Изобретение относится к области металлургии, в частности к способам и оборудованию для внепечной обработки жидкого металла, и может быть использовано при производстве стали высокого качества.
В настоящее время на металлургических заводах получили широкое распространение различные способы внепечной обработки жидкого металла, в том числе различные способы вакуумного рафинирования, суть которых заключается в удалении под воздействием разрежения из стали, полученной в конверторе, примесей, преимущественно углерода и кислорода, находящихся в жидком металле в связанном (углерод) или в растворенном (кислород, водород, азот) состоянии. Самым распространенным способом вакуумирования является способ вакуумного рафинирования жидкой стали в ковше, предусматривающий размещение ковша с жидкой сталью в вакуумной камере, герметизацию камеры и создание в ней разрежения над всей поверхностью стали (SU 1675371 А1, МПК C21C 7/10, 07.09.91, RU 2171298 C2, МПК C21C 7/10, 27.07.2001). Для интенсификации процесса удаления примесей одновременно с созданием разрежения над поверхностью стали через сталь продувают инертный газ, преимущественно аргон. Способ вакуумного рафинирования в ковше обладает несколькими преимуществами, во-первых, он самый простой из известных способов вакуумного рафинирования, во-вторых, при его проведении вакуумированию подвергается вся поверхность стали, размещенной в ковше, поэтому сталь обрабатывается более равномерно, что позволяет получить гарантированный и воспроизводимый результат, то есть гарантированное качество стали. Кроме изложенного вакуумное рафинирование стали в ковше позволяет производить глубокую десульфурацию стали за счет интенсивного массообмена между шлаком и сталью на ее поверхности. Однако создание разрежения над поверхностью стали приводит к ее вскипанию, образованию брызг и переливу стали через борт ковша. Брызги и переливы стали через борт ковша загрязняют вакуумную камеру и приводят к потерям стали. На практике для устранения этих недостатков сталь заливают в ковш с недоливом, оставляя борт ковша свободным по высоте примерно на 1200-1450 мм (величина свободного борта определена экспериментально и обусловлена уровнем, на который поднимается газошлакометаллическая эмульсия при вскипании стали, а также характером процесса рафинирования, содержанием в стали примесей и интенсивностью продувки аргоном). Недолив металла в ковш снижает производительность процесса производства металла в целом, так как объем ковша должен соответствовать объему стали, выплавляемой за одну плавку в одном конвертере. В конверторных производствах, построенных ранее, технологическим процессом не предусматривалось проведение вакуумного рафинирования жидкой стали в ковше, поэтому объем ковша соответствовал объему конвертора с учетом минимальной величины свободного борта ковша, обеспечивающего его безопасную транспортировку в условиях производства. В случае необходимости применения на таких производствах вакуумирования жидкой стали в ковше приходится выпускать плавки уменьшенной массы, что приводит к снижению производительности и увеличению себестоимости стали. При строительстве нового производства, предусматривающего применение установок вакуумного рафинирования, для использования возможностей конвертера в полном объеме приходится существенно увеличивать габариты ковша и соответственно габариты всех механизмов и здания в целом, что приводит к значительному увеличению капитальных затрат.
Известны конструкции, в которых ковш в процессе вакуумного рафинирования накрывают различными крышками (сводами), защищающими вакуумную камеру от разбрызгивания стали, например, как показано на фиг.1 в патенте RU 2171298, но такие крышки не могут предотвратить переливы стали через борт, так как в процессе эксплуатации на бортах образуются настыли и крышка перестает плотно прилегать к верхнему фланцу ковша.
Известны способы порционного вакуумного рафинирования, в которых обработка стали осуществляется путем погружения в расплавленную сталь патрубка (погружной камеры), при этом необходимое разрежение создается только внутри патрубка и воздействию вакуума подвергается поверхность стали, ограниченная периметром патрубка, причем рафинирование происходит порциями с последовательным набором и сбросом вакуума (SU 954439, МПК С21С 7/10, 30.08.82, RU 2173715 C2, МПК С21С 7/10, 20.09.2001).
Известны также способы циркуляционного вакуумного рафинирования, в которых установка для вакуумного рафинирования содержит два патрубка, по одному из которых расплавленная сталь поднимается в вакуумную камеру, в ней подвергается воздействию разрежения, а по другому стекает обратно в ковш (DE 19923205 С1, МПК С21С 7/10, 30.11.2000). Преимущество указанных способов заключается в том, что оба процесса позволяют вести вакуумное рафинирование в ковше с минимальным свободным бортом, имеют высокую скорость, при этом брызги стали не выплескиваются наружу. Недостатком этих способов является неравномерность прохождения процесса по всему объему ковша, поэтому момент окончания процесса вакуумного рафинирования определяют только путем химического анализа проб стали и в каждом конкретном случае для получения стали с гарантированными свойствами по результатам исследования проб определяют, сколько циклов вакуумирования нужно проводить.
Известен способ вакуумного рафинирования, при котором вакуум-крышка соединяется непосредственно с верхним фланцем ковша с жидкой сталью (WO 01/86007, МПК С21С 7/10, 15.11.2001). Вакуум-крышка снабжена цилиндрическим выступом, расположенным выше уровня верхнего фланца ковша, который играет роль защитного экрана от брызг шлака и стали в процессе вакуумирования. Недостатком известного способа является то, что весьма сложно обеспечить вакуумплотное соединение между вакуум-крышкой и фланцем ковша, так как на последнем всегда имеются наросты шлака и стали, образующиеся от брызг как в процессе заливки стали в ковш, так и в процессе обработки стали под вакуумом.
Наиболее близким аналогом настоящего изобретения является способ вакуумного рафинирования жидкой стали в ковше, предусматривающий заливку жидкой стали в ковш, размещение ковша в вакуумной камере, разделение поверхности стали на центральную и периферийную зоны и создание над указанными зонами поверхности стали различного разрежения (WO 90/10087, МПК С21С 7/10, 07.09.90). Разделение поверхности стали в ковше на центральную и периферийную зоны обеспечивается за счет погружения в расплавленную (жидкую) сталь торца патрубка, расположенного непосредственно на крышке вакуумной камеры. При этом разделение поверхности стали на указанные две зоны обеспечивается в течение всего процесса вакуумного рафинирования. Обработка стали в центральной и периферийной зонах производится при разном уровне давления (разрежения), причем в процессе рафинирования постоянно поддерживается разница в разрежении: большая степень разрежения - в центральной зоне, меньшая степень разрежения - в периферийной зоне.
Данный способ позволяет проводить вакуумное рафинирование жидкой стали с меньшей высотой свободного борта ковша без перелива жидкой стали через борт. Однако это приводит к усложнению процесса вакуумного рафинирования, увеличению его длительности и снижению качества рафинирования, так как в этом случае не происходит массообмена между шлаком, расположенным на поверхности стали в разных зонах, и жидкой сталью.
Технической задачей настоящего изобретения является увеличение объема стали, обрабатываемой в ковше в процессе вакуумного рафинирования, получение в результате обработки стали с гарантированными свойствами за счет интенсивного перемешивания стали по всему объему и массообмена между шлаком и жидкой сталью по всему объему и уменьшение длительности процесса вакуумного рафинирования.
Поставленная задача решается в способе вакуумного рафинирования стали, предусматривающем размещение ковша с жидкой сталью в вакуумной камере и разделение поверхности стали на центральную и периферийную зоны с возможностью создания над зонами разной степени разрежения, в котором согласно изобретению в ковш с жидкой сталью подают перемешивающий газ в течение всего процесса рафинирования, причем на первой стадии процесса рафинирования разрежение увеличивают с одинаковой интенсивностью с обеспечением одинакового разрежения в каждый момент времени над всей поверхностью стали в ковше, на второй стадии во время начала интенсивного кипения стали, определяемого по образованию на ее поверхности газошлакометаллической эмульсии, поверхность кипящей стали разделяют на центральную и периферийную зоны, при этом над центральной зоной создают большую степень разрежения, чем над периферийной зоной, после чего продолжают увеличивать степень разрежения над указанными зонами с обеспечением заданной разницы в разрежении между ними, на третьей стадии при снижении интенсивности кипения стали указанные зоны вновь объединяют и продолжают увеличивать степень разрежения над всей поверхностью стали до заданного уровня, после чего сталь выдерживают при достигнутой заданной степени разрежения в течение заданного времени, на четвертой стадии контролируют уровень рафинирования стали в ковше и, если он превышает заданное значение, указанные стадии процесса повторяют до получения заданного уровня рафинирования стали.
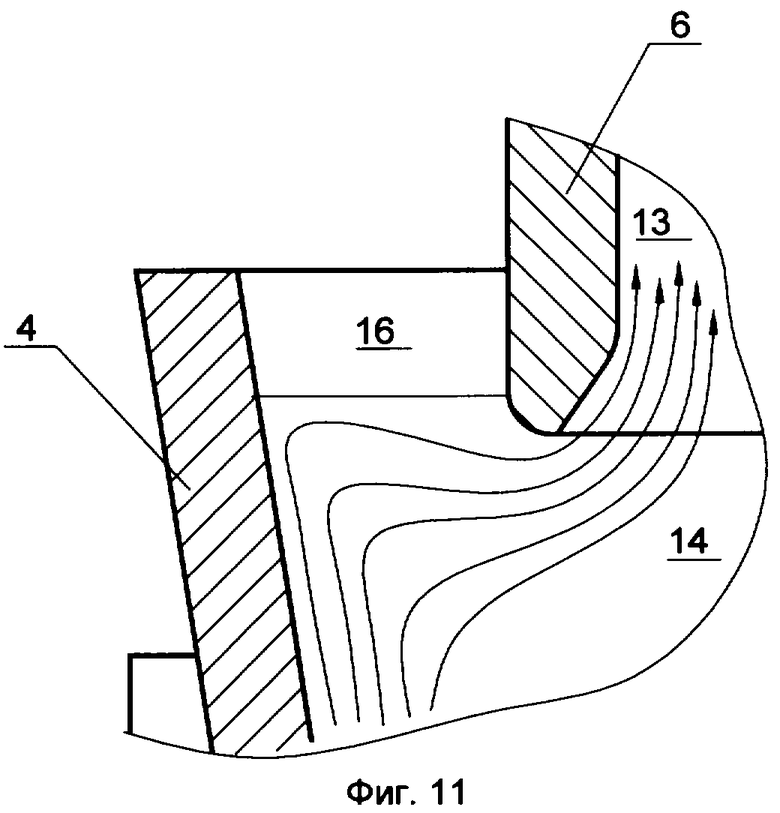
Подачу перемешивающего газа в ковш с жидкой сталью осуществляют со дна ковша таким образом, чтобы пузырьки газа выходили на поверхность центральной и периферийной зон в определенных областях, занимающих часть их поверхности. При этом в областях выхода пузырьков на поверхность центральной и периферийной зон организуются восходящие потоки жидкой стали, а в областях, свободных от пузырьков газа, образуются нисходящие потоки жидкой стали, за счет изложенного происходит интенсивное перемешивание жидкой стали в ковше.
Разделение поверхности кипящей стали на центральную и периферийную зоны осуществляют посредством патрубка путем погружения торца нижнего конца патрубка в кипящую сталь на глубину hпп, а объединение указанных зон осуществляют путем подъема патрубка до образования зазора Δ между торцом нижнего конца патрубка и поверхностью кипящей стали в ковше.
Разделение поверхности кипящей стали на центральную и периферийную зоны осуществляют также путем подъема ковша с кипящей сталью относительно неподвижного патрубка до погружения торца нижнего конца патрубка в кипящую сталь на глубину hпп, а объединение указанных зон осуществляют путем опускания ковша с кипящей сталью до образования зазора Δ между торцом нижнего конца неподвижного патрубка и поверхностью кипящей стали в ковше.
Разделение поверхности кипящей стали на центральную и периферийную зоны осуществляют также путем подъема уровня поверхности кипящей стали в ковше относительно патрубка до погружения торца нижнего конца патрубка в кипящую сталь на глубину hпп, а объединение указанных зон осуществляют путем снижения уровня поверхности кипящей стали в ковше до образования зазора Δ между торцом нижнего конца патрубка и поверхностью кипящей стали в ковше.
Время начала интенсивного кипения стали в ковше определяют посредством контроля подъема газошлакометаллической эмульсии и достижения ею заданного предельного уровня hэп max, а время снижения интенсивного кипения стали определяют по снижению уровня газошлакометаллической эмульсии ниже заданного предельного уровня hэп max.
Предельный уровень подъема газошлакометаллической эмульсии задают либо относительно торца борта ковша, либо относительно начального уровня поверхности жидкой стали в ковше.
На второй стадии процесса погружение торца нижнего конца патрубка в кипящую сталь осуществляют при уровне hэп газошлакометаллической эмульсии в периферийной зоне, превышающем на 0-200 мм уровень торца нижнего конца патрубка, а на третьей стадии процесса, при объединении указанных зон, обеспечивают зазор Δ между поверхностью кипящей стали и торцом нижнего конца патрубка в диапазоне:

где Нсб - высота свободного борта ковша.
Заданную разницу в степени разрежения над центральной и периферийной зонами поверхности кипящей стали поддерживают путем обеспечения перетока газошлакометаллической эмульсии из периферийной в центральную зону вокруг торца нижнего конца патрубка.
Заданную разницу в степени разрежения над центральной и периферийной зонами поверхности кипящей стали обеспечивают также путем откачивания газа из полости вакуумной камеры, сообщающейся с периферийной зоной поверхности стали в ковше, и/или путем подачи в указанную полость инертного газа, например аргона.
За счет разницы в разрежении в центральной и периферийной зонах ковша настоящее изобретение позволяет увеличить объем стали, обрабатываемой в ковше в процессе вакуумного рафинирования, на 15÷25% и получить в результате обработки сталь с гарантированными свойствами по всему объему и уменьшить длительность процесса вакуумного рафинирования на 3÷15%.
Заявляемый способ вакуумного рафинирования стали в ковше реализуется посредством устройства для вакуумного рафинирования стали в ковше, включающего вакуумную камеру с крышкой, стенд для установки ковша с жидкой сталью и патрубок, выполненный с возможностью погружения нижнего конца в жидкую сталь, которое согласно изобретению снабжено экраном, в центральной части которого установлен патрубок, а наружный край экрана выполнен с возможностью герметичного размещения между верхним торцом вакуумной камеры и фланцем ее крышки и системой подачи в жидкую сталь перемешивающего газа, при этом внутренняя поверхность крышки, верхняя поверхность экрана и внутренняя поверхность патрубка образуют полость, сообщающуюся с вакуумным насосом и с центральной зоной ковша, а внутренняя поверхность вакуумной камеры, нижняя поверхность экрана, наружная поверхность ковша и наружная поверхность патрубка образуют полость, сообщающуюся с периферийной зоной ковша.
Система подачи в жидкую сталь перемешивающего газа может быть выполнена в виде газоподводящих трактов и пористых пробок, установленных в донной части ковша на расстоянии от оси ковша, равном:

где lпр - расстояние от центра пробки до оси ковша, мм,
Dк - внутренний диаметр ковша в верхней части, мм.
Наружный диаметр нижнего конца патрубка выбран из соотношения:

где Dк - внутренний диаметр ковша в верхней части, мм,
Dнп - наружный диаметр нижнего конца патрубка,
lпр max - максимальное расстояние от центра пробки до оси ковша, мм,
dпр - диаметр пробки, мм,
δп - толщина стенки нижнего конца патрубка, мм.
Верхний конец патрубка может быть снабжен смотровым отверстием, расположенным в его центральной части и имеющим размеры, обеспечивающие видеонаблюдение за поверхностью жидкой стали в центральной зоне ковша и введение в жидкую сталь технологических добавок в виде твердых, порошкообразных и газообразных материалов.
На крышке вакуумной камеры могут быть установлены средства видеонаблюдения за центральной и периферийной зонами ковша, а в указанных полостях, сообщающихся с центральной и периферийной зонами ковша, установлены датчики давления для измерения степени разрежения над указанными зонами.
Внутренняя поверхность нижнего конца патрубка может быть выполнена в виде конической поверхности, основание которой совпадает с торцом патрубка, или в виде поверхности вращения, образующая которой представляет собой линию постоянной или переменной кривизны.
Внутренняя и наружная поверхности нижнего конца патрубка могут быть выполнены в виде двух взаимно пересекающихся конических поверхностей, при этом основание внутренней конической поверхности совпадает с нижним торцом патрубка, основание наружной конической поверхности равно наружному диаметру нижнего конца патрубка, а ее вершина направлена к торцу нижнего конца патрубка.
Внутренняя и наружная поверхности нижнего конца патрубка могут быть выполнены в виде поверхностей вращения, образующие которых представляют собой линии постоянной или переменной кривизны.
Патрубок может быть установлен с возможностью вертикального перемещения относительно экрана, при этом устройство снабжено механизмом вертикального перемещения, размещенным на экране или на крышке вакуумной камеры.
Стенд для установки ковша может быть снабжен механизмом вертикального перемещения.
Крышка вакуумной камеры снабжена фланцем, при этом экран и указанный фланец соединены между собой посредством замковых элементов.
Экран во втором варианте исполнения снабжен кольцевым выступом, внутренняя поверхность которого в совокупности с наружной поверхностью нижнего конца патрубка образуют кольцевую полость вокруг последнего, при этом внутренний диаметр выступа выбран из соотношения:

где Dвк - внутренний диаметр крышки вакуумной камеры,
δв - толщина стенки выступа,
Dв - внутренний диаметр выступа,
Dк - внутренний диаметр ковша в верхней части,
а высота полости, образуемой выступом, определяется по формуле:

где Нв - высота полости, образуемой выступом,
hфк - расстояние от фланца вакуумной камеры до торца борта ковша,
hп - расстояние от торца патрубка до торца борта ковша.
Устройство снабжено запорно-регулирующей аппаратурой, обеспечивающей возможность соединения указанных полостей с вакуумным насосом и газоподводящими трактами и/или запорно-регулирующей аппаратурой, обеспечивающей возможность соединения указанных полостей между собой.
Во втором варианте устройство для вакуумного рафинирования стали в ковше включает вакуумную камеру с крышкой, стенд для установки ковша с жидкой сталью и патрубок, соединенный с крышкой и выполненный с возможностью погружения нижнего конца в жидкую сталь, причем патрубок снабжен фланцем, выполненным с возможностью герметичного сопряжения с крышкой вакуумной камеры, при этом верхняя часть патрубка выполнена замкнутой, расположена над крышкой вакуумной камеры вне ее внутреннего пространства и соединена с вакуумным насосом, а нижняя часть патрубка расположена под крышкой внутри вакуумной камеры.
В третьем варианте устройство для вакуумного рафинирования стали в ковше включает вакуумную камеру с крышкой, стенд для установки ковша с жидкой сталью и патрубок, соединенный с крышкой и выполненный с возможностью погружения нижнего конца в жидкую сталь, причем патрубок снабжен экраном, выполненным в виде фланца, нижний край которого выполнен с возможностью герметичного сопряжения с верхним краем ковша и соединен с крышкой с возможностью взаимного вертикального перемещения.
Патрубок может быть соединен с крышкой посредством гибких связей.
Решение поставленной задачи обеспечивается также посредством патрубка устройства для вакуумирования жидкого металла в ковше, размещенном в вакуумной камере, взаимодействующего с жидким металлом, который согласно изобретению снабжен экраном, устанавливаемым над ковшом с жидким металлом, края которого выполнены с возможностью герметичного размещения между торцом стенки вакуумной камеры и ее крышкой, при этом патрубок размещен перпендикулярно экрану и жестко связан с ним.
Патрубок может быть выполнен в виде цилиндра и размещен в центре экрана.
Экран выполнен в виде металлической кольцеобразной пластины, периметр которой соответствует периметру вакуумной камеры, а на поверхности пластины, обращенной к жидкому металлу, размещена футеровка, которая может быть выполнена из бетона и связана с металлической кольцеобразной пластиной посредством анкеров.
В первом варианте реализации патрубок включает металлический цилиндр, жестко соединенный с металлической кольцеобразной пластиной свода, и футеровку, размещенную на внутренней поверхности цилиндра и на наружной поверхности нижней части цилиндра. В этом случае высота размещения футеровки на нижней части наружной поверхности цилиндра ограничена нижней поверхностью экрана (футеровки).
Футеровка патрубка может быть выполнена из бетона и связана с металлическим цилиндром посредством анкеров, причем футеровка нижней части поверхности металлического цилиндра может быть выполнена за одно целое с футеровкой экрана, а верхняя часть футеровки внутренней поверхности металлического цилиндра может быть выполнена из кирпича.
Во втором варианте реализации патрубок включает металлический цилиндр, жестко связанный с металлической кольцеобразной пластиной свода, футеровку, размещенную на внутренней поверхности цилиндра и на нижней части его наружной поверхности, и выполненный из армированного бетона цилиндрический элемент, установленный на торце металлического цилиндра с возможностью демонтажа.
Патрубок снабжен кольцеобразной крышкой, установленной посредством направляющей на его верхнем торце.
Направляющая может быть выполнена в виде металлического кольца с бортом по наружному краю, при этом внутренний диаметр кольца равен внутреннему диаметру патрубка, борт выступает за его пределы, образуя выступ, а направляющая жестко связана с металлическим цилиндром.
Крышка может быть выполнена в виде кольца из бетона или она содержит верхнюю часть, выполненную в виде металлического кольца, установленного в направляющей, и нижнюю часть, выполненную из бетона, связанную с верхней частью посредством анкеров и примыкающую к внутренней поверхности металлического цилиндра, при этом футеровка внутренней поверхности металлического цилиндра не доходит до верхнего торца цилиндра на величину, равную толщине нижней части крышки.
Патрубок содержит средства охлаждения, размещенные на наружной поверхности экрана или на наружной поверхности патрубка, расположенной над экраном, и выполненные в виде каналов.
Патрубок снабжен цапфами, расположенными по краю экрана, для его установки на ковш в вакуумной камере и съема.
Патрубок может быть связан с кольцеобразной пластиной экрана посредством ребер жесткости, расположенных радиально и примыкающих к верхней части наружной поверхности металлического цилиндра и наружной поверхности металлической кольцеобразной пластины экрана.
Внутренняя поверхность нижнего конца патрубка может быть выполнена, как указано выше.
Патрубок, выполненный согласно настоящему изобретению, позволяет проводить вакуумирование жидкого металла, в частности стали, в вакуумной установке без переливов при максимальном наполнении ковша, при этом высота свободного борта ограничивается только условиями транспортировки ковша. Использование данного устройства возможно на существующих производствах при незначительной доработке вакуумной камеры.
Сущность изобретения в части способа, устройства и патрубка поясняется на примерах конкретной реализации вариантов устройства и патрубка со ссылкой на прилагаемые чертежи, на которых схематически показано следующее.
Фиг.1 - устройство для вакуумного рафинирования стали в ковше, выполненное согласно настоящему изобретению, первый вариант, общий вид, разрез.
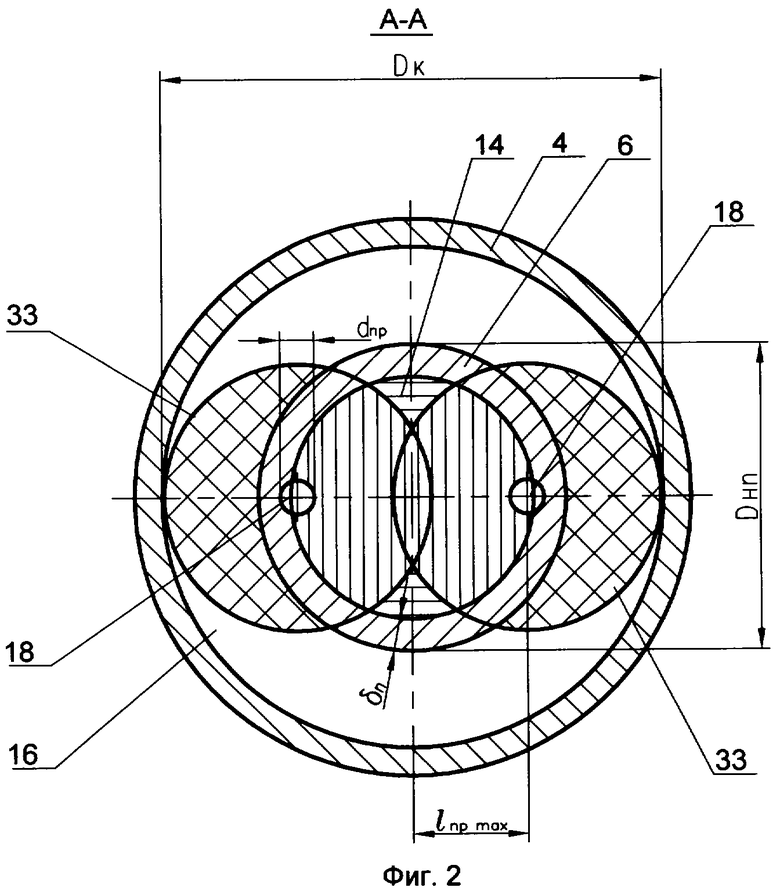
Фиг.2 - сечение А-А фиг.1.
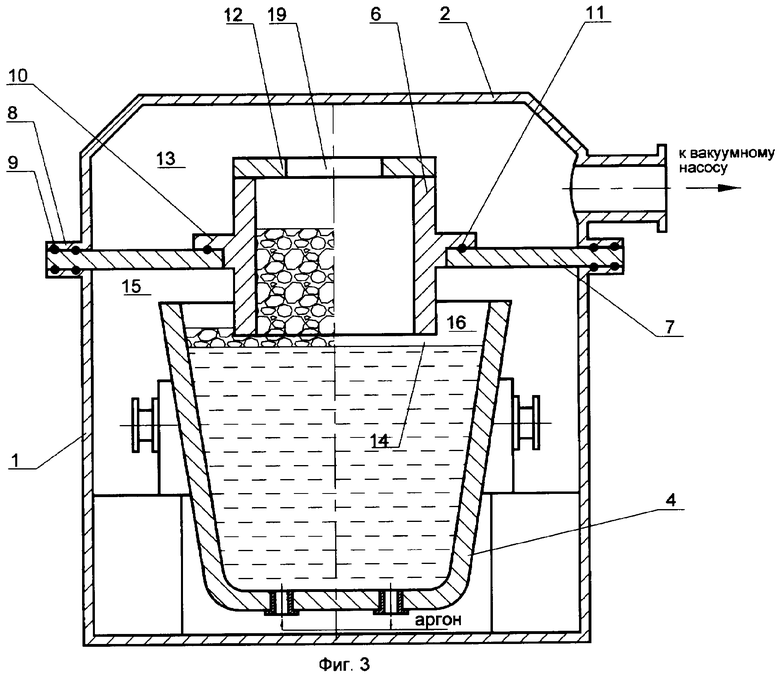
Фиг.3 - указанное устройство, в котором парубок и экран представляют собой сборно-разборную конструкцию, общий вид, разрез.
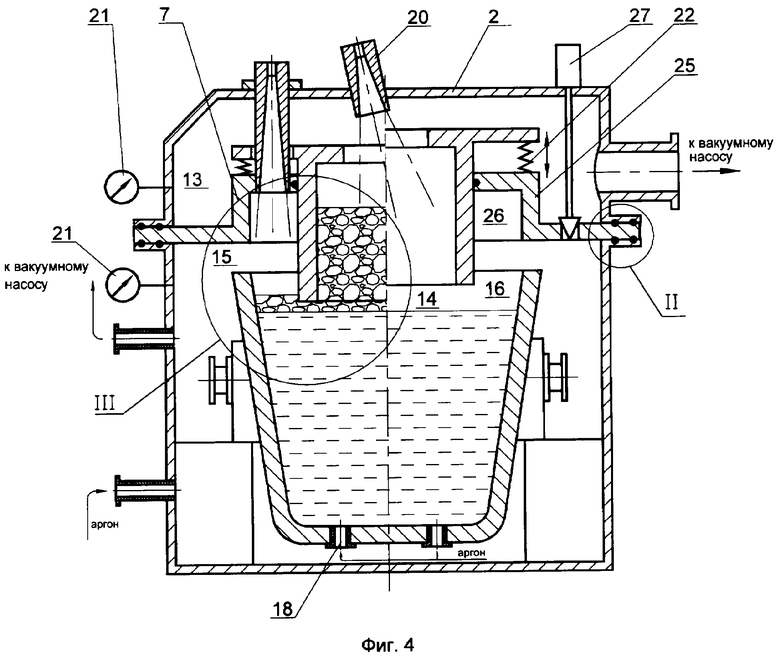
Фиг.4 - указанное устройство с механизмом вертикального перемещения патрубка, размещенным на экране, общий вид, разрез.
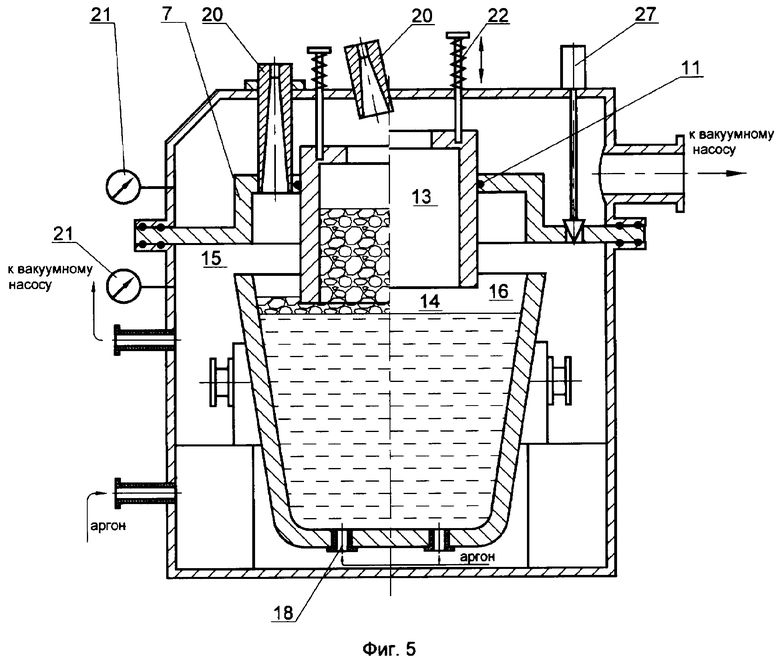
Фиг.5 - указанное устройство с механизмом вертикального перемещения патрубка, размещенным на крышке вакуумной камеры, общий вид, разрез.
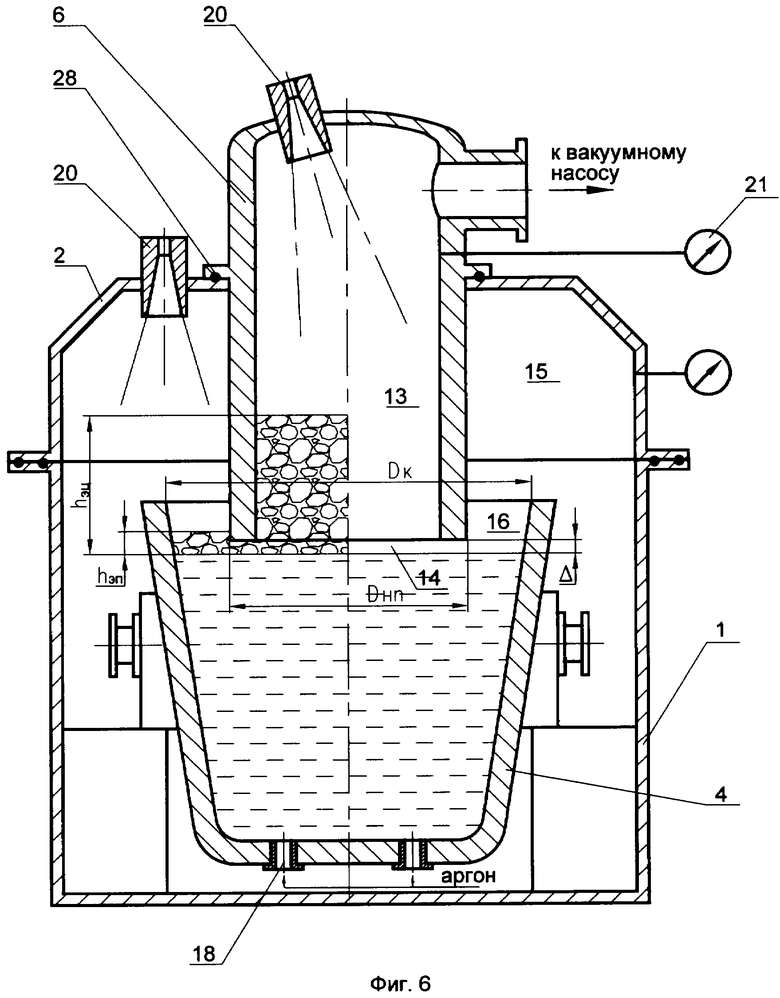
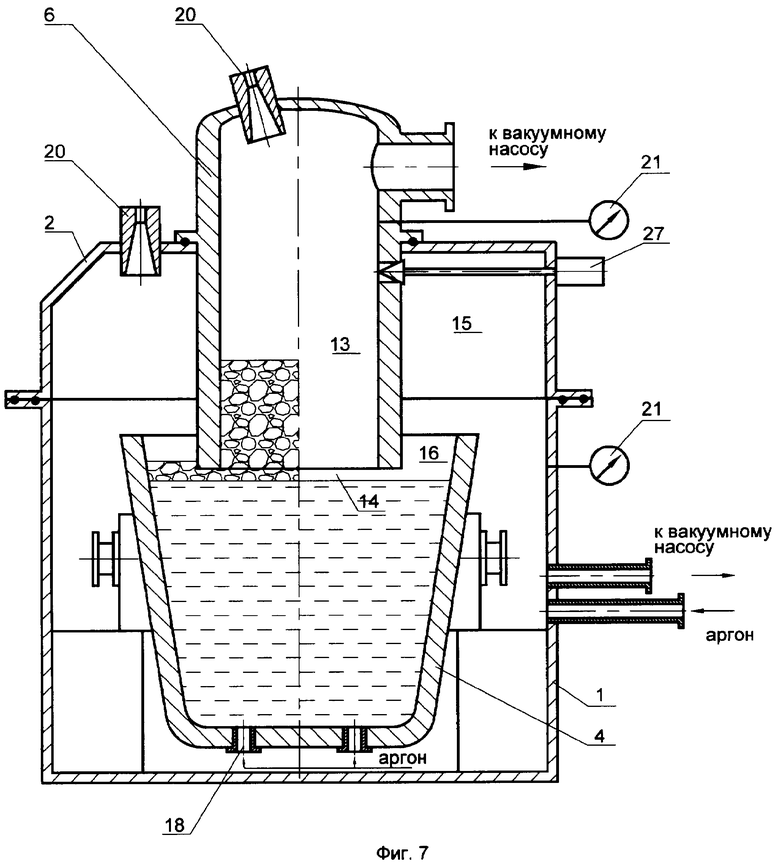
Фиг.6 - устройство, второй вариант, общий вид, разрез.
Фиг.7 - то же, с запорно-регулирующей аппаратурой.
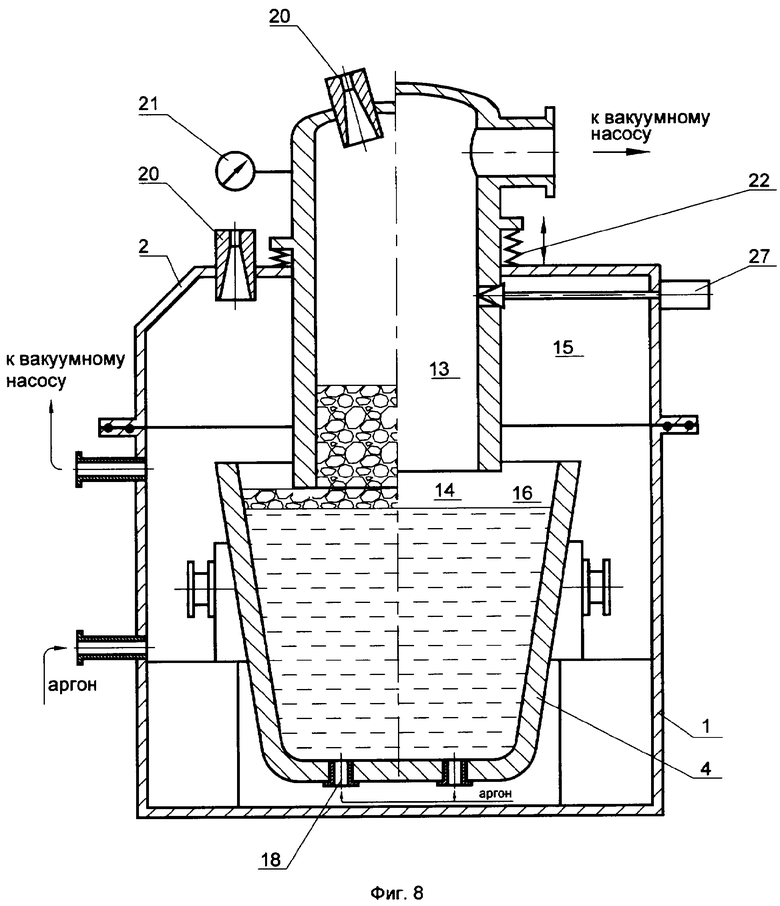
Фиг.8 - то же, с механизмом вертикального перемещения патрубка.
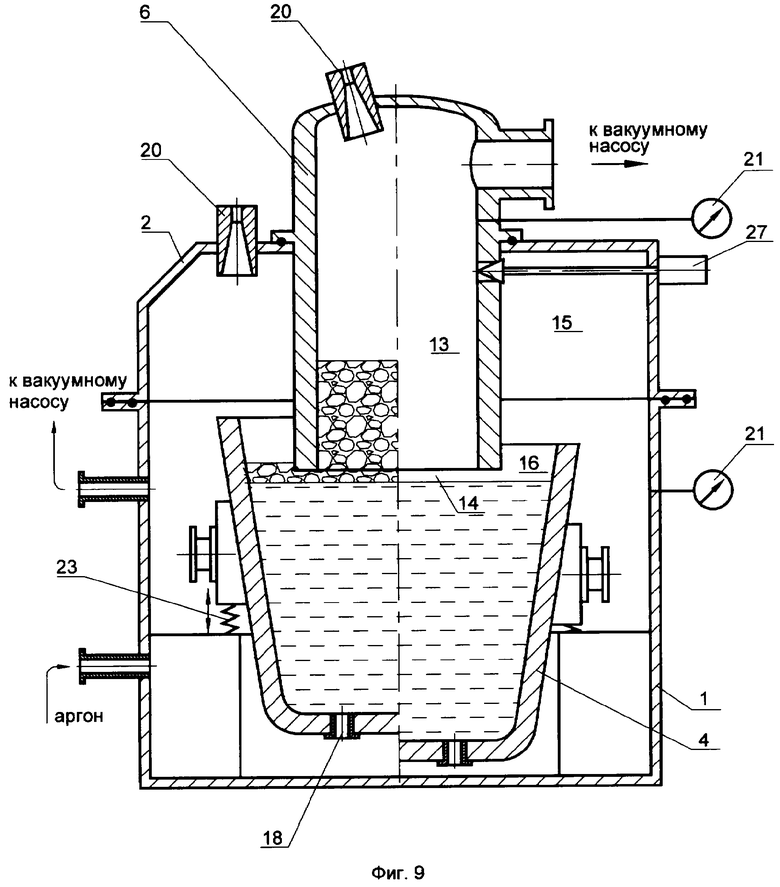
Фиг.9 - то же, с механизмом вертикального перемещения ковша.
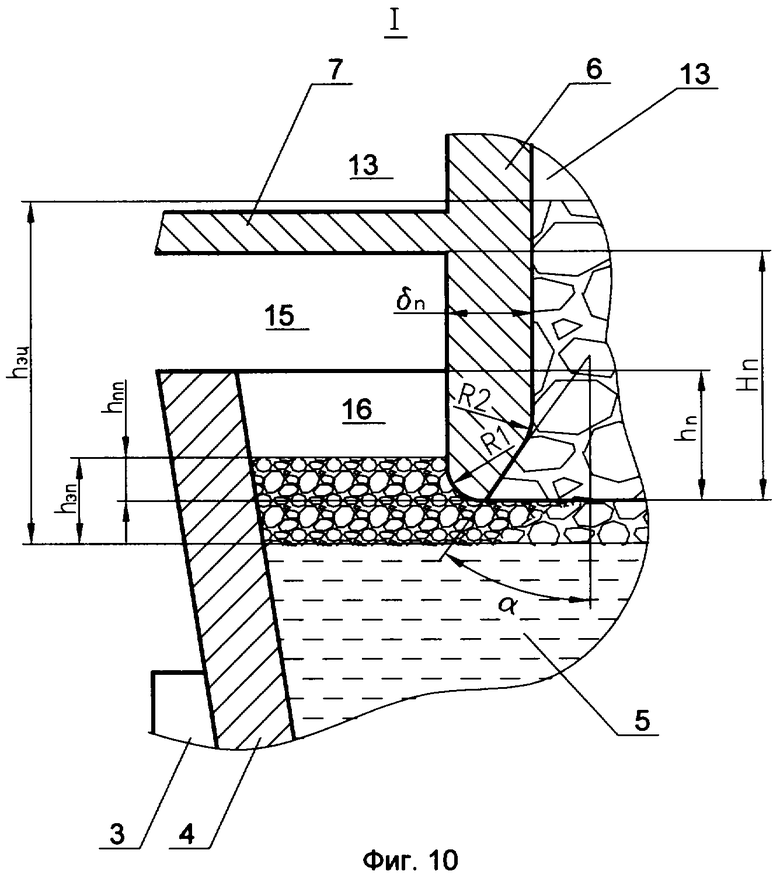
Фиг.10 - фрагмент I фиг.3, увеличенно.
Фиг.11 - то же, схема потоков.
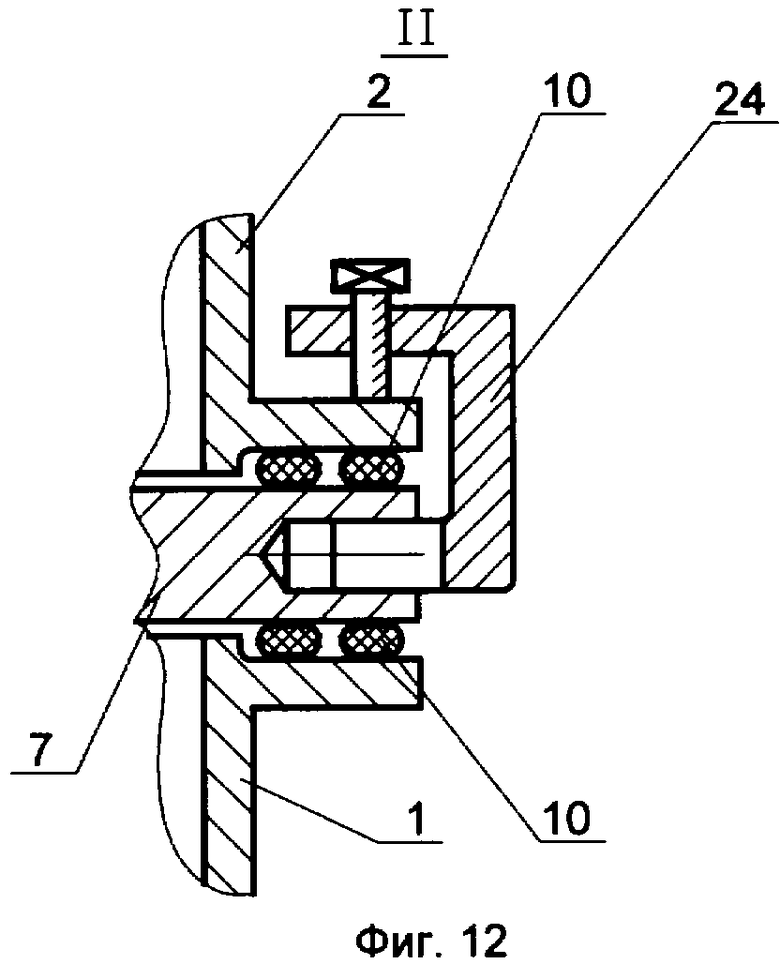
Фиг.12 - фрагмент II фиг.4.
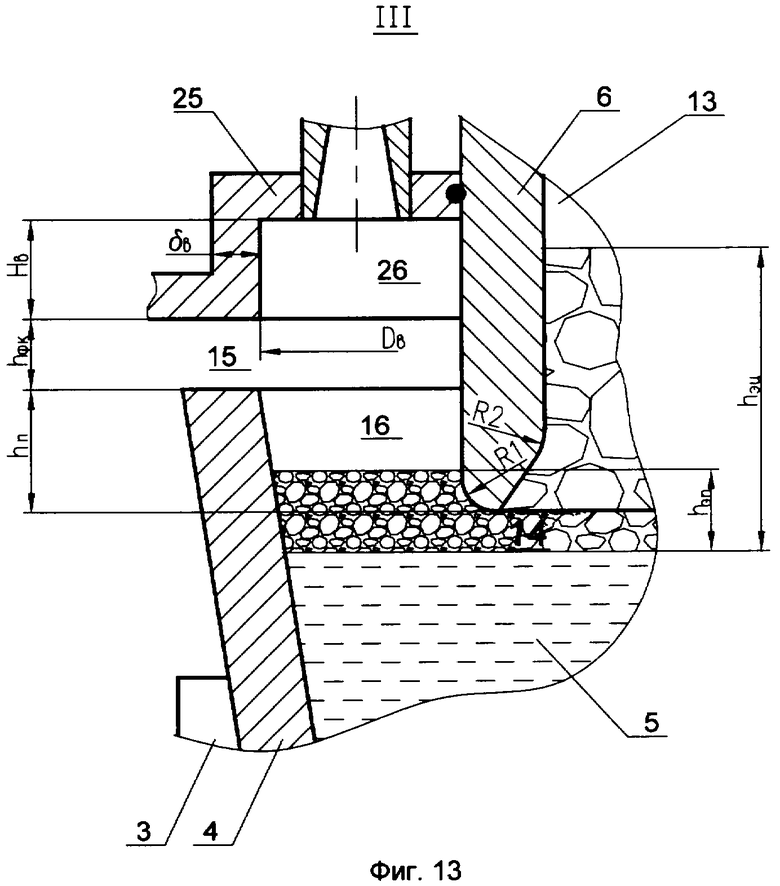
Фиг.13 - фрагмент III фиг.4.
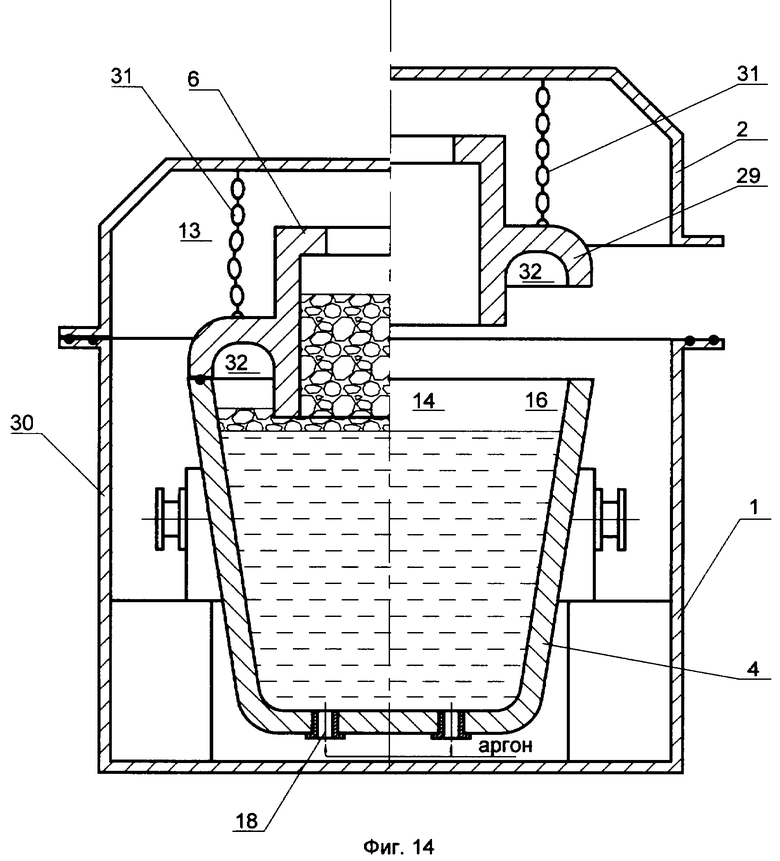
Фиг.14 - устройство, третий вариант, общий вид, разрез.
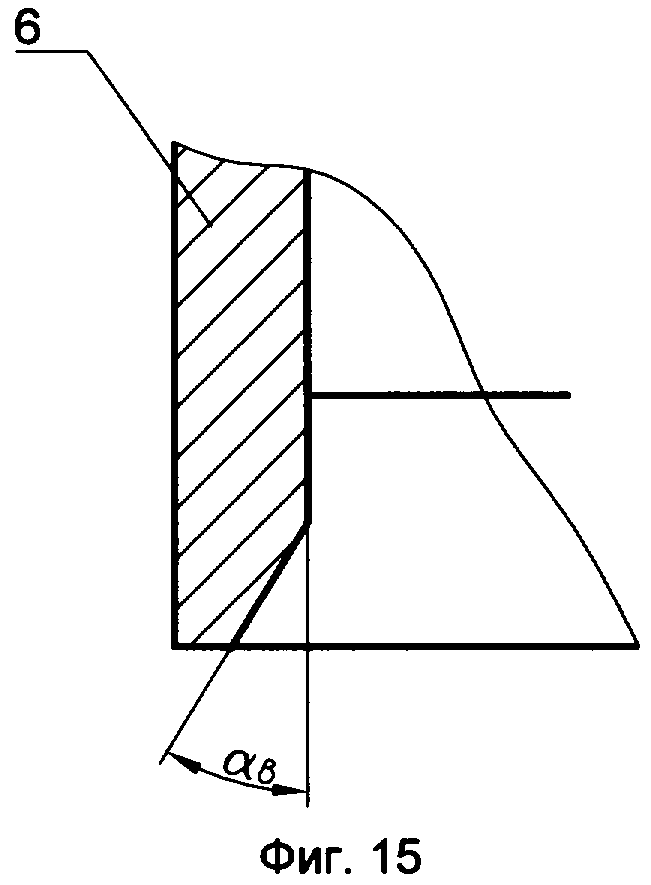
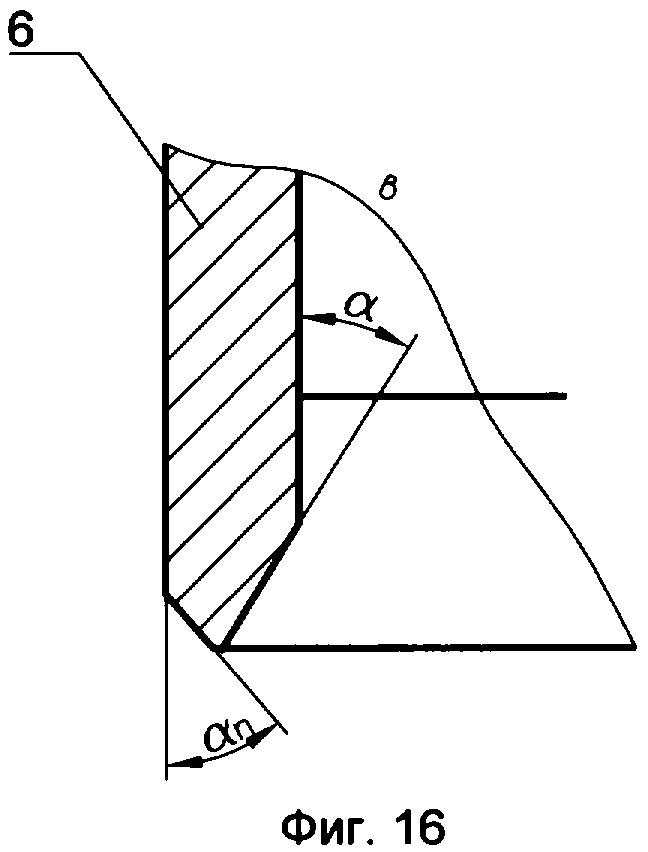
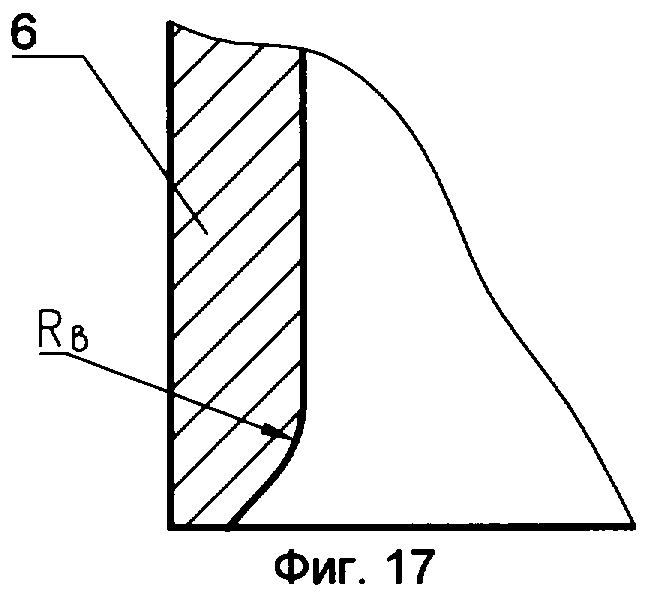
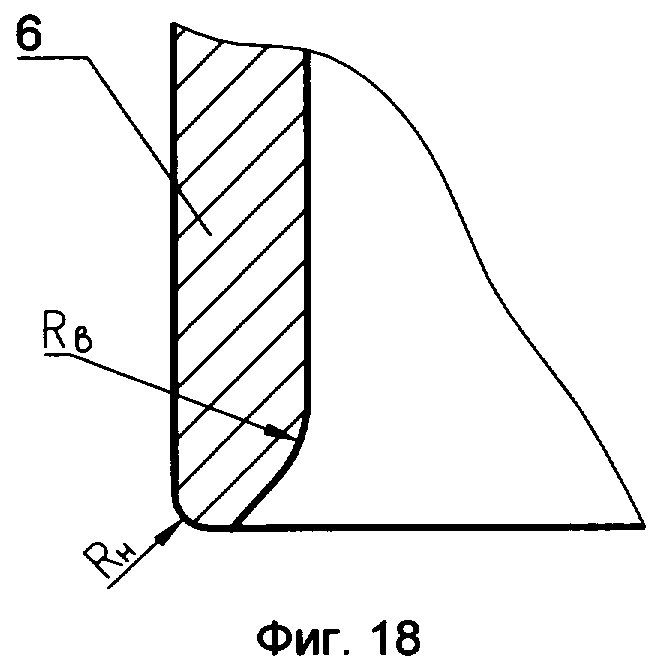
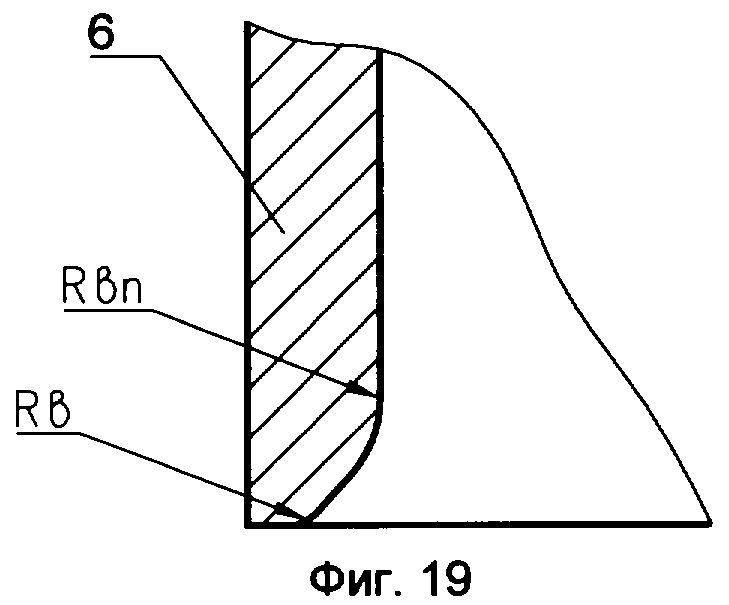
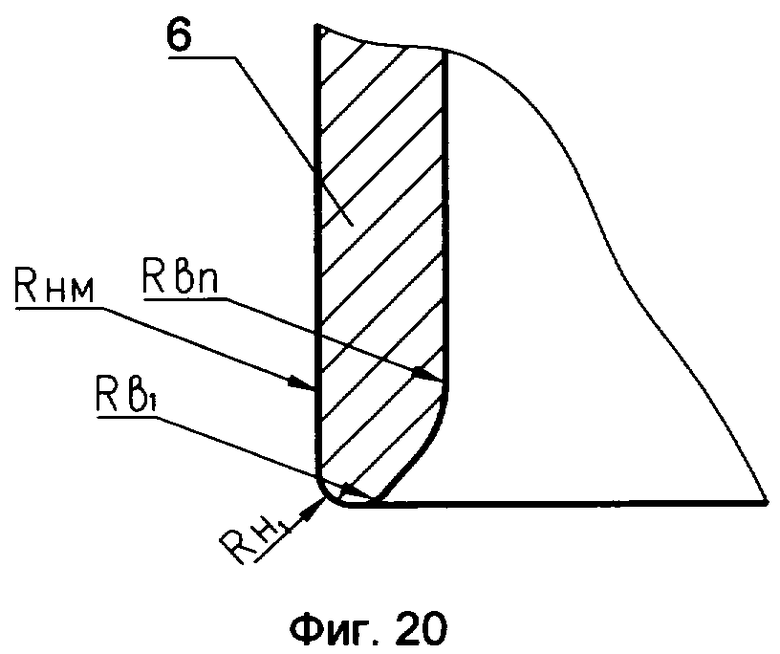
Фиг.15÷20 - формы выполнения нижнего конца патрубка.
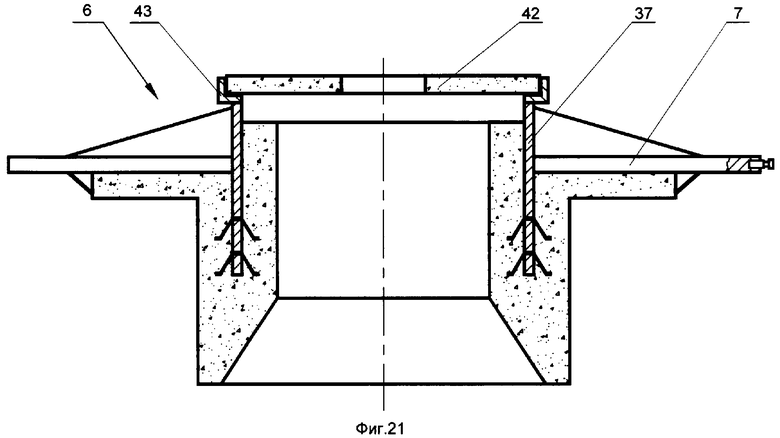
Фиг.21 - патрубок, выполненный по первому варианту с крышкой в виде кольца из бетона, общий вид, разрез.
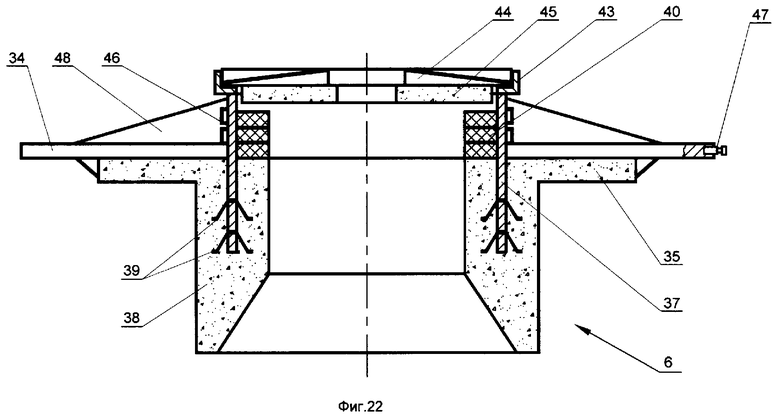
Фиг.22 - то же, с крышкой, содержащей металлическое кольцо.
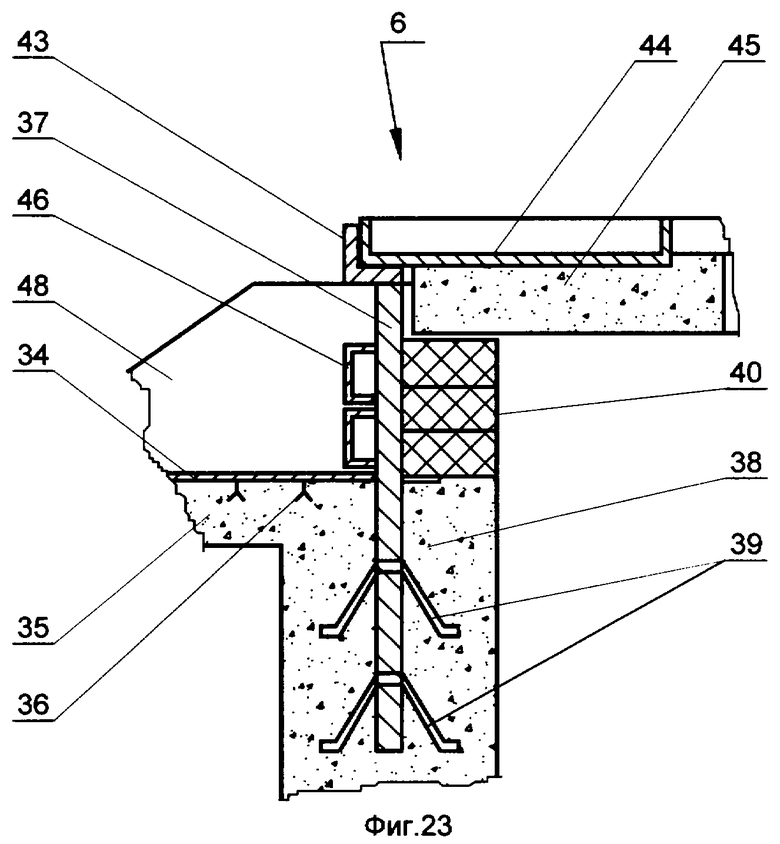
Фиг.23 - фрагмент фиг.2, увеличенно.
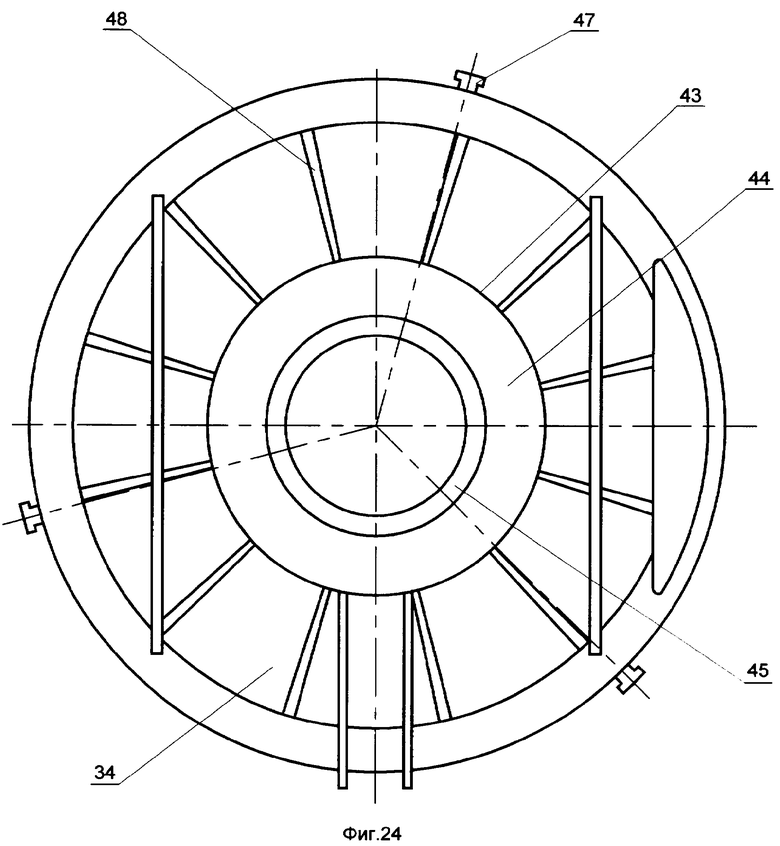
Фиг.24 - патрубок, вид сверху по фиг.2.
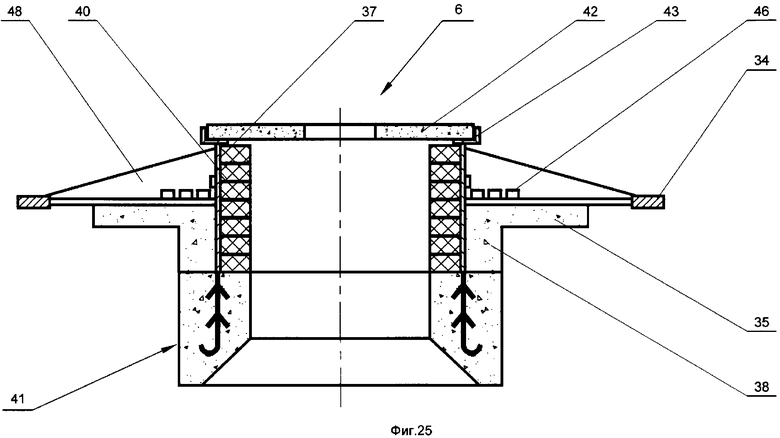
Фиг.25 - патрубок, выполненный по второму варианту, общий вид, разрез.
Устройство для вакуумного рафинирования стали в ковше (фиг.1-5) включает вакуумную камеру 1 с крышкой 2, стенд 3 для установки ковша 4 с жидкой сталью 5 и патрубок 6. Патрубок 6 выполнен с возможностью погружения нижнего конца в жидкую сталь 5. Устройство снабжено экраном 7, в центральной части которого установлен патрубок 6, а наружный край экрана 7 выполнен с возможностью герметичного размещения между верхним торцом вакуумной камеры 1 и фланцем 8 крышки 2 посредством герметичного соединения (уплотнения) 9. Патрубок 6 установлен вертикально и может иметь цилиндрическую или любую другую форму с сечением, например, в виде овала или многогранника (не показано). На фиг.1, 3, 5 показано, что патрубок 6 и экран 7 могут быть выполнены как в виде цельной конструкции, так и в виде сборно-разборной конструкции. Во втором случае патрубок 6 может быть снабжен фланцем 10, который соединен с экраном 7 посредством герметичного соединения 11, или патрубок 6 и экран 7 соединены посредством герметичного соединения 11 без фланца 10. Патрубок 6 может быть выполнен сквозным в виде полого цилиндра (фиг.1) или в виде цилиндра с частично замкнутым верхним концом (фиг.3-5), причем перекрытие верхнего конца патрубка может быть обеспечено как цельной конструкцией, так и съемной крышкой 12. Внутренняя поверхность крышки 2, верхняя поверхность экрана 7 и внутренняя поверхность патрубка 6 образуют полость 13, сообщающуюся с вакуумным насосом (не показан) и с центральной зоной 14 ковша 4. Внутренняя поверхность вакуумной камеры 2, нижняя поверхность экрана 7, наружная поверхность ковша 4 и наружная поверхность патрубка 6 образуют полость 15, сообщающуюся с периферийной зоной 16 ковша 4.
Устройство снабжено системой подачи в жидкую сталь перемешивающего газа, например аргона, содержащей газоподводящие тракты 17 и пористые пробки 18, установленные в донной части ковша 4.
Для определения конкретных размеров устройства, указанных в соотношениях (1)-(5), были приняты следующие исходные данные, соответствующие условиям производства, на котором проводились опытные испытания данной конструкции, а именно:
Dк=4150 мм,
dпр=350 мм,
δп=300 мм,
Hк=5550 мм,
Dвк=7948 мм,
δв=150 мм,
hфк=300 мм,
hп=500 мм.
Подставив исходные величины в выражение (2), получили диапазон расстояний от центра пробки до оси ковша, в котором должна находиться конкретная величина lпр, lпр=0-1452,5 мм, при этом lпр max=1452,5 мм.
Из соотношения (3) определили диапазон величин, в пределах которого должен находиться наружный диаметр Dнп нижнего конца патрубка 6. Dнп=3450-4050 мм. При Dнп больше 4050 мм зазор между внутренней стенкой ковша и наружной поверхностью патрубка будет недостаточным, что в случае образования настылей может привести к повреждению футеровки ковша при снятии надставки после вакуумирования, а при Dнп меньше 3450 мм объем внутренней полости надставки будет недостаточным для обеспечения отсутствия перелива металла через борт. Кроме того, при продувке значительная часть всплывающих пузырьков аргона будет приходиться на торец патрубка и зону между наружной стенкой патрубка и внутренней стенкой ковша, что снижает интенсивность рафинирования. В данном случае Dнп равно 3530 мм.
Верхний конец патрубка 6 снабжен смотровым отверстием 19, расположенным в его центральной части и имеющим размеры, обеспечивающие как видеонаблюдение за поверхностью жидкой стали 5 в центральной зоне ковша, так и введение в жидкую сталь технологических добавок в виде твердых, порошкообразных и газообразных материалов.
На крышке вакуумной камеры 1 могут быть установлены средства 20 видеонаблюдения за центральной и периферийной зонами 14, 16 ковша 4, а в полостях 13, 15, сообщающихся с центральной и периферийной зонами 14, 16 ковша, установлены датчики 21 давления для измерения степени разрежения над зонами 14, 16.
Нижний конец патрубка 6 может иметь различную форму, как показано на фиг.15-20. Внутренняя поверхность нижнего конца патрубка 6 может быть выполнена в виде конической поверхности, основание которой совпадает с торцом патрубка (фиг.15). Такая форма нижнего конца патрубка предпочтительна, когда пробки для продувки аргоном расположены близко к центру ковша и/или диаметр патрубка имеет диаметр, близкий к внутреннему диаметру ковша, и конец патрубка расположен далеко от поверхности металла. Внутренняя и наружная поверхности нижнего конца патрубка 6 могут быть выполнены в виде двух взаимно пересекающихся конических поверхностей (фиг.16). В этом случае основание внутренней конической поверхности совпадает с нижним торцом патрубка 6, основание наружной конической поверхности равно наружному диаметру нижнего конца патрубка (Dнп), а ее вершина направлена к торцу нижнего конца патрубка 6. Такая форма нижнего конца патрубка предпочтительна, когда пробки для продувки аргоном расположены далеко от центра ковша и/или диаметр патрубка значительно меньше внутреннего диаметра ковша. Внутренняя поверхность нижнего конца патрубка 6 и/или внутренняя и наружная поверхности могут быть выполнены в виде поверхности вращения, образующая которой представляет собой линию постоянной или переменной кривизны. Форма нижнего конца патрубка, выполненная в виде поверхности вращения с внутренней стороны (фиг.17, 19), предпочтительна в случае, когда пробки для продувки аргоном расположены близко к центру ковша и/или диаметр патрубка имеет диаметр, близкий к внутреннему диаметру ковша, и конец патрубка расположен далеко от поверхности металла. Форма нижнего конца патрубка, выполненная в виде поверхностей вращения как с внутренней так и с внешней стороны (фиг.18, 20), предпочтительна в случае, когда пробки для продувки аргоном расположены далеко от центра ковша и/или диаметр патрубка значительно меньше внутреннего диаметра ковша.
Патрубок 6 может быть установлен с возможностью вертикального перемещения относительно экрана 7, при этом устройство снабжено механизмом 22 вертикального перемещения патрубка 6, размещенным на экране 7 или на крышке 2 вакуумной камеры 1 (фиг.4, 5).
Стенд 3 для установки ковша 4 может быть снабжен механизмом 23 вертикального перемещения ковша 4, как показано на фиг.9. В обоих случаях могут быть использованы механизмы вертикального перемещения любого типа, известные специалистам в данной области техники.
Для обеспечения совместного подъема крышки 2 и экрана 7 фланец 8 может быть дополнительно соединен с наружным краем экрана 7 посредством замковых элементов 24, например типа струбцин, как показано на фиг.12.
Для обеспечения лучшего улавливания брызг, образующихся при кипении стали 5 в ковше 4, экран 7 может быть снабжен кольцевым выступом 25, внутренняя поверхность которого в совокупности с наружной поверхностью нижнего конца патрубка 6 образуют кольцевую полость 26 вокруг патрубка 6. Внутренний диаметр Dв выступа выбирается из соотношения (4):
7948-2×150 мм≥Dв≥4150 мм,
а высота Нв полости, образуемой выступом, определяется по формуле (5) и равна:
Hв=Hп-hфк-hп,
где Нв - высота полости, образуемой выступом,
hфк - расстояние от фланца вакуумной камеры до торца борта ковша,
Нп - высота нижней части патрубка,
hп - расстояние от торца патрубка до торца борта ковша.
Устройство снабжено запорно-регулирующей арматурой 27, обеспечивающей как возможность соединения полостей 13, 15 с вакуумным насосом (не показан) и газоподводящими трактами 16, так и возможность соединения полостей 13, 15 между собой, как это показано на фиг.4, 5. В качестве запорно-регулирующей арматуры 27 может быть использована стандартная арматура, известная специалистам в данной области техники. Выбор конкретных моделей арматуры зависит от условий конкретного производства и применяемого оборудования.
Во втором варианте реализации устройство согласно настоящему изобретению (фиг.6-9) включает вакуумную камеру 1 с крышкой 2, стенд 3 для установки ковша 4 с жидкой сталью 5 и патрубок 6, соединенный с крышкой 2 и выполненный с возможностью погружения нижнего конца в жидкую сталь 5, при этом в отличие от первого варианта реализации патрубок 6 снабжен фланцем 8, выполненным с возможностью герметичного сопряжения посредством соединения 28 с крышкой 2 вакуумной камеры 1. Верхняя часть патрубка 6 выполнена замкнутой, расположена над крышкой 2 вакуумной камеры 1 вне ее внутреннего пространства и соединена с вакуумным насосом (не показан), а нижняя часть патрубка 6 расположена под крышкой 2 внутри вакуумной камеры 1. В таком исполнении патрубок 6 имеет большую высоту по сравнению с патрубком 6, выполненным согласно первому варианту, и может быть снабжен механизмом вертикального перемещения 22, установленным на крышке 2 вакуумной камеры 1.
В третьем варианте реализации устройство (фиг.14) также включает вакуумную камеру 1 с крышкой 2, стенд 3 для установки ковша 4 с жидкой сталью 5 и патрубок 6, соединенный с крышкой 2 и выполненный с возможностью погружения нижнего конца в жидкую сталь 5, при этом патрубок 6 снабжен экраном 29, выполненным в виде фланца. Нижний край фланца выполнен с возможностью герметичного сопряжения посредством соединения 30 с торцом борта ковша 4. Экран 29 соединен с крышкой 2 с возможностью взаимного вертикального перемещения посредством гибких связей 31. Экран 29 может быть выполнен в виде половины тора с полостью 32, открытой в сторону ковша 4 для улавливания брызг стали во время кипения.
Конструкции, выполненные по второму и третьему вариантам, могут содержать, средства видеонаблюдения 20 за центральной и периферийной зонами 14, 16 ковша 4, датчики давления 21, механизмы 23 вертикального перемещения ковша 4 и запорно-регулирующую арматуру 27. Во всех трех вариантах реализации указанные элементы являются аналогичными и предназначены для выполнения аналогичных функций. Геометрические параметры аналогичных элементов устройства во всех трех вариантах определяются в соответствии с соотношениями (1)-(5). На фиг.2 показаны области 33 выхода пузырьков газа из жидкого металла в процессе вакуумирования.
На фиг.21-25 показаны варианты конструкции патрубка 6.
Патрубок 6 снабжен экраном 7, края которого выполнены с возможностью герметичного размещения между торцом стенки вакуумной камеры 1 и ее крышкой 2. Патрубок 6 размещен перпендикулярно экрану 7 и жестко связан с ним. Патрубок 6 может быть выполнен в виде цилиндра и размещен в центре экрана 7.
Экран 7 выполнен в виде металлической кольцеобразной пластины 34, периметр которой соответствует периметру вакуумной камеры 1. На поверхности пластины 34, обращенной к жидкому металлу, размещена футеровка 35, которая может быть выполнена из огнеупорного бетона и связана с металлической кольцеобразной пластиной 34 посредством анкеров 36.
В первом варианте реализации (фиг.21-22) патрубок 6 включает металлический цилиндр 37, жестко соединенный с металлической кольцеобразной пластиной 34 экрана 7, и футеровку 38, размещенную на внутренней поверхности цилиндра 37 и на наружной поверхности нижней части цилиндра 37. В этом случае высота размещения футеровки 38 на наружной поверхности нижней части цилиндра 37 ограничена нижней поверхностью экрана 7.
Футеровка 38 выполнена из бетона и связана с металлическим цилиндром 37 посредством анкеров 39. Футеровка 38 нижней части поверхности цилиндра 37 может быть выполнена за одно целое с футеровкой 35 экрана 7, как показано на фиг.22. Верхняя часть футеровки 38 внутренней поверхности металлического цилиндра 37 может быть выполнена из огнеупорного кирпича 40.
Во втором варианте реализации (фиг.25) патрубок 6 включает металлический цилиндр 37, жестко связанный с металлической кольцеобразной пластиной 34, футеровку 38, размещенную на внутренней поверхности цилиндра 37 и на нижней части его наружной поверхности, и выполненный из армированного бетона цилиндрический элемент 41, установленный на торце металлического цилиндра 37 с возможностью демонтажа.
Патрубок 6 снабжен кольцеобразной крышкой 42, установленной посредством направляющей 43 на его верхнем торце. Направляющая 43 выполнена в виде металлического кольца с бортом по наружному краю, при этом внутренний диаметр кольца равен внутреннему диаметру патрубка 6, а борт выступает за его пределы, образуя выступ, и жестко связана с металлическим цилиндром 37.
Крышка 42 может быть выполнена в двух вариантах. На фиг.21 показана крышка 42, выполненная в виде кольца из бетона. На фиг.22 показана крышка, которая содержит верхнюю часть 44, выполненную в виде металлического кольца, установленного в направляющей 43, и нижнюю часть 45, выполненную из огнеупорного бетона, связанную с верхней частью 44 посредством анкеров (не показаны) и примыкающую к внутренней поверхности металлического цилиндра 37. В этом случае футеровка 38 внутренней поверхности металлического цилиндра 37 не доходит до торца цилиндра 37 на величину, равную толщине нижней части 45 крышки.
Устройство содержит средства охлаждения 46, размещенные на наружной поверхности экрана 7 или на наружной поверхности патрубка 6, расположенной над экраном 7, которые выполнены в виде каналов (фиг.22, 23, 25).
Устройство снабжено цапфами 47, расположенными по краю экрана 7, для установки в вакуумную камеру 1.
Металлический цилиндр 37 жестко связан с кольцеобразной пластиной 34 экрана 7 посредством ребер 48 жесткости, расположенных радиально и примыкающих к верхней части наружной поверхности металлического цилиндра 37 и наружной поверхности металлической кольцеобразной пластины 34 экрана 7 (фиг.24).
Внутренняя поверхность нижнего конца патрубка 6, может иметь любую из форм, указанных выше.
Пример 1
Опытная реализация способа осуществлялась на установке для ковшевого вакуумирования стали, при этом использовался ковш емкостью до 385 т жидкой стали, имеющий внутренний диаметр в верхней части Dк=4150 мм, глубину Hк=5550 мм, и цилиндрическая вакуумная камера с крышкой, внутренний диаметр которой равен Dвк=7948 мм. Реализация способа осуществлялась посредством устройства, показанного на фиг.1. Ковш 4 с жидкой сталью 5 (масса плавки 345 т) устанавливался с помощью мостового крана во внутреннюю полость вакуумной камеры 1 на стенд 3. Затем камера 1 с установленным в ней ковшом 4 накрывалась экраном 7 с цилиндрическим патрубком 6 и крышкой 2. Герметичность соединения камеры 1, экрана 7 и крышки 2 обеспечивалась за счет уплотнений 9, установленных между фланцем камеры 1, наружным краем экрана 7 и фланцем 8 крышки 2. При этом зазор Δ между торцом нижнего конца патрубка и поверхностью жидкой стали определялся из соотношения (1) и составил Δ=500 мм, при высоте свободного борта ковша Нсб=1000 мм. После сборки в вакуумной камере создавали разрежение от 760 до 200 мм рт.ст. с помощью пароэжекторного насоса. Жидкую сталь 5, находящуюся в ковше 4, продували аргоном через донные пробки 18. Подачу аргона осуществляли таким образом, чтобы пузырьки газа выходили на поверхность центральной и периферийной зон 14, 16 в определенных областях 33, занимающих часть их поверхности, как показано на фиг.2. Контроль разрежения в вакуумной камере осуществляли с помощью вакуумных манометров в полостях 13, 15 в течение всего процесса вакуумного рафинирования. Под воздействием разрежения из жидкой стали происходило выделение пузырьков растворенных в ней газов - окиси углерода, водорода и азота и образование на поверхности жидкой стали гозошлакометаллической эмульсии. Подъем газошлакометаллической эмульсии контролировали в ковше 4 (в периферийной зоне 16) через смотровые отверстия 19 (на фиг.1 не показаны), расположенные на крышке 2, в течение всего процесса вакуумного рафинирования, и путем анализа следов подъема газашлакометаллической эмульсии в ковше 4 относительно первичного уровня жидкой стали со шлаком и на наружной и внутренней поверхностях патрубка 6 (в центральной зоне 14). При разрежении 200 мм рт.ст. газошлакометаллическая эмульсия поднялась до торца нижнего конца патрубка 6 и произошло разделение поверхности стали на центральную зону 14 и периферийную зону 16. При этом над зонами 14 и 16 продолжали увеличивать разрежение с обеспечением заданной разницы в разрежении в диапазоне от 0,5 до 30 мм рт.ст. Большее разрежение создавалось над центральной зоной 14. Газошлакометаллическая эмульсия продолжала подниматься до погружения торца патрубка 6 на глубину hпп=120 мм. Данная глубина погружения торца патрубка обеспечила создание надежного гидравлического затвора между зонами 14, 16. На третьей стадии процесса по мере снижения интенсивности кипения стали (за счет выделения растворенных в жидкой стали газов) уровень газошлакометаллической эмульсии понизился, что привело к объединению зон 14 и 16 и, как следствие этого, к выравниванию разрежения над ними. Разрежение продолжали увеличивать до заданного уровня, который находился в диапазоне от 0,5 до 2 мм рт.ст. Затем сталь выдерживали под указанным разрежением в течение 6 мин. На четвертой стадии процесса контролировали уровень рафинирования стали по показателям содержания углерода, серы и растворенных газов. Контроль показал, что указанные показатели соответствуют заданным, поэтому повторение стадий процесса не требуется.
Эксперименты проводились на плавках с различной массой жидкой стали и различной высотой свободного борта Hсб. Результаты экспериментов представлены в таблице 1.
Анализ результатов, полученных при проведении обработки жидкой стали способом в соответствии с настоящим изобретением (опытных, примеры № 1-3) и традиционным способом (контрольных, примеры № 4, 5), показывает следующее. В опытных обработках происходило устойчивое вакуумное рафинирование стали без выплесков и переливов через борт ковша. В контрольных обработках (без использования заявляемых способа и устройства для вакуумного рафинирования) устойчивым является только вакуумное рафинирование в соответствии с примером 5, т.е. с массой стали 320 т. При обработке стали способом согласно настоящему изобретению было достигнуто увеличение массы (объема) стали, обрабатываемой в ковше в процессе вакуумного рафинирования, на 55 т (17,2%) и уменьшение длительности процесса вакуумного рафинирования в среднем на 2 мин (8,5-14,5%). При этом проведенные металлографические исследования, химический анализ и механические испытания образцов, вырезанных из листового проката, полученного из стали, обработанной заявляемым способом, показывают, что отклонений от заданных величин параметров и отклонений по структуре, химическому составу, неметаллическим включениям, а также механическим свойствам: прочности, твердости, ударной вязкости, удлинению и относительному сужению - в контрольных образцах не наблюдалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ МЕТАЛЛА | 2016 |
|
RU2651097C2 |
| СПОСОБ ВАКУУМНОГО РАФИНИРОВАНИЯ ЖИДКОЙ СТАЛИ В КОВШЕ | 2007 |
|
RU2348699C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2173715C2 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ПОД ВАКУУМОМ | 1999 |
|
RU2171298C2 |
| Всасывающий патрубок циркуляционной вакуум-камеры | 1983 |
|
SU1090729A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066589C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| Устройство для вакуумирования жидкой стали | 1980 |
|
SU943298A1 |
| ВАКУУМ-КАМЕРА | 2012 |
|
RU2499840C2 |
Изобретение относится к области металлургии, в частности к способу и оборудованию для внепечной обработки жидкого металла. Способ включает подачу в ковш с жидкой сталью, размещенный в вакуумной камере, перемешивающего газа в течение всего процесса рафинирования. На первой стадии рафинирования разрежение увеличивают с одинаковой интенсивностью с обеспечением одинакового разрежения в каждый момент времени над всей поверхностью стали в ковше. На второй стадии, во время начала интенсивного кипения стали, поверхность кипящей стали разделяют на центральную и периферийную зоны и создают над центральной зоной большую степень разрежения, чем над периферийной зоной. Далее продолжают увеличивать степень разрежения над указанными зонами с обеспечением заданной разницы в разрежении между ними. На третьей стадии указанные зоны объединяют и продолжают увеличивать степень разрежения над всей поверхностью стали до заданного уровня. Способ реализуют посредством устройства для вакуумного рафинирования стали в ковше и патрубка, выполненного с возможностью погружения в жидкую сталь. Использование изобретения позволяет уменьшить длительность процесса вакуумного рафинирования. 5 н. и 40 з.п. ф-лы, 25 ил., 1 табл.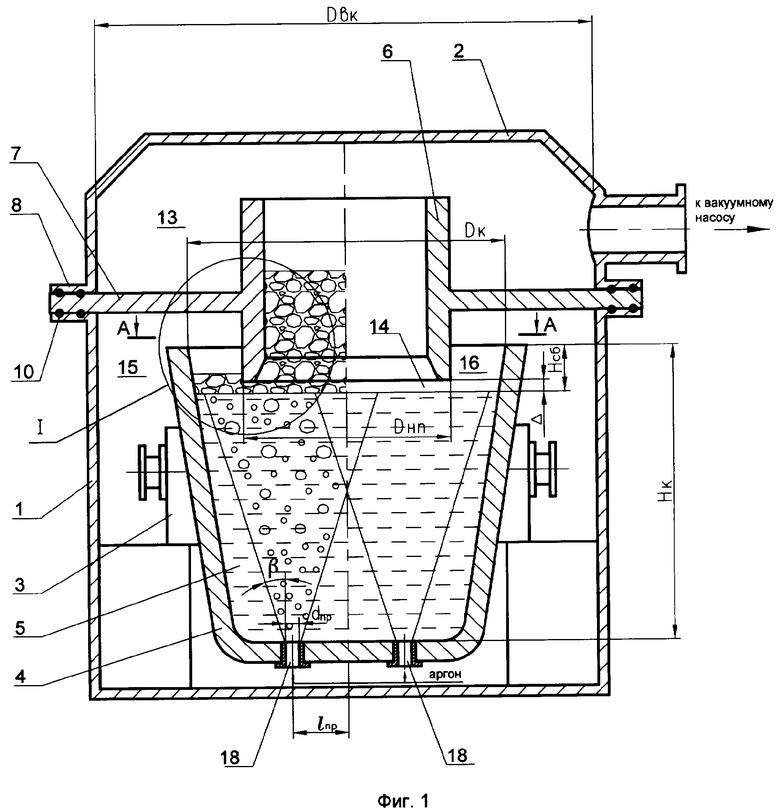

где Нсб - высота свободного борта ковша.

где lпр - расстояние от центра пробки до оси ковша, мм,
Dк - внутренний диаметр ковша в верхней части, мм.
Dп-100≥Dнп≥2lпр max+dпр+2δп,
где Dк - внутренний диаметр ковша в верхней части, мм,
Dнп - наружный диаметр нижнего конца патрубка, мм,
lпр max - максимальное расстояние от центра пробки до оси ковша, мм,
dпр - диаметр пробки, мм,
δп - толщина стенки нижнего конца патрубка, мм.
где Dвк - внутренний диаметр крышки вакуумной камеры, мм,
δв - толщина стенки выступа, мм,
Dв - внутренний диаметр выступа, мм,
Dк - внутренний диаметр ковша в верхней части, мм,
а высота полости, образуемой выступом, определяется по формуле
Нв=Hпhфк-hп,
где Нв - высота полости, образуемой выступом, мм,
Hп высота нижней части патрубка, мм,
hфк - расстояние от фланца вакуумной камеры до торца борта ковша, мм,
hп расстояние от торца патрубка до торца борта ковша, мм.
| АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ ПРОБОЧНОГО ТИПА | 0 |
|
SU186007A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2173715C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ПОД ВАКУУМОМ | 1999 |
|
RU2171298C2 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 1988 |
|
RU1547323C |
| ЕР 1192401 А, 03.04.2002. | |||

