Изобретение относится к технологическому оборудованию электрохимической и электрофизической обработки металлических изделий. С наибольшим успехом данное техническое решение может быть использовано для обработки поверхности полотенцесушителей и фитингов, изготовленных из нержавеющей стали, как для окончательной отделки их поверхностей, так и для подготовки их поверхностей к последующему нанесению гальванических покрытий или покрытий с использованием вакуумных технологий.
В основе предлагаемого технического решения и рассмотренных известных аналогов и прототипа лежит способ электроимпульсного полирования, заключающийся в создании вокруг обрабатываемого изделия, погруженного в электролит, парогазовой рубашки, и ее комплексное физико-химическое воздействие на поверхность изделия. В результате этого воздействия происходит съем металла и снижение шероховатости полируемой поверхности.
Существенным недостатком, ограничивающим широкое распространение такой технологии, являются ее реализующие устройства. Они имеют низкую производительность и слабую экологическую защиту.
Известна установка для электролитно-разрядной обработки (Патент США № 5064521, МПК6 В23Н 3/00, 12.11.91). Она содержит технологическую (рабочую) ванну с электролитом, бак коррекции электролита, механизм горизонтального перемещения обрабатываемых изделий и жидкостной токоподвод.
Ее существенные недостатки заключаются в ограниченных технологических возможностях при использовании в массовом производстве и в низкой экологической безопасности, вызванной большим выпаром электролита в атмосферу.
Известна установка для электролитно-плазменной обработки (Авторское свидетельство 1715892, МПК5 С25F 7/00, 02.23.1992). Она содержит технологическую (рабочую) ванну с электролитом, бак коррекции электролита, манипулятор вертикального перемещения, установленный над ванной, привод перемещения обрабатываемых изделий в горизонтальной плоскости, кассету для размещения изделий и токоподвод.
Существенными недостатками этого известного технического решения являются низкая производительность и плохая экологическая защищенность. Это обусловлено как низкой загрузкой установки, так и плохим управлением формирования и поддержания парогазовой фазы электролита над его зеркалом в рабочей ванне.
На устранение недостатков, отмеченных у предыдущих известных технических решений, направлена известная полезная модель «Установка для электролитно-разрядной обработки» (Патент РФ 47367, МПК7 С25F 7/00, 08.27.2005). Она содержит рабочую ванну в форме короба. По его узким сторонам размещены нагреватели, а по одной из широких сторон - средство подачи электролита, на другой же - средство перелива электролита с приемным баком, что представляет собой средство слива электролита из рабочей ванны. Над рабочей ванной размещен защитный кожух. На его верхней крышке - манипулятор в виде механизма вертикального перемещения с подвеской, с токоподводом от источника питания и с приводом, снабженным устройством регулировки - отслеживания скорости погружения изделия в электролит. Имеется кассета для установки обрабатываемых изделий, например полотенцесушителей. Для повышения качества обработки и расширения технологических возможностей рабочая ванна снабжена регулятором усреднения температуры придонных слоев электролита и поверхностных слоев электролита. Этот регулятор смонтирован в средстве подачи электролита и выполнен в виде перфорированного турбулизатора, а размещен - в направляющей, смонтированной на внутренней поверхности широкой стороны. Защитный кожух имеет двери, оснащенные входным струйным воздушно-пневматическим щелевым аппаратом, которым подается вентилирующий воздух в рабочий объем ванны. Средство перелива электролита совмещено со щелевым выходным струйным аппаратом, пневматически связанным с воздухоотсосом. Последний смонтирован на верхней части приемного бачка средства перелива электролита.
Для стабилизации рабочих режимов есть средство охлаждения и коррекции для термостатирования электролита. Оно выполнено вне рабочей ванны в виде отдельного бака, оснащенного двумя теплообменниками, внутри которых помещены лопасти мешалок, вращающихся во встречных направлениях, и дополнительно снабжено средством коммуникации потоков электролита либо в рабочую ванну, либо в средство очистки электролита. Средство очистки электролита - центрифуга, соединенная патрубком слива со средством охлаждения и коррекции электролита.
Это известное техническое решение выбирается в качестве прототипа. Оно по технической сущности является наиболее близким к заявляемой установке электролитно-плазменного полирования. Имеет с ней наибольшее число общих существенных признаков и освоено в производстве, что служит показателем ее промышленной применимости.
Однако и прототип имеет те же недостатки, что были отмечены в ранее двух известных технических решениях. Кроме того, у прототипа сложная конструкция. При ее эксплуатации требуется большой расход электролита. Более того, обработка изделия ведется в течение длительного цикла, а также в ней имеется утечка вредных испарений из парогазовой фазы электролита. Все эти недостатки обусловлены тем, что в прототипе много различных конструктивных устройств, работающих автономно, и, в большинстве, расположенных вне установки рабочей ванны, что затрудняет согласование их режимов функционирования из-за наличия между ними и рабочей ванной протяженных коммутационных каналов, длина которых не учитывается при их функционировании. Например, регулятор усреднения температуры придонных слоев электролита смонтирован в средстве подачи электролита и от него электролит подается в ванну через турбулизатор, что резко нарушает однородность концентрации электролита в ванне, хотя и перемешивает его слои. В результате ухудшаются условия формирования парогазовой фазы электролита, что ведет к перерасходу его в технологическом процессе.
Кроме того, наличие средств очистки электролита, его охлаждения и коррекции для термостатирования, которые расположены вне установки ванны, не только усложняют конструкцию установки электролитно-разрядной обработки, но и увеличивают ее габариты, создают сложность в ее управлении.
Задачей предлагаемого технического решения является разработка конструкции установки электролитно-плазменного полирования, которая, с одной стороны - обеспечивала бы высокую производительность, а с другой - имела бы упрощенную конструкцию. Кроме того, позволяла бы сократить производственный цикл, уменьшить расход электролита, обеспечить экологическую безопасность.
Поставленная задача решена следующим образом. В известной установке электролитно-плазменного полирования, содержащей рабочую ванну в форме короба, на верху которой размещен защитный кожух, а на его верху - крышка, с размещенным на ней манипулятором в виде механизма вертикального перемещения с подвеской, с токоподводом от источника питания и с приводом, снабженным устройством регулировки - отслеживания скорости погружения изделия, нагреватели, кассету, средства слива электролита и вывода его испарения, имеющее воздухоотсос, а также регулятор усреднения температуры электролита, связанный с рабочей ванной, согласно настоящему изобретению, введено средство подачи газообразных активизаторов элекролита, которое расположено по широкой стороне рабочей ванны, и теплообменник, снабженный регистратором охлаждения и расположенный также по широкой стороне рабочей ванны, нагреватели размещены под дном рабочей ванны, средство слива электролита выполнено в дне рабочей ванны в виде сливного крана с возможностью управляемого самослива электролита из рабочей ванны, средство вывода испарений электролита образовано воздухоотсосом, сформированным верхней частью кожуха, имеющей внутри куполообразную форму, и вытяжным насосом, расположенным над верхней частью кожуха, при этом рабочая зона воздухоотсоса имеет сфероидальную форму и сверху охватывает парогазовую фазу электролита.
Такое новое техническое решение всей своей совокупностью существенных признаков позволяет достичь следующих технических результатов:
- упростить конструкцию устройства;
- уменьшить расход электролита;
- сократить цикл обработки изделий;
- улучшить условия проведения электролитно-плазменного полирования изделий;
- устранить утечки вредных испарений из парогазовой фазы электролита.
При этом качество обработки поверхностей изделий, по меньшей мере, не ухудшается, а производительность - повышается.
В практике развития аналогичных устройств это - парадоксальное явление. Например, у прототипа качество обработки изделий, расширение технологических возможностей, улучшение экологии и сохранение заданной концентрации электролита по отношению к аналогу достигнуто за счет усложнения конструкции установки путем ввода в нее новых дополнительных устройств.
В предлагаемом устройстве - наоборот. Конструкция устройства упростилась, цикл обработки изделия сократился, а качество обработки изделия не ухудшилось.
Это обусловлено следующим.
- Введено средство подачи газообразных активизаторов электролита и теплообменник, которые создают управляемый процесс перемешивания слоев электролита без образования в слоях турбулизационных потоков. Они создают конвенционные потоки, уменьшают плотность этих потоков путем их разрежения в слоях, соприкасающихся с ними. К тому же, улучшают процесс поддержания однородности концентрации электролита в его придонных слоях.
- Нагреватели размещены под дном рабочей ванны. Это позволяет нагревать электролит по всей ее донной поверхности одновременно. Наличие средства подачи газообразных активизаторов электролита, которое расположено по широкой стороне рабочей ванны, и теплообменника, снабженного регистратором охлаждения и расположенного также по широкой стороне рабочей ванны, обеспечивает процесс самоперемешивания его массы без резких изменений концентрации электролита и ведет к равномерному ее распределению по всему объему рабочей ванны без образования в нем турбулентных потоков.
- Средство вывода испарений электролита образовано воздухоотсосом, который сформирован верхней частью кожуха, имеющей куполообразную форму, и вытяжным насосом, расположенным над верхней частью кожуха. Причем основание куполообразной формы верхней части кожуха перекрывает периметр рабочей ванны. Вершина этой части кожуха охвачена входным отверстием вытяжного насоса. Это исключает вылеты испарений электролита за пределы рабочей зоны ванны. Принимая во внимание, что рабочая зона воздухоотсоса охватывает сверху парогазовую фазу электролита, т.к. имеет сфероидальную форму, то становится ясно, что образующиеся капли испарения (мелкие) высасываются воздухоотсосом, а более крупные - вновь возвращаются в ванну, поддерживая его рабочий состав. Таким образом, в рабочую ванну воздух поступает естественным образом за счет создания над зеркалом электролита в рабочей ванне разреженного пространства с помощью вытяжки испарений с ее поверхности, в том числе из парогазовой фазы (облако) электролита. Данному процессу способствует и наличие верхней части кожуха, имеющей куполообразную форму. Она, как показали эксперименты, в наибольшей степени способствует сбору парогазовых фракций жидких сред на своей поверхности, из которых одни на ней конденсируют и опадают в электролит, а другие - мелкие - выносятся на утилизацию.
- Средство слива электролита выполнено в дне рабочей ванны в виде сливного крана с возможностью управляемого самослива электролита из рабочей ванны. Причем наличие под дном рабочей ванны нагревательных элементов позволяет подогревать электролит для улучшения его условий самослива, что ускоряет процесс освобождения рабочей ванны от отработанного электролита. Это также позволяет улучшить условия очистки ванны под другой состав электролита.
На основании вышеизложенного заявленное техническое решение можно считать новым. Оно имеет существенные отличия по сравнению с прототипом и обладает изобретательским уровнем. Последнее обусловлено тем, что предлагаемое техническое решение для специалиста средней квалификации логически не следует из известного уровня техники, т.к. предлагаемое устройство развивается в другом направлении, а именно: повышается ее производительность путем упрощения конструкции.
Проведенный заявителем патентно-информационный поиск также показал, что заявленная совокупность существенных признаков не известна.
Сущность заявленного технического решения поясняется чертежами, где показано
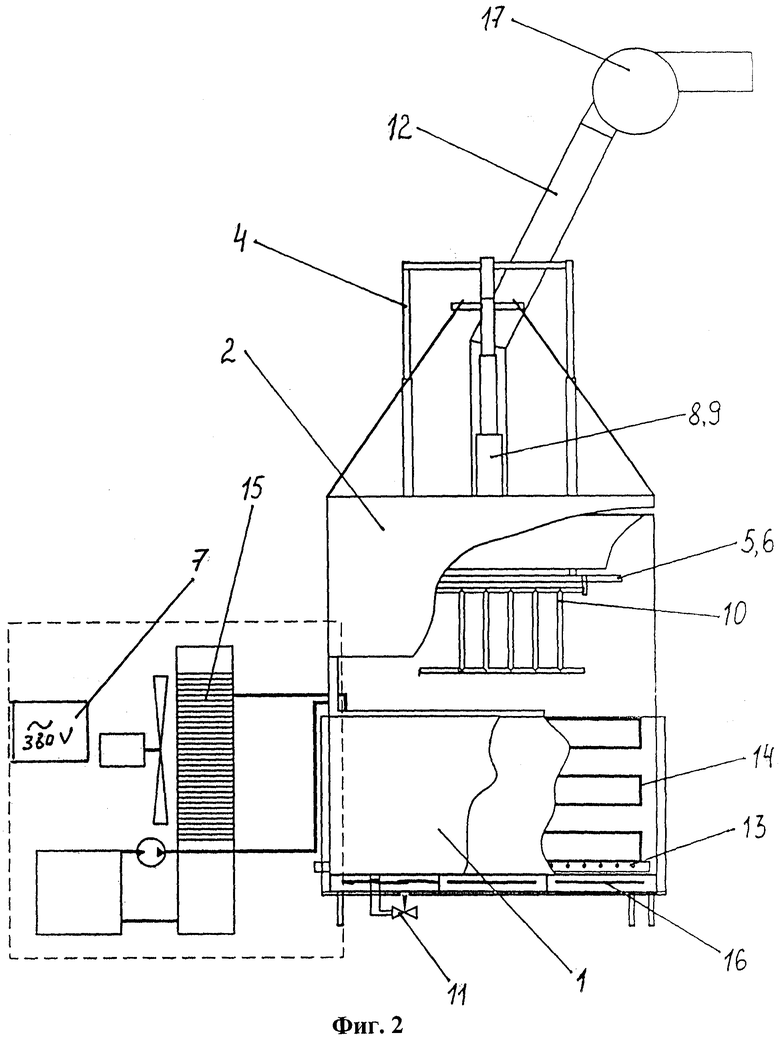
на Фиг.1 - установка в аксонометрии;
на Фиг.2 - установка, фронтальный вид.
Практическая применимость поясняется ниже следующим описанием.
Предлагаемая установка электролитно-плазменного полирования состоит из рабочей ванны 1, которая имеет форму короба. На ее верху размещен защитный кожух 2. На его крышке 3 размещен манипулятор 4 в виде механизма вертикального перемещения с подвеской 5, с токоподводом 6 от источника питания 7 и с приводом 8. Последний снабжен устройством 9 регулировки - отслеживания скорости погружения изделия. Есть кассета, которая необходима для закрепления изделий 10. Имеется средство 11 слива электролита и средство 12 вывода его испарения, в котором есть воздухоотсос. Средство подачи газообразных активизаторов электролита 13, которое расположено по широкой стороне рабочей ванны, и теплообменник 14, снабженный регистратором 15 охлаждения и расположенный также по широкой стороне рабочей ванны. Есть еще нагреватели 16, которые размещены под дном рабочей ванны 1. А вот средство слива электролита выполнено в дне рабочей ванны 1 в виде сливного крана с возможностью управляемого самослива электролита из рабочей ванны 1. Средство вывода 12 испарений электролита образовано воздухоотсосом, сформированным верхней частью кожуха 2, имеющей внутри куполообразную форму, и вытяжным насосом 17, расположенным над верхней частью кожуха. Рабочая зона воздухоотсоса имеет сфероидальную форму и сверху охватывает парогазовую фазу электролита (на чертеже не показано).
Это устройство работает следующим образом. Перед началом рабочей смены в рабочей ванне 1 приготавливают электролит (на чертеже не показано). При этом нагреватели 16 под дном рабочей ванны 1 могут быть включены или их включают после разведения электролита. Выбор обусловлен технологическим процессом и составом электролита. При этом дверцы кожуха 2 раскрывают и через открытый проем производят приготовление в рабочей ванне 1 электролита.
Одновременно на кассетах закрепляют изделия 10 для обработки. При включенных нагревателях 16 и при наличии электролита в ванне 1, если теплообменники 14 изменяют температуру в прислойных к ним слоях электролита и создают градиент температуры относительно придонных слоев электролита, то средство подачи газообразных активизаторов электролита 13 создает разреженное пространство, куда и устремляются самопотоком горячие слои электролита из придонной части ванны. Таким образом, возникает конвенционный процесс обмена масс электролита между собой без нарушения всей концентрации электролита. После приготовления электролита и закрепления в кассетах изделий 10, дверцы кожуха 2 закрывают, включают средство вывода испарений электролита и на подвеску подают положительный потенциал от источника питания постоянного тока (на чертеже не показано), а на рабочую ванну 1 подают отрицательный потенциал. Включают привод 8 манипулятора 4 и перемещают изделия 10 к зеркалу ванны с заданной скоростью.
Изменения скорости погружения позволяют достичь наибольшей равномерности нарастания тока полирования полотенцесушителей и описываются тем же законом, который был приведен в прототипе, а именно:
V=F(1/S),
где V - мгновенная скорость погружения детали в электролит, м/с;
S - площадь погружаемой части детали, м2.
В зависимости от их формы и размеров технология обработки изделия может меняться. При этом необходимо добиваться оптимального соотношения скорости погружения изделия в электролит и нарастания токовой нагрузки в рабочей ванне. Скорость также может меняться и в зависимости от концентрации электролита.
При включении установки и при погружении в электролит изделий возникает парогазовое облако электролита, которое равномерно облекает все изделие, производя соответствующую обработку. При этом возникают капли, брызги, испарения, которые через средство вывода 12 испарений электролита, выводятся на утилизацию. Для этого включают вытяжной насос 17. Благодаря ему, во всем объеме рабочей ванны над зеркалом электролита происходит процесс вытяжки испарений электролита. После каждой обработки изделия 10 изменяется температура теплообменника 14, а при необходимости - интенсивность работы средства подачи газообразных активизаторов электролита, которое расположено по широкой стороне рабочей ванны. Также осуществляется необходимая подача воды в электролит, что ускоряет процесс восстановления активности оставшейся массы электролита. Отметим также, что при необходимости на данной установке есть возможность управлять активностью электролита. Например, путем изменения интенсивности работы средства подачи газообразных активизаторов электролита 13, которое расположено по широкой стороне рабочей ванны, и теплообменника 14. По завершении рабочей смены установку отключают, и оставшийся отработанный электролит сливают через его средство слива путем самотека в утилизатор, расположенный на территории завода или производства и собирающий отработанные химикаты с различных установок, а не только от заявляемой. В тех случаях, когда отработанный электролит оказывается нежидкотекучим, что замедляет его самослив из рабочей ванны, то включают нагреватели, расположенные под дном рабочей ванны, добавляют необходимое количество воды в рабочую ванну и разжижают оставшийся электролит до состояния его самослива.
Предлагаемая установка прошла экспериментальные испытания и в настоящее время используется в основном производстве. Проведенные авторами испытания показывают, что в среднем, на аналогичных изделиях, что использовались при испытаниях установки, описанной в прототипе, получены следующие результаты:
- упростилась конструкция устройства, т.к. различные устройства объединены в единые функциональные узлы, действующие согласованно друг с другом в рабочей ванне;
- расход электролита, в среднем, уменьшился на 30-40 процентов, что обеспечено не только сокращением рабочего цикла полирования изделий, но и созданием экологически безопасной установки за счет соответствующего средства вывода испарений из рабочей зоны ванны;
- сократился цикл обработки изделий на 15-20 процентов, так как появилась возможность управлять активностью электролита в процессе обработки изделий, оперативно вмешиваясь в работу ванны, улучшены условия вывода испарений электролита из зоны рабочей ванны.
Качество обработки поверхностей изделий в ряде случаев было повышено на 10-15 процентов, например, за счет повышения отражения от поверхности полотенцесушителей, коэффициент отражения стал порядка 99,5, а вот шероховатость оказалась в пределах 0,14-0,17 Ra мкм, тогда как исходная шероховатость была в пределах 0,63-0,8 Ra мкм.
Предлагаемое техническое решение позволяет создавать установки электролитно-плазменного полирования, которые могут эффективно осуществлять финишную обработку в единой технологии одновременно от одного до 30-50 шт. изделий в зависимости от их типоразмера, мощности и рецептуры электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТНО-РАЗРЯДНОЙ ОБРАБОТКИ | 2005 |
|
RU2320786C2 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДЯНОГО ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2310552C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2725441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2283903C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И РАБОЧАЯ ЕМКОСТЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694935C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И ЭЛАСТИЧНЫЙ ЧЕХОЛ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694684C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ХРОМА | 2014 |
|
RU2555312C1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2461667C1 |
Изобретение относится к технологическому оборудованию электрохимической и электрофизической обработки металлических изделий. Установка содержит рабочую ванну в форме короба, на верху которой размещен защитный кожух, а на его верху - крышка с размещенным на ней манипулятором в виде механизма вертикального перемещения с подвеской, с токоподводом от источника питания и с приводом, снабженным устройством регулировки - отслеживания скорости погружения изделия, нагреватели, кассета, средства слива электролита и вывода его испарения, имеющее воздухоотсос, а также регулятор усреднения температуры электролита, связанный с рабочей ванной, кроме того, дополнительно содержит средство подачи активизаторов электролита, которое расположено по широкой стороне рабочей ванны, и теплообменник, снабженный регистратором охлаждения и расположенный также по широкой стороне рабочей ванны, при этом нагреватели размещены под дном рабочей ванны, средство слива электролита выполнено в дне рабочей ванны в виде сливного крана с возможностью управляемого самослива электролита из рабочей ванны, средство вывода испарений электролита образовано воздухоотсосом, сформированным верхней частью кожуха, имеющей внутри куполообразную форму, и вытяжным насосом, расположенным над верхней частью кожуха. Технический результат: упрощение конструкции устройства, уменьшение расхода электролита, сокращение цикла обработки изделий, улучшение условий проведения электролитно-плазменного полирования изделий. 2 ил.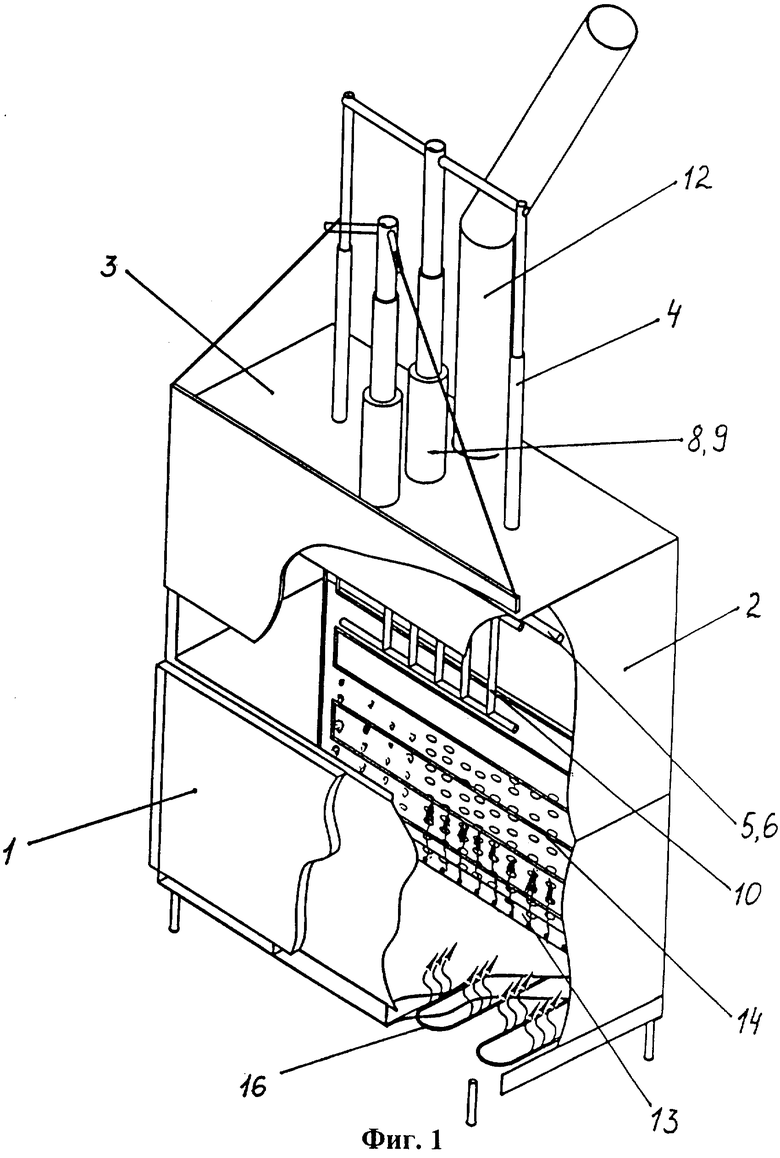
Установка электролитно-плазменного полирования, содержащая рабочую ванну в форме короба, на верху которой размещен защитный кожух, а на его верху - крышка с размещенным на ней манипулятором в виде механизма вертикального перемещения с подвеской, с токоподводом от источника питания и с приводом, снабженным устройством регулировки - отслеживания скорости погружения изделия, нагреватели, кассета, средство слива электролита и средство вывода его испарения, имеющее воздухоотсос, а также регулятор усреднения температуры электролита, связанный с рабочей ванной, отличающаяся тем, что она дополнительно содержит средство подачи активизаторов электролита, которое расположено по широкой стороне рабочей ванны, и теплообменник, снабженный регистратором охлаждения и расположенный также по широкой стороне рабочей ванны, при этом нагреватели размещены под дном рабочей ванны, средство слива электролита выполнено в дне рабочей ванны в виде сливного крана с возможностью управляемого самослива электролита из рабочей ванны, средство вывода испарений электролита образовано воздухоотсосом, сформированным верхней частью кожуха, имеющей внутри куполообразную форму, и вытяжным насосом, расположенным над верхней частью кожуха, охватывающей сверху парогазовую фазу электролита.
| Способ измерения электрической емкости | 1935 |
|
SU47367A1 |
| Установка для электролитно-плазменной обработки | 1990 |
|
SU1715892A1 |
| Устройство для электролитно-плазменной обработки изделий сложной формы | 1989 |
|
SU1659534A1 |
| US 5064521 A, 12.11.1991. | |||

