Предлагаемое изобретение относится к электротехнике и может быть использовано для изготовления топливных элементов, предназначенных для мощных мобильных энергетических установок, например электромобилей.
Топливный элемент с твердым полимерным электролитом, предназначенный для питания мощных энергетических установок, должен генерировать сравнительно большие токи, например более 100А. При плотности генерируемого тока на поверхности твердого полимерного электролита, равной 50-100 мА/см2, поверхность топливного элемента должна быть более 1000 см2.
При больших электродах топливного элемента точки, удаленные от токоотводящих частей, работают при меньших плотностях тока. Вследствие этого топливный элемент генерирует меньше тока, чем можно было ожидать исходя из измеренной разности потенциалов на внешних краях электродов. Этот эффект существенно увеличивается, если токоотвод находится не по всему внешнему краю электрода, а лишь по его части.
Повышение выходных характеристик топливного элемента с большой поверхностью электродных слоев возможно при разделении электродного слоя топливного элемента на участки и обеспечении токоотводом каждого участка по всему периметру с последующим параллельным соединением токоотводов с помощью шины, отводящей ток от электродного слоя топливного элемента. При этом необходимо обеспечить прочную связь между слоями топливного элемента, при которой отпадает необходимость механического прижима слоев.
Известна пластинчатая конструкция для топливного элемента, способ ее изготовления и топливный элемент с твердым электролитом [1]. В соответствии с известным способом на пористой подложке выполняют нижний электродный слой, на поверхности которого выделяют разрозненные электролитные зоны. На каждую электролитную зону укладывают твердый электролит. На места, свободные от твердого электролита, наносят газонепроницаемый слой. Затем формируют верхний электродный слой, для чего на поверхность твердого электролита укладывают пористую электродную основу. После этого сопрягают слои топливного элемента механическим прижимом и получают пластинчатую конструкцию, состоящую из нескольких разрозненных малых топливных элементов.
К недостаткам способа следует отнести необходимость сопряжения слоев топливного элемента механическим прижимом. Способ малопроизводителен из-за необходимости раздельной укладки каждой электродной основы верхнего электродного слоя на разрозненные электролитные участки.
Известен способ изготовления электрода топливного элемента и его сопряжения с твердым полимерным электролитом [2], заключающийся в том, что сетчатые электроды изготавливают плетением сетки из тонкой проволоки. В качестве материала сетки могут быть использованы благородные и цветные металлы либо неблагородные с соответствующим покрытием. Катализатор заполняет ячейки сетки и контактирует с твердым полимерным электролитом. Для создания более прочного контакта сетки с катализатором и твердым полимерным электролитом используют термическое прессование при температуре 100-200°С и давлении 1-10 МПа. Для обеспечения подвода газа и отвода воды на поверхность катодного электродного слоя наносят фторопластовую пористую пленку.
К недостаткам способа следует отнести низкую надежность электрода из-за слабой прочности сцепления катализатора с гладкими нитями плетеной сетки.
Кроме того, известен способ изготовления топливного элемента с твердым полимерным электролитом [3], в соответствии с которым изготавливают электродные основы катода и анода с односторонней рельефной поверхностью. На рельефной поверхности катодной электродной основы формируют каталитический слой путем нанесения суспензии, состоящей из мелкодисперсного металлического катализатора и порошка фторсодержащего полимера. Суспензию выравнивают. После сушки проводят термообработку при температуре плавления полимера. Затем с одной стороны твердого полимерного электролита наносят каталитический слой, предназначенный для сопряжения с анодным электродным слоем. Проводят сборку слоев топливного элемента, для чего на поверхность твердого полимерного электролита со стороны каталитического слоя укладывают анодную электродную основу, а другую его сторону сопрягают с каталитическим слоем катодной электродной основы. Полученную сборку спрессовывают, при этом рельефная поверхность электродных основ внедряется в твердый полимерный электролит. Способ принят за прототип.
Однако в известном способе имеются недостатки, заключающиеся в том, что прочность сцепления, основанная на внедрении рельефной поверхности в твердый полимерный электролит, недостаточна для надежной работы в жестких условиях эксплуатации мощных мобильных энергетических установок. Кроме того, омические потери при прохождении генерируемого тока от центра большого электродного слоя к токоотводящей шине ухудшают выходные характеристики топливного элемента.
Задачей предлагаемого изобретения является разработка способа изготовления топливного элемента с твердым полимерным электролитом с высокими выходными характеристиками и надежного в жестких условиях эксплуатации мощных мобильных энергетических установок.
Поставленная задача достигается тем, что в известном способе изготовления топливного элемента с твердым полимерным электролитом [3] на одной из поверхностей анодного и катодного электродных слоев создают шероховатую поверхность. Затем на шероховатую поверхность катодного слоя наносят каталитический слой в виде суспензии мелкодисперсного металлического катализатора, например платиновой черни и фторорганического полимера. После сушки суспензии проводят нагрев при температуре плавления полимера. На одну из сторон твердого полимерного электролита наносят каталитический слой. Проводят сборку слоев топливного элемента, для чего с двух сторон пленки твердого полимерного электролита укладывают электродные слои: катодный - со стороны нанесенного на его поверхность катализатора, а анодный - со стороны каталитического слоя на поверхности твердого полимерного электролита. Полученную сборку подвергают термическому прессованию при температуре 100-200°С и давлении 1-10 МПа. При этом шероховатая поверхность электродных слоев внедряется в пленку твердого полимерного электролита, отличающаяся тем, что на пористой металлической подложке изготавливают электродные слои катода и анода, состоящие из разрозненных пористых электродных основ, предназначенных для малых топливных элементов, сплошных токоотводов от электродных основ и шин, отводящих ток от электродного слоя, для чего на поверхности подложки выделяют разрозненные участки для электродных основ и запрессовывают в них термопластичный полимер, а на свободные места подложки электролитически осаждают металл высокой проводимости, например медь и никель, при этом заращивают поры подложки и получают сплошные токоотводы и шину толщиной, соответствующей величине отводимого тока, на оборотную сторону электродных слоев анода и катода электролитически осаждают медь с шероховатой поверхностью, а затем коррозионностойкий при контакте с твердым полимерным электролитом металл, например никель, на поверхности токоотводов и шины анодного электродного слоя формируют клеевую прокладку, в пленке твердого полимерного электролита образуют окна в соответствии с размером и расположением клеевой прокладки на поверхности токоотводов, склеивают токоотводы и шины анодного и катодного электродных слоев в процессе термического прессования сборки и получают топливный элемент с твердым полимерным электролитом, составленный из определенного числа малых топливных элементов.
Предлагаемый способ поясняется на фиг.1-5.
На фиг.1 показана пористая подложка, разделенная на участки, в которых запрессована термопластичная пленка.
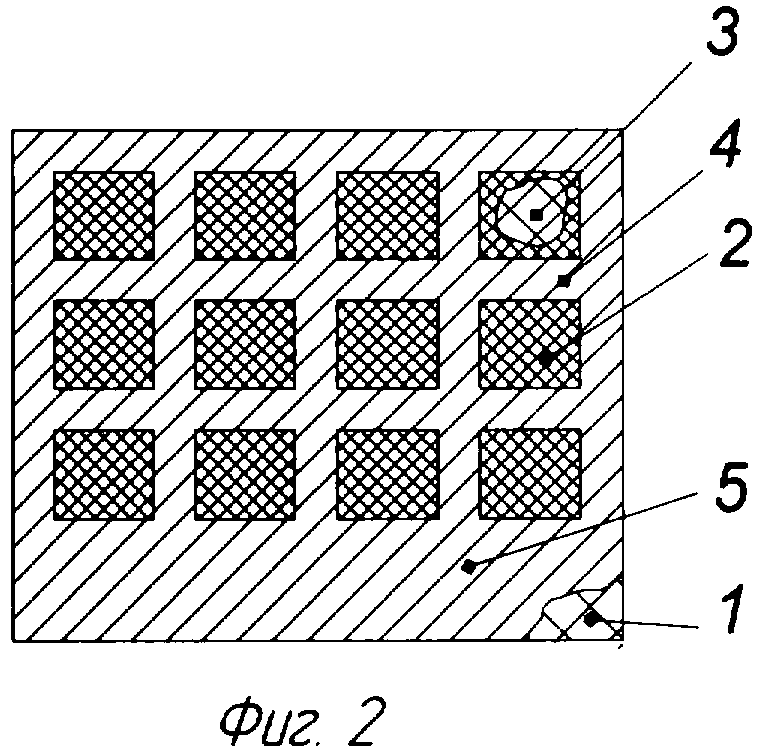
На фиг.2 показана подложка после заращивания пор электролитическим осадком в местах незащищенных термопластичной пленкой.
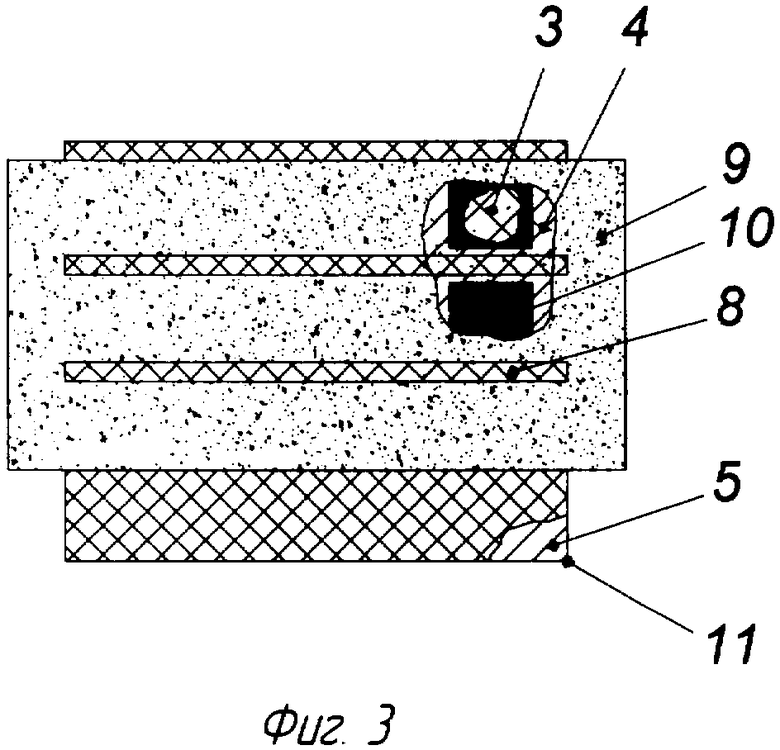
На фиг.3 показан анодный электродный слой после формирования клеевой прокладки и укладки твердого полимерного электролита.
На фиг.4 показан катодный электродный слой после нанесения катализатора и пленки клея.
На фиг.5 показан топливный элемент с твердым полимерным электролитом, составленный из определенного числа малых топливных элементов.
В соответствии с заявленным способом в качестве пористой металлической подложки (фиг.1) применяются тонкие металлические сетки с микронными отверстиями, изготовленные плетением проволоки из никеля или нержавеющей стали толщиной 25-30 мкм, размер ячеек в сетке 35-40 мкм. Пористую подложку 1 укладывают на металлическую технологическую матрицу. В качестве матрицы применяют металлы, которые используют для гальванопластических матриц, например, из нержавеющей стали, титана или алюминиевого сплава. Перед использованием гальванопластической матрицы на ее поверхность наносят разделительный слой в виде оксидных пленок. Разделительный слой обеспечивает возможность механического отделения электролитического осадка от матрицы [4]. Затем на поверхности пористой подложки 1 изготавливают анодный и катодный электродные слои. Для чего термопластичной пленкой 2 защищают участки на подложке 1, которые необходимо сохранить пористыми. Они предназначены для электродных основ 3. Термопластичная пленка 2 может быть функциональной, т.е. являться составной частью электродного слоя, например пористая пленка фторопласта, которая на поверхности катода используется для отвода продукта электрохимического процесса - воды, а также может быть технологической, которая после формирования электродного слоя удаляется. В качестве технологической пленки применяют термопластичные полимеры, например полистирол, у которого низкая температура плавления и он хорошо растворим в органических растворителях. Для нанесения пленки на поверхность подложки 1 используют металлический трафарет - шаблон, который изготавливают, например, из нержавеющей стали [5]. Количество и размер окон в трафарете соответствует количеству и размеру электродных основ 3, представленных на фиг.1. Трафарет механически прижимают к подложке 1, расположенной на технологической матрице, например, с помощью магнита. После чего в окна вносят мелкодисперсный полимер в виде пасты с последующей сушкой и запрессовывают при температуре плавления полимера, либо в окна трафарета помещают пленку термопластичного полимера и запрессовывают ее при температуре его плавления. После отделения трафарета от подложки 1 на свободные от термопластичной пленки места подложки 1 электролитического осаждают медь из раствора с большой рассеивающей способностью, например из раствора состава, г/л: медь сернокислая - 250, серная кислота - 70, плотность тока 4-6 А/дм2, температура 20±2°С. Медь осаждают до достижения необходимой толщины токоотвода 4, которая может быть в пределах 100-130 мкм, в течение 60-80 минут. Осаждение медного осадка происходит как на поверхности технологической гальванопластической матрицы, прижатой к сетке 1, так и на нитях сетки. В результате ячейки сетки зарастают электролитическим осадком и образуются сплошные токоотводы 4 и шина 5 (фиг.2). Затем на медный осадок электролитически осаждают металл коррозионностойкий во влажной среде, например никель толщиной 6-9 мкм из раствора состава, г/л: никель сульфат 140-200, никель хлорид 30-40, борная кислота 25-40, натрий сульфат 60-80, температура 24-55°С, плотность тока 1-2 А/дм2. Продолжительность никелирования - 30-40 минут [4].
Затем отделяют металлическую технологическую матрицу и на поверхность электродного слоя электролитически осаждают шероховатый осадок меди из электролита состава, в г/л: сернокислая медь 35-45, серная кислота 180-220 при температуре 22-26°С, плотность тока 6 А/дм2, режим осаждения импульсный: время осаждения 0,5 мин, время паузы 0,025 мкм [5]. Осаждение меди проводят в течение 5-7 минут до достижения на поверхности шероховатости с Ra равной 1,25-2,5 мкм. После чего осаждают металл коррозионностойкий при контакте с твердым полимерным электролитом, например никель толщиной 8-10 мкм. Коррозионностойкий слой никеля осаждают из сульфатного электролита никелирования состава, г/л: сульфат никеля 80-100, борная кислота 10-15, никель хлористый 25-30, натрий сульфат 60-80, температура 18-20°С, плотность тока 2-4 А/дм2, в течение 30 минут [6]. В результате получают электродный слой (фиг.2), в котором в единой металлической конструкции находятся тонкие пористые электродные основы 3, расположенные в горизонтальных и вертикальных рядах. Сплошной токоотвод 4, который соединяет пористые электродные основы 3, а так же шину 5, предназначенную для отвода тока от электродного слоя топливного элемента. Заявленным способом можно изготавливать электродные слои топливного элемента с различным числом электродных основ 3, а следовательно, применять электродные слои для изготовления топливных элементов, включающих различное количество малых топливных элементов. Так, например, для топливного элемента, предназначенного для питания электромобиля мощностью 25 кВт, напряжением 240 В, с величиной рабочего тока равной 104А, при плотности генерируемого тока твердым полимерным электролитом 0,1 А/см2 поверхность топливного элемента равна 1040 см2. Если поверхность малого топливного элемента равна 12 см2 (5×2,4 см), то число малых топливных элементов в составе пластинчатой конструкции топливного элемента равно 86. Восемьдесят шесть основ 3 можно расположить в электродном слое, например в шести горизонтальных и четырнадцати вертикальных рядах. Расстояние между рядами электродных основ 3 соответствует ширине токоотвода 4. Толщина токоотвода 4 может быть определена по методике, основанной на допустимой величине плотности тока в осадках, полученных гальванохимическим методом [7]. По этой методике необходимая толщина токоотвода может быть определена исходя из значения допустимой плотности тока для проводников, полученных электролитическим осаждением меди. Так, для сплошных медных проводников допустимая плотность тока равна 20-25 А/мм2. Число токоотводов от электродных основ 3 определяется числом горизонтальных и вертикальных рядов. Для отвода тока от шести горизонтальных рядов электродных основ 3 применяют шесть токоотводов 4, которые соединяют параллельно к шине 5. Шесть токоотводов имеют токовую нагрузку 104А, а один токоотвод имеет нагрузку 17,3А. Тогда при ширине токоотвода 10 мм его толщина равна 100-120 мкм. При такой толщине осадка он выступает над сеткой и охватывает по периметру фторопластовую пленку 2. При этом увеличивает прчность связи пленки 2 с электродным слоем.
Толщина электродных пористых основ 3 определяется плотностью генерируемого тока на твердом полимерном электролите и величиной поверхности электродной основы. Следует отметить, что уровень техники позволяет изготавливать твердый полимерный электролит с плотностью генерируемого тока от 0,005 до 1 А/см2 и более [8].
При поверхности электродной основы равной 12 см2 и плотности генерируемого тока 0,1 А/см2 толщина никелевой сетки равна 35-40 мкм.
В соответствии с предложенным способом толщину никелевой сетки еще увеличивают на 8-10 мкм в процессе электролитического наращивания никеля на шероховатую поверхностью. Поэтому при изготовлении топливных элементов для мощных энергетических установок по предложенному способу можно применять тонкие сетки, например, толщиной 35-40 мкм. Поскольку тонкие пористые электродные основы 3 занимают 70-80% поверхности электродного слоя, то существенно уменьшается металлоемкость топливного элемента и соответственно повышается удельная его мощность. Единство в металлической конструкции тонких пористых электродных основ 3, сплошных токоотводов 4 и шины 5 минимизирует омические потери. При этом повышаются выходные характеристики топливного элемента. К отличительной особенности предложенного способа следует также отнести создание топливного элемента с прочной связью между его слоями. Это достигается за счет склеивания токоотводов 4 и 4' электродных слоев, а так же шин 5 и 5' анода и катода с помощью клеевой прокладки 8 (фиг.5). При этом обеспечиваются не только надежность за счет прочных связей слоев пластичной конструкции топливного элемента, но и надежная газонепроницаемость конструкции.
К клеевой прокладке предъявляются следующие требования: она должна иметь высокую водостойкость, хорошие электрические характеристики, теплостойкость и морозостойкость. Таким требованиям удовлетворяют, например, термореактивные клеи на основе кремнийорганических смол, например, марки ВК-2 и ИП-9, а так же клеи на основе фенолформальдегидных смол, модернизированных алкооксисиланом и поливинилацеталем, например, марки ВС-10Т и ВС-350 [9].
В пластинчатой конструкции топливного элемента (фиг.5) между электродными слоями 11 и 12 образуют монолитный диэлектрический слой, состоящий их пленки твердого полимерного электролита 9 и клеевой пленки 8. Это достигается тем, что в пленке твердого полимерного электролита 9 механически создают окна, которые соответствуют размерам клеевой прокладки 8. Клеевую прокладку 8 формируют на поверхности анодного электронного слоя 11 (фиг.3). Для чего на токоотводы, расположенные в горизонтальных рядах, а также на шину наносят пленку термореактивного клея 7. Если толщина пленки твердого полимерного электролита 9 больше 100 мкм, то на поверхность токоотводов и шины укладывают стеклоткань, пропитанную клеем, и нагревают до температуры отверждения клея, затем на поверхность отвержденного клея наносят тонкий слой термореактивного клея и проводят открытую выдержку. Затем укладывают пленку твердого полимерного электролита 9 таким образом, чтобы клеевая прокладка 8 входила в окна пленки твердого полимерного электролита 9. На токоотводы горизонтальных рядов катодного электродного слоя 12 (фиг.4) наносят клеевую пленку 7 и проводят открытую выдержку. Укладывают электродные слои с двух сторон твердого полимерного электролита таким образом, чтобы каталитические слои 6 на электродных основах 3' и 10 на твердом полимерном электролите 9 были соответственно совмещены и завершают сборку слоев пластической конструкции. Предложенный способ позволяет обеспечить точное совмещение электродных основ 3 и 3', принадлежащих к анодному и катодному слоям. После сопряжения электродных слоев 3 и 3' с двух сторон полимерного электролита 9 образуются малые топливные элементы 13, число которых в пластинчатой конструкции соответствует числу электродных основ 3 (фиг.5).
Сборку подвергают термическому прессованию при температуре отверждения термореактивного клея, например при 150±5°С и давлении 1-2 МПа. При этом происходит внедрение шероховатой поверхности электродных слоев в пленку твердого полимерного электролита, а так же склеивание токоотводов и шин анодного и катодного электродных слоев.
Способ реализуется следующим образом:
Пример 1. Изготавливают топливный элемент с твердым полимерным электролитом, предназначенный для питания электромобиля мощностью 25 кВт, напряжением 240 В и рабочим током 104А. Пластинчатая конструкция топливного элемента составлена из малых топливных элементов, каждый из которых имеет поверхность 12 см2 (5×2,4 см). Плотность генерируемого тока на каталитической поверхности твердого полимерного электролитного слоя равна 0,1 А/см2. Для генерации тока 104А необходима поверхность топливного элемента в 1040 см, которая может быть реализована 86 малыми топливными элементами с поверхностью 12 см2 каждый.
Малые топливные элементы можно расположить в пластинчатой конструкции топливного элемента в шести горизонтальных и четырнадцати вертикальных рядах. Если расстояние между рядами равно 10 мм, а ширина шины равна 40 мм, то ширина топливного элемента составляет 400 мм, а длина - 486 мм.
В качестве материала подложки 1 применяют никелевую сетку размером 400×486 мм, изготовленную по ГОСТ6613-86, номер 004, плетенную из проволоки толщиной 0.03 мм с размером ячеек 0,04 мм. В качестве экранирующей пластины применяют гальванопластическую матрицу из алюминиевого сплава Д16Т толщиной 0,3 мм. Сетку укладывают на матрицу. После чего на поверхность сетки укладывают трафарет-шаблон из электротехнической стали, например, марки Э-44, толщиной 0,2-0,3 мм. Трафарет-шаблон имеет окна размером, соответствующим размерам электродных основ (5×2,4 см).
Число окон и их размещение в горизонтальных и вертикальных рядах трафарета соответствует числу и расположению электродных основ 3 в электродных слоях 11 и 12. В окна рамки вносят термопластичный полимер в виде пастообразной массы, которая изготавливается из порошка полимера. Для катодного электродного слоя в окна вносят массу, состоящую, например, из порошка смеси окиси алюминия и 30% суспензии фторопласта марки Д4ДМ в соотношении 5:3. Пасту наносят методом намазки. Сушат при 50°С, затем запрессовывают пасту в ячейки сетки при температуре плавления фторопласта 300-350°С и давлении 1,5-2,5 МПа. В результате получают пленку 2, которая защищает пористую структуру электродных основ 3 в процессе электролитического осаждения металла при изготовлении токоотводов 4 и шины 5. Для анодного электродного слоя применяют пастообразную массу на основе полистирола. Затем изготавливают анодный и катодный электродные слои по единой технологии. На свободные от пленки 2 участки подложки 1 электролитически осаждают медь толщиной 100 мкм. После чего электролитически осаждают никель толщиной 10-12 мкм. Отделяют гальванопластическую матрицу путем отслаивания. Затем на поверхность электродного слоя электролитически осаждают шероховатый электролитический осадок меди в импульсном режиме до достижения шероховатости Ra равной 2,5 мкм. После чего электролитически осаждают никель толщиной 8-10 мкм.
Из фторопластовой пленки 2 катодного электродного слоя удаляют порообразователь путем выщелачивания в растворе 10% едкого натрия. Из ячеек основ 3 анодного электродного слоя удаляют полистирол при нагреве до температуры 110-120°С и продувкой горячим воздухом с температурой 85-90°С. После чего следует промывка в органическом растворителе. Затем электродные слои 11 и 12 и пленку твердого полимерного электролита 9 подготавливают к сборке слоистой конструкции топливного элемента.
На поверхности анодного электродного слоя 11 формируют клеевую прокладку 8. для чего на токоотводы 4 горизонтальных рядов укладывают пропитанную клеем стеклоткань Э-27 толщиной 27 мкм и запрессовывают при давлении 0,5-1 МПа и температуре отверждения клея. В пленке твердого полимерного электролита 9 вырезают окна, которые по размерам и расположению соответствуют клеевой прокладке 8. Пленку 9 укладывают на анодный электродный слой со стороны ее каталитического слоя 10. На электродные основы 3 катодного электродного слоя 12 наносят каталитический слой 6 на основе платиновой черни и суспензии фторопласта. После сушки проводят нагрев при температуре плавления фторопласта. После чего на поверхность токоотводов 4 горизонтальных рядов наносят клеевую пленку 7 и проводят открытую выдержку, а затем катодный электродный слой укладывают на поверхность пленки 9. Полученную слоистую конструкцию топливного элемента подвергают термическому прессованию при температуре 140±5°С и давлении 1-2 МПа. При этом шероховатая поверхность электродных основ 3 и 3' (фиг.5) внедряют в пленку полимерного электролита 9. Токоотводы 4 и 4' и шины 5 и 5' электродных слоев 11 и 12 склеивают между собой. Получают топливный элемент с твердым полимерным электролитом. Размером 400×484×0,5 мм. Из определенного числа полученных топливных элементов можно образовать блок топливного элемента, реализующего мощность 25 кВт и напряжение 240 В.
Пример 2. Топливный элемент с твердым полимерным электролитом, изготовленный по технологии примера 1, имеет тонкое коррозионностойкое покрытие на катодном электродном слое из серебра, а на анодном электродном слое - из платины. Серебро электролитически осаждают, например, из раствора, г/л: серебро хлорид - 40, калий ферроцианид - 200, калий карбонат - 20, плотность тока 1-1,5 А/дм2, температура 60-80°С, толщина осадка 1-1,5 мкм.
Платину электролитически осаждают, например, из раствора, г/л: платинохлористоводородная кислота - 6, натрий фосфат двухзамещенный - 100, аммоний фосфат двухзамещенный - 20, плотность тока 0,5 А/дм2, температура 70-80°С, толщина 0,3-0,5 мкм [10].
Пример 3. Топливный элемент с твердым полимерным электролитом, изготовленный по технологии примера 1, имеет в качестве подложки 1 сетку из нержавеющей стали, марки 12Х18Н10Т, с микронными отверстиями и следующими характеристиками: размер ячейки - 0,04 мм, диаметр проволоки - 0,03 м, вес 1 кв.м. - 0,165 кг.
Для использования сетки из нержавеющей стали ее никелируют. Для чего проводят электрохимическое обезжиривание в растворе, г/л: едкий натрий - 20-40, при температуре 50-60°С, плотность анодного тока 6-8 А/дм2, продолжительность - 10-15 с. Затем активируют в водном растворе соляной кислоты (1:1) и никелируют в растворе, г/л: сульфат никеля - 200, хлорид никеля - 180, борная кислота - 30, плотность тока 3-5 А/дм2. температура 18-25°С, толщина покрытия 4-5 мкм [10].
Пример 4. Топливный элемент с твердым полимерным электролитом изготавливают по технологии примера 1. Он предназначен для питания мобильных транспортных средств типа скутера или электрокара. Мощность топливного элемента - 5 кВт, напряжение - 127 В, рабочий ток - 39,3А.
Пластинчатая конструкция топливного элемента составлена из малых топливных элементов, каждый из которых имеет размер 12 см2 (5×2,4 см). Плотность генерируемого тока на поверхности твердого полимерного электролита равна 100 мА/см2. Для генерации тока в 39,3А необходима суммарная поверхность всех малых топливных элементов, равная 390 см2, что соответствует 32 малым топливным элементам с поверхностью 12 см2. Малые топливные элементы располагают в пластинчатой конструкции в пяти горизонтальных и шести вертикальных рядах. Между смежными рядами малых топливных элементов расположены сплошные токоотводы шириной 8 мм. Ширина шины для отвода тока от электродного слоя равна 30 мм. Тогда ширина пластинчатой конструкции топливного элемента равна 230 мм, длина - 300 мм толщина - 0,5 мм. Размер топливного элемента с твердым полимерным электролитом равен 300×230×0,5 мм.
Из определенного числа полученных топливных элементов можно образовать блок топливного элемента, реализующего мощность 5 кВт и напряжение 127 В.
Техническим результатом является повышение надежности топливного элемента с твердым полимерным электролитом, предназначенного для мощных мобильных энергетических установок, улучшение его выходных характеристик, уменьшение металлоемкости, а также повышение производительности при сборке слоистой конструкции топливного элемента.
Для достижения указанного технического результата, в соответствии с предложенным способом изготавливают электродные слои топливного элемента, у которых в единой металлической конструкции находятся тонкие пористые электродные основы, сплошные токоотводы от них и шины для отвода тока от электродных основ. Такая металлическая конструкция электродного слоя обеспечивает минимизацию омических потерь и улучшение выходных характеристик топливного элемента. Кроме того, она позволяет проводить склеивание токоотводов и шин анодного и катодного электродных слоев в процессе сборки слоистой конструкции. За счет чего повышается надежность топливного элемента, особенно при работе в жестких условиях эксплуатации при вибрационных и ударных нагрузках. При большом числе разрозненных электродных основ в составе электродного слоя возможна одновременная укладка и сопряжение всех электродных основ анодного и катодного электродных слоев за одну технологическую операцию, что повышает производительность способа. Так как тонкие электродные основы малых топливных элементов занимают до 80% поверхности электродного слоя, то снижается металлоемкость топливного элемента.
Таким образом, предложенное решение обеспечивает получение технического результата: повышение выходных характеристик и эксплуатационной надежности, уменьшение металлоемкости топливного элемента с твердым полимерным электролитом, увеличение производительности при сборке слоистой конструкции топливного элемента, составленного из большого числа малых топливных элементов.
Источники информации
1. Патент ЕР 1261059 от 27.11.2002. Пластинчатая конструкция для топливного элемента. Способ ее изготовления и топливный элемент с твердым электролитом.
2. Лидоренко Н.С., Мучник Г.Ф. Электрохимические генераторы. М.: Энергоиздат, 1982, стр.302-305.
3. Патент JP 3256649 от 12.02.2002. Способ изготовления топливного элемента с твердым полимерным электролитом и сам топливный элемент. Прототип.
4. Гальванотехника. М.: Металлургиздат, 1987, стр.571-573.
5. Монтаж на поверхности. М.: Стандарты, 1991, стр.33-34.
6. Гальванические покрытия в машиностроении. Справочник. Том 1, М.: Машиностроение, 1985, стр.91, 106.
7. Аренков А.Б. Печатные и пленочные элементы радиоэлектронной аппаратуры. Л.: Энергия, 1971, стр.21.
8. Топливные элементы и энергоустановки на их основе. Тезисы докладов. Обнинск.: Физико-энергетический институт, 2000, стр.19.
9. Справочник по электрохимическим материалам. Том 1. М.: Энергия. 1974, стр.317.
10. Справочник по электрохимии. Л.: Химия, 19812, стр.282, 284.

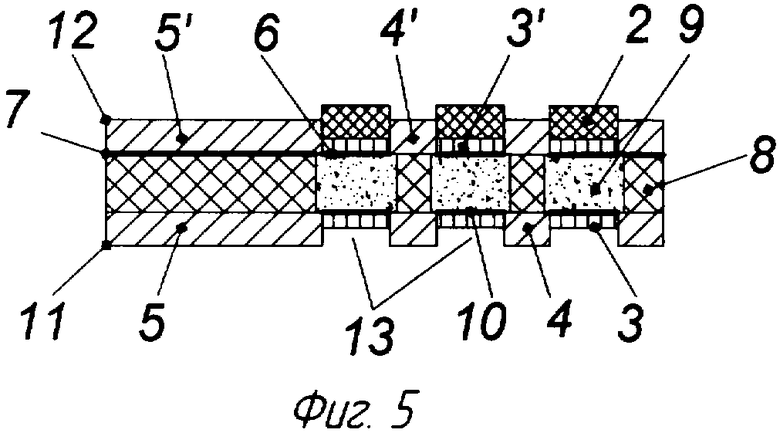
Изобретение относится к области электротехники и может быть использовано для изготовления топливного элемента с твердым полимерным электролитом, предназначенного для мощных мобильных энергетических установок, а именно для электромобилей, электрокаров и скутеров. Способ заключается в том, что на сетчатой подложке изготавливают анодный (11) и катодный (12) электродные слои, которые в единой металлической конструкции включают пористые электродные основы (3) и (3'), сплошные токоотводы (4) и (4') от пористых электродных основ (3) и (3') и шины (5) и (5') для отвода тока от электродного слоя. Для чего на сетчатой подложке защищают разрозненные участки, предназначенные для электродных основ (3) и (3'), термопластической пленкой (2). На свободную от пленки поверхность сетчатой подложки электролитически осаждают медь и никель и получают сплошные токоотводы (4) и (4'), шины (5) и (5'). На оборотную сторону электродных слоев (11) и (12) электролитически осаждают шероховатый осадок меди, а затем электролитически осаждают никель, коррозионностойкий при контакте с твердым пролимерным электролитом. На одну сторону твердого полимерного электролита (9) наносят каталитический слой (10). На поверхности токоотводов (4) и шины (5) электродного слоя (11) формируют клеевую прокладку (8). В пленке твердого полимерного электролита (9) вырезают окна, соответствующие расположению клеевой прокладки (8). На поверхности основ (3') электрода (12) наносят каталитический слой (6), состоящий из мелкодисперсного металлического катализатора и фторопласта. Проводят сборку слоев (11), (9), (12) и подвергают ее термическому прессованию. При этом шероховатая поверхность электродных слоев внедряется в пленку твердого полимерного электролита, а соответствующие токоотводы и шины электродных слоев (11) и (12) склеивают между собой с помощью клея (7). Получают топливный элемент (фиг.5), составленный из малых топливных элементов (13), число которых равно числу электродных основ (3) в электродном слое (12) и соответственно (3') в электродном слое (11). Техническим результатом являются высокие выходные характеристики и надежность топливного элемента, а также снижение его металлоемкости и повышение производительности при сборке слоистой конструкции топливного элемента. 5 ил.
Способ изготовления топливного элемента с твердым полимерным электролитом, включающий создание на одной из поверхностей анодного и катодного электродных слоев шероховатой поверхности, затем на шероховатую поверхность катодного слоя наносят каталитический слой в виде суспензии мелкодисперсного металлического катализатора, например платиновой черни, и фторсодержащего полимера, после сушки суспензии проводят нагрев при температуре плавления полимера, на одну из сторон твердого полимерного электролита наносят каталитический слой, после чего проводят сборку слоев топливного элемента, для чего с двух сторон пленки твердого электролита укладывают электродные слои: катодный - со стороны нанесенного на его поверхность катализатора, а анодный - со стороны каталитического слоя на поверхности твердого полимерного электролита, полученную сборку подвергают термическому прессованию при температуре 100-200°С и давлении 1-10 МПа, при этом шероховатая поверхность электродных слоев внедряется в пленку твердого полимерного электролита, отличающийся тем, что на пористой металлической подложке изготавливают электродные слои катода и анода, состоящие из разрозненных пористых электродных основ, предназначенных для малых топливных элементов, сплошных токоотводов от электродных основ и шин, отводящих ток от электродного слоя, для чего на поверхности подложки выделяют разрозненные участки для электродных основ и запрессовывают в них термопластичный полимер, а на свободные места подложки электролитически осаждают металл высокой проводимости, например медь и никель, при этом заращивают поры подложки и получают сплошные токоотводы и шину толщиной, соответствующей величине отводимого тока, на оборотную сторону электродных слоев анода и катода электролитически осаждают медь с шероховатой поверхностью, а затем коррозиен нестойкий при контакте с твердым полимерным электролитом металл, например никель, на поверхности токоотводов и шины анодного электродного слоя формируют клеевую прокладку, в пленке твердого полимерного электролита образуют окна в соответствии с размером и расположением клеевой прокладки на поверхности токоотводов, склеивают токоотводы и шины анодного и катодного электродных слоев в процессе термического прессования сборки и получают топливный элемент с твердым полимерным электролитом, составленный из определенного числа малых топливных элементов.
| JP 9063622, 07.03.1997 | |||
| RU 2002125741 А, 27.03.2004 | |||
| Ротор магнитоэлектрической машины | 1985 |
|
SU1261059A1 |
| JP 5121084, 18.05.1993. | |||

