Изобретение относится к области строительства и может быть использовано в строительстве железобетонных сборно-монолитных и монолитных каркасных зданий жилого, общественного и производственного назначения.
Наиболее близким аналогом заявленного изобретения является способ изготовления преднапряженного каркаса сборно-монолитных железобетонных зданий по индустриально-монтажной системе (ИМС) (см. Капривица Б. "Применение каркасной системы ИМС для строительства жилых и общественных зданий." Жилищное строительство. №1. 1984 г., с.30-32).
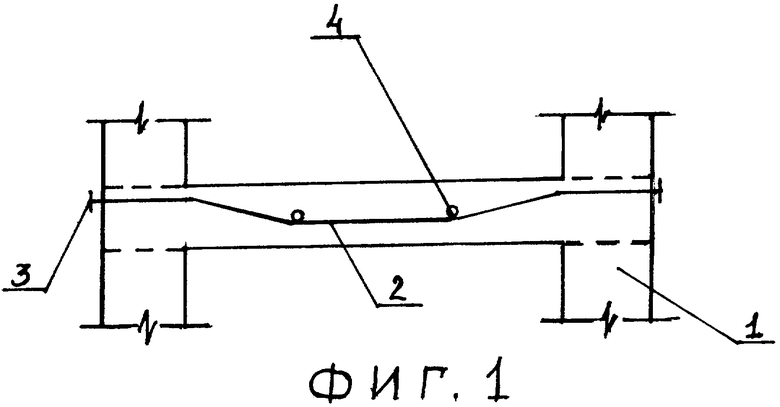
Известный способ возведения каркаса железобетонных зданий включает в себя возведение колонн, изготовление перекрытий с каналами для установки одного ряда высокопрочной напрягаемой арматуры, горизонтальным натяжением этого ряда высокопрочной арматуры до 0,5-0,7 от конечной величины преднапряжения через колонны, последующим опусканием напрягаемой арматуры в трапецию с фиксацией этого положения специальными нагелями. Это опускание увеличивает величину преднапряжения до конечной величины с последующей заливной бетоном каналов с высокопрочной напряженной арматурой (см. фиг.1).
Однако этот способ возведения каркаса по системе ИМС имеет ряд существенных недостатков. Первый - это высокая трудоемкость опускания канатов специальными домкратами в трапецию, второй - слабая жесткость узлов сопряжения колонн с перекрытием и, как следствие, слабая устойчивость каркаса и горизонтальным нагрузкам и прогрессирующему разрушению. Третий недостаток заключается в том, что размер пролетов по системе ИМС не превышает 7,2 метра (3,8; 4,2; 6,0 и 7,2). Это связано с тем, что более крупные конструкции очень дорого или просто невозможно перевозить от железобетонного завода до стройки. А в преднапряженных перекрытиях чем больше пролет, тем больше экономия металла и бетона в сравнении с ненапряженными.
Целью изобретения является разработка такого способа изготовления каркаса предварительно напряженных и железобетонных сборно-монолитных и монолитных зданий, изготавливаемых с преднапряжением перекрытий через колонны в двух ортогональных направлениях, который позволяет снизить трудоемкость натяжения высокопрочной арматуры, увеличить жесткость узлов сопряжения колонн и перекрытий, тем самым увеличить сопротивляемость каркаса к горизонтальным, сейсмическим нагрузкам, просадке опор, взрывной волне а также прогрессирующему разрушению, уменьшить количество диафрагм жесткости (воспринимают горизонтальные нагрузки в обычных зданиях) и увеличить пролет между колоннами.
Достигается это тем, что преднапряжение перекрытий производится по высоте перекрытия двумя горизонтальными рядами напрягаемой арматуры, причем для равномерности обжатия перекрытия напрягаемые арматурные элементы верхнего и нижнего ряда натягиваются поочередно через один, далее канал с напряженной арматурой заливается бетоном, при этом соотношение высоты перекрытия к длине пролета каркаса увеличивается до 1/25÷1/15 длины пролета, а длина пролета увеличивается до 8÷50 метров, причем средняя часть перекрытия по толщине заполняется известными способами пустотами в объеме 30÷60% от всей толщины перекрытия, при этом, в зависимости от нагрузки на перекрытие, соотношение величины преднапряжения в верхнем ряду напрягаемой арматуры к нижнему ряду находится в диапазоне 1/1÷1/7.
На фиг.1 показано сечение одного пролета каркаса здания системы ИМС; на фиг.2 показано сечение одного пролета каркаса здания по предлагаемой новой технологии.
Изготовление железобетонного каркаса по системе ИМС производится в следующей последовательности (см. фиг.1). После возведения колонн 1 изготавливают перекрытие с каналами для установки одного ряда высокопрочной напрягаемой арматуры 2. Затем производят горизонтальное натяжение этого ряда арматуры через колонны до 0,5-0,7 от конечной величины преднапряжения с последующим опусканием напрягаемой арматуры в пролете в трапецию с фиксацией этого положения специальными нагелями 4. Арматура при этом анкеруется на наружных гранях колонн 1 специальными анкерами 3. Это опускание канатов в трапецию увеличивает величину преднапряжения до конечной величины. Затем производят заливку бетоном каналов с напряженной арматурой.
Изготовление железобетонного каркаса по новой технологии производится в следующей последовательности (см. фиг.2). После изготовления фундамента возводятся колонны 1 с поперечными отверстиями в двух ортогональных направлениях на уровне перекрытия для прохождения напрягаемой арматуры 2. Затем изготавливается первое железобетонное перекрытие с каналами для прохождения напрягаемой арматуры 2 по всем осям каркаса в двух ортогональных направлениях и с пустотами 5. После достижения необходимой прочности бетона в каналы по всем осям устанавливается высокопрочная напрягаемая арматура 2. Ее пропускают через отверстия в колоннах и надевают на оба конца анкерные устройства 3.
Затем производится горизонтальное натяжение этой арматуры по всем осям. Причем натяжение начинается с нижнего элемента, затем натягивается верхний и так далее через один всех остальных элементов первой оси. Вначале таким образом обтягиваются контурные оси перекрытия здания и затем все остальные. Далее производится заливка бетоном всех каналов осевых швов с напряженной арматурой, и переходят к изготовлению следующего этажа каркаса.
Изобретение относится к способу изготовления каркаса предварительно напряженных зданий. Технический результат изобретения заключается в повышении устойчивости здания к горизонтальным и сейсмическим нагрузкам. Способ включает возведение колонн с поперечными отверстиями, изготовление перекрытий с каналами для установки высокопрочной напрягаемой арматуры, натяжение этой арматуры через отверстия в колоннах и последующее бетонирование каналов. Преднапряжение перекрытий осуществляется двумя горизонтальными рядами арматуры, причем напрягаемые арматурные элементы верхнего и нижнего рядов, начиная с нижнего, натягиваются поочередно через один. Сначала производят натяжение арматуры по всем контурным осям, а затем всех остальных. 2 ил.
Способ изготовления каркаса предварительно напряженных зданий, включающий в себя возведение колонн с поперечными отверстиями, изготовление перекрытий с каналами по осям каркаса для установки высокопрочной напрягаемой арматуры, горизонтальным натяжением этой арматуры через отверстия в колоннах и последующим бетонированием каналов с напряженной арматурой, отличающийся тем, что преднапряжение перекрытий осуществляется двумя горизонтальными рядами арматуры, причем напрягаемые арматурные элементы верхнего и нижнего рядов, начиная с нижнего, натягиваются поочередно через один, при этом сначала производится натяжение арматуры по всем контурным осям, а затем всех остальных, притом соотношение высоты перекрытия к длине пролета каркаса находится в диапазоне 1/25÷1/15 пролета, а длина пролета в диапазоне 8÷50 м, при этом средняя часть перекрытия между осями по толщине заполняется известными способами пустотами в объеме 30÷60% от толщины перекрытия, причем соотношение величины преднапряжения в верхнем ряду напрягаемой арматуры к величине преднапряжения нижнего ряда находится в диапазоне 1/1÷1/7.
| СПОСОБ НАТЯЖЕНИЯ КАНАТНОЙ АРМАТУРЫ ПРИ ВОЗВЕДЕНИИ ЗДАНИЙ ПО СИСТЕМЕ ИМС | 2002 |
|
RU2264506C2 |
| Перекрытие | 1986 |
|
SU1409738A1 |
| Железобетонная плита | 1988 |
|
SU1583563A1 |
| Способ соединения многопролетных плит безбалочного перекрытия с колоннами | 1988 |
|
SU1640315A1 |
| КРУГЛАЯ ПИЛА ДЛЯ РЕЗКИ ВЯЗКИХ ПОРОД В МАССИВЕ | 1939 |
|
SU60352A1 |
| СН 535878 А, 15.04.1973. | |||

