества поверхности и других параметров материалов, где используются ультразвуковое излучение, лазеры и т.п. Например, в патенте США №6182499 раскрыты способ и устройство для определения качества поверхности набора материалов с использованием акустических волн. В патенте США №5852233 раскрыт акустический микроскоп, который измеряет микрорельеф поверхности и упругость подложки материала с помощью измерения отклонения лазерного луча. В патенте США №4991124 раскрыт способ определения плотности жидкости путем измерения амплитуды измерений ультразвуковых импульсов, проходящих сквозь жидкость. Используется преобразователь для передачи ультразвукового импульса через жидкость на эталонный материал известной плотности, помещенный в жидкость. В патенте США №4969361 раскрыто ультразвуковое устройство для обнаружения дефектов структурных шариков. Контролируемый шарик помещают в бак с водой, которая используется как проводящая среда для ультразвукового излучения. Преобразователь излучает звуковые волны, которые отражаются обратно на преобразователь, в то время как шарик вращается в жидкой среде для сканирования дефектов в шарике.
В патенте США №4738139 раскрыто ультразвуковое устройство, которое используется для измерения характеристик поверхности, таких как шероховатость, наличие царапин и выбоин в подложке. Ультразвуковое устройство посылает ультразвуковые волны сквозь текучую среду, которая образует ламинарный поток криволинейной траектории. В патенте США №4603585 раскрыто устройство ультразвукового контроля для контроля ферритовых тел, имеющих облицованную поверхность. Ультразвуковой передатчик излучает с поверхности, противоположной облицованной поверхности, в тело под углом относительно облицованной поверхности. Приемник принимает отражения от любых дефектов в теле. В патенте США №4364264 раскрыто ультразвуковое устройство для измерения степени шероховатости неравномерной поверхности. Ультразвуковое устройство содержит передающий преобразователь, который распространяет звуковые волны сквозь жидкую соединяющую среду на исследуемую поверхность. Ультразвуковое устройство дополнительно содержит приемный преобразователь, который принимает отраженные от исследуемой поверхности волны.
Краткое описание изобретения
Несмотря на то, что известно множество способов и устройств для определения характеристик поверхности подложки, в области производства листового металла существует потребность отличать «хорошие» шлифовальные круги от «плохих». Дополнительно, в области производства листового металла существует потребность в объективной идентификации хороших и плохих шлифовальных кругов до того, как они будут использованы для подготовки рабочих валков, так чтобы на рабочих валках не возникал рисунок, и чтобы требуемая поверхность валка могла быть получена при первом и при каждом использовании конкретного шлифовального круга. Кроме того, существует потребность в общем повышении качества изготовления шлифовальных кругов и, тем самым, в повышении качества рабочих валков, используемых в производстве листового металла. Более того, существует потребность в улучшении производства листового металла путем уменьшения частоты образования рисунка во время производства листового металла, заранее идентифицируя шлифовальные круги известного качества.
Вышеуказанные потребности удовлетворены посредством создания настоящего изобретения, которое в основном относится к способу и системе для контроля шлифовальных кругов, используемых для подготовки рабочих валков, применяемых при производстве листового металла. По существу настоящее изобретение относится к системе ультразвукового контроля и способу определения изменения плотности и/или твердости в шлифовальных кругах, используемых для подготовки рабочих валков, применяемых в производстве листового металла. Система ультразвукового контроля наиболее предпочтительно является бесконтактной системой, в которой звуковые волны на подвергаемый контролю шлифовальный круг передаются через окружающий воздух. Однако в системе и способе контроля шлифовальных кругов согласно настоящему изобретению может применяться и жидкая проводящая звук среда.
Звуковые волны предпочтительно проходят сквозь тело шлифовального круга для выявления разницы в плотности в шлифовальном круге. Такая разница в плотности уникальна для каждого шлифовального круга. Например, система контроля шлифовальных кругов может содержать ультразвуковое устройство или прибор, который пропускает звуковые волны сквозь шлифовальный круг последовательно от его ступицы к внешней рабочей поверхности и наоборот. В соответствии с системой контроля шлифовальных кругов согласно настоящему изобретению разница в плотности выявляется как в окружном, так и в радиальном направлениях. Когда звуковые волны проходят сквозь шлифовальный круг, они затухают. Это затухание регистрируется и анализируется системой контроля шлифовальных кругов для выявления профиля индикаторных плотностей подвергаемого контролю шлифовального круга. Профиль индикаторных плотностей предпочтительно визуализируется на экране компьютера для просмотра пользователем системы контроля шлифовальных кругов, например, как двух- или даже трехмерное изображение.
Пользователь системы контроля шлифовальных кругов просматривает показываемое изображение для визуального контроля шлифовального круга на наличие областей с выраженной разницей в плотности, что указывает на плохой шлифовальный круг. Например, разница в плотности (т.е. профиль индикаторных плотностей) на выведенном изображении контролируемого шлифовального круга может быть показана разными цветами. Для обозначения областей разной плотности в шлифовальном круге можно использовать разные цвета. Для выделения областей с разной плотностью можно использовать любые удобные цветовые схемы. Например, согласно настоящему изобретению для представления области с высокой плотностью может использоваться красный цвет, а для областей со сравнительно меньшей плотностью может использоваться желтый цвет. Зеленый и синий цвета могут использоваться для обозначения участков относительно близкой плотности. Настоящее изобретение охватывает любую удобную цветовую схему.
Целью настоящего изобретения является уменьшение или устранение неопределенности, относящейся к хорошим и плохим шлифовальным кругам. Как описано выше, известно, что некоторые шлифовальные круги лучше использовать для подготовки рабочих валков, чем другие (т.е. хорошие круги вместо плохих кругов). Однако до настоящего изобретения не существовало способа объективно отличать хорошие круги от плохих без проверки шлифовального круга в условиях производства. Процесс изготовления шлифовальных кругов для использования при подготовке рабочих валков для производства листового металла хорошо известен и содержит множество технологических переходов, на которых в шлифовальном круге может возникнуть разница плотности. Процесс изготовления шлифовальных кругов в общей форме будет описан ниже, и ниже будут указаны точки этого технологического процесса, в которых в таком шлифовальном круге могут возникнуть неоднородности. Поскольку такие неоднородности в настоящее время не измеряются, неудивительно, что пользователи таких шлифовальных кругов наблюдают заметное непостоянство в их характеристиках от партии к партии и даже в одном и том же шлифовальном круге.
Как указано выше, до сих пор основным способом обнаружения дефекта в шлифовальном круге было появление рисунка на производимом листовом металле. При выявлении этого рисунка производство листового металла могло приостанавливаться для смены валков, или листовой металл приходилось использовать не для отделочных целей. Если рисунок наблюдают при финишном шлифовании рабочего валка, шлифовальный круг обычно используют, пока рисунок не будет выбран за счет естественного износа круга при шлифовании, либо шлифовальный круг «заправляют» алмазным инструментом для снятия нежелательного материала. Если рисунок нельзя устранить за счет износа или заправки, шлифовальный круг может быть отбракован. Настоящее изобретение устраняет этот неэффективный процесс путем идентификации дефектов до того, как шлифовальный круг будет использован для подготовки рабочих валков и, что наиболее важно, до того, как рабочие валки будут использоваться в производстве.
Соответственно, согласно настоящему изобретению созданы система и способ для контроля шлифовальных кругов и отделения хороших кругов от плохих. В основном, согласно способу устанавливают шлифовальный круг с возможностью вращения на испытательный стенд, позиционируют ультразвуковое передающее и принимающее устройство вблизи противоположных сторон шлифовального круга, вращают шлифовальный круг на испытательном стенде и пропускают звуковые волны сквозь шлифовальный круг между его противоположными сторонами для контроля шлифовального круга.
Ультразвуковое передающее и принимающее устройство может содержать передатчик звука и приемник звука, расположенные вблизи противоположных сторон шлифовального круга, соответственно. Пропускание звуковых волн сквозь шлифовальный круг может дополнительно содержать пропускание звуковых волн от передатчика звука к приемнику звука.
Способ может дополнительно содержать регистрацию затухания амплитуды звуковых волн, проходящих сквозь шлифовальный круг. Для регистрации затухания амплитуды может использоваться регистрирующее устройство, например осциллограф или компьютер. Затухание амплитуды звуковых волн может анализироваться компьютером для определения индикаторных изменений плотности в шлифовальном круге. Компьютер также может служить регистрирующим устройством для регистрации затухания амплитуды звуковых волн, как указано выше. Индикаторная разница в плотности шлифовального круга может записываться как профиль индикаторных плотностей в запоминающее устройство компьютера. Профиль индикаторных плотностей шлифовального круга может отображаться на экране компьютера для визуального контроля. Компьютер можно запрограммировать на отображение на экране двух- или даже трехмерных изображений профиля индикаторных плотностей. Профиль индикаторных плотностей предпочтительно отображается в цвете, чтобы помочь пользователю обнаружить области с выраженной разницей в плотности в шлифовальном круге. Профиль индикаторных плотностей шлифовального круга можно сравнивать с подобными профилями других шлифовальных кругов известного рабочего качества.
Звуковые волны, пропускаемые сквозь шлифовальный круг, предпочтительно имеют частоту приблизительно от 100 кГц до 2 МГц. Как указано выше, звуковые волны предпочтительно пропускают на шлифовальный круг через окружающий воздух, являющийся звукопроводящей средой.
Система для контроля шлифовальных кругов согласно настоящему изобретению по существу содержит испытательный стенд, способный поддерживать с возможностью вращения шлифовальный круг, используемый для подготовки рабочих валков, применяемых в производстве листового металла, ультразвуковое передающее и принимающее устройство и регистрирующее устройство или компьютер. Ультразвуковое передающее и принимающее устройство содержит передатчик звука и приемник звука, выполненные с возможностью установки вблизи противоположных сторон шлифовального круга, соответственно. Передатчик звука выполнен с возможностью пропускания сквозь шлифовальный круг звуковых волн, которые затем принимаются приемником звука при работе ультразвукового передающего и принимающего устройства. С ультразвуковым передающим и принимающим устройством оперативно соединено регистрирующее устройство или компьютер, который выполнен с возможностью регистрирования затухания амплитуды звуковых волн, прошедших сквозь шлифовальный круг. Как вариант, компьютер может находиться в оперативном соединении с регистрирующим устройством для приема от регистрирующего устройства входных сигналов, представляющих затухание амплитуды звуковых волн, прошедших сквозь шлифовальный круг.
Компьютер может быть запрограммирован для анализа входных сигналов для определения индикаторной разницы в плотности в шлифовальном круге и хранения индикаторной разницы в плотности в запоминающем устройстве компьютера в форме профиля индикаторных плотностей. Компьютер предпочтительно содержит экран для отображения профиля индикаторных плотностей для визуального контроля пользователем системы контроля шлифовальных кругов. Компьютер может быть запрограммирован на отображение на экране, по меньшей мере, двухмерного образа профиля индикаторных плотностей. Компьютер может быть дополнительно запрограммирован на сравнение профилей индикаторных плотностей проверяемого шлифовального круга и шлифовальных кругов с известным рабочим качеством.
Звуковые волны, генерируемые ультразвуковым передающим и принимающим устройством, предпочтительно передаются на контролируемый шлифовальный круг через окружающий воздух, используемый в качестве проводящей звук среды. Звуковые волны, передаваемые передатчиком звука и принимаемые приемником звука ультразвукового передающего и принимающего устройства, предпочтительно имеют частоту приблизительно от 100 кГц до 2 МГц.
Другие детали и преимущества настоящего изобретения будут очевидны из нижеприведенного подробного описания со ссылкой на прилагаемые чертежи, причем на всех чертежах одинаковые элементы обозначены одинаковыми позициями.
Краткое описание чертежей
Фиг.1 - вид в перспективе системы для контроля шлифовальных кругов согласно настоящему изобретению;
фиг.2 - вид в перспективе ультразвукового передающего и принимающего устройства, используемого в системе контроля шлифовальных кругов с фиг.1;
фиг.3 - вид сверху подходящего испытательного стенда для использования в системе контроля шлифовальных кругов с фиг.1;
фиг.4 - вид сбоку испытательного стенда с фиг.3 с установленным шлифовальным кругом, подлежащим контролю;
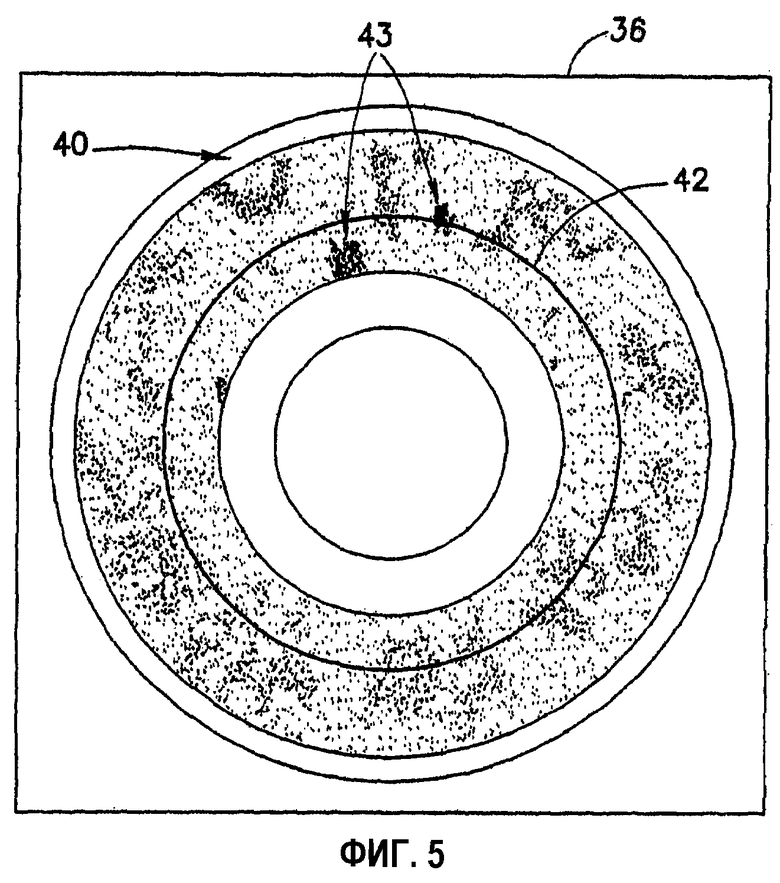
фиг.5 - пример экрана компьютера, показывающего профиль индикаторных плотностей проверяемого шлифовального круга;
фиг.6 - экран компьютера, показывающий профиль индикаторных плотностей проверяемого шлифовального круга, где индикаторная разница в плотности выявлена в одном квадранте проверяемого шлифовального круга;
фиг.7 - экран компьютера, показывающий профиль индикаторных плотностей проверяемого шлифовального круга, где профиль индикаторных плотностей показывает, что при формировании проверяемого шлифовального круга был впрыснут дополнительный материал;
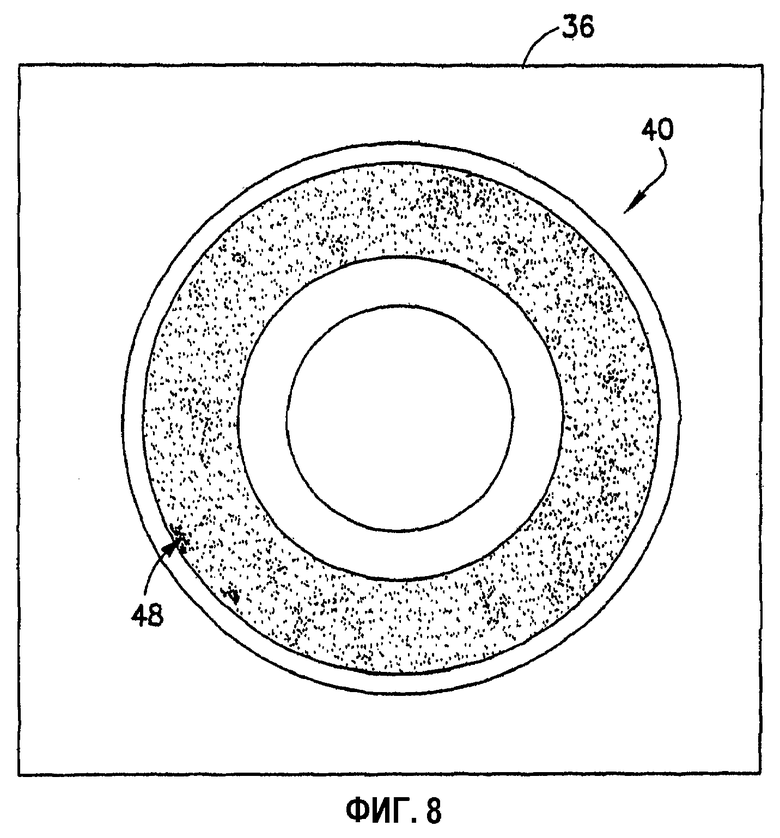
фиг.8 - экран компьютера, показывающий профиль индикаторных плотностей проверяемого шлифовального круга, где профиль индикаторных плотностей показывает потенциальную радиальную трещину в проверяемом шлифовальном круге; и
фиг.9 - экран компьютера, показывающий профиль индикаторных плотностей проверяемого шлифовального круга индикаторного хорошего качества.
Описание предпочтительных вариантов воплощения изобретения
Для целей нижеследующего описания термины «верхний», «нижний», «правый», «левый», «вертикальный», «горизонтальный», «верх», «низ» и их производные относятся к ориентации настоящего изобретения, показанной на чертежах. Однако следует понимать, что настоящее изобретение может иметь много альтернативных вариантов и последовательностей этапов, если непосредственно не указано иное. Следует также понимать, что конкретные устройства и процессы, проиллюстрированные на приложенных чертежах и описанные в нижеприведенном тексте, являются просто примерами вариантов воплощения настоящего изобретения. Поэтому раскрытые ниже конкретные размеры и другие физические характеристики не следует считать ограничивающими.
На фиг.1-4 показана система 10 контроля шлифовальных кругов согласно настоящему изобретению. Система 10 контроля в основном содержит испытательный стенд 12. Испытательный стенд 12 поддерживает шлифовальный круг 14, подлежащий контролю на наличие в нем разницы в плотности и/или твердости, которая может нанести нежелательный рисунок на рабочие валки, используемые в производстве листового металла. Как указано выше, известно, что качество шлифовальных кругов может существенно различаться между разными экземплярами кругов. Кроме того, известно, что некоторые круги лучше подходят для подготовки рабочих валков, чем другие («хорошие» круги против «плохих»). Система 10 контроля и способ испытания или контроля шлифовальных кругов, описываемые здесь, обеспечивают объективный способ или методику деления шлифовальных кругов на хорошие и плохие без реальной проверки шлифовального круга в производстве, например, при подготовке рабочих валков и используя рабочие валки в цикле производства листового металла, например алюминиевого листа.
Следует отметить, что шлифовальные круги 14, которые имеют равномерный состав и равномерное изменение плотности от ступицы к рабочей поверхности, при подготовке рабочих валков для производства листового металла работают лучше, чем те, которые не обладают такими характеристиками. Высокая степень изменений плотности во внутренней структуре шлифовального круга 14 показывает, что этот шлифовальный круг 14 имеет невысокое или низкое качество. На фиг.1-4 ступица шлифовального круга 14 обозначена ссылочной позицией 16, а рабочая поверхность шлифовального круга 14 обозначена ссылочной позицией 18. При этом «хороший» шлифовальный круг 14 имеет по существу равномерную плотность в окружном направлении (т.е. концентрично от ступицы 16 к рабочей поверхности 18). Равномерность по окружности имеет наибольшую важность, поскольку она в наибольшей степени влияет на появление рисунка при шлифовании. Любые участки в шлифовальном круге 14, где плотность резки изменяется или такие изменения выражены, являются нежелательными, поскольку эти различимые изменения могут привести к образованию рисунка на рабочих валках, которые подготавливаются с использованием шлифовального круга 14 и, в итоге, на листовом металле, прокатанном на этих валках. Переход между участками с выраженной разницей в плотности может привести к образованию рисунка на рабочих валках и, в итоге, на производимом листовом металле.
Испытательный стенд 12 выполнен с возможностью поддержания контролируемого шлифовального круга 12, установленного на нем с возможностью вращения вокруг вертикальной оси, как показано на фиг.1-4. Однако испытательный стенд может также выполняться с возможностью поддержки шлифовального круга 14 для вращения вокруг горизонтальной оси или вокруг другой желательной оси. Испытательный стенд может быть обычным, применяемым в этой отрасли. Система 10 контроля дополнительно содержит ультразвуковое передающее и принимающее устройство 20, расположенное вблизи испытательного стенда 12 и контролируемого шлифовального круга 14. Ультразвуковое передающее и принимающее устройство 20 установлено на рычаге 22, который соединен с пьедесталом или основанием 24, поддерживающим ультразвуковое устройство 20. Пьедестал 24 предпочтительно выполнен с возможностью регулировки высоты, чтобы ультразвуковое устройство 20 можно было подогнать под высоту шлифовального круга 14 на стенде 12. Кроме того, ультразвуковое устройство 20 предпочтительно подвижно установлено на рычаге 22 так, чтобы оно имело возможность последовательно перемещаться от ступицы 16 к рабочей поверхности 18 и наоборот, как описано ниже, для контроля изменений плотности в шлифовальном круге 14 в окружном направлении.
Ультразвуковое устройство содержит передатчик 26 звука и приемник 28 звука, которые выполнены с возможностью установки вблизи противоположных сторон 30, 32 шлифовального круга 14, как наиболее ясно показано на фиг.2. Передатчик 26 звука и приемник 28 звука могут быть обычными известными устройствами, пропускающими звуковые волны сквозь шлифовальный круг 14. Подходящие устройства для передатчика 26 звука и приемника 28 звука производятся компанией Ultran Industries. В частности, передатчик 26 звука направляет звуковые волны на верхнюю грань или сторону 30 шлифовального круга 14, которые проходят сквозь шлифовальный круг 14 и принимаются приемником 28 звука, расположенным вблизи нижней грани или стороны 32 шлифовального круга 14. Предпочтительно, передатчик 26 звука выполнен с возможностью передавать, а приемник 28 звука выполнен с возможностью принимать звуковые волны с частотой в диапазоне приблизительно от 100 кГц до 2 МГц.
Передатчик 26 звука и приемник 28 звука предпочтительно подвижно установлены на рычаге 22, как уже было отмечено. При работе передатчик 26 звука и приемник 28 звука предпочтительно выполнены с возможностью перемещения от ступицы 16 к рабочей поверхности 18 шлифовального круга 14, или наоборот, так, что вся область между ступицей 16 и рабочей поверхностью 18 исследуется ультразвуковым устройством 20, в то время как шлифовальный круг 14 вращается на испытательном стенде 12. Такое последовательное перемещение позволяет ультразвуковому устройству 20 исследовать изменения плотности как в радиальном, так и в окружном направлениях. Перемещение передатчика 26 звука и приемника 28 звука на рычаге 22 предпочтительно происходит под управлением управляющего устройства, например компьютера, как описано ниже.
Звуковые волны, излучаемые передатчиком 26 звука, передаются на верхнюю грань или сторону 30 шлифовального круга через окружающий воздух, служащий проводящей звук средой. Звуковые волны проходят сквозь тело шлифовального круга 14 и принимаются приемником 28 звука. При прохождении сквозь тело шлифовального круга 14 звуковые волны затухают, выявляя внутреннюю структуру шлифовального круга 14. Теперь можно исследовать внутреннюю структуру шлифовального круга 14 на наличие изменений плотности и/или твердости. Выраженная разница в плотности между одной областью шлифовального круга 14 и другой его областью и/или значительное изменение плотности в шлифовальном круге 14 указывают на вероятность плохой работы этого шлифовального круга 14 при подготовке рабочих валков для использования в производстве листового металла, например, алюминиевого листа. Изменения плотности, выявленные затуханием звуковых волн, прошедших сквозь шлифовальный круг 14, наиболее эффективно анализируются и отображаются с помощью компьютера. Соответственно, с ультразвуковым устройством 20 оперативно соединен компьютер 34.
Компьютер 34 содержит экран 36 для отображения образа, представляющего разницу в плотности и/или твердости в контролируемом или проверяемом шлифовальном круге 14, выявленную ультразвуковым устройством 20. Подходящий компьютер для настоящего изобретения выпускается компанией eIndustrial Computer Inc. В предпочтительном варианте воплощения изобретения компьютер 34 оперативно соединен непосредственно с ультразвуковым устройством 20, и данные передаются непосредственном между этими устройствами. Как вариант, данные о затухании звуковых волн могут передаваться в аналоговой форме и регистрироваться цифровым осциллографом или подходящим аналого-цифровым преобразователем, который служит регистрирующим устройством 38. Данные осциллографа передаются в компьютер 34 по завершении каждой строки сканирования. Если используется аналого-цифровой преобразователь, можно вводить в буфер или передавать в компьютер 34 данные по каждой информационной точке.
При работе компьютер 34 принимает входные сигналы от регистрирующего устройства 38 или непосредственно от ультразвукового устройства 20, представляющие затухание звуковых волн и, более конкретно, изменения в затухании звуковых волн, вызываемые внутренней структурой исследуемого шлифовального круга 14. Компьютер 34 по существу запрограммирован для анализа входных сигналов и для отображения изменений в затухании звуковых волн в форме визуального образа на экране 36 компьютера. Визуальный образ представляет или показывает разницу в плотности и/или твердости в шлифовальном круге 14. Компьютер 34 может быть запрограммирован для присвоения цветовой схемы индикаторной разнице в плотности в шлифовальном круге 14, ниже именуемой «профиль 40 индикаторных плотностей» проверяемого шлифовального круга 14, как будет описано ниже. Как понятно специалистам, профиль 40 индикаторных плотностей будет уникальным для каждого проверенного или проконтролированного системой 10 шлифовального круга 14 и аналогичен «отпечаткам пальцев» для шлифовального круга 14. Отображаемый профиль 40 индикаторных плотностей является не реальной плотностью проверяемого шлифовального круга 14, а скорее, представлением плотности или, более конкретно, представлением разницы в плотности в проверяемом шлифовальном круге 14.
На фиг.1-5 показана общая процедура испытания или контроля и оценки шлифовального круга 14, описание которой следует ниже. Для испытания конкретного шлифовального круга 14 его устанавливают на испытательный стенд 12, который выполнен с возможностью вращения шлифовального круга 14 вокруг вертикальной оси, в то время как ультразвуковое устройство 20 пропускает сквозь тело шлифовального круга 14 звуковые волны. Ультразвуковое устройство 20 установлено очень близко к подлежащему испытанию и оценке шлифовальному кругу. В частности, передатчик 26 звука размещен вблизи верхней грани или стороны 30 шлифовального круга, или напротив нее, а приемник 28 звука размещен вблизи нижней грани или стороны 32 шлифовального круга 14 или напротив нее. Специалистам в данной области понятно, что положение передатчика 26 звука и приемника 28 звука можно реверсировать. Ультразвуковое устройство 20 может находиться в оперативном соединении с регистрирующим устройством 38 или, более предпочтительно, быть непосредственно соединено с компьютером 34, который, таким образом, служит регистрирующим устройством, как описано выше. Ультразвуковое устройство 20 содержит встроенный компьютер, который собирает данные и передает эти данные на компьютер 34 или регистрирующее устройство 38. Встроенный компьютер управляет операцией сканирования и включает/выключает ультразвуковое устройство 20 для сбора данных и для обмена данными.
Компьютер 34 предпочтительно дополнительно используется для управления перемещением передатчика 26 звука и приемника 28 звука, которые установлены с возможностью перемещения на рычаге 22. В частности, компьютер 34 предпочтительно управляет перемещением передатчика 26 звука и приемника 28 звука на рычаге 22 так, что передатчик 26 звука и приемник 28 звука последовательно и в тандеме перемещаются от рабочей поверхности 18 шлифовального круга 14 к ступице 16 шлифовального круга 14 и наоборот, в то время как шлифовальный круг 14 вращается на испытательном стенде 12. Компьютер 34 может дополнительно управлять включением и выключением звуковых волн, излучаемых передатчиком 26 звука и принимаемых приемником 28 звука, чтобы излучение совпадало во времени с перемещением передатчика 26 звука и приемника 28 звука от рабочей поверхности 18 к ступице 16 шлифовального круга 14, или наоборот.
В то время как шлифовальный круг 14 вращается на испытательном стенде 12, передатчик 26 звука передает звуковые волны на верхнюю грань 30 шлифовального круга 14. Звуковые волны проходят сквозь тело шлифовального круга 14 и принимаются приемником 28 звука, расположенным вблизи нижней грани или стороны 32 шлифовального круга 14. В теле шлифовального круга 14 звуковые волны затухают при прохождении сквозь шлифовальный круг 14. Передатчик 26 звука и приемник 28 звука при движении в тандеме, например, от рабочей поверхности 18 к ступице 16 шлифовального круга 14, собирают данные концентрическими кругами информационных точек, представляющих концентрические «срезы» шлифовального круга 14. На фиг.5 показан один концентрический круг информационных точек, обозначенный ссылочной позицией 42, которая в целом используется для обозначения любого концентрического круга информационных точек, упоминаемого в настоящем описании. Ультразвуковое устройство 20 может считывать и передавать на регистрирующее устройство 38 и/или компьютер 34 данные по любому количеству концентрических кругов 42 информационных точек.
Затухание звуковых волн в теле шлифовального круга 14 связано с изменениями плотности и/или твердости в шлифовальном круге 14. В частности, с изменениями плотности и/или твердости в шлифовальном круге 14 связано затухание амплитуды звуковых волн в теле шлифовального круга 14. Такое затухание амплитуды регистрируется в течение дискретного периода времени регистрирующим устройством 38 или самим компьютером 34. Это является затуханием амплитуды и ее изменениями, которые обеспечивают определение разницы в плотностях в шлифовальном круге 14.
Ультразвуковое устройство 20 обеспечивает концентрические «срезы» или концентрические круги 42 информационных точек в виде входных сигналов для регистрирующего устройства 38 или компьютера 34, где они регистрируются. Как указывалось, любое количество концентрических кругов 42 информационных точек может быть получено ультразвуковым устройством 20 и передано на регистрирующее устройство 38 или компьютер 34. Специалистам в данной области техники понятно, что чем больше ультразвуковым устройством 20 будет считано концентрических кругов 42 информационных точек в направлении от ступицы 16 к рабочей поверхности 18 и наоборот, тем более полным и точным в итоге будет профиль 40 индикаторных плотностей шлифовального круга 14.
Зарегистрированные данные по концентрическим кругам 42 информационных точек предпочтительно подаются в форме входных сигналов от регистрирующего устройства 38 на компьютер 34 или регистрируются непосредственно в запоминающем устройстве компьютера 34. Затем компьютер 34 используется для оценки или анализа зарегистрированных данных. В частности, компьютер 34 анализирует зарегистрированное затухание звуковых волн, прошедших сквозь тело шлифовального круга 14, оценивая или анализируя данные каждого концентрического круга 42 информационных точек и соединяя или группируя данные концентрических кругов 42 информационных точек для формирования способного быть показанным образа профиля 40 индикаторных плотностей шлифовального круга 14 для вывода его на экран 36 компьютера. В дополнение к объединению или группированию данных концентрических кругов 42 информационных точек компьютер 34 предпочтительно применяет к профилю 40 индикаторных плотностей шлифовального круга 14 цветовую схему, которая помогает оценить шлифовальный круг 14 как «хороший» или как «плохой».
Концентрические круги 42 информационных точек могут состоять из любого количества информационных точек. Однако в каждом концентрическом круге 42 информационных точек предпочтительно считывается одинаковое количество точек. Поэтому концентрические круги 42 информационных точек, расположенные рядом со ступицей 16 шлифовального круга 14, имеют такое же количество информационных точек, что и концентрические круги 42 информационных точек, расположенные ближе к рабочей поверхности 18. Компьютер 34 запрограммирован на создание на экране 36 равномерного изображения профиля 40 индикаторных плотностей, даже если интервал между информационными точками в каждом концентрическом круге 42 информационных точек разный. Компьютер 34 запрограммирован на линейное затушевывание участка между каждой информационной точкой в концентрическом круге 42 для формирования сплошного изображения, независимо от интервала между информационными точками. Для этой цели можно применять затушевывание по методу Гуро так, что все пиксели на изображении шлифовального круга 14, показанные на экране 36 компьютера, представляют наилучшую оценку или представление затухания ультразвуковых волн, предпочтительно, затухания амплитуды, во всех точках контролируемого шлифовального круга 14. Модель затушевывания по методу Гуро известна специалистам в данной области техники.
Итак, компьютер 34, оперативно соединенный с регистрирующим устройством 38 или сам по себе служащий регистрирующим устройством, получает входные сигналы от ультразвукового устройства 20. На фиг.1 ссылочной позицией 38 обозначена конструкция, содержащая аппаратные средства компьютера 34, в которой может быть расположено регистрирующее устройство 38. Компьютер 34 использует зарегистрированные данные по концентрическим кругам 42 информационных точек для построения электронными средствами визуального представления внутреннего содержания проверяемого шлифовального круга 14 (т.е., профиля 40 индикаторных плотностей шлифовального круга 14). Профиль 40 индикаторных плотностей является образом, представляющим плотности или разницу в плотности внутри шлифовального круга 14, а не реальные величины плотности или разницы в плотности. В частности, компьютер 34 берет индивидуальные концентрические круги 42 информационных точек, считанные ультразвуковым устройством 20, и компилирует образ, представляющий поперечное сечение «индикаторной» плотности, или «профиль» 40 шлифовального круга 14. Предпочтительно, в выведенном на экран образе используются цвета для выделения участков с разной плотностью внутри шлифовального круга 14.
Для выделения участков с различной плотностью может использоваться любая удобная цветовая схема. Например, красный цвет в настоящем изобретении может использоваться для обозначения участка с индикаторной высокой плотностью, а желтый - для обозначения участка со сравнительно низкой индикаторной плотностью. Зеленый и синий цвета могут использоваться, например, для представления участков с относительно одинаковой индикаторной плотностью в шлифовальном круге 14. Настоящее изобретение охватывает любой удобный тип цветовой схемы, и специалистам по силам разработать подходящую цветовую схему для профиля 40 индикаторной плотности. В отличие от известных способов ультразвуковой передачи устройство 10 для контроля шлифовальных кругов и способ согласно настоящему изобретению используют воздух в качестве проводящей звук среды для передатчика 26 звука и приемника 28 звука. Обычные ультразвуковые устройства типично в качестве проводящей звук среды полагаются на жидкость.
Настоящее изобретение относится к созданию объективной процедуры оценки шлифовальных кругов 14 до того, как они будут использованы для подготовки рабочих валков. Более конкретно, настоящее изобретение направлено на создание простого и эффективного способа идентификации низкокачественных шлифовальных кругов 14 до того, как они будут использованы в производстве листового металла. Как указывалось выше, шлифовальные круги обычно изготавливают, используя «рецептурный» способ производства, в котором в первую очередь определяется размер зерен абразива, распределение зерен, связующее и т.п. Такой способ производства считается существенным фактором появления в шлифовальных кругах «твердых точек» или «мягких точек». Эти «твердые точки» или «мягкие точки», которые являются участками с выраженной разницей в плотности внутри шлифовального круга 14, считаются основной причиной возникновения «рисунка» на рабочих валках, который затем переносится на листовой металл при прокатке. Настоящее изобретение дополнительно направлено на улучшение процесса изготовления шлифовальных кругов 14 для уменьшения дефектов, которые могут привести к образованию рисунка на рабочих валках.
«Рецептурный» стиль производства шлифовальных кругов 14 хорошо известен и по существу содержит следующую последовательность этапов. Сначала компоненты шлифовального круга 14 взвешивают и отмеряют по заданному рецепту. Эти компоненты включают абразивные зерна, связующие агенты и присадки. Компоненты перемешивают в мешалке в течение заданного периода времени и пропускают через сито по мере необходимости для удаления больших комков материала. Смесь затем разливают в формы, которые могут быть неподвижными или вращающимися. По мере необходимости в форме используют перемешивающий нож. По мере необходимости форму могут подвергать воздействию вибраций для усадки материала. Верхняя часть формы может прессовать находящийся внутри материал, который образует шлифовальный круг 14, до нужных размеров. После завершения процесса формовки шлифовальный круг 14 извлекают из формы в «сыром» состоянии и сушат для удаления влаги, например, в низкотемпературной печи. Шлифовальный круг 14 может подвергаться спеканию в высокотемпературной печи, обрабатываться до нужных размеров и балансироваться.
Система 10 контроля и способ согласно настоящему изобретению могут применяться в вышеописанном производственном процессе для его улучшения. В настоящее время известно, что дефекты образуются в шлифовальном круге 14 в нескольких точках этого производственного процесса. Например, разница в плотности внутри шлифовального круга 14, как известно, получается из-за плохого перемешивания, в результате чего компоненты шлифовального круга 14 могут осаждаться или сепарироваться в форме при разливке и при отвердении, а также при неравномерном прессовании материала в форме. Система 10 контроля и способ согласно настоящему изобретению можно использовать для идентификации точек производственного процесса, на которых можно улучшить сам процесс и качество готового шлифовального круга 14. Например, шлифовальный круг 14 можно проверить в «сыром» состоянии перед сушкой в печи. Таким образом, шлифовальные круги низкого качества можно идентифицировать до финишной обработки, получая экономию производственных расходов. Отбракованные «сырые» шлифовальные круги можно утилизировать, повторно используя составляющие их сырьевые материалы, что обеспечивает дополнительную экономию.
Кроме того, результаты процесса контроля можно использовать для идентификации проблем смешивания, заполнения форм и отвердения, и проблем, связанных с прессованием, чтобы улучшить производственный процесс в целом. Результаты процесса контроля можно использовать, например, для оптимизации операций смешивания, заполнения форм и прессования согласно настоящему изобретению, или для исправления системных ошибок, которые могут возникнуть в производственном процессе и являться причиной производства низкокачественных шлифовальных кругов 14. Например, после того, как согласно описанному выше процессу будет идентифицирован «плохой» шлифовальный круг, результаты контроля можно проанализировать, чтобы определить, какие конкретно дефекты имеются в шлифовальном круге 14 и в какой точке технологического процесса эти дефекты наиболее вероятно возникли. Если при исследовании нескольких шлифовальных кругов 14, изготовленных одним производителем, будет выявлена сходная картина, например, повторяющиеся проблемы, связанные с неравномерным смешиванием материалов, образующих шлифовальный круг 14, можно предупредить этого производителя о возможных дефектах в его оборудовании. Выше приведен лишь один не ограничивающий пример того, как настоящее изобретение можно использовать для улучшения процесса производства шлифовальных кругов 14 в целом. Другие конкретные примеры описаны ниже со ссылкой на фиг.5-9.
На фиг.5-9 показаны профили 40 индикаторных плотностей и реальные шлифовальные круги 14, проконтролированные с использованием методики и системы 10 контроля согласно настоящему изобретению. На фиг.5 показан иллюстративный профиль 40 индикаторных плотностей, где более темные участки представляют области более высокой плотности, а более светлые участки представляют области сравнительно меньшей плотности. Профиль 40 индикаторных плотностей, приведенный на фиг.5, показывает, что плотность в шлифовальном круге 14 по существу распределена неравномерно, но не указывает на наличие серьезного дефекта или изъяна. Профиль 40 индикаторных плотностей по фиг.5 показывает, что проверяемый шлифовальный круг 14 имеет среднее качество. Профиль 40 индикаторных плотностей по фиг.5 показывает два темных участка, представляющих области 43 существенно повышенной плотности, одна из которых лежит на концентрическом круге 42 информационных точек, а другая - вблизи ступицы шлифовального круга в положении, соответствующем 90° на шлифовальном круге. Поскольку при шлифовании рабочих валков снашивается поверхность шлифовального круга 14, участок 43, лежащий на концентрическом круге 42 информационных точек с фиг.5 или вблизи него, может представлять проблему как «твердая точка» повышенной плотности, относительно примыкающих областей шлифовального круга. Такая «твердая точка» может вызвать нанесение рисунка на рабочие валки, шлифуемые этим кругом 14, как было описано выше.
На фиг.6 показан профиль 40 индикаторных плотностей для проверенного шлифовального круга 14, где имеется большой участок 44 существенно повышенной плотности, расположенный в одном квадранте шлифовального круга 14. Этот участок 44 существенно повышенной плотности значительно темнее, чем другие участки или области шлифовального круга 14, которые имеют относительно одинаковую плотность, как представлено относительно одинаковым затушевыванием трех других квадрантов шлифовального круга 14. Соответственно, профиль индикаторных плотностей по фиг.40 указывает, что проверенный шлифовальный круг 14 имеет низкое качество. Это вызвано наличием большого участка 44 значительно повышенной или выраженной плотности по сравнению с остальной частью шлифовального круга 14. Разница в плотности, имеющаяся в проверенном шлифовальном круге 14, и, более конкретно, концентрированная разница в левом верхнем квадранте, вероятно, приведет к образованию рисунка на рабочих валках, обработанных этим шлифовальным кругом 14.
На фиг.7 также показан профиль 40 индикаторных плотностей для проверенного шлифовального круга 14 общего низкого качества. Профиль 40 индикаторных плотностей, показанный на фиг.7, показывает, что большой участок 46 существенно повышенной плотности присутствует в локализованной области проверенного шлифовального круга 14, по существу вблизи рабочей поверхности круга. Область 46 существенно повышенной плотности значительно темнее, чем другие области или участки проверенного шлифовального круга 14, которые вновь имеют относительно равномерную плотность, как представлено относительно равномерным затушевыванием профиля 40 индикаторных плотностей. Профиль 40 индикаторных плотностей показывает изменения плотности за пределами области 46 с существенно повышенной плотностью, но эти изменения не отчетливы или не выражены в шлифовальном круге 14. Область 46 с существенно повышенной плотностью указывает на дополнительный материал, впрыснутый при изготовлении. Вероятно, дополнительный материал был введен в шлифовальный круг 14 на этапе балансировки, которая является одной из последних технологических операций в производстве шлифовальных кругов. Сконцентрированная разница плотности, присутствующая в одной области проверенного шлифовального круга 14 и, что более важно, расположенная вблизи его рабочей поверхности, вероятно, приведет к образованию рисунка на рабочих валках, обработанных шлифовальным кругом 14, показанным на фиг.7.
На фиг.8 показан профиль 40 индикаторных плотностей проверенного шлифовального круга 14, также имеющего низкое качество. Профиль 40 индикаторных плотностей, показанный на фиг.8, указывает на наличие возможной радиальной трещины 48, по существу вблизи рабочей поверхности шлифовального круга 14. Возможная радиальная трещина 48 выявлена как темная область в сравнении с другими участками или областями шлифовального круга 14, которые и в этом случае имеют равномерную плотность, как показано равномерным затушевыванием на профиле 40 индикаторных плотностей. И здесь профиль 40 показывает изменения плотности за пределами участка 48, вероятно содержащего радиальную трещину, но эти изменения не выражены. Возможная радиальная трещина 48 могла образоваться в процессе изготовления или при использовании. Например, возможная радиальная трещина 48 могла возникнуть при отвердении «сырого» шлифовального круга 14, на окончательном этапе производства, или при использовании круга 14 для шлифования. Возможная радиальная трещина 48 находится вблизи рабочей поверхности шлифовального круга 14 и может привести к нанесению рисунка на рабочие валки, которые шлифуются этим кругом 14, как показано на фиг.8.
В отличие от фиг.5-8, на фиг.9 показан профиль 40 индикаторных плотностей шлифовального круга 14 высокого качества. На фиг.9 профиль 40 индикаторных плотностей показывает отсутствие «твердых точек» или «мягких точек» или участков с выраженной или повышенной плотностью относительно других участков шлифовального круга 14. Поскольку профиль 40 индикаторных плотностей показывает, что этот шлифовальный круг 14 имеет относительно равномерную плотность, этот круг 14, вероятно, покажет хорошие результаты при шлифовании рабочих валков. Валки, отшлифованные кругом 14 с фиг.9, не будут, вероятно, иметь рисунка и будут хорошо работать при прокатке листового металла, в частности алюминиевого листа.
Хотя настоящее изобретение было описано со ссылками на предпочтительные варианты его воплощения, специалистам в данной области техники понятно, что в изобретение могут быть внесены многочисленные изменения и модификации, не выходящие из его объема и не отклоняющиеся от идеи изобретения. Соответственно, вышеприведенное описание является иллюстративным, а не ограничивающим. Настоящее изобретение определяется прилагаемой формулой, и все изменения, подпадающие под смысл и диапазон эквивалентности формулы, должны быть охвачены ею.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ, В ЧАСТНОСТИ ТРЕЩИН, СКОЛОВ И ПОДОБНОГО, НА ВАЛКЕ ПРОКАТНОГО СТАНА | 2005 |
|
RU2346269C1 |
| ИСПОЛНИТЕЛЬНЫЙ ОРГАН ПРОХОДЧЕСКОГО ЩИТА ДЛЯ СТРОИТЕЛЬСТВА ТОННЕЛЕЙ В МНОГОСЛОЙНОМ МАССИВЕ | 2024 |
|
RU2835416C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ БЕЗ ИСТОЧНИКА, СПОСОБЫ И СИСТЕМЫ | 2012 |
|
RU2608636C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ КОЛИЧЕСТВА УГЛЯ ВО ВНУТРЕННЕЙ ПОЛОСТИ ШАРОВОЙ МЕЛЬНИЦЫ | 1995 |
|
RU2145261C1 |
| Устройство для автоматического измерения и регистрации выработки листопрокатных валков и контроля качества их перешлифовки на заданный профиль | 1985 |
|
SU1308412A1 |
| СПОСОБЫ ИЗМЕРЕНИЯ СВОЙСТВ МНОГОФАЗНЫХ СМЕСЕЙ НЕФТЬ-ВОДА-ГАЗ | 2014 |
|
RU2659584C2 |
| СПОСОБ ЛОКАЦИИ ДЕФЕКТОВ | 2013 |
|
RU2523077C1 |
| Способ ультразвукового контроля дефектности металлических изделий | 2018 |
|
RU2695950C1 |
| УСТРОЙСТВО ДЛЯ ПОСТРОЕНИЯ КАРТЫ ГЛУБИНЫ В НЕПЛОТНЫХ СРЕДАХ | 2023 |
|
RU2805009C1 |
| СПОСОБ КОНТРОЛЯ ЗАЗОРА МЕЖДУ ШПАЛОЙ И ЖЕЛЕЗНОДОРОЖНОЙ НАСЫПЬЮ И АКУСТИЧЕСКИЙ ЗОНД ДЛЯ КОНТРОЛЯ ЗАЗОРА МЕЖДУ ШПАЛОЙ И ЖЕЛЕЗНОДОРОЖНОЙ НАСЫПЬЮ | 1998 |
|
RU2140077C1 |






Изобретение предназначено для контроля шлифовальных кругов, используемых для подготовки рабочих валков, применяемых в производстве листового металла. Ультразвуковая система контроля содержит испытательный стенд, выполненный с возможностью поддержки с возможностью вращения шлифовального круга. Ультразвуковое передающее и принимающее устройство пропускает звуковые волны сквозь тело шлифовального круга. Затухание амплитуды звуковых волн, проходящих сквозь шлифовальный круг, регистрируется в регистрирующем устройстве и анализируется в компьютере. Регистрирующее устройство, которым может быть компьютер, предпочтительно регистрирует затухание амплитуды звуковых волн. Компьютер анализирует затухание амплитуды, регистрирует затухание амплитуды как профиль индикаторных плотностей и отображает профиль индикаторных плотностей на экране компьютера для визуального контроля. Профиль индикаторных плотностей проверяемого шлифовального круга можно сравнивать с профилями индикаторных плотностей других шлифовальных кругов, в частности тех, рабочие характеристики которых известны. Техническим результатом изобретения является возможность определения качества шлифовальных кругов до того, как они будут использованы для подготовки рабочих валков, а также повышение качества их изготовления. 3 н. и 20 з.п. ф-лы, 9 ил.
| Неразрушающие испытания | |||
| Справочник./Под ред | |||
| Р.Мак-Мастера | |||
| Перевод с англ | |||
| под ред | |||
| Т.К.Зиловой, И.И.Кифера, К.И.Коршинина и др | |||
| Книга вторая | |||
| - М | |||
| - Л.: Энергия, 1965, с.263-265, 291-293 | |||
| US 4364264, 21.12.1982 | |||
| СПОСОВ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ СТЕПЕНИ ИЗНОСА АЛМАЗНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 0 |
|
SU236026A1 |
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ В ПРОЦЕССЕ ТОНКОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2076034C1 |
| Способ контроля работоспособности шлифовального круга | 1983 |
|
SU1148771A1 |

