Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к электроду для электролиза, слоистому изделию, рулона, электролизеру, способу изготовления электролизера, способу обновления электрода, способу обновления слоистого изделия и способу изготовления рулона.
Предпосылки создания изобретения
[0002] Для электролиза водного раствора хлорида щелочного металла, такого как раствор соли, и электролиза воды применялись способы с использованием электролизера, включающего мембрану, более конкретно, ионообменную мембрану или микропористую мембрану. Во многих случаях этот электролизер содержит множество электролитических ячеек, соединенных в нем последовательно. Для проведения электролиза между каждой из электролитических ячеек размещается мембрана. В электролитической ячейке вплотную друг к другу размещены катодная камера, включающая катод, и анодная камера, включающая анод, с разделительной перегородкой (задней пластиной), установленной между ними или запрессованной вдавливанием на прессе, стянутые болтами или подобным образом. Сейчас каждый анод и катод для применения в этих электролизерах крепится к анодной камере или к катодной камере электролитической ячейки таким способом, как сварка или сгибание в складки/завальцовывание, и после этого хранится или транспортируется к потребителям. Между тем, каждая мембрана хранится или транспортируется к потребителям в состоянии, в котором она однократно намотана вокруг винилхлоридной (ВХ) трубы. Каждый потребитель размещает электролитическую ячейку на раме электролизера и помещает мембрану между электролитическими ячейками, собирая электролизер. Тем самым изготавливаются электролитические ячейки и электролизер собирается каждым потребителем. Каждый из Патентных документов 1 и 2 раскрывает конструкцию, сформированную объединением мембраны и электрода в виде конструкции, применимой для такого электролизера.
Список ссылок
Патентная литература
[0003] Патентный документ 1: Японский выложенный патент № 58–048686
Патентный документ 2: Японский выложенный патент № 55–148775
Сущность изобретения
Техническая проблема
[0004] Когда процесс электролиза начинается и продолжается, каждая деталь изнашивается, и производительность электролиза (электролитического процесса) снижается вследствие разнообразных факторов, и каждая деталь в определенный момент времени заменяется. Мембрана может быть легко обновлена извлечением ее из электролитической ячейки и вставкой новой мембраны. Напротив, анод и катод закреплены в электролитической ячейке, и тем самым существует проблема необходимости в проведении исключительно сложной работы по обновлению электрода, при которой электролитическая ячейка извлекается из электролизера и передается на предназначенное для этого ремонтное предприятие, такие крепления, как сварные, удаляются, и старый электрод демонтируется, затем размещается новый электрод и крепится таким способом, как сварка, и ячейка передается на электролизную установку и помещается обратно в электролизер. Здесь рассматривается ситуация, что для вышеописанного обновления используется конструкция, образованная объединением мембраны и электрода путем термокомпрессии, описанной в патентных документах 1 и 2, но конструкцию, которая может быть изготовлена относительно легко в лабораторном масштабе, нелегко изготовить так, чтобы приспособить к электролитической ячейке фактического имеющегося в продаже размера (например, длиной 1,5 м, шириной 3 м). Более того, характеристики электролитического процесса (такие как напряжение электролиза, выход по току и общая концентрация соли в каустической соде) и срок службы являются чрезвычайно плохими, и на сопряженном с мембраной электроде выделяются газообразный хлор и газообразный водород. Таким образом, при применении в электролизе на протяжении длительного периода времени происходит полное расслоение, и конструкция практически не может быть использована. Настоящее изобретение было выполнено с учетом вышеуказанных проблем, присущих уровню техники, и предназначено для предоставления электрода для электролиза, слоистого изделия, рулона, электролизера, способа изготовления электролизера, способа обновления электрода, способа обновления слоистого изделия и способа изготовления рулона, описываемых ниже.
(Первая цель)
[0005] Цель настоящего изобретения состоит в предоставлении электрода для электролиза, слоистого изделия и рулона, которые облегчают транспортировку и проведение погрузки-разгрузки, заметно упрощают работу, когда начинается эксплуатация нового электролизера или в нем обновляется изношенный электрод, и, кроме того, также могут сохранять или улучшать рабочие параметры электролитического процесса.
(Вторая цель)
[0006] Цель настоящего изобретения состоит в предоставлении слоистого изделия, которое может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может демонстрировать превосходные характеристики электролитического процесса также после обновления.
(Третья цель)
[0007] Цель настоящего изобретения состоит в предоставлении слоистого изделия, которое может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может проявлять превосходные характеристики электролитического процесса также после обновления, с позиции, отличной от вышеописанной второй цели.
(Четвертая цель)
[0008] Четвертая цель настоящего изобретения состоит в предоставлении электролизера, способа изготовления электролизера и способа обновления слоистого изделия, которые обеспечивают превосходную характеристики электролитического процесса, а также могут предотвращать повреждение мембраны.
(Пятая цель)
[0009] Цель настоящего изобретения состоит в предоставлении способа изготовления электролизера, способа обновления электрода и способа изготовления рулона, которые могут повышать эффективность работ во время обновления электрода в электролизере.
(Шестая цель)
[0010] Цель настоящего изобретения состоит в предоставлении способа изготовления электролизера, который может повышать эффективность работ во время обновления электрода в электролизере, с позиции, отличной от вышеописанной пятой цели.
(Седьмая цель)
[0011] Цель настоящего изобретения состоит в предоставлении способа изготовления электролизера, который может повышать эффективность работ во время обновления электрода в электролизере, с позиции, отличной от вышеописанных пятой и шестой целей.
Решение проблемы
[0012] В результате интенсивных исследований, проведенных авторами настоящего изобретения для достижения первой цели, получен электрод для электролиза, который имеет небольшую массу в расчете на единицу площади и может быть соединен с мембраной так, что ионообменная мембрана и микропористая мембрана или изношенный электрод облегчают транспортировку и проведение погрузки-разгрузки с меньшими усилиями, может заметно упростить работу, когда начинается эксплуатация нового электролизера или в нем обновляется изношенный электрод, и, кроме того, может заметно улучшать характеристики по сравнению с характеристиками электролитического процесса согласно уровню техники. В дополнение, авторы настоящего изобретения обнаружили, что характеристики могут быть эквивалентными или лучшими, чем производительность электролиза в традиционной электролитической ячейке, для которой работа по обновлению является сложной, тем самым выполнив настоящее изобретение. Таким образом, настоящее изобретение содержит следующее.
[1] Электрод для электролиза, имеющий массу на единицу площади 48 мг/см2 или менее и силу, прилагаемую на единицу массы·единицу площади, 0,08 Н/(мг·см2) или более.
[2] Электрод для электролиза согласно пункту [1], содержащий подложку электрода для электролиза, имеющую толщину 300 мкм или менее, и каталитический слой.
[3] Электрод для электролиза согласно пункту [1] или [2], в котором доля, измеренная указанным ниже методом (3), составляет 75% или более:
[Метод (3)]
мембрану (квадрат со стороной 170 мм), которая получена нанесением частиц неорганического материала и связующего на обе поверхности мембраны из перфторуглеродного полимера, в который введена ионообменная группа, и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке; и слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода для электролиза в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором образец электрода для электролиза находится в плотном контакте с мембраной, полученной нанесением частиц неорганического материала и связующего на обе поверхности мембраны из перфторуглеродного полимера, в который введена ионообменная группа.
[4] Электрод для электролиза согласно любому из пунктов [1]–[3], причем электрод для электролиза имеет пористую структуру и коэффициент открытой пористости от 5 до 90%.
[5] Электрод для электролиза согласно любому из пунктов [1]–[4], причем электрод для электролиза имеет пористую структуру и коэффициент открытой пористости от 10 до 80%.
[6] Электрод для электролиза согласно любому из пунктов [1]–[5], причем электрод для электролиза имеет толщину 315 мкм или менее.
[7] Электрод для электролиза согласно любому из пунктов [1]–[6], причем значение, полученное путем измерения электрода для электролиза указанным ниже методом (А), составляет 40 мм или менее:
[Метод (A)]
В условиях температуры 23±2°C и относительной влажности 30±5% образец, полученный наслоением ионообменной мембраны и электрода для электролиза, наматывают вокруг и закрепляют на изогнутой поверхности втулки, выполненной из поливинилхлорида и имеющей внешний диаметр φ 32 мм, и оставляют, выдерживая в течение 6 часов; после этого, когда электрод для электролиза отделяют от образца и размещают на плоской пластине, измеряют высоты L1 и L2 в вертикальном направлении на обеих кромках электрода для электролиза, и их среднее значение используют в качестве значения измерения.
[8] Электрод для электролиза согласно любому из пунктов [1]–[7], в котором вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с, составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм.
[9] Электрод для электролиза согласно любому из пунктов [1]–[8], причем электрод содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
[10] Слоистое изделие, содержащее электрод для электролиза согласно любому из пунктов [1]–[9].
[11] Рулон, включающий электрод для электролиза согласно любому из пунктов [1]–[9] или слоистое изделие согласно пункту [10].
[0013] В результате интенсивных исследований, направленных на достижение второй цели, авторы настоящего изобретения обнаружили, что слоистое изделие, которое содержит электрод, соединяемый с мембраной, такой как ионообменная мембрана и микропористая мембрана, и с питающим проводником, таким как изношенный существующий электрод, облегчает транспортировку и проведение погрузки-разгрузки с меньшими усилиями, может заметно упростить работу, когда начинается эксплуатация нового электролизера или в нем обновляется изношенный электрод, и, кроме того, может заметно улучшать производительность электролиза, тем самым выполнив настоящее изобретение.
Таким образом, настоящее изобретение содержит следующие аспекты.
[2–1] Слоистое изделие, содержащее:
электрод для электролиза и
мембрану или питающий проводник в контакте с электродом для электролиза,
причем сила, прилагаемая на единицу массы·единицу площади электрода для электролиза на мембране или питающем проводнике, составляет менее 1,5 Н/(мг·см2).
[2–2] Слоистое изделие согласно пункту [2–1], причем сила, прилагаемая на единицу массы·единицу площади электрода для электролиза на мембране или питающем проводнике, составляет более 0,005 Н/(мг·см2).
[2–3] Слоистое изделие согласно пункту [2–1] или [2–2], причем питающий проводник представляет собой проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист или пористый металл.
[2–4] Слоистое изделие согласно любому из пунктов [2–1]–[2–3], содержащее, в качестве по меньшей мере одного поверхностного слоя мембраны, слой, содержащий смесь частиц гидрофильного оксида и полимера, в который введены ионообменные группы.
[2–5] Слоистое изделие согласно любому из пунктов [2–1]–[2–4], в котором между электродом для электролиза и мембраной или питающим проводником размещена жидкость.
[0014] В результате интенсивных исследований, направленных на достижение третьей цели, авторы настоящего изобретения обнаружили, что вышеописанные проблемы могут быть решены с помощью слоистого изделия, в котором частично закреплены мембрана и электрод для электролиза, тем самым выполнив настоящее изобретение.
Таким образом, настоящее изобретение содержит следующие аспекты.
[3–1] Слоистое изделие, содержащее:
мембрану и
электрод для электролиза, закрепленный на по меньшей мере одном участке поверхности мембраны,
причем доля этого участка поверхности мембраны составляет более 0% и менее 93%.
[3–2] Слоистое изделие согласно пункту [3–1], в котором электрод для электролиза содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy.
[3–3] Слоистое изделие согласно пункту [3–1] или [3–2], в котором по меньшей мере часть электрода для электролиза пронизывает мембрану и тем самым закреплена на упомянутом участке.
[3–4] Слоистое изделие согласно любому из пунктов [3–1]–[3–3], в котором по меньшей мере часть электрода для электролиза расположена внутри мембраны и тем самым закреплена на упомянутом участке.
[3–5] Слоистое изделие согласно любому из пунктов [3–1]–[3–4], дополнительно содержащее крепежный элемент для закрепления мембраны и электрода для электролиза.
[3–6] Слоистое изделие согласно пункту [3–5], в котором по меньшей мере часть крепежного элемента зажимает мембрану и электрод для электролиза снаружи.
[3–7] Слоистое изделие согласно пункту [3–5] или [3–6], в котором по меньшей мере часть крепежного элемента закрепляет мембрану и электрод для электролиза магнитной силой.
[3–8] Слоистое изделие согласно любому из пунктов [3–1]–[3–7], в котором
мембрана содержит ионообменную мембрану, содержащую поверхностный слой, включающий органическую смолу, и
органическая смола присутствует на упомянутом участке.
[3–9] Слоистое изделие согласно любому из пунктов [3–1]–[3–8], в котором мембрана содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение ионообменной емкости (EW), отличное от EW слоя первой ионообменной смолы.
[3–10] Слоистое изделие согласно любому из пунктов [3–1]–[3–8], в котором мембрана содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей иную функциональную группу, нежели функциональная группа слоя первой ионообменной смолы.
[0015] В результате интенсивных исследований, направленных на достижение четвертой цели, авторы настоящего изобретения обнаружили, что вышеописанные проблемы могут быть решены с помощью прокладывания по меньшей мере части слоистого изделия из мембраны и электрода для электролиза между уплотнением анодной стороны и уплотнением катодной стороны, тем самым выполнив настоящее изобретение.
Таким образом, настоящее изобретение содержит следующие аспекты.
[4–1] Электролизер, содержащий:
анод,
анодную раму, которая удерживает анод,
уплотнение анодной стороны, которое размещено на анодной раме,
катод, который находится напротив анода,
катодную раму, которая удерживает катод,
уплотнение катодной стороны, которое размещено на катодной раме и находится напротив уплотнения анодной стороны, и
слоистое изделие из мембраны и электрода для электролиза, размещенное между уплотнением анодной стороны и уплотнением катодной стороны,
причем по меньшей мере часть слоистого изделия проложена между уплотнением анодной стороны и уплотнением катодной стороны и
вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с, составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм.
[4–2] Электролизер согласно пункту [4–1], в котором электрод для электролиза имеет толщину 315 мкм или менее.
[4–3] Электролизер согласно пункту [4–1] или [4–2], причем значение, полученное путем измерения электрода для электролиза приведенным ниже методом (А), составляет 40 мм или менее:
[4–Метод (A)] В условиях температуры 23±2°C и относительной влажности 30±5% образец, полученный наслоением ионообменной мембраны и электрода для электролиза, наматывают вокруг и закрепляют на изогнутой поверхности втулки, выполненной из поливинилхлорида и имеющей внешний диаметр φ 32 мм, и оставляют, выдерживая в течение 6 часов; после этого, когда электрод для электролиза отделяют от образца и размещают на плоской пластине, измеряют высоты L1 и L2 в вертикальном направлении на обеих кромках электрода для электролиза, и их среднее значение используют в качестве значения измерения.
[4–4] Электролизер согласно любому из пунктов [4–1]–[4–3], в котором масса на единицу площади электрода для электролиза составляет 48 мг/см2 или менее.
[4–5] Электролизер согласно любому из пунктов [4–1]–[4–4], причем сила, прилагаемая на единицу массы·единицу площади электрода для электролиза, составляет более 0,005 Н/(мг·см2).
[4–6] Электролизер согласно любому из пунктов [4–1]–[4–5], в котором самый внешний периметр слоистого изделия расположен дальше наружу, чем самый внешний периметр каждого из уплотнения анодной стороны и уплотнения катодной стороны в направлении проводящей поверхности.
[4–7] Электролизер согласно любому из пунктов [4–1]–[4–6], в котором электрод для электролиза содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy.
[4–8] Электролизер согласно любому из пунктов [4–1]–[4–7], в котором по меньшей мере часть электрода для электролиза пронизывает мембрану и тем самым закреплена в слоистом изделии.
[4–9] Электролизер согласно любому из пунктов [4–1]–[4–7], в котором по меньшей мере часть электрода для электролиза расположена внутри мембраны и тем самым закреплена в слоистом изделии.
[4–10] Электролизер согласно любому из пунктов [4–1]–[4–9], в котором слоистое изделие дополнительно содержит крепежный элемент для закрепления мембраны и электрода для электролиза.
[4–11] Электролизер согласно пункту [4–10], в котором в слоистом изделии по меньшей мере часть крепежного элемента пронизывает мембрану и электрод для электролиза и тем самым закрепляет их.
[4–12] Электролизер согласно пункту [4–10] или [4–11], в котором в слоистом изделии крепежный элемент содержит растворимый материал, который растворяется в растворе электролита.
[4–13] Электролизер согласно любому из пунктов [4–10]–[4–12], в котором в слоистом изделии по меньшей мере часть крепежного элемента зажимает мембрану и электрод для электролиза снаружи.
[4–14] Электролизер согласно любому из пунктов [4–10]–[4–13], в котором в слоистом изделии по меньшей мере часть крепежного элемента закрепляет мембрану и электрод для электролиза магнитной силой.
[4–15] Электролизер согласно любому из пунктов [4–1]–[4–14], в котором
мембрана содержит ионообменную мембрану, содержащую поверхностный слой, включающий органическую смолу, и
электрод для электролиза прикреплен органической смолой.
[4–16] Электролизер согласно любому из пунктов [4–1]–[4–15], в котором мембрана содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение EW, отличное от EW слоя первой ионообменной смолы.
[4–17] Способ изготовления электролизера согласно любому из пунктов [4–1]–[4–16], включающий:
этап прокладки слоистого изделия между уплотнением анодной стороны и уплотнением катодной стороны.
[4–18] Способ обновления слоистого изделия в электролизере согласно любому из пунктов [4–1]–[4–16], включающий:
этап отделения слоистого изделия от уплотнения анодной стороны и уплотнения катодной стороны с удалением тем самым слоистого изделия из электролизера, и
этап прокладки нового слоистого изделия между уплотнением анодной стороны и уплотнением катодной стороны.
[0016] В результате интенсивных исследований, направленных на достижение пятой цели, авторы настоящего изобретения обнаружили, что вышеописанные проблемы могут быть разрешены применением электрода для электролиза или слоистого изделия из электрода для электролиза и новой мембраны, находящихся в форме рулона, тем самым выполнив настоящее изобретение.
Таким образом, настоящее изобретение содержит следующие аспекты.
[5–1] Способ изготовления нового электролизера путем размещения электрода для электролиза или слоистого изделия из электрода для электролиза и новой мембраны в существующем электролизере, включающем анод, катод, который находится напротив анода, и мембрану, которая размещена между анодом и катодом,
при этом используется электрод для электролиза или слоистое изделие, находящиеся в форме рулона.
[5–2] Способ изготовления электролизера согласно пункту [5–1], содержащее этап (A) удерживания электрода для электролиза или слоистого изделия в намотанном состоянии с получением тем самым рулона.
[5–3] Способ изготовления электролизера согласно пункту [5–1] или [5–2], содержащее этап (B) высвобождения рулона из намотанного состояния.
[5–4] Способ изготовления электролизера согласно пункту [5–3], содержащее этап (C) размещения электрода для электролиза или слоистого изделия на поверхности по меньшей мере одного из анода и катода после этапа (B).
[5–5] Способ обновления существующего электрода с использованием электрода для электролиза,
причем используется электрод для электролиза в форме рулона.
[5–6] Способ обновления электрода согласно пункту [5–5], содержащее этап (A’) удерживания электрода для электролиза в намотанном состоянии с получением тем самым рулона.
[5–7] Способ обновления электрода согласно пункту [5–5] или [5–6], содержащее этап (B’) высвобождения рулона из намотанного состояния.
[5–8] Способ обновления электрода согласно пункту [5–7], содержащее этап (C’) размещения электрода для электролиза на поверхности существующего электрода после этапа (B’).
[5–9] Способ получения рулона, используемого для обновления существующего электролизера, включающего анод, катод, который находится напротив анода, и мембрану, которая размещена между анодом и катодом, включающий:
этап намотки электрода для электролиза или слоистого изделия из электрода для электролиза и новой мембраны с получением тем самым рулона.
[0017] В результате интенсивных исследований, направленных на достижение шестой цели, авторы настоящего изобретения обнаружили, что вышеописанные проблемы могут быть разрешены объединением электрода для электролиза с новой мембраной при температуре, при которой мембрана не расплавляется, тем самым выполнив настоящее изобретение.
Таким образом, настоящее изобретение содержит следующие аспекты.
[6–1] Способ изготовления нового электролизера путем размещения слоистого изделия в существующем электролизере, включающем анод, катод, который находится напротив анода, и мембрану, которая размещена между анодом и катодом, включающий:
этап (A) объединения электрода для электролиза с новой мембраной при температуре, при которой мембрана не расплавляется, с получением тем самым слоистого изделия, и
этап (B) замены мембраны в существующем электролизере слоистым изделием после этапа (A).
[6–2] Способ изготовления электролизера согласно пункту [6–1], в котором объединение проводят при нормальном давлении.
[0018] В результате интенсивных исследований, направленных на достижение седьмой цели, авторы настоящего изобретения обнаружили, что вышеописанные проблемы могут быть решены с помощью операции на раме электролизера, тем самым выполнив настоящее изобретение.
Таким образом, настоящее изобретение содержит следующие аспекты.
[7–1] Способ изготовления нового электролизера путем размещения слоистого изделия, включающего электрод для электролиза и новую мембрану, в существующем электролизере, включающем анод, катод, который находится напротив анода, мембрану, которая закреплена между анодом и катодом, и раму электролизера, которая поддерживает анод, катод и мембрану, причем способ включает:
этап (A) высвобождения закрепленной в раме электролизера мембраны, и
этап (B) замены мембраны слоистым изделием после этапа (А).
[7–2] Способ изготовления электролизера согласно пункту [7–1], в котором этап (A) осуществляют путем выдвижения анода и катода в направлении их размещения, соответственно.
[7–3] Способ изготовления электролизера согласно пункту [7–1] или [7–2], в котором слоистое изделие закрепляют в раме электролизера прижатием анода и катода после этапа (В).
[7–4] Способ изготовления электролизера согласно любому из пунктов [7–1]–[7–3], в котором слоистое изделие закрепляют на поверхности по меньшей мере одного из анода и катода при температуре, при которой слоистое изделие не плавится, на этапе (В).
[7–5] Способ изготовления нового электролизера путем размещения электрода для электролиза в существующем электролизере, включающем анод, катод, который находится напротив анода, мембрану, которая закреплена между анодом и катодом, и раму электролизера, которая поддерживает анод, катод и мембрану, причем способ включает:
этап (A) высвобождения закрепленной в раме электролизера мембраны, и
этап (B’) размещения электрода для электролиза между мембраной и анодом или катодом после этапа (A).
Преимущественные эффекты изобретения
[0019] (1) В соответствии с электродом для электролиза согласно настоящему изобретению можно облегчить транспортировку и проведение погрузки-разгрузки, заметно упростить работу, когда начинается эксплуатация нового электролизера или в нем обновляется изношенный электрод, и, кроме того, также сохранить или улучшить рабочие параметры электролитического процесса.
[0020] (2) В соответствии со слоистым изделием согласно настоящему изобретению можно улучшить эффективность работ во время обновления электрода в электролизере, и, кроме того, также обеспечить превосходную производительность электролиза после обновления.
[0021] (3) В соответствии со слоистым изделием согласно настоящему изобретению можно улучшить эффективность работ во время обновления электрода в электролизере, и, кроме того, также обеспечить превосходную производительность электролиза после обновления, с иной позиции, нежели в вышеописанном пункте (2).
[0022] (4) В соответствии с электролизером согласно настоящему изобретению электролизер проявляет превосходную производительность электролиза, а также может предотвращать повреждение мембраны.
[0023] (5) В соответствии со способом изготовления электролизера согласно настоящему изобретению возможно улучшение эффективности работ во время обновления электрода в электролизере.
[0024] (6) В соответствии со способом изготовления электролизера согласно настоящему изобретению возможно улучшение эффективности работ во время обновления электрода в электролизере с иной позиции, нежели в вышеописанном пункте (5).
[0025] (7) В соответствии со способом изготовления электролизера согласно настоящему изобретению возможно улучшение эффективности работ во время обновления электрода в электролизере с иной позиции, нежели в вышеописанных пунктах (5) и (6).
Краткое описание чертежей
[0026] [Фигура 1] Фигура 1 иллюстрирует схематический вид в разрезе электрода для электролиза согласно одному варианту осуществления настоящего изобретения.
[Фигура 2] Фигура 2 иллюстрирует схематический вид в разрезе, показывающий ионообменную мембрану в одном варианте осуществления.
[Фигура 3] Фигура 3 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 4] Фигура 4 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[Фигура 5] Фигура 5 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 6] Фигура 6 иллюстрирует схематический вид в разрезе, показывающий состояние двух последовательно соединенных электролитических ячеек.
[Фигура 7] Фигура 7 иллюстрирует схематический вид электролизера.
[Фигура 8] Фигура 8 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 9] Фигура 9 иллюстрирует схематический вид в разрезе поглотителя обратного тока, включенного в электролитическую ячейку.
[Фигура 10] Фигура 10 иллюстрирует схематический вид способа оценки силы, прилагаемой на единицу массы·единицу площади (1), описанного в Примерах.
[Фигура 11] Фигура 11 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 280 мм (1), описанного в Примерах.
[Фигура 12] Фигура 12 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 280 мм (2), описанного в Примерах.
[Фигура 13] Фигура 13 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 145 мм (3), описанного в Примерах.
[Фигура 14] Фигура 14 иллюстрирует схематический вид испытания на упругую деформацию электрода, описанного в Примерах.
[Фигура 15] Фигура 15 иллюстрирует схематический вид способа оценки мягкости после пластической деформации.
[Фигура 16] Фигура 16 иллюстрирует схематический вид электрода, изготовленного в Сравнительном Примере 13.
[Фигура 17] Фигура 17 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Сравнительном Примере 13, на питающем проводнике из никелевой сетки.
[Фигура 18] Фигура 18 иллюстрирует схематический вид электрода, изготовленного в Сравнительном Примере 14.
[Фигура 19] Фигура 19 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Сравнительном Примере 14, на питающем проводнике из никелевой сетки.
[Фигура 20] Фигура 20 иллюстрирует схематический вид электрода, изготовленного в Сравнительном Примере 15.
[Фигура 21] Фигура 21 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Сравнительном Примере 15, на питающем проводнике из никелевой сетки.
[Фигура 22] Фигура 22 иллюстрирует схематический вид в разрезе электрода для электролиза в одном варианте осуществления настоящего изобретения.
[Фигура 23] Фигура 23 иллюстрирует схематический вид в разрезе, показывающий ионообменную мембрану в одном варианте осуществления.
[Фигура 24] Фигура 24 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 25] Фигура 25 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[Фигура 26] Фигура 26 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 27] Фигура 27 иллюстрирует схематический вид в разрезе, показывающий состояние двух последовательно соединенных электролитических ячеек.
[Фигура 28] Фигура 28 иллюстрирует схематический вид электролизера.
[Фигура 29] Фигура 29 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 30] Фигура 30 иллюстрирует схематический вид в разрезе поглотителя обратного тока, включенного в электролитическую ячейку.
[Фигура 31] Фигура 31 иллюстрирует схематический вид способа оценки силы, прилагаемой на единицу массы·единицу площади (1), описанного в Примерах.
[Фигура 32] Фигура 32 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 280 мм (1), описанного в Примерах.
[Фигура 33] Фигура 33 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 280 мм (2), описанного в Примерах.
[Фигура 34] Фигура 34 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 145 мм (3), описанного в Примерах.
[Фигура 35] Фигура 35 иллюстрирует схематический вид испытания на упругую деформацию электрода, описанного в Примерах.
[Фигура 36] Фигура 36 иллюстрирует схематический вид способа оценки мягкости после пластической деформации.
[Фигура 37] Фигура 37 иллюстрирует схематический вид электрода, изготовленного в Примере 34.
[Фигура 38] Фигура 38 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Примере 34, на питающем проводнике из никелевой сетки.
[Фигура 39] Фигура 39 иллюстрирует схематический вид электрода, изготовленного в Примере 35.
[Фигура 40] Фигура 40 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Примере 35, на питающем проводнике из никелевой сетки.
[Фигура 41] Фигура 41 иллюстрирует схематический вид электрода, изготовленного в Примере 36.
[Фигура 42] Фигура 42 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Примере 36, на питающем проводнике из никелевой сетки.
[Фигура 43] Фигура 43 иллюстрирует схематический вид в разрезе электрода для электролиза в одном варианте осуществления настоящего изобретения.
[Фигура 44] Фигура 44 иллюстрирует схематический вид в разрезе, иллюстрирующий ионообменную мембрану в одном варианте осуществления.
[Фигура 45] Фигура 45 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 46] Фигура 46 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[Фигура 47] Фигура 47A иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть электрода для электролиза пронизывает и тем самым закрепляет мембрану. Фигура 47B иллюстрирует пояснительный вид, иллюстрирующий этап получения конструкции по Фигуре 47А.
[Фигура 48] Фигура 48A иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть электрода для электролиза размещена внутри мембраны и тем самым закрепляет мембрану. Фигура 48B иллюстрирует пояснительный вид, иллюстрирующий этап получения конструкции по Фигуре 48А.
[Фигура 49] Фигуры 49A–49C иллюстрируют схематические виды в разрезе материала, иллюстрирующие аспект, в котором для закрепления в качестве крепежного элемента для крепления мембраны и электрода для электролиза применяется крепежный элемент в виде пряжи.
[Фигура 50] Фигура 50 иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором для закрепления в качестве крепежного элемента для крепления мембраны и электрода для электролиза используется органическая смола.
[Фигура 51] Фигура 51A иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть крепежного элемента зажимает мембрану и электрод для электролиза снаружи, скрепляя их. Фигура 51B иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть крепежного элемента закрепляет мембрану и электрод для электролиза магнитной силой.
[Фигура 52] Фигура 52 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 53] Фигура 53 иллюстрирует схематический вид в разрезе, показывающий состояние двух последовательно соединенных электролитических ячеек.
[Фигура 54] Фигура 54 иллюстрирует схематический вид электролизера.
[Фигура 55] Фигура 55 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 56] Фигура 56 иллюстрирует схематический вид в разрезе поглотителя обратного тока, который может быть включен в электролитическую ячейку.
[Фигура 57] Фигура 57 иллюстрирует пояснительный вид, показывающий слоистое изделие в Примере 1.
[Фигура 58] Фигура 58 иллюстрирует пояснительный вид, показывающий слоистое изделие в Примере 2.
[Фигура 59] Фигура 59 иллюстрирует пояснительный вид, показывающий слоистое изделие в Примере 3.
[Фигура 60] Фигура 60 иллюстрирует пояснительный вид, показывающий слоистое изделие в Примере 4.
[Фигура 61] Фигура 61 иллюстрирует пояснительный вид, показывающий слоистое изделие в Примере 5.
[Фигура 62] Фигура 62 иллюстрирует пояснительный вид, показывающий слоистое изделие в Примере 6.
[Фигура 63] Фигура 63 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 64] Фигура 64A иллюстрирует схематический вид в разрезе, показывающий состояние двух электролитических ячеек, последовательно соединенных в стандартном электролизере. Фигура 64B иллюстрирует схематический вид в разрезе, показывающий состояние двух электролитических ячеек, последовательно соединенных в электролизере по настоящему варианту исполнения.
[Фигура 65] Фигура 65 иллюстрирует схематический вид электролизера.
[Фигура 66] Фигура 66 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 67] Фигура 67 иллюстрирует схематический вид в разрезе поглотителя обратного тока, который может быть включен в электролитическую ячейку.
[Фигура 68] Фигура 68 иллюстрирует схематический вид в разрезе электрода для электролиза в одном варианте осуществления настоящего изобретения.
[Фигура 69] Фигура 69 иллюстрирует схематический вид в разрезе, иллюстрирующий ионообменную мембрану в одном варианте осуществления.
[Фигура 70] Фигура 70 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 71] Фигура 71 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[Фигура 72] Фигура 72 иллюстрирует пояснительный вид для разъяснения взаимного относительного положения слоистого изделия и уплотнений.
[Фигура 73] Фигура 73 иллюстрирует пояснительный вид для разъяснения взаимного относительного положения слоистого изделия и уплотнений.
[Фигура 74] Фигура 74A иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть электрода для электролиза пронизывает и тем самым закрепляет мембрану. Фигура 74B иллюстрирует пояснительный вид, иллюстрирующий этап получения конструкции по Фигуре 12А.
[Фигура 75] Фигура 75A иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть электрода для электролиза размещена внутри мембраны и тем самым закрепляет ее. Фигура 13B иллюстрирует пояснительный вид, иллюстрирующий этап получения конструкции по Фигуре 75А.
[Фигура 76] Фигуры 76A-C иллюстрируют схематические виды в разрезе слоистого изделия, иллюстрирующие аспект, в котором для закрепления в качестве крепежного элемента для крепления мембраны и электрода для электролиза применяется крепежный элемент в виде пряжи.
[Фигура 77] Фигура 77 иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором для закрепления в качестве крепежного элемента для крепления мембраны и электрода для электролиза используется органическая смола.
[Фигура 78] Фигура 78A иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть крепежного элемента зажимает мембрану и электрод для электролиза снаружи, скрепляя их. Фигура 78B иллюстрирует схематический вид в разрезе слоистого изделия, иллюстрирующий аспект, в котором по меньшей мере часть крепежного элемента закрепляет мембрану и электрод для электролиза магнитной силой.
[Фигура 79] Фигура 79 иллюстрирует схематический вид способа оценки силы, прилагаемой на единицу массы·единицу площади (1), описанного в Примерах.
[Фигура 80] Фигура 80 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 280 мм (1), описанного в Примерах.
[Фигура 81] Фигура 81 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 280 мм (2), описанного в Примерах.
[Фигура 82] Фигура 82 иллюстрирует схематический вид способа оценки намотки вокруг колонны диаметром 145 мм (3), описанного в Примерах.
[Фигура 83] Фигура 83 иллюстрирует схематический вид оценки гибкости электрода, описанного в Примерах.
[Фигура 84] Фигура 84 иллюстрирует схематический вид оценки мягкости после пластической деформации.
[Фигура 85] Фигура 85 иллюстрирует схематический вид электрода, изготовленного в Примере 35.
[Фигура 86] Фигура 86 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Примере 35, на питающем проводнике из никелевой сетки.
[Фигура 87] Фигура 87 иллюстрирует схематический вид электрода, изготовленного в Примере 36.
[Фигура 88] Фигура 88 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Примере 36, на питающем проводнике из никелевой сетки.
[Фигура 89] Фигура 89 иллюстрирует схематический вид электрода, изготовленного в Примере 37.
[Фигура 90] Фигура 90 иллюстрирует схематический вид конструкции, используемой для размещения электрода, изготовленного в Примере 37, на питающем проводнике из никелевой сетки.
[Фигура 91] Фигура 91 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 92] Фигура 92 иллюстрирует схематический вид в разрезе, показывающий состояние двух последовательно соединенных электролитических ячеек.
[Фигура 93] Фигура 93 иллюстрирует схематический вид электролизера.
[Фигура 94] Фигура 94 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 95] Фигура 95 иллюстрирует схематический вид в разрезе поглотителя обратного тока, который может быть включен в электролитическую ячейку.
[Фигура 96] Фигура 96 иллюстрирует схематический вид в разрезе электрода для электролиза в одном варианте осуществления настоящего изобретения.
[Фигура 97] Фигура 97 иллюстрирует схематический вид в разрезе ионообменной мембраны в одном варианте осуществления.
[Фигура 98] Фигура 98 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 99] Фигура 99 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[Фигура 100] Фигура 100 иллюстрирует схематический вид слоистого изделия, полученного в Примере 1.
[Фигура 101] Фигура 101 иллюстрирует схематический вид ситуации, где полученный в Примере 1 слоистое изделие намотано с образованием рулона.
[Фигура 102] Фигура 102 иллюстрирует схематический вид слоистого изделия, полученного в Примере 4.
[Фигура 103] Фигура 103 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 104] Фигура 104 иллюстрирует схематический вид в разрезе, показывающий состояние двух последовательно соединенных электролитических ячеек.
[Фигура 105] Фигура 105 иллюстрирует схематический вид электролизера.
[Фигура 106] Фигура 106 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 107] Фигура 107 иллюстрирует схематический вид в разрезе поглотителя обратного тока, который может быть включен в электролитическую ячейку.
[Фигура 108] Фигура 108 иллюстрирует схематический вид в разрезе электрода для электролиза в одном варианте осуществления настоящего изобретения.
[Фигура 109] Фигура 109 иллюстрирует схематический вид в разрезе ионообменной мембраны в одном варианте осуществления.
[Фигура 110] Фигура 110 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 111] Фигура 111 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[Фигура 112] Фигура 112 иллюстрирует схематический вид в разрезе электролитической ячейки.
[Фигура 113] Фигура 113 иллюстрирует схематический вид в разрезе, показывающий состояние двух последовательно соединенных электролитических ячеек.
[Фигура 114] Фигура 114 иллюстрирует схематический вид электролизера.
[Фигура 115] Фигура 115 иллюстрирует схематический вид в перспективе, показывающий этап сборки электролизера.
[Фигура 116] Фигура 116 иллюстрирует схематический вид в разрезе поглотителя обратного тока, который может быть включен в электролитическую ячейку.
[Фигура 117] Фигура 117(A) иллюстрирует схематический вид электролизера для разъяснения одного примера каждого этапа согласно первому аспекту настоящего варианта осуществления. Фигура 117(B) иллюстрирует схематический вид в перспективе, соответствующий Фигуре 117(A).
[Фигура 118] Фигура 118(A) иллюстрирует схематический вид электролизера для разъяснения одного примера каждого этапа согласно второму аспекту настоящего варианта осуществления. Фигура 118(B) иллюстрирует схематический вид в перспективе, соответствующий Фигуре 118(A).
[Фигура 119] Фигура 119 иллюстрирует схематический вид в разрезе электрода для электролиза в одном варианте осуществления настоящего изобретения.
[Фигура 120] Фигура 120 иллюстрирует схематический вид в разрезе ионообменной мембраны в одном варианте осуществления.
[Фигура 121] Фигура 121 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану.
[Фигура 122] Фигура 122 иллюстрирует схематический вид для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
Описание вариантов осуществления изобретения
[0027] Здесь далее в качестве вариантов осуществления настоящего изобретения (здесь далее могут называться настоящими вариантами осуществления) будут приведены подробные описания каждого от <Первого варианта осуществления> до <Седьмого варианта осуществления> со ссылкой на чертежи, при необходимости. Приведенные ниже варианты осуществления представляют собой иллюстрации для разъяснения настоящего изобретения, и настоящее изобретение не ограничивается изложенным ниже содержанием. Сопроводительные чертежи иллюстрируют один пример вариантов осуществления, и варианты осуществления не должны толковаться как ограниченным этим. Настоящее изобретение может быть надлежащим образом модифицировано и осуществлено в пределах его сущности. В чертежах такие позиционные отношения, как верх, низ, левый и правый, основываются на взаимных относительных ориентациях, показанных на чертежах, если не оговорено иное. Размеры и соотношения в чертежах не ограничиваются показанными.
<Первый вариант осуществления>
[0028] Здесь будет подробно описан первый вариант осуществления настоящего изобретения со ссылкой на Фигуры 1–21.
[0029] [Электрод для электролиза]
Электрод для электролиза в первом варианте осуществления (здесь далее в разделе <Первый вариант осуществления>, называемом просто «настоящим вариантом осуществления») может обеспечивать хорошие технологические характеристики, имеет хорошую силу сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, питающим проводником, не имеющим каталитического покрытия, и тому подобным, и, кроме того, имеет массу в расчете на единицу площади 48 мг/см2 или менее с точки зрения экономии. Масса в расчете на единицу площади предпочтительно составляет 30 мг/см2 или менее, более предпочтительно 20 мг/см2 или менее, с учетом вышеуказанного, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность (проведение погрузочно-разгрузочных работ), прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования, например, описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
Электрод для электролиза по настоящему варианту осуществления должен обеспечивать силу, прилагаемую на единицу массы·единицу площади, 0,08 Н/(мг·см2) или более с позиции создания хорошей технологичности, и иметь хорошую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, питающим проводником, не имеющим каталитического покрытия, и тому подобным. Сила, прилагаемая на единицу массы·единицу площади, предпочтительно составляет 0,1 Н/(мг·см2) или более, более предпочтительно 0,14 Н/(мг·см2) или более в отношении вышеуказанного, а более предпочтительно 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела конкретно не ограничивается, но предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее. Значение верхнего предела даже еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно еще более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее.
[0030] Из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[0031] Электрод для электролиза по настоящему варианту осуществления, который имеет хорошую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, питающим проводником, не имеющим каталитического покрытия, и тому подобным, как описано выше, может быть объединен с мембраной, такой как ионообменная мембрана или микропористая мембрана, и использован. На этом основании, при обновлении электрода, электрод может быть обновлен в условиях такой простой работы, как обновление мембраны, без сложной работы по замене, такой как вытаскивание электрода, закрепленного на электролитической ячейке, и тем самым заметно улучшается эффективность работ. Даже в случае, где в новую электролитическую ячейку помещают только питающий проводник (то есть помещают электрод, не имеющий слоя катализатора), функционирование электрода обеспечивает только присоединение электрода для электролиза по настоящему варианту осуществления к питающему проводнику. Таким образом, также могут быть возможны заметное сокращение или устранение каталитического покрытия.
[0032] Кроме того, в соответствии с электродом для электролиза по настоящему варианту осуществления, можно сделать характеристики электролиза (электролитического процесса) сравнимыми или более высокими, чем таковые для нового электрода.
Электрод для электролиза по настоящему варианту осуществления может храниться или транспортироваться к потребителям в состоянии, когда электрод намотан вокруг винилхлоридной трубы или тому подобного (в намотанном состоянии или тому подобном), заметно упрощая проведение погрузки-разгрузки.
Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii), которые являются такими, как подробно описано в Примерах. Что касается прилагаемой силы, значение, полученное путем измерения методом (i) (также называемым «прилагаемая сила (1)»), и значение, полученное путем измерения методом (ii) (также называемым «прилагаемая сила (2)»), могут быть одинаковыми или различными, и каждое из значений составляет 0,08 Н/(мг·см2) или более.
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, и более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
[0033] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости (размером зерен) 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности относительно указанной здесь ионообменной мембраны описываются в Примерах), и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляло 0,7 мкм. Конкретный метод расчета среднего арифметического (Ra) поверхностной шероховатости описан в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода для электролиза в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода для электролиза поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода для электролиза и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для электролиза для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[0034] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), составляет 0,08 Н/(мг·см2) или более, предпочтительно 0,1 Н/(мг·см2) или более с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом и питающим проводником, не имеющим каталитического покрытия, и более предпочтительно составляет 0,2 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела конкретно не ограничивается, но предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее. Значение верхнего предела даже еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно еще более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее.
[0035] Когда электрод для электролиза по настоящему варианту осуществления удовлетворяет прилагаемой силе (1), электрод может быть объединен с мембраной, например, такой как ионообменная мембрана или микропористая мембрана, и использован. Таким образом, при обновлении электрода устраняется операция по замене катода и анода, закрепленных на электролитической ячейке таким способом, как сварка, и заметно улучшается эффективность работ. В дополнение, применением электрода для электролиза по настоящему варианту осуществления в качестве электрода, объединенного с ионообменной мембраной, можно сделать характеристики электролиза сравнимыми или более высокими, чем таковые для нового электрода.
При поставке новой электролитической ячейки электрод, закрепленный на электролитической ячейке, традиционно был подвергнут нанесению каталитического покрытия. Поскольку только комбинация электрода, не имеющего каталитического покрытия, с электродом для электролиза по настоящему варианту осуществления может обеспечивать функционирование электрода в качестве электрода, можно заметно сократить или устранить этап получения и объем катализатора для каталитического покрытия. Традиционный электрод, каталитическое покрытие на котором заметно сокращено или устранено, может быть электрически соединен с электродом для электролиза по настоящему варианту осуществления и оставлен служащим в качестве питающего проводника для пропускания электрического тока.
[0036] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода для электролиза в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода для электролиза поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода для электролиза и никелевой пластиной, и на массу образца электрода для электролиза на участке перекрывания с никелевой пластиной, для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[0037] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), составляет 0,08 Н/(мг·см2) или более, предпочтительно 0,1 Н/(мг·см2) или более с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия, и более предпочтительно составляет 0,14 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела конкретно не ограничивается, но предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее. Значение верхнего предела даже еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно еще более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее.
Электрод для электролиза по настоящему варианту осуществления, если удовлетворяет прилагаемой силе (2), может храниться или транспортироваться к потребителям в состоянии, когда электрод намотан вокруг винилхлоридной трубы или тому подобного (в намотанном состоянии или тому подобном), заметно упрощая проведение погрузки-разгрузки. Присоединением электрода для электролиза по настоящему варианту осуществления к изношенному электроду можно сделать характеристики электролиза сравнимыми или более высокими, чем таковые для нового электрода.
[0038] В настоящем варианте осуществления в качестве жидкости, заключенной между мембраной, такой как ионообменная мембрана или микропористая мембрана, электродом для электролиза или питающим проводником (изношенным электродом или электродом, не имеющим каталитического покрытия), и электродом для электролиза, может быть использована любая жидкость, такая как вода или органические растворители, при условии, что жидкость создает поверхностное натяжение. Чем выше поверхностное натяжение жидкости, тем больше сила, прилагаемая между мембраной и электродом для электролиза или между металлической пластиной и электродом для электролиза. Таким образом, предпочтительна жидкость, имеющая более высокое поверхностное натяжение. Примеры жидкости включают следующие (численное значение в скобках представляет собой поверхностное натяжение жидкости).
[0039] Гексан (20,44 мН/м), ацетон (23,30 мН/м), метанол (24,00 мН/м), этанол (24,05 мН/м), этиленгликоль (50,21 мН/м) и вода (72,76 мН/м).
[0040] Жидкость, имеющая высокое поверхностное натяжение, обеспечивает возможность объединения мембраны и электрода для электролиза, или металлической пористой пластины или металлической пластины (питающего проводника) и электрода для электролиза (с образованием слоистого изделия), облегчая тем самым обновление электрода. Жидкость между мембраной и электродом для электролиза или между металлической пористой пластиной или металлической пластиной (питающим проводником) и электродом для электролиза, может присутствовать в таком количестве, что оба из них прилипают друг к другу (сцепляются друг с другом) под действием поверхностного натяжения. В результате этого, после помещения слоистого изделия в электролитическую ячейку, жидкость, если смешивается с раствором электролита, не влияет на сам электролиз ввиду небольшого количества жидкости.
С практической точки зрения, в качестве жидкости предпочтительно применяется жидкость, имеющая поверхностное натяжение от 20 мН/м до 80 мН/м, такая как этанол, этиленгликоль и вода. В особенности предпочтительной является вода или водный раствор щелочи, полученный растворением в воде каустической соды, гидроксида калия, гидроксида лития, гидрокарбоната натрия, гидрокарбоната калия, карбоната натрия, карбоната калия или тому подобного. В альтернативном варианте поверхностное натяжение может быть скорректировано приведением этих жидкостей в контакт с поверхностно–активным веществом. Когда содержится поверхностно–активное вещество, адгезия (прочность сцепления) между мембраной и электродом для электролиза или между металлической пластиной и электродом для электролиза изменяется, позволяя регулировать технологичность. Поверхностно–активное вещество конкретно не ограничивается, и могут быть использованы как ионные поверхностно-активные вещества, так и неионные поверхностно-активные вещества.
[0041] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) конкретно не ограничивается, но предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом и питающим проводником, не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее, с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0042] Доля, измеренная методом (2) на электроде для электролиза по настоящему варианту осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, питающим проводником, не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода для электролиза в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом для электролиза.
[0043] Доля, измеренная следующим методом (3) на электроде для электролиза по настоящему варианту осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, питающим проводником, не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода для электролиза в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом для электролиза.
Электрод для электролиза по настоящему варианту осуществления имеет, но конкретно не ограничивается этим, пористую структуру и коэффициент открытой пористости или коэффициент пустотности от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, и с питающим проводником, не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося при электролизе. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет собой долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы (отверстия). В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
[0044] ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра), и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[0045] Значение, полученное путем измерения нижеследующим методом (А) электрода для электролиза по настоящему варианту осуществления, предпочтительно составляет 40 мм или менее, более предпочтительно 29 мм или менее, дополнительно предпочтительно 10 мм или менее, еще более предпочтительно 6,5 мм или менее с позиции технологичности. Конкретный способ измерения является таким, как описан в Примерах.
[Метод (A)]
В условиях температуры 23±2°C и относительной влажности 30±5% образец, полученный наслоением ионообменной мембраны и электрода для электролиза, наматывают вокруг и закрепляют на изогнутой поверхности втулки (сердцевины), выполненной из поливинилхлорида и имеющей внешний диаметр φ 32 мм, и оставляют, выдерживая в течение 6 часов; после этого, когда электрод для электролиза отделяют от образца и размещают на плоской пластине, измеряют высоты L1 и L2 в вертикальном направлении на обеих кромках электрода для электролиза, и их среднее значение используют в качестве значения измерения.
[0046] В электроде для электролиза в настоящем варианте осуществления вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с (здесь далее также называемые «условием 1 измерения»), предпочтительно составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм (здесь далее также называемое «вентиляционным сопротивлением 1»). Высокое вентиляционное сопротивление означает, что воздух протекает с бóльшим трудом, и относится к состоянию высокой плотности. В этом состоянии продукт электролиза остается в электроде, и реагенты с бóльшим трудом диффундируют внутрь электрода, и тем самым рабочие параметры электролиза (такие как напряжение) проявляют тенденцию к ухудшению. Концентрация на поверхности мембраны проявляет тенденцию к повышению. Более конкретно, концентрация каустической соды возрастает на поверхности катода, и подача рассола на поверхность анода имеет тенденцию к снижению. В результате этого продукт накапливается до высокой концентрации на поверхности раздела, на которой мембрана контактирует с электродом. Это накопление приводит к повреждению мембраны на поверхности катода и повреждению мембраны на поверхности анода. В настоящем варианте осуществления, чтобы предотвратить эти дефекты, вентиляционное сопротивление предпочтительно регулируется на 24 кПа·с/м или менее. По подобным соображениям, как указано выше, вентиляционное сопротивление более предпочтительно составляет менее 0,19 кПа·с/м, дополнительно предпочтительно 0,15 кПа·с/м или менее, еще более предпочтительно 0,07 кПа·с/м или менее.
В настоящем варианте осуществления, когда вентиляционное сопротивление выше определенного значения, NaOH, выделяющийся на электроде, имеет тенденцию накапливаться на поверхности раздела между электродом и мембраной, приводя к высокой концентрации в случае катода, и подача рассола имеет тенденцию к сокращению, обуславливая снижение концентрации рассола в случае анода. Чтобы предотвратить повреждение мембраны, которое может быть вызвано таким накоплением, вентиляционное сопротивление предпочтительно составляет менее 0,19 кПа·с/м, более предпочтительно 0,15 кПа·с/м или менее, еще более предпочтительно 0,07 кПа·с/м или менее.
Напротив, когда вентиляционное сопротивление является низким, сокращается площадь электрода, и уменьшается площадь, на которой происходит электролиз. Таким образом, могут ухудшаться рабочие параметры электролиза (такие как напряжение). Когда вентиляционное сопротивление становится нулевым, питающий проводник действует как электрод, поскольку не создается электрод для электролиза, и рабочие параметры электролиза (такие как напряжение) имеют тенденцию заметно ухудшаться. С этой точки зрения предпочтительное значение нижнего предела, идентифицируемое как вентиляционное сопротивление 1, конкретно не ограничивается, но предпочтительно составляет более 0 кПа·с/м, более предпочтительно 0,0001 кПа·с/м или более, еще более предпочтительно 0,001 кПа·с/м или более.
Когда вентиляционное сопротивление 1 составляет 0,07 кПа·с/м или менее, может не достигаться достаточная точность измерения применяемым для этого методом измерения. С этой точки зрения также можно оценивать электрод для электролиза, имеющий вентиляционное сопротивление 1 на уровне 0,07 кПа·с/м или менее, с помощью вентиляционного сопротивления (здесь далее также называемого «вентиляционным сопротивлением 2”»), полученным следующим методом измерения (здесь далее также называемого «условием 2” измерения»). То есть вентиляционное сопротивление 2 представляет собой вентиляционное сопротивление, измеренное, когда электрод для электролиза имеет размер 50 мм×50 мм, в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с.
Конкретные методы измерения вентиляционных сопротивлений 1 и 2 описаны в Примерах.
Вентиляционные сопротивления 1 и 2 могут быть в пределах вышеописанного диапазона при надлежащем регулировании, например, коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости имеет тенденцию приводить к меньшим значениям вентиляционного сопротивления 1 и 2, а меньший коэффициент открытой пористости приводит к более высоким значениям вентиляционного сопротивления 1 и 2.
[0047] Здесь далее будет описан один аспект электрода для электролиза по настоящему варианту осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 1, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
На Фигуре 1 также показано, что поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[0048] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, и, кроме того, вентильные металлы, в том числе титан, хотя без ограничения этим. Предпочтительно применяется по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti). То есть подложка электрода для электролиза предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются, и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
[0049] Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применена любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, для получения металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
[0050] Примеры подложки 10 электрода для электролиза включают металлическую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно-вытяжной металлический лист или пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно-вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на ее поверхности.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости (выступы) с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. Предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 5 мкм.
[0051] Далее будет описан случай, где электрод для электролиза по настоящему варианту осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 1 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает адгезию (прочность сцепления) ко второму слою 30.
Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[0052] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[0053] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[0054] Далее будет описана ситуация, где электрод для электролиза по настоящему варианту осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
[0055] Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
[0056] Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
[0057] В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
(Второй слой)
[0058] Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов. Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
[0059] Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[0060] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как толщина электрода. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода.
[0061] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Из них предпочтительны способ пиролиза, способ электроосаждения и способ ионного осаждения, поскольку слой катализатора может быть сформирован при предотвращении деформации подложки электрода для электролиза. Если к тому же учитывается производительность, дополнительно предпочтительны способ электроосаждения и способ пиролиза. Способ получения по настоящему варианту осуществления может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, в способе пиролиза слой катализатора формируется на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкость, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода для электролиза пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[0062] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0063] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0064] (Формирование второго слоя анода)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[0065] (Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0066] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, нагревание при температуре в диапазоне от 350°С до 650°С может дополнительно повысить стабильность первого слоя 20.
[0067] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора, при температуре в диапазоне от 300°С до 580°С в течение времени от одной минуты до 60 минут.
[0068] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[0069] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[0070] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
Электрод для электролиза по настоящему варианту осуществления может быть объединен с мембраной, такой как ионообменная мембрана или микропористая мембрана, и использован. Таким образом, электрод может быть применен в виде объединенного с мембраной электрода. Тогда устраняется работа по замене катода и анода при обновлении электрода и заметно улучшается эффективность работ.
Электрод для электролиза по настоящему варианту осуществления образует слоистое изделие с мембраной, такой как ионообменная мембрана или микропористая мембрана, составляя объединенный элемент из мембраны и электрода, и тогда может сделать производительность электролиза сравнимой или более высокой, чем производительность с новым электродом. Мембрана конкретно не ограничивается при условии, что мембрана может быть наслоена на электрод, и будет подробно описана ниже.
[0071] [Ионообменная мембрана]
Ионообменная мембрана имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Слой покрытия содержит частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляет от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру (конструкцию), влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[0072] Фигура 2 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, и армирующие материалы 4 сердцевины, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве ионообменной мембраны.
Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 2.
[0073] (Тело мембраны)
Сначала будет описано тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должно быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, содержащий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[0074] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[0075] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[0076] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[0077] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[0078] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[0079] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[0080] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[0081] (Слой покрытия)
Ионообменная мембрана имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 2, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной (необожженной) руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы (химических элементов), нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частицх, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала
[0082] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[0083] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[0084] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами (нитями), называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
Материал для армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными нитями или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и сирсакер.
[0085] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных пряди сплетены с уточными прядями со скручиванием, переплетения «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного с позиции размерной стабильности, механической прочности и простоты изготовления.
[0086] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
Относительное отверстие (коэффициент открытой пористости) армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
Относительное отверстие (коэффициент открытой пористости) для армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[0087] Фигура 3 иллюстрирует схематический вид для разъяснения относительного отверстия (коэффициента открытой пористости) армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 3, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[0088] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная пряжа или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные нити (пряжи) с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей (пряжей) или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити (пряжи).
[0089] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых нитей (пряжей)). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых нитей (пряжей)).
Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (такие как ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[0090] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом.
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом.
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом.
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы.
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[0091] Далее каждый из этапов будет описан подробно.
Этап (1): получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[0092] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[0093] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[0094] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время с откачиванием воздуха из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[0095] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[0096] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[0097] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся (видимая) толщина. Температура более предпочтительно составляет от 75 до 100°C.
Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся (видимая) толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 4(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[0098] Фигуры 4(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
Фигура 4(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[0099] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[0100] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
[0101] Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[0102] [Слоистое изделие]
Слоистое изделие по настоящему варианту осуществления содержит электрод для электролиза по настоящему варианту осуществления и мембрану или питающий проводник в контакте с электродом для электролиза. Слоистое изделие по настоящему варианту осуществления, сконфигурированное как описано выше, может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может проявлять превосходные характеристики электролиза даже после обновления.
То есть в соответствии со слоистым изделием по настоящему варианту осуществления, при обновлении электрода электрод может быть обновлен настолько простым действием, как обновление мембраны, без сложной работы, такой как разборка электрода, закрепленного на электролитической ячейке, и тем самым заметно улучшается эффективность работ.
Кроме того, в соответствии со слоистым изделием по настоящему варианту осуществления, возможно сохранение производительности электролиза, сравнимой с производительностью при новом электроде, или улучшение производительности электролиза. Даже в случае, где в новую электролитическую ячейку помещают только питающий проводник (то есть помещают электрод, не содержащий слой катализатора), только присоединение электрода для электролиза по настоящему варианту осуществления к питающему проводнику обеспечивает возможность функционирования электрода. Таким образом, также могут быть возможны заметное сокращение или устранение каталитического покрытия.
[0103] Слоистое изделие по настоящему варианту осуществления может храниться или транспортироваться к потребителям в состоянии, когда слоистое изделие намотано вокруг винилхлоридной трубы или тому подобной (в намотанном состоянии или тому подобном), заметно упрощая проведение погрузки-разгрузки.
В качестве питающего проводника по настоящему варианту осуществления могут быть использованы разнообразные упоминаемые ниже подложки, такие как изношенный электрод (то есть существующий электрод), и электрод, не имеющий каталитического покрытия.
В слоистом изделии по настоящему варианту осуществления сила, прилагаемая на единицу массы·единицу площади электрода для электролиза на мембране или питающем проводнике, предпочтительно составляет 0,08 Н/(мг·см2) или более, более предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более, или дополнительно более предпочтительно, с точки зрения дополнительного упрощения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), составляет 0,2 Н/(мг·см2) или более. Значение верхнего предела конкретно не ограничивается, но предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее. Значение верхнего предела даже еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно еще более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее.
[0104] [Рулон]
Рулон по настоящему варианту осуществления содержит электрод для электролиза по настоящему варианту осуществления или слоистое изделие по настоящему варианту осуществления. То есть рулон по настоящему варианту осуществления получается намоткой электрода для электролиза по настоящему варианту осуществления или слоистого изделия по настоящему варианту осуществления. Сокращение размера электрода для электролиза по настоящему варианту осуществления или слоистого изделия по настоящему варианту осуществления намоткой в виде рулона по настоящему варианту осуществления может дополнительно улучшить технологичность.
[0105] [Электролизер]
Электролизер по настоящему варианту осуществления содержит электрод для электролиза по настоящему варианту осуществления. Далее в порядке примера приводится случай выполнения обычного электролиза соли с использованием ионообменной мембраны в качестве мембраны, и будет подробно описан один вариант осуществления электролизера.
[0106] [Электролитическая ячейка]
Фигура 5 иллюстрирует вид в разрезе электролитической ячейки 1.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 9, и катод 21 и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещено между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном варианте поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодной конструкцией 40.
[0107] Фигура 6 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 7 показывает электролизер 4. Фигура 8 показывает этап сборки электролизера 4. Как показано на Фигуре 6, электролитическая ячейка 1, катионообменная мембрана 2 и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними (смежными) в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней с нею электролитической ячейки 1 разделены катионообменной мембраной 2. Как показано на Фигуре 7, электролизер 4 состоит из множества электролитических ячеек 1, соединенных последовательно через ионообменную мембрану 2. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1. Как показано на Фигуре 8, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5.
[0108] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[0109] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[0110] (Анод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10. В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0111] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0112] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутри анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[0113] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 5, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 5.
Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газо–жидкостным сепаратором анодной стороны для отделения газа от жидкости. Газо–жидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[0114] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
Хотя это не показано на Фигуре 5, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[0115] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[0116] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[0117] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20. Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, химическое осаждение из паровой фазы (ХОПФ), физическое осаждение из паровой фазы (ФОПФ), пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0118] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическом компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
В качестве катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0119] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[0120] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[0121] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза по настоящему варианту осуществления, размещается в электролитической ячейке.
В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[0122] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[0123] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают ионообменную мембрану 2 (смотри Фигуры 5 и 6). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через ионообменную мембрану 2.
Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующую с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Тогда, например, в случае, где две электролитических ячейки 1 соединяются через ионообменную мембрану 2 (смотри Фигуру 6), каждая электролитическая ячейка 1, к которой присоединено уплотнение, должна быть уплотнена посредством ионообменной мембраны 2. Это уплотнение может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[0124] (Ионообменная мембрана 2)
Ионообменная мембрана 2 является такой, как описано в приведенном выше разделе об ионообменной мембране.
[0125] (Электролиз воды)
Электролизер по настоящему варианту осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
[0126] <Второй вариант осуществления>
Здесь будет подробно описан второй вариант осуществления настоящего изобретения со ссылкой на Фигуры 22–42.
[0127] [Слоистое изделие]
Слоистое изделие согласно второму варианту осуществления (далее в разделе <Второй вариант осуществления> называемому просто «настоящим вариантом осуществления») содержит электрод для электролиза и мембрану или питающий проводник в контакте с электродом для электролиза, причем сила, прилагаемая на единицу массы·единицу площади электрода для электролиза на мембране или питающем проводнике, составляет менее 1,5 Н/(мг·см2). Слоистое изделие по настоящему варианту осуществления, сконфигурированное как описано выше, может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может проявлять превосходные характеристики электролиза даже после обновления.
То есть в соответствии со слоистым изделием по настоящему варианту осуществления при обновлении электрода электрод может быть обновлен настолько простым действием, как обновление мембраны, без сложной работы, такой как разборка существующего электрода, закрепленного на электролитической ячейке, и тем самым заметно улучшается эффективность работ.
Кроме того, в соответствии со слоистым изделием по настоящему варианту осуществления, возможно сохранение или улучшение производительности электролиза нового электрода. Таким образом, электрод, закрепленный на стандартной новой электролитической ячейке и служащий в качестве анода и/или катода, должен служить только в качестве питающего проводника. Таким образом, также могут быть возможны заметное сокращение или устранение каталитического покрытия.
Слоистое изделие по настоящему варианту осуществления может храниться или транспортироваться к потребителям в состоянии, когда слоистое изделие намотано вокруг винилхлоридной трубы или тому подобной (в намотанном состоянии или тому подобном), заметно упрощая проведение погрузки-разгрузки.
В качестве питающего проводника по настоящему варианту осуществления могут быть использованы разнообразные упоминаемые ниже подложки, такие как изношенный электрод (то есть существующий электрод), и электрод, не имеющий каталитического покрытия.
Слоистое изделие по настоящему варианту осуществления может иметь частично закрепленный участок при условии, что слоистое изделие имеет вышеописанную конфигурацию. То есть в случае, где слоистое изделие по настоящему варианту осуществления имеет закрепленный участок, измерению подвергается участок, не имеющий закрепления, и полученное значение силы, прилагаемой на единицу массы·единицу площади электрода для электролиза, должно быть менее 1,5 Н/(мг·см2).
[0128] [Электрод для электролиза]
Электрод для электролиза по настоящему варианту осуществления имеет силу, прилагаемую на единицу массы·единицу площади, менее 1,5 Н/(мг·см2), предпочтительно 1,2 Н/(мг·см2) или менее, более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с питающим проводником (изношенным электродом и электродом, не имеющим каталитического покрытия) и тому подобным. Сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, еще более предпочтительно 1,0 Н/(мг·см2) или менее, даже еще более предпочтительно 1,00 Н/(мг·см2) или менее.
С позиции дополнительного улучшения производительности электролиза сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более. Еще более предпочтительно сила составляет 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, а более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
Масса в расчете на единицу площади предпочтительно составляет 48 мг/см2 или менее, более предпочтительно 30 мг/см2 или менее, еще более предпочтительно 20 мг/см2 или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и экономии, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность, прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
[0129] Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii), которые являются такими, как подробно описано в Примерах. Что касается прилагаемой силы, значение, полученное путем измерения методом (i) (также называемое «прилагаемая сила (1)»), и значение, полученное путем измерения методом (ii) (также называемое «прилагаемая сила (2)»), могут быть одинаковыми или различными, и каждое из значений составляет менее 1,5 Н/(мг·см2).
[0130] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности относительно указанной здесь ионообменной мембраны описываются в Примерах), и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляет от 0,5 до 0,8 мкм. Конкретный метод расчета среднего арифметического величины (Ra) поверхностной шероховатости описан в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[0131] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), составляет менее 1,5 Н/(мг·см2), предпочтительно 1,2 Н/(мг·см2) или менее, более предпочтительно 1,20 Н/(мг·см2) или менее, даже еще более предпочтительно 1,1 Н/(мг·см2) или менее, дополнительно еще более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), еще более предпочтительно 0,2 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Когда электрод для электролиза по настоящему варианту осуществления удовлетворяет прилагаемой силе (1), электрод может быть объединен с мембраной, например, такой как ионообменная мембрана или микропористая мембрана или с питающим проводником и использован (то есть в качестве слоистого изделия). Таким образом, при обновлении электрода устраняется операция по замене катода и анода, закрепленных на электролитической ячейке таким способом, как сварка, и заметно улучшается эффективность работ. В дополнение, применением электрода для электролиза по настоящему варианту осуществления в качестве слоистого изделия, объединенного с ионообменной мембраной, микропористой мембраной или с питающим проводником, можно сделать характеристики электролиза сравнимыми или более высокими, чем таковые для нового электрода.
При поставке новой электролитической ячейки электрод, закрепленный на электролитической ячейке, традиционно был подвергнут нанесению каталитического покрытия. Поскольку только комбинация электрода, не имеющего каталитического покрытия, с электродом для электролиза по настоящему варианту осуществления может обеспечивать функционирование электрода в качестве электрода, можно заметно сократить или устранить этап получения и объем катализатора для каталитического покрытия. Традиционный электрод, каталитическое покрытие на котором заметно сокращено или устранено, может быть электрически соединен с электродом для электролиза по настоящему варианту осуществления, и оставлен служащим в качестве питающего проводника для пропускания электрического тока.
[0132] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и никелевой пластины и на массу образца электрода на участке перекрывания с никелевой пластиной для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[0133] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), составляет менее 1,5 Н/(мг·см2), предпочтительно 1,2 Н/(мг·см2) или менее, более предпочтительно 1,20 Н/(мг·см2) или менее, даже еще более предпочтительно 1,1 Н/(мг·см2) или менее, дополнительно еще более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Электрод для электролиза по настоящему варианту осуществления, если удовлетворяет прилагаемой силе (2), может храниться или транспортироваться к потребителям в состоянии, когда электрод намотан вокруг винилхлоридной трубы или тому подобного (в намотанном состоянии или тому подобном), заметно упрощая проведение погрузки-разгрузки. Присоединением электрода для электролиза по настоящему варианту осуществления к изношенному существующему электроду с образованием слоистого изделия можно сделать характеристики электролиза сравнимыми или более высокими, чем таковые для нового электрода.
[0134] Из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[0135] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) составляет, но конкретно не ограничивается, предпочтительно 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0136] В настоящем варианте осуществления между мембраной, такой как ионообменная мембрана или микропористая мембрана и электрод или металлическая пористая пластина или металлическая пластина (то есть питающий проводник), такая как изношенный существующий электрод и электрод, не имеющий каталитического покрытия, и электродом для электролиза, предпочтительно размещается жидкость. В качестве жидкости может быть использована любая жидкость, такая как вода или органические растворители, при условии, что жидкость создает поверхностное натяжение. Чем выше поверхностное натяжение жидкости, тем больше сила, прилагаемая между мембраной и электродом для электролиза или между металлической пористой пластиной или металлической пластиной и электродом для электролиза. Таким образом, предпочтительна жидкость, имеющая более высокое поверхностное натяжение. Примеры жидкости включают следующие (численное значение в скобках представляет собой поверхностное натяжение жидкости при 20°С):
гексан (20,44 мН/м), ацетон (23,30 мН/м), метанол (24,00 мН/м), этанол (24,05 мН/м), этиленгликоль (50,21 мН/м) и вода (72,76 мН/м).
Жидкость, имеющая высокое поверхностное натяжение, обеспечивает возможность объединения (с образованием слоистого изделия) мембраны и электрода для электролиза, или металлической пористой пластины или металлической пластины (питающего проводника) и электрода для электролиза, облегчая тем самым обновление электрода. Жидкость между мембраной и электродом для электролиза или между металлической пористой пластиной или металлической пластиной (питающим проводником) и электродом для электролиза, может присутствовать в таком количестве, что оба из них сцепляются друг с другом под действием поверхностного натяжения. В результате этого, после помещения слоистого изделия в электролитическую ячейку, жидкость, если смешивается с раствором электролита, не влияет на сам электролиз ввиду небольшого количества жидкости.
С практической точки зрения, в качестве жидкости предпочтительно применяется жидкость, имеющая поверхностное натяжение от 24 мН/м до 80 мН/м, такая как этанол, этиленгликоль и вода. В особенности предпочтительной является вода или водный раствор щелочи, полученный растворением в воде каустической соды, гидроксида калия, гидроксида лития, гидрокарбоната натрия, гидрокарбоната калия, карбоната натрия, карбоната калия или тому подобного. В альтернативном варианте поверхностное натяжение может быть скорректировано приведением этих жидкостей в контакт с поверхностно–активным веществом. Когда содержится поверхностно–активное вещество, прочность сцепления между мембраной и электродом для электролиза или между металлической пористой пластиной или металлической пластиной (питающим проводником) и электродом для электролиза изменяется, позволяя регулировать технологичность. Поверхностно–активное вещество конкретно не ограничивается, и могут быть использованы как ионные поверхностно–активные вещества, так и неионные поверхностно–активные вещества.
[0137] Доля, измеренная следующим методом (2) на электроде для электролиза по настоящему варианту осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0138] Доля, измеренная следующим методом (3) на электроде для электролиза по настоящему варианту осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0139] Электрод для электролиза по настоящему варианту осуществления имеет пористую структуру и коэффициент открытой пористости или коэффициент пустотности, от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося во время электролиза, хотя без конкретного ограничения этим. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы. В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра), и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[0140] Значение, полученное путем измерения нижеследующим методом (А) электрода для электролиза по настоящему варианту осуществления, предпочтительно составляет 40 мм или менее, более предпочтительно 29 мм или менее, дополнительно предпочтительно 10 мм или менее, еще более предпочтительно 6,5 мм или менее с позиции технологичности. Конкретный способ измерения является таким, как описан в Примерах.
[Метод (A)]
В условиях температуры 23±2°C и относительной влажности 30±5% образец, полученный наслоением ионообменной мембраны и электрода для электролиза, наматывают вокруг и закрепляют на изогнутой поверхности втулки, выполненной из поливинилхлорида и имеющей внешний диаметр φ 32 мм, и оставляют, выдерживая в течение 6 часов; после этого, когда электрод для электролиза отделяют от образца и размещают на плоской пластине, измеряют высоты L1 и L2 в вертикальном направлении на обеих кромках электрода для электролиза, и их среднее значение используют в качестве значения измерения.
[0141] В электроде для электролиза в настоящем варианте осуществления вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с (здесь далее также называемых «условием 1 измерения»), предпочтительно составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм (здесь далее также называемое «вентиляционным сопротивлением 1»). Высокое вентиляционное сопротивление означает, что воздух протекает с бóльшим трудом, и относится к состоянию высокой плотности. В этом состоянии продукт электролиза остается в электроде, и реагенты с бóльшим трудом диффундируют внутрь электрода, и тем самым рабочие параметры электролиза (такие как напряжение) проявляют тенденцию к ухудшению. Концентрация на поверхности мембраны проявляет тенденцию к повышению. Более конкретно, концентрация каустической соды возрастает на поверхности катода, и подача рассола на поверхность анода имеет тенденцию к снижению. В результате этого продукт накапливается до высокой концентрации на поверхности раздела, на которой мембрана контактирует с электродом. Это накопление приводит к повреждению мембраны на поверхности катода и повреждению мембраны на поверхности анода. В настоящем варианте осуществления, чтобы предотвратить эти дефекты, вентиляционное сопротивление предпочтительно регулируется на 24 кПа·с/м или менее. По подобным соображениям, как указано выше, вентиляционное сопротивление более предпочтительно составляет менее 0,19 кПа·с/м, дополнительно предпочтительно 0,15 кПа·с/м или менее, еще более предпочтительно 0,07 кПа·с/м или менее.
В настоящем варианте осуществления, когда вентиляционное сопротивление выше определенного значения, NaOH, выделяющийся на электроде, имеет тенденцию накапливаться на поверхности раздела между электродом и мембраной, приводя к высокой концентрации в случае катода, и подача рассола имеет тенденцию к сокращению, обуславливая снижение концентрации рассола в случае анода. Чтобы предотвратить повреждение мембраны, которое может быть вызвано таким накоплением, вентиляционное сопротивление предпочтительно составляет менее 0,19 кПа·с/м, более предпочтительно 0,15 кПа·с/м или менее, еще более предпочтительно 0,07 кПа·с/м или менее.
Напротив, когда вентиляционное сопротивление является низким, сокращается площадь электрода, и уменьшается площадь, на которой происходит электролиз. Таким образом, могут ухудшаться рабочие параметры электролиза (такие как напряжение). Когда вентиляционное сопротивление становится нулевым, питающий проводник действует как электрод, поскольку не создается электрод для электролиза, и рабочие параметры электролиза (такие как напряжение) имеют тенденцию заметно ухудшаться. С этой точки зрения предпочтительное значение нижнего предела, идентифицируемое как вентиляционное сопротивление 1, конкретно не ограничивается, но предпочтительно составляет более 0 кПа·с/м, более предпочтительно 0,0001 кПа·с/м или более, еще более предпочтительно 0,001 кПа·с/м или более.
Когда вентиляционное сопротивление 1 составляет 0,07 кПа·с/м или менее, может не достигаться достаточная точность измерения применяемым для этого методом измерения. С этой точки зрения также можно оценивать электрод для электролиза, имеющий вентиляционное сопротивление 1 на уровне 0,07 кПа·с/м или менее, с помощью вентиляционного сопротивления (здесь далее также называемого «вентиляционным сопротивлением 2”»), полученным следующим методом измерения (здесь далее также называемого «условием 2” измерения»). То есть вентиляционное сопротивление 2 представляет собой вентиляционное сопротивление, измеренное, когда электрод для электролиза имеет размер 50 мм×50 мм, в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с.
Конкретные методы измерения вентиляционных сопротивлений 1 и 2 описаны в Примерах.
Вентиляционные сопротивления 1 и 2 могут быть в пределах вышеописанного диапазона при надлежащем регулировании, например, коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости имеет тенденцию приводить к меньшим значениям вентиляционного сопротивления 1 и 2, а меньший коэффициент открытой пористости приводит к более высоким значениям вентиляционного сопротивления 1 и 2.
[0142] В электроде для электролиза по настоящему варианту осуществления, как упомянуто выше, сила, прилагаемая на единицу массы·единицу площади электрода для электролиза на мембране или питающем проводнике, составляет менее 1,5 Н/(мг·см2). Тем самым электрод для электролиза по настоящему варианту осуществления прижимается с умеренной силой сцепления к мембране или питающему проводнику (например, существующему аноду или катоду в электролизере), чтобы тем самым обеспечивать возможность образования слоистого изделия с мембраной и питающим проводником. То есть нет необходимости в создании прочного закрепления мембраны или питающего проводника с электродом для электролиза сложным способом, таким как термокомпрессия. Слоистое изделие формируется только при относительно слабой силе, например, под действием поверхностного натяжения, обусловленного влагой, содержащейся в мембране, такой как ионообменная мембрана и микропористая мембрана, и тем самым может быть легко собрано слоистое изделие любого масштаба. Кроме того, такое слоистое изделие проявляет превосходные характеристики электролиза. Таким образом, слоистое изделие по настоящему варианту осуществления пригодно для применения в электролизе и может быть особенно предпочтительно использовано в таких вариантах применения, которые относятся к элементам электролизеров и к обновлению элементов.
[0143] Здесь далее будет описан один аспект электрода для электролиза по настоящему варианту осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 22, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность (стойкость) электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
На Фигуре 22 также показано, что поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[0144] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, и, кроме того, вентильные металлы, в том числе титан, хотя без ограничения этим. Подложка 10 предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применено любое из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, полученной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, с получением металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, проволочная сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
Примеры подложки 10 электрода для электролиза включают металлическую пористую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист и пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно–вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на одной или обеих ее поверхностях.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0145] В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. В альтернативном варианте предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
[0146] Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 8 мкм.
[0147] Далее будет описан случай, где электрод для электролиза по настоящему варианту осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 22 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает прочность сцепления со вторым слоем 30.
[0148] Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0149] Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0150] Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[0151] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
[0152] Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[0153] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0154] Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0155] Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[0156] Далее будет описана ситуация, где электрод для электролиза по настоящему варианту осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 20 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
[0157] (Второй слой)
Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
[0158] Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[0159] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как в случае электрода для электролиза. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода для электролиза.
[0160] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Способ получения по настоящему варианту осуществления, как упомянутый выше, может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, слой катализатора формируют на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкость, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[0161] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0162] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0163] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0164]
(Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0165] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0166] (Формирование второго слоя анода)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[0167] (Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0168] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0169] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0170] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0171] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0172] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора.
[0173] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[0174] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[0175] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
[0176] Электрод для электролиза по настоящему варианту осуществления может быть объединен с мембраной, такой как ионообменная мембрана или микропористая мембрана, и использован. Таким образом, электрод может быть применен в виде объединенного с мембраной электрода. Тогда устраняется работа по замене катода и анода при обновлении электрода и заметно улучшается эффективность работ.
Электрод, объединенный с мембраной, такой как ионообменная мембрана и микропористая мембрана, может сделать производительность электролиза сравнимой или более высокой, нежели производительность с новым электродом.
[0177] Далее будет подробно описана ионообменная мембрана.
[Ионообменная мембрана]
Ионообменная мембрана имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Слой покрытия содержит частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляет от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру, влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана из фторсодержащего полимера, в который введена ионообменная группа, содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[0178] Фигура 23 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
[0179] В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты, имеющий ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), и слой 2 карбоновой кислоты, имеющий ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»), и армирующие материалы сердцевины 4, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве анионообменной мембраны.
[0180] Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 23.
[0181] (Тело мембраны)
Сначала будет описано тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должно быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
[0182] Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, содержащий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[0183] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
[0184] Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[0185] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
[0186] Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
[0187] Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[0188] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[0189] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[0190] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[0191] Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[0192] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
[0193] Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[0194] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
[0195] Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
[0196] Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
[0197] Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
[0198] В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
[0199] В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[0200] (Слой покрытия)
Ионообменная мембрана имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 23, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
[0201] Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
[0202] Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
[0203] Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
[0204] Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
[0205] Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы, нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
[0206] Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частиц, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала.
[0207] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
[0208] Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[0209] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего для слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего для слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
[0210] Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
[0211] Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
[0212] В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[0213] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
[0214] Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
[0215] Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами, называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
[0216] Материал армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
[0217] Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
[0218] Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
[0219] В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными пряжами или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и сирсакер.
[0220] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
[0221] Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных пряжи сплетены с уточными пряжами со скручиванием, переплетения «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного с позиции размерной стабильности, механической прочности и простоты изготовления.
[0222] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
[0223] Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
[0224] Относительное отверстие армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
[0225] Относительное отверстие армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[0226] Фигура 24 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 24, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
[0227] Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[0228] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная нить (пряжа) или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные пряжи с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
[0229] Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити.
[0230] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
[0231] Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых пряжей). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых пряжей).
[0232] Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
[0233] Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (такие как ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
[0234] Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[0235] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом.
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом.
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом.
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы.
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[0236] Далее каждый из этапов будет описан подробно.
[0237] Этап (1): этап получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[0238] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
[0239] В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
[0240] На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[0241] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
[0242] Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
[0243] Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[0244] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
[0245] Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
[0246] Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
[0247] Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
[0248] Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
[0249] С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
[0250] Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
[0251] Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[0252] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
[0253] В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[0254] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
[0255] На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
[0256] Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
[0257] Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[0258] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
[0259] Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся толщина. Температура более предпочтительно составляет от 75 до 100°C.
[0260] Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
[0261] Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 25(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[0262] Фигуры 25(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
[0263] Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
[0264] Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
[0265] Фигура 25(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[0266] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
[0267] Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
[0268] Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
[0269] Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
[0270] Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
[0271] Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[0272] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[0273] Причиной того, почему слоистое изделие по настоящему варианту осуществления обеспечивает превосходные характеристики электролиза, предполагается следующее. Когда мембрана и электрод плотно прижимаются друг к другу таким способом, как термокомпрессия, которая является стандартным способом, электрод вдавливается в мембрану и тем самым физически слипается (сцепляется) с нею. Этот сцепленный участок препятствует миграции ионов натрия в мембрану, тем самым заметно повышая электрическое напряжение. Между тем, подавление миграции ионов натрия в мембрану, которое составляло проблему в уровне техники, устраняется тем, что электрод для электролиза примыкает к мембране или к питающему проводнику с умеренной силой сцепления, как в настоящем варианте осуществления. Согласно вышеуказанному, когда мембрана или питающий проводник примыкают к электроду для электролиза с умеренной силой сцепления, мембрана или питающий проводник и электрод для электролиза, несмотря на то, что они составляют объединенный узел, могут обеспечивать превосходную производительность электролиза.
[0274] [Рулон]
Рулон по настоящему варианту осуществления содержит слоистое изделие по настоящему варианту осуществления. То есть рулон по настоящему варианту осуществления получается намоткой слоистого изделия по настоящему варианту осуществления. Сокращение размера слоистого изделия по настоящему варианту осуществления намоткой в виде рулона по настоящему варианту осуществления может дополнительно улучшить технологичность.
[0275] [Электролизер]
Электролизер по настоящему варианту осуществления содержит слоистое изделие по настоящему варианту осуществления. Далее в порядке примера приводится случай выполнения обычного электролиза соли с использованием ионообменной мембраны в качестве мембраны, и будет подробно описан один вариант осуществления электролизера.
[0276] [Электролитическая ячейка]
Фигура 26 иллюстрирует вид в разрезе электролитической ячейки 1.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 30, и катод 21, и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещен между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном варианте поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодной конструкцией 40.
[0277] Фигура 27 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 28 показывает электролизер 4. Фигура 29 показывает этап сборки электролизера 4. Как показано на Фигуре 27, электролитическая ячейка 1, катионообменная мембрана 2 и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней с нею электролитической ячейки 1 разделены катионообменной мембраной 2. Как показано на Фигуре 28, электролизер 4 состоит из множества электролитических ячеек 1, соединенных последовательно через ионообменную мембрану 2. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1. Как показано на Фигуре 29, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5.
[0278] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
[0279] В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[0280] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[0281] (Анод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10. В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0282] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0283] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутри анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[0284] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как газообразный хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 26, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 26.
[0285] Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газо–жидкостным сепаратором анодной стороны для отделения газа от жидкости. Газо–жидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[0286] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как газообразный хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
[0287] Хотя это не показано на Фигуре 26, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[0288] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[0289] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[0290] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20. Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0291] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическим компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. В альтернативном варианте могут быть применены никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0292] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[0293] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
[0294] Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[0295] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза по настоящему варианту осуществления, размещается в электролитической ячейке.
[0296] В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[0297] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
[0298] Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[0299] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают ионообменную мембрану 2 (смотри Фигуры 26 и 27). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через ионообменную мембрану 2.
[0300] Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующая с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Тогда, например, в случае, где две электролитических ячейки 1 соединяются через ионообменную мембрану 2 (смотри Фигуру 27), каждая электролитическая ячейка 1, к которой присоединено уплотнение, должна быть уплотнена посредством ионообменной мембраны 2. Это уплотнение может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[0301] (Ионообменная мембрана 2)
Ионообменная мембрана 2 является такой, как описано в приведенном выше разделе об ионообменной мембране.
[0302] (Электролиз воды)
Электролизер по настоящему варианту осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
[0303] (Применение слоистого изделия)
Слоистое изделие по настоящему варианту осуществления может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может обеспечивать превосходную производительность электролиза даже после обновления, как упомянуто выше. Другими словами, слоистое изделие по настоящему варианту осуществления может быть с пользой применено в качестве слоистого изделия для замены элемента в электролизере. Слоистое изделие, используемое в таких вариантах применения, более конкретно называется «мембрано–электродной сборкой».
[0304] (Упаковка)
Слоистое изделие по настоящему варианту осуществления предпочтительно транспортируют или подобным образом обращаются с ним, заключая его в упаковочный материал. То есть упаковка по настоящему варианту осуществления содержит слоистое изделие по настоящему варианту осуществления и упаковочный материал, в который упаковано слоистое изделие. Упаковка по настоящему варианту осуществления, сконфигурированная, как описано выше, может предотвращать налипание загрязнений и повреждение, которые могут происходить во время транспортирования или тому подобного, слоистого изделия по настоящему варианту осуществления. Когда слоистое изделие используют для замены элементов электролизера, его особенно предпочтительно транспортируют или подобным образом обращаются с ним в виде упаковки по настоящему варианту осуществления. В качестве упаковочного материала по настоящему варианту осуществления, который конкретно не ограничивается, могут быть использованы известные разнообразные упаковочные материалы. В альтернативном варианте упаковка по настоящему варианту осуществления может быть изготовлена, например, способом, включающим упаковку слоистого изделия по настоящему варианту осуществления в чистый упаковочный материал с последующей герметизацией или тому подобным, хотя без ограничения этим.
[0305] <Третий вариант осуществления>
Здесь будет подробно описан третий вариант осуществления настоящего изобретения со ссылкой на Фигуры 43–62.
[0306] [Слоистое изделие]
Слоистое изделие согласно третьему варианту осуществления (далее в разделе <Третий вариант осуществления> называемому просто «настоящим вариантом осуществления») содержит мембрану и электрод для электролиза, закрепленный по меньшей мере одной областью поверхности «мембраны» (далее называемой просто «областью крепления»), и величина этой области на поверхности мембраны составляет более 0% и менее 93%. Слоистое изделие по настоящему варианту осуществления, сконфигурированное как описано выше, может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может проявлять превосходные характеристики электролиза даже после обновления.
То есть в соответствии со слоистым изделием по настоящему варианту осуществления, при обновлении электрода электрод может быть обновлен настолько простым действием, как обновление мембраны, без сложной работы, такой как разборка существующего электрода, закрепленного на электролитической ячейке, и тем самым заметно улучшается эффективность работ.
Кроме того, в соответствии со слоистым изделием по настоящему варианту осуществления, возможно сохранение производительности электролиза с существующей электролитической ячейкой сравнительно с характеристикой нового электрода или улучшение производительности электролиза. Таким образом, электрод, закрепленный на существующей электролитической ячейке и служащий в качестве анода и/или катода, должен действовать только как питающий проводник. Таким образом, также могут быть возможны заметное сокращение или устранение каталитического покрытия. Питающий проводник здесь означает изношенный электрод (то есть существующий электрод), электрод, не имеющий каталитического покрытия, и тому подобный.
[0307] [Электрод для электролиза]
Электрод для электролиза по настоящему варианту осуществления конкретно не ограничивается при условии, что электрод представляет собой электрод, используемый для электролиза, и предпочтительно имеет площадь поверхности, противолежащей мембране электрода для электролиза (соответствует описываемой ниже площади S2 проводящей поверхности) 0,01 м2 или более. «Поверхность, противолежащая мембране» означает поверхность из поверхностей электрода для электролиза, на которой находится мембрана. То есть поверхность, противолежащая мембране в электроде для электролиза, также может быть поверхностью, которая примыкает к поверхности мембраны. Когда площадь поверхности, противолежащей мембране в электроде для электролиза, составляет 0,01 м2 или более, может достигаться достаточная производительность, и в особенности когда электролиз проводится в промышленном масштабе, может быть получена достаточная производительность. Таким образом, с позиции достижения достаточной производительности и обеспечения практичности слоистого изделия, применяемого для обновления электролитической ячейки, площадь поверхности, противолежащей мембране в электроде для электролиза, более предпочтительно составляет 0,1 м2 или более, дополнительно предпочтительно 1 м2 или более. Площадь может быть измерена, например, описываемым в Примерах способом.
[0308] Электрод для электролиза по настоящему варианту осуществления имеет силу, прилагаемую на единицу массы·единицу площади, предпочтительно 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с питающим проводником (изношенным электродом и электродом, не имеющим каталитического покрытия) и тому подобным. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, еще более предпочтительно 1,0 Н/(мг·см2) или менее, даже еще более предпочтительно 1,00 Н/(мг·см2) или менее.
С позиции дополнительного улучшения производительности электролиза сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более. Еще более предпочтительно сила составляет 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, а более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
Масса в расчете на единицу площади предпочтительно составляет 48 мг/см2 или менее, более предпочтительно 30 мг/см2 или менее, еще более предпочтительно 20 мг/см2 или менее с точки зрения обеспечения хорошей технологичости и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и экономии, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность, прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
[0309] Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii). Значение, полученное путем измерения методом (i) (также называемое «прилагаемая сила (1)»), и значение, полученное путем измерения методом (ii) (также называемое «прилагаемая сила (2)»), могут быть одинаковыми или различными, и каждое из значений предпочтительно составляет менее 1,5 Н/(мг·см2).
[0310] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм), и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляет от 0,5 до 0,8 мкм. Конкретный метод расчета среднего арифметического величины (Ra) поверхностной шероховатости описан в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[0311] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), еще более предпочтительно 0,2 Н/(мг·см2) или более, с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0312] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и никелевой пластины и на массу образца электрода на участке перекрывания с никелевой пластиной для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[0313] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Кроме того, сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2) с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0314] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) составляет, но конкретно не ограничивается, предпочтительно 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0315] Доля, измеренная следующим методом (2) на электроде для электролиза по настоящему варианту осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0316] Доля, измеренная следующим методом (3) на электроде для электролиза по настоящему варианту осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0317] Электрод для электролиза по настоящему варианту осуществления имеет пористую структуру и коэффициент открытой пористости или коэффициент пустотности, от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося во время электролиза, хотя без конкретного ограничения этим. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы. В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра), и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[0318] Здесь далее будет описан один аспект электрода для электролиза по настоящему варианту осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 43, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
Кроме того, как показано на Фигуре 43, поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[0319] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, и, кроме того, вентильные металлы, в том числе титан, хотя без ограничения этим. Подложка 10 предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применено любое из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, полученной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, с получением металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, проволочная сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
Примеры подложки 10 электрода для электролиза включают металлическую пористую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист и пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно–вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на одной или обеих ее поверхностях.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0320] В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. В альтернативном варианте предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
[0321] Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 8 мкм.
[0322] Далее будет описан случай, где электрод для электролиза по настоящему варианту осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 43 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает прочность сцепления со вторым слоем 30.
[0323] Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0324] Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0325] Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[0326] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
[0327] Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[0328] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0329] Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0330] Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[0331] Далее будет описана ситуация, где электрод для электролиза по настоящему варианту осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 20 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
[0332] (Второй слой)
Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[0333] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как в случае электрода. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода.
[0334] В настоящем варианте осуществления электрод для электролиза предпочтительно содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy, с позиции достижения достаточной производительности электролиза.
[0335] В настоящем варианте осуществления, из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[0336] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Способ получения по настоящему варианту осуществления, как упомянутый выше, может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, слой катализатора формируют на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкость, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[0337] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0338] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0339] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0340] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0341] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0342] (Формирование второго слоя)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[0343] (Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0344] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0345] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0346] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0347] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0348] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора.
[0349] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[0350] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[0351] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
[0352] Электрод для электролиза по настоящему варианту осуществления может быть объединен с мембраной, такой как ионообменная мембрана или микропористая мембрана, и использован. Таким образом, слоистое изделие по настоящему варианту осуществления может быть применена в виде объединенного с мембраной электрода. Тогда устраняется работа по замене катода и анода при обновлении электрода и заметно улучшается эффективность работ.
Электрод, объединенный с мембраной, такой как ионообменная мембрана и микропористая мембрана, может сделать производительность электролиза сравнимой или более высокой, нежели производительность с новым электродом.
[0353] Далее будет подробно описана ионообменная мембрана.
[Ионообменная мембрана]
Ионообменная мембрана конкретно не ограничивается при условии, что мембрана может быть ламинирована с электродом для электролиза, и могут использоваться разнообразные ионообменные мембраны. В настоящем варианте осуществления предпочтительно применяется ионообменная мембрана, которая имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Предпочтительно, чтобы слой покрытия содержал частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляла от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру, влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстрироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана из фторсодержащего полимера, в который введена ионообменная группа, содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[0354] Фигура 44 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
[0355] В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты, имеющий ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), и слой 2 карбоновой кислоты, имеющий ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»), и армирующие материалы сердцевины 4, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве анионообменной мембраны.
[0356] Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 44.
[0357] (Тело мембраны)
Сначала будет описан тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должен быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
[0358] Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, содержащий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[0359] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
[0360] Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[0361] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
[0362] Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
[0363] Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[0364] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[0365] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[0366] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[0367] Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[0368] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
[0369] Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[0370] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
[0371] Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
[0372] Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
[0373] Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
[0374] В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
[0375] В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[0376]
(Слой покрытия)
Ионообменная мембрана предпочтительно имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 44, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
[0377] Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
[0378] Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
[0379] Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
[0380] Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
[0381] Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы, нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
[0382] Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частиц, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала.
[0383] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
[0384] Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[0385] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего для слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего для слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
[0386] Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
[0387] Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
[0388] В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[0389] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
[0390] Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
[0391] Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами, называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
[0392] Материал армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
[0393] Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
[0394] Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
[0395] В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными пряжами или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и жатый ситец (сирсакер).
[0396] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
[0397] Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных прядями сплетены с уточными прядями со скручиванием, переплетения «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного с позиции размерной стабильности, механической прочности и простоты изготовления.
[0398] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
[0399] Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
[0400] Относительное отверстие армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
[0401] Относительное отверстие армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[0402] Фигура 45 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 45, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
[0403] Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[0404] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная нить или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные пряжи с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
[0405] Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити.
[0406] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
[0407] Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых пряжей). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых пряжей).
[0408] Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
[0409] Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (например, ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
[0410] Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[0411] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом,
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы,
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[0412] Далее каждый из этапов будет описан подробно.
[0413] Этап (1): этап получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[0414] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
[0415] В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
[0416] На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[0417] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
[0418] Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
[0419] Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[0420] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
[0421] Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
[0422] Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
[0423] Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
[0424] Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
[0425] С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
[0426] Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
[0427] Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[0428] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
[0429] В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[0430] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
[0431] На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
[0432] Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
[0433] Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[0434] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
[0435] Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся толщина. Температура более предпочтительно составляет от 75 до 100°C.
[0436] Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
[0437] Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 46(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[0438] Фигуры 46(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
[0439] Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
[0440] Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
[0441] Фигура 46(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[0442] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
[0443] Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
[0444] Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
[0445] Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
[0446] Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
[0447] Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[0448] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[0449] В настоящем варианте осуществления мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение EW (ионообменной емкости), отличное от EW слоя первой ионообменной смолы. В дополнение, мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей иную функциональную группу, нежели функциональная группа в слое первой ионообменной смолы. Ионообменная емкость может быть скорректирована посредством введенной функциональной группы, и функциональные группы, которые могут быть введены, являются такими, как упомянуто выше.
[0450] [Область крепления]
В настоящем варианте осуществления электрод для электролиза закреплен по меньшей мере в одной области поверхности мембраны, и в разделе <Третий вариант осуществления> одна или две, или многие области также называются областями крепления. Область крепления в настоящем варианте осуществления конкретно не ограничивается при условии, что область представляет собой часть, назначением которой является предотвращение отделения электрода для электролиза от мембраны и закрепление мембраны на электроде для электролиза. Например, электрод для электролиза сам по себе служит в качестве крепежного средства, образуя область крепления, или крепежный элемент, который является отдельным от электрода для электролиза, может служить крепежным средством для образования области крепления. Область крепления в настоящем варианте осуществления может присутствовать только в положении, соответствующем проводящей поверхности во время электролиза, или может быть протяженной до положения, соответствующего непроводящей поверхности. «Проводящая поверхность» соответствует участку, рассчитанному на обеспечение миграции электролитов между анодной камерой и катодной камерой. «Непроводящая поверхность» означает иной участок, нежели проводящая поверхность.
Кроме того, в настоящем варианте осуществления доля области крепления на поверхности мембраны (ниже называемая просто «долей α»), будет составлять более 0% и менее 93%. Вышеуказанная доля может быть определена как доля площади области крепления (ниже называемая просто «площадью S3») в площади поверхности мембраны (ниже называемой просто «площадью S1»). В настоящем варианте осуществления «поверхность мембраны» означает поверхность стороны, на которой присутствует электрод для электролиза, среди поверхностей, которые имеет мембрана. Площадь, не покрываемая электродом для электролиза в вышеупомянутой поверхности мембраны, также входит в площадь S1.
С точки зрения улучшения стабильности образованного мембраной и электродом для электролиза слоистого изделия, доля α (=100×S3/S1) предпочтительно составляет 0,00000001% или более, более предпочтительно 0,0000001% или более. Напротив, как согласно стандартной технологии, в случае мембраны и электрода для электролиза, плотно соединенных друг с другом по всей контактной поверхности между ними таким способом, как термокомпрессия (то есть в ситуации, где доля составляет 100%), вся поверхность контакта электрода упирается в мембрану и тем самым физически склеивается с нею. Такая область прилегания препятствует миграции ионов натрия в мембране, тем самым заметно повышая электрическое напряжение. В настоящем варианте осуществления с целью создания достаточного пространства для свободной миграции ионов вышеуказанная доля составляет менее 93%, предпочтительно 90% или менее, более предпочтительно 70% или менее, еще более предпочтительно менее 60%.
[0451] В настоящем варианте осуществления, с точки зрения достижения лучшей производительности электролиза, предпочтительно регулировать площадь области соответственно только проводящей поверхности (ниже называемой просто «площадью S3’») в площади области крепления (площади S3). То есть предпочтительно регулировать долю площади S3’ (ниже называемую просто «долей β») в площади проводящей поверхности (ниже называемой просто «площадью S2»). Площадь S2 может быть идентифицирована как площадь поверхности электрода для электролиза (подробности будут изложены ниже). Более конкретно, в настоящем варианте осуществления доля β (=100×S3’/S2) предпочтительно составляет более 0% и менее 100%, более предпочтительно 0,0000001% или более и менее 83%, более предпочтительно 0,000001% или более и 70% или менее, еще более предпочтительно 0,00001% или более и 25% или менее.
[0452] Вышеописанные доли α и β могут быть измерены, например, следующим образом:
Сначала рассчитывают площадь S1 поверхности мембраны. Затем рассчитывают площадь S2 электрода для электролиза. Площади S1 и S2 здесь могут быть выявлены как площадь, когда слоистое изделие из мембраны и электрода для электролиза рассматривают со стороны электрода для электролиза (смотри Фигуру 57).
Форма электрода для электролиза конкретно не ограничивается, и электрод может иметь отверстия. В случае, где форма представляет собой сетку или тому подобное, которая имеет отверстия и коэффициент открытой пористости составляет менее 90% (i), как для S2, участки отверстий включены в площадь S2. Напротив, в случае, где коэффициент открытой пористости составляет 90% или более (ii), область за исключением участков отверстий используется для расчета S2, чтобы достигать достаточной производительности электролиза. Указанный здесь коэффициент открытой пористости представляет собой численное значение (%; 100×S’/S’’), полученное делением общей площади S’ участков отверстий в электроде для электролиза на площадь S’’ электрода для электролиза, которое получается, когда участки отверстий включены в площадь.
Площадь области крепления (площадь S3 и площадь S3’) будут пояснены ниже.
Как описано выше, доля α (%) области на поверхности мембраны может быть определена расчетом 100×(S3/S1). Кроме того, доля β (%) площади участка, соответствующего только проводящей поверхности области крепления, относительно площади проводящей поверхности, может быть определена расчетом 100×(S3’/S2).
Более конкретно, измерение может быть выполнено способом, описываемым в приведенных ниже Примерах.
[0453] Площадь S1 поверхности мембраны, идентифицируемая, как указано выше, конкретно не ограничивается, но предпочтительно составляет величину, 1–кратную или более и 5–кратную или менее, более предпочтительно 1–кратную или более и 4–кратную или менее, еще более предпочтительно 1–кратную или более и 3–кратную или менее величины площади S2 проводящей поверхности.
[0454] В настоящем варианте осуществления конфигурация крепления не предполагается быть ограниченной, но, например, может применяться конфигурация крепления, приведенная ниже в порядке примеров. Может быть использована только одна конфигурация крепления или могут применяться две или более конфигураций крепления в комбинации.
[0455] В настоящем варианте осуществления по меньшей мере часть электрода для электролиза предпочтительно пронизывает мембрану и тем самым закрепляется в области крепления. Этот аспект будет описан с использованием Фигуры 47А.
На фигуре 47А по меньшей мере часть электрода 2 для электролиза пронизывает мембрану 3 и тем самым закрепляется. Как показано на Фигуре 47А, часть электрода 2 для электролиза пронизывает мембрану 3. Фигура 47А показывает пример, в котором электрод 2 для электролиза представляет собой металлический пористый электрод. То есть на фигуре 47А множество участков электрода 2 для электролиза показаны раздельными, но эти участки являются непрерывными. Таким образом, показано поперечное сечение цельного металлического пористого электрода (то же самое применимо на Фигурах 48–51 ниже).
В конфигурации электрода, когда мембрана 3 в предварительно заданном положении (положении, которое представляет собой область крепления) прижата к электроду 2 для электролиза, например, часть мембраны 3 вдавливается в геометрическую форму выступов или в геометрическую форму отверстий на поверхности электрода 2 для электролиза. Тогда углубления на поверхности электрода и выступы вокруг отверстий проникают в мембрану 3 и предпочтительно пронизывают наружную поверхность 3b мембраны 3, как показано на Фигуре 47А.
[0456] Как описано выше, конфигурация крепления на фигуре 47А может быть сформирована прижатием мембраны 3 к электроду 2 для электролиза. В этом случае мембрану 3 размягчают нагреванием и затем подвергают термокомпрессии и термовакуумной обработке. Затем электрод 2 для электролиза пронизывает мембрану 3. В альтернативном варианте мембрана 3 может быть использована в расплавленном состоянии. В этом случае мембрана 3 предпочтительно всасывается со стороны наружной поверхности 2b (стороны задней поверхности) электрода 2 для электролиза в состоянии, показанном на фигуре 47В. Область, в которой мембрана 3 вдавливается в электрод 2 для электролиза, составляет «область крепления».
[0457] Конфигурацию крепления, показанную на фигуре 47А, можно рассмотреть с помощью увеличительного стекла (лупы), оптического микроскопа или электронного микроскопа. Поскольку электрод 2 для электролиза пронизывал мембрану 3, можно оценить конфигурацию крепления на фигуре 47А посредством испытания на проводимость между наружной поверхностью 3b мембраны 3 и наружной поверхностью 2b электрода 2 для электролиза с использованием тестера или тому подобного.
[0458] На фигуре 47А участки пронизывания в разделяющей анодную камеру и катодную камеру мембране предпочтительно являются непроницаемыми для раствора электролита. Таким образом, размер пор на участке пронизывания предпочтительно является достаточно небольшим, не позволяя электролиту проникать через этот участок. Более конкретно, предпочтительно проявляются характеристики, сравнимые с характеристиками мембраны, не имеющей участка пронизывания, когда выполняется испытание электролиза. В альтернативном варианте участок пронизывания предпочтительно подвергается обработке для предотвращения проникновения раствора электролита. Предпочтительным является применение на участке пронизывания материала, который не вымывается или не разлагается раствором электролита анодной камеры, образованными в анодной камере продуктами, раствором электролита катодной камеры и продуктами, образованными в катодной камере. Например, предпочтительны EPDM и фторсодержащие смолы. Более предпочтительна фторсодержащая смола, имеющая ионообменную группу.
[0459] В настоящем варианте осуществления по меньшей мере часть электрода для электролиза предпочтительно расположена внутри мембраны и тем самым закреплена в области крепления. Этот аспект будет описан с использованием Фигуры 48А.
[0460] Как описано выше, поверхность электрода 2 для электролиза имеет геометрию выступов и геометрию отверстий. В варианте осуществления, показанном на фигуре 48А, часть поверхности электрода входит в мембрану 3, достигая предварительно заданного положения (положения, которое представляет собой область крепления), и тем самым закрепляется. Показанная на фигуре 48А конфигурация крепления может быть образована вдавливанием мембраны 3 в поверхность электрода 2 для электролиза. В этом случае конфигурация крепления по Фигуре 48А предпочтительно создается размягчением мембраны 3 нагреванием, и затем путем термокомпрессии или термовакуумной обработки мембраны 3. В альтернативном варианте конфигурация крепления на фигуре 48А может быть образована расплавлением мембраны 3. В этом случае мембрана 3 предпочтительно всасывается со стороны наружной поверхности 2b (стороны задней поверхности) электрода 2 для электролиза.
[0461] Показанную на фигуре 48А конфигурацию крепления можно обследовать с помощью увеличительного стекла (лупы), оптического микроскопа или электронного микроскопа. В особенности предпочтителен способ, включающий подвергание образца обработке с заливкой в смолу, затем создания поперечного сечения с помощью микротома и обследования поперечного сечения. В конфигурации крепления, показанной на фигуре 48А, электрод 2 для электролиза не пронизывает мембрану 3. Таким образом, испытанием на проводимость нельзя выявить проводимость между наружной стороной 3b мембраны 3 и наружной поверхностью 2b электрода 2 для электролиза.
[0462] В настоящем варианте осуществления предпочтительно дополнительное наличие крепежного элемента для закрепления мембраны и электрода для электролиза. Этот аспект будет описан с использованием Фигур 49А–С.
[0463] Показанная на фигуре 49А конфигурация крепления представляет собой конфигурацию, в которой используется крепежный элемент 7, который является отдельным от электрода 2 для электролиза и мембраны 3, и крепежный элемент 7 пронизывает и тем самым закрепляет электрод 2 для электролиза и мембрану 3. Электрод 2 для электролиза необязательно должен быть пронизан крепежным элементом 7 и должен быть закреплен крепежным элементом 7 так, чтобы не отделяться от мембраны 3. Материал для крепежного элемента 7 конкретно не ограничивается, и в качестве крепежного элемента 7 могут быть использованы материалы, состоящие, например, из металла, смолы или тому подобного. Примеры металла включают никель, нихром, титан и нержавеющую сталь (SUS). Могут быть использованы их оксиды. Примеры смолы, которая может быть использована, включают фторсодержащие смолы (например, политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкоксиэтилена (PFA), сополимеры тетрафторэтилена и этилена (ETFE), описываемые ниже материалы для мембраны 3, поливинилиденфторид (PVDF), этилен–пропилен–диеновый каучук (EPDM), полиэтилен (PP), полипропилен (PE), нейлон и арамид.
Например, в настоящем варианте осуществления применяется нитевидный крепежный элемент 7 (нитевидный металл или полимер) для сшивания в предварительно заданном положении (положении области крепления) между наружной поверхностью 2b электрода 2 для электролиза и наружной поверхностью 3b мембраны 3, как показано на Фигурах 49В и С. Нитевидный полимер конкретно не ограничивается, но его примеры включают пряжи из PTFE. Также можно скреплять электрод 2 для электролиза с мембраной 3 с использованием такого крепежного средства, как защипы.
[0464] На Фигурах 49А–С раствор электролита предпочтительно не проникает через разделяющую анодную камеру и катодную камеру мембрану на участке пронизывания. Таким образом, размер пор на участке пронизывания предпочтительно является достаточно небольшим, не позволяя раствору электролита проникать через этот участок. Более конкретно, предпочтительно проявляются характеристики, сравнимые с характеристиками мембраны, не имеющей участка пронизывания, когда выполняется испытание электролиза. В альтернативном варианте участок пронизывания предпочтительно подвергается обработке для предотвращения проникновения раствора электролита. Предпочтительным является применение на участке пронизывания материала, который не вымывается или не разлагается раствором электролита анодной камеры, образованными в анодной камере продуктами, раствором электролита катодной камеры и продуктами, образованными в катодной камере. Например, предпочтительны EPDM и фторсодержащие смолы. Более предпочтительна фторсодержащая смола, имеющая ионообменную группу.
[0465] Показанная на фигуре 50 конфигурация крепления представляет собой конфигурацию, в которой закрепление достигается посредством органической смолы (адгезивного слоя), размещенной между электродом 2 для электролиза и мембраной 3. То есть на фигуре 50 показана конфигурация, в которой органическая смола в качестве крепежного элемента 7 размещается в предварительно заданном положении (положении области крепления) между электродом 2 для электролиза и мембраной 3, чтобы тем самым закрепить их склеиванием. Например, органическую смолу наносят на внутреннюю поверхность 2а электрода 2 для электролиза, внутреннюю поверхность 3а мембраны 3 или на одну или на обе из внутренней поверхности 2а электрода 2 для электролиза и внутренней поверхности 3а мембраны 3. Затем показанная на фигуре 50 конфигурация крепления может быть образована наслоением электрода 2 для электролиза на мембрану 3. Материалы для органической смолы конкретно не ограничиваются, но их примеры, которые могут быть применены, включают фторсодержащие смолы (например, PTFE, PFA и ETFE), и смолы, подобные материалам, составляющим мембрану 3, как упомянуто выше. Также могут быть применены, насколько уместно, имеющиеся в продаже на рынке фторсодержащие адгезивы и PTFE–дисперсии. Кроме того, также могут быть использованы многоцелевые винилацетатные адгезивы, клеи на основе этилен–винилацетатных сополимеров, клеи на основе акриловых смол, α–олефиновые адгезивы, клеи на основе бутадиен–стирольных каучуковых латексов, адгезивы на основе винилхлоридных смол, хлоропреновые адгезивы, нитрилкаучуковые клеи, адгезивы на основе уретановых каучуков, эпоксидные клеи, адгезивы на основе силиконовых смол, модифицированные силиконовые адгезивы, адгезивы на основе модифицированным эпоксидами силиконовых смол, адгезивы на основе силилированных уретановых смол, цианакрилатные клеи и тому подобное.
В настоящем варианте осуществления могут быть использованы органические смолы, которые растворяются в растворе электролита или растворяются или разлагаются во время электролиза. Примеры органических смол, которые растворяются в растворе электролит, или растворяются или разлагаются во время электролиза, включают, но без ограничения этим, винилацетатные адгезивы, клеи на основе этилен–винилацетатных сополимеров, клеи на основе акриловых смол, α–олефиновые адгезивы, клеи на основе бутадиен–стирольных каучуковых латексов, адгезивы на основе винилхлоридных смол, хлоропреновые адгезивы, нитрилкаучуковые клеи, адгезивы на основе уретановых каучуков, эпоксидные клеи, адгезивы на основе силиконовых смол, модифицированные силиконовые адгезивы, адгезивы на основе модифицированным эпоксидами силиконовых смол, адгезивы на основе силилированных уретановых смол и цианакрилатные клеи.
Показанная на фигуре 50 конфигурация крепления может быть обследована с помощью оптического микроскопа или электронного микроскопа. В особенности предпочтителен способ, включающий подвергание образца обработке с заливкой в смолу, затем создания поперечного сечения с помощью микротома и обследования поперечного сечения.
[0466] В настоящем варианте осуществления по меньшей мере часть крепежного элемента предпочтительно снаружи зажимает мембрану и электрод для электролиза. Этот аспект будет описан с использованием Фигуры 51А.
Показанная на фигуре 51А конфигурация крепления представляет собой конфигурацию, в которой электрод 2 для электролиза и мембрана 3 зажаты снаружи и закреплены. То есть наружная поверхность 2b электрода 2 для электролиза и наружная поверхности 3b мембраны 3 проложены между и скреплены зажимным средством (приспособлением) в качестве крепежного элемента 7. В показанной на фигуре 51А конфигурации крепления также включено состояние, в котором зажимное средство зацепляется за электрод 2 для электролиза и мембрану 3. Примеры зажимного средства включают липкую ленту и скрепки.
В настоящем варианте осуществления может быть использован зажимной элемент, который растворяется в растворе электролита. Примеры зажимного элемента, который растворяется в растворе электролита, включают ленту и скрепки из PET, а также ленту и скрепки из PVA.
[0467] В конфигурации крепления, показанной на фигуре 51А, в отличие от примеров согласно Фигурам 47–50, электрод 2 для электролиза и мембрана 3 не соединены на поверхности раздела между ними, но внутренняя поверхность 2а электрода 2 для электролиза и внутренняя поверхность 3а мембраны 3 только примыкают друг к другу или находятся напротив друг друга. Удалением зажимного элемента можно высвободить электрод 2 для электролиза и мембрану 3 из закрепленного состояния и отделить электрод 2 для электролиза от мембраны 3.
Хотя это не показано на Фигуре 51А, также можно закрепить электрод 2 для электролиза и мембрану 3 с использованием зажимного элемента в электролитической ячейке.
Например, можно отогнуть PTFE–ленту назад, закрепляя мембрану и электрод.
[0468] Кроме того, в настоящем варианте осуществления по меньшей мере часть крепежного элемента предпочтительно закрепляет мембрану и электрод для электролиза магнитной силой. Этот аспект будет описан с использованием Фигуры 51В.
Показанная на фигуре 51В конфигурация крепления представляет собой конфигурацию, в которой электрод 2 для электролиза и мембрана 3 зажаты снаружи и закреплены. Отличие от примера на фигуре 51А состоит в том, что в качестве зажимного элемента используется пара магнитов, которая составляет крепежный элемент. В этом аспекте конфигурации крепления, показанном на фигуре 51В, слоистое изделие 1 присоединяется к электролизеру. После этого, во время работы электролизера, зажимной элемент может быть оставлен как есть или же может быть удален из слоистого изделия 1.
Хотя это не показано на Фигуре 51В, также можно закрепить электрод 2 для электролиза и мембрану 3 с использованием зажимного элемента в электролитической ячейке. Когда магнитный материал, который сцепляется с магнитом, используется в качестве части материала для электролитической ячейки, один крепежный материал размещают на стороне поверхности мембраны. Тогда крепежный материал и электролитическая ячейка могут быть проложены и закрепить между собой электрод 2 для электролиза и мембрану 3.
[0469] Может быть предусмотрено множество линии областей крепления. То есть 1, 2, 3 и т.д., n линий областей крепления могут быть размещены от одной стороны контура в сторону внутренней стороны слоистого изделия 1. n представляет целое число 1 или более. m–тая (m<n) линия областей крепления и L–тая (m<L≤n) линия областей крепления могут быть в каждом случае сформированы имеющими различный рисунок крепления.
[0470] Линия областей крепления, сформированная в электропроводной области, предпочтительно имеет линейно–симметричную форму. Это позволяет контролировать концентрацию механических напряжений. Например, когда ортогонально пересекающиеся направления обозначаются как Х–направление и Y–направление, можно конфигурировать область крепления размещением каждой линии областей крепления по Х–направлению и по Y–направлению, или размещать множество линий областей крепления через равные интервалы по Х–направлению и по Y–направлению. Число линий областей крепления по каждому из Х–направления и Y–направления не ограничивается, но предпочтительно составляет 100 или менее по Х–направлению и по Y–направлению. С позиции достижения планарности электропроводной области число линий областей крепления предпочтительно составляет 50 или менее по каждому из Х–направления и Y–направления.
[0471] Когда область крепления в настоящем варианте осуществления имеет конфигурацию крепления, показанную на фигуре 47А или Фигуре 49, на поверхность мембраны в области крепления предпочтительно наносится уплотнительный/герметизирующий материал с целью предотвращения короткого замыкания, вызванного контактом между анодом и катодом. В качестве уплотнительного материала могут использоваться материалы, описанные для вышеуказанных адгезивов.
[0472] Когда применяется крепежный элемент, при определении площади S3 и площади S3’ как для области, с которой перекрывается крепежный элемент, участок перекрывания не включается в площадь S3 и площадь S3’. Например, когда закрепление выполнено с использованием вышеупомянутых PTFE–пряжей в качестве крепежных элементов, область, на которой PTFE–пряжи пересекаются друг с другом, не включается в качестве перекрывающейся части в площадь. Когда закрепление выполняется с использованием вышеуказанных PTFE–лент, область, на которой PTFE–ленты пересекаются друг с другом, не включается в качестве перекрывающейся части в площадь.
Когда закрепление выполняется с использованием вышеуказанных PTFE–пряжи или адгезива в качестве крепежного элемента, площадь, находящаяся на задней стороне электрода для электролиза и/или мембраны, также включается в площадь S3 и площадь S3’.
[0473] Слоистое изделие в настоящем варианте осуществления может иметь различные области крепления, как упомянуто выше, но электрод для электролиза предпочтительно удовлетворяет величине вышеупомянутой «прилагаемой силы», в особенности в области, в которой область крепления отсутствует (назакрепленная область). То есть сила, прилагаемая на единицу массы·единицу площади электрода для электролиза, предпочтительно составляет менее 1,5 Н/(мг·см2).
[0474] [Электролизер]
Электролизер по настоящему варианту осуществления содержит слоистое изделие по настоящему варианту осуществления. Далее в порядке примера приводится случай выполнения обычного электролиза соли с использованием ионообменной мембраны в качестве мембраны, и будет подробно описан один вариант осуществления электролизера.
[0475] [Электролитическая ячейка]
Фигура 52 иллюстрирует вид в разрезе электролитической ячейки 1.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 56, а катод 21 и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещен между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой 18b могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном варианте поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодной конструкцией 40.
[0476] Фигура 53 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 54 показывает электролизер 4. Фигура 55 показывает этап сборки электролизера 4. Как показано на Фигуре 53, электролитическая ячейка 1, катионообменная мембрана 2 и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней с нею электролитической ячейки 1 разделены катионообменной мембраной 2. Как показано на Фигуре 54, электролизер 4 состоит из множества электролитических ячеек 1, соединенных последовательно через ионообменную мембрану 2. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1. Как показано на Фигуре 55, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5.
[0477] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
[0478] В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[0479] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[0480] (Анод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10. В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0481] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0482] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутри анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[0483] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как газообразный хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 52, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 52.
[0484] Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газожидкостным сепаратором анодной стороны для отделения газа от жидкости. Газожидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[0485] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как газообразный хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
[0486] Хотя это не показано на Фигуре 52, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[0487] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[0488] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[0489] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20. Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0490] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическим компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Могут быть применены никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0491] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[0492] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
[0493] Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[0494] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза по настоящему варианту осуществления, размещается в электролитической ячейке.
[0495] В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[0496] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
[0497] Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[0498] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают ионообменную мембрану 2 (смотри Фигуры 52 и 53). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через ионообменную мембрану 2.
[0499] Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующая с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Тогда, например, в случае, где две электролитических ячейки 1 соединяются через ионообменную мембрану 2 (смотри Фигуру 53), каждая электролитическая ячейка 1, к которой присоединено уплотнение, должна быть уплотнена посредством ионообменной мембраны 2. Это уплотнение может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[0500] (Ионообменная мембрана 2)
Ионообменная мембрана 2 является такой, как описано в приведенном выше разделе об ионообменной мембране.
[0501] (Электролиз воды)
Электролизер по настоящему варианту осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
[0502] <Четвертый вариант осуществления>
Здесь будет подробно описан четвертый вариант осуществления настоящего изобретения со ссылкой на Фигуры 63–90.
[0503] [Электролизер]
Электролизер согласно четвертому варианту осуществления (далее в разделе <Четвертый вариант осуществления> называемому просто «настоящим вариантом осуществления») содержит анод, анодную раму, которая поддерживает анод, уплотнение анодной стороны, которое размещено на анодной раме, катод, который находится напротив анода, катодную раму, которая поддерживает катод, уплотнение катодной стороны, которое размещено на катодной раме, и слоистое изделие из мембраны и электрода для электролиза, причем слоистое изделие размещается между уплотнением анодной стороны и уплотнением катодной стороны, причем по меньшей мере часть слоистого изделия проложена между уплотнением анодной стороны и уплотнением катодной стороны, и вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с, составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм. При вышеописанной конфигурации электролизер по настоящему варианту осуществления имеет превосходную производительность электролиза, а также может предотвращать повреждение мембраны.
Электролизер по настоящему варианту осуществления содержит упомянутые выше конструкционные элементы, другими словами, содержит электролитическую ячейку. Далее в порядке примера приводится случай выполнения обычного электролиза соли с использованием ионообменной мембраны в качестве мембраны, и будет подробно описан один вариант осуществления электролизера.
[0504] [Электролитическая ячейка]
Сначала будет описана электролитическая ячейка, которая может быть применена как составной узел электролизера по настоящему варианту осуществления. Фигура 63 иллюстрирует вид электролитической ячейки в разрезе.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 67, а катод 21 и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещен между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой 18b могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном варианте поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодной конструкцией 40.
[0505] Фигура 64 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 65 показывает электролизер 4. Фигура 66 показывает этап сборки электролизера 4.
[0506] В стандартном электролизере, как показано на Фигуре 64A, электролитическая ячейка 1, мембрана (здесь катионообменная мембрана) 2, и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней (смежной) с нею электролитической ячейки 1 разделены катионообменной мембраной 2.
Между тем, в настоящем варианте осуществления, как показано на Фигуре 64В, электролитическая ячейка 1, слоистое изделие 25, имеющее мембрану (здесь катионообменную мембрану) 2, и электрод для электролиза (здесь катод для обновления) 21a, и электролитическая ячейка 1 размещены последовательно в указанном порядке. Слоистое изделие 25 своей частью (верхний концевой участок на фигуре 64B) проложено между анодным уплотнением 12 и катодным уплотнением 13.
[0507] Как показано на Фигуре 65, электролизер 4 состоит из множества электролитических ячеек 1, соединенных последовательно через ионообменную мембрану 2. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1. Как показано на Фигуре 66, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5.
[0508] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
[0509] В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[0510] Как было упомянуто выше, характеристики мембраны, катода и анода в электролизере обычно ухудшаются в связи с работой электролизера, и вскоре становится необходимой замена их на новые. В случае замены только мембраны обновление может быть выполнено простым путем за счет извлечения существующей мембраны между электролитическими ячейками и вставки между ними новой мембраны, но замена анода или катода посредством сварки является сложной, поскольку требуется специализированный монтаж.
Между тем, в настоящем варианте осуществления слоистое изделие 25 на его верхнем участке (верхний концевой участок на фигуре 64B) проложено между анодным уплотнением 12 и катодным уплотнением 13, как описано выше. В частности, в примере, показанном на фигуре 64B, мембрана (здесь катионообменная мембрана) 2 и электрод для электролиза (здесь катод для обновления) 21a могут быть закреплены на по меньшей мере верхнем концевом участке слоистого изделия прижатием по направлению от анодного уплотнения 12 в сторону слоистого изделия 25 и прижатием по направлению от катодного уплотнения 13 в сторону слоистого изделия 25. Эта ситуация является предпочтительной, поскольку нет необходимости в креплении слоистого изделия 25 (в частности, электрода для электролиза) на существующем элементе (например, существующем катоде) сваркой. То есть случай, где как электрод для электролиза, так и мембрана проложены между уплотнением анодной стороны и уплотнением катодной стороны, предпочтителен потому, что может улучшаться эффективность работ во время обновления электролизера.
Кроме того, в соответствии с конфигурацией электролизера по настоящему варианту осуществления, мембрана и электрод для электролиза в достаточной мере закреплены в виде слоистого изделия, и тем самым может достигаться превосходная производительность электролиза.
[0511] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Питающий проводник здесь означает изношенный электрод (то есть существующий электрод), электрод, не имеющий каталитического покрытия, и тому подобный. Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[0512] (Анод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10 (то есть, в анодной раме). В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0513] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0514] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутрь анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[0515] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как газообразный хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 63, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 63.
[0516] Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газожидкостным сепаратором анодной стороны для отделения газа от жидкости. Газожидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[0517] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как газообразный хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
[0518] Хотя это не показано на Фигуре 63, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[0519] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[0520] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[0521] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20 (то есть, в катодной раме). Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0522] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическим компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Могут быть применены никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0523] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[0524] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
[0525] Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[0526] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза по настоящему варианту осуществления, размещается в электролитической ячейке.
[0527] В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[0528] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
[0529] Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[0530] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают слоистое изделие 25 (смотри Фигуру 64В). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через слоистое изделие 25.
[0531] Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующая с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Проложение слоистого изделия 25 между анодным уплотнением и катодным уплотнением может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[0532] [Слоистое изделие]
Слоистое изделие по настоящему варианту осуществления содержит мембрану и электрод для электролиза. Слоистое изделие в настоящем варианте осуществления может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, проявляет превосходную производительность электролиза даже после обновления. То есть в соответствии со слоистым изделием в настоящем варианте осуществления, при обновлении электрода электрод может быть обновлен настолько простым действием, как обновление мембраны, без сложной работы, такой как разборка существующего электрода, закрепленного на электролитической ячейке, и тем самым заметно улучшается эффективность работ.
Кроме того, в соответствии со слоистым изделием в настоящем варианте осуществления, возможно сохранение производительности электролиза с существующей электролитической ячейкой сравнительно с характеристикой нового электрода, или улучшение производительности электролиза. Таким образом, электрод, закрепленный на существующей электролитической ячейке и служащий в качестве анода и/или катода, должен действовать только как питающий проводник. Таким образом, также могут быть возможны заметное сокращение или устранение каталитического покрытия.
[0533] [Электрод для электролиза]
В электроде для электролиза по настоящему варианту осуществления вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с (здесь далее также называемых «условием 1" измерения»), составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм (здесь далее также называемое «вентиляционным сопротивлением 1"»). Высокое вентиляционное сопротивление означает, что воздух протекает с бóльшим трудом, и относится к состоянию высокой плотности. В этом состоянии продукт электролиза остается в электроде, и реагенты с бóльшим трудом диффундируют внутрь электрода, и тем самым ухудшаются рабочие параметры электролиза (такие как напряжение). Концентрация на поверхности мембраны повышается. Более конкретно, концентрация каустической соды возрастает на поверхности катода, и подача рассола на поверхность анода имеет тенденцию к снижению. В результате этого продукт накапливается до высокой концентрации на поверхности раздела, на которой мембрана контактирует с электродом. Это накопление приводит к повреждению мембраны, и также обуславливает повышение электрического напряжения и повреждение мембраны на поверхности катода и повреждение мембраны на поверхности анода. В настоящем варианте осуществления, чтобы предотвратить эти дефекты, вентиляционное сопротивление предпочтительно регулируется на 24 кПа·с/м или менее.
В настоящем варианте осуществления, когда вентиляционное сопротивление выше определенного значения, NaOH, выделяющийся на электроде, имеет тенденцию накапливаться на поверхности раздела между электродом и мембраной, приводя к высокой концентрации в случае катода, и подача рассола имеет тенденцию к сокращению, обуславливая снижение концентрации рассола в случае анода. Чтобы предотвратить повреждение мембраны, которое может быть вызвано таким накоплением, вентиляционное сопротивление предпочтительно составляет менее 0,19 кПа·с/м, более предпочтительно 0,15 кПа·с/м или менее, еще более предпочтительно 0,07 кПа·с/м или менее.
Напротив, когда вентиляционное сопротивление является низким, сокращается площадь электрода, и уменьшается электропроводная площадь. Таким образом, ухудшаются рабочие параметры электролиза (такие как напряжение). Когда вентиляционное сопротивление становится нулевым, питающий проводник действует как электрод, поскольку не создается электрод для электролиза, и заметно ухудшаются рабочие параметры электролиза (такие как напряжение). С этой точки зрения предпочтительное значение нижнего предела, идентифицируемое как вентиляционное сопротивление 1, конкретно не ограничивается, но предпочтительно составляет более 0 кПа·с/м, более предпочтительно 0,0001 кПа·с/м или более, еще более предпочтительно 0,001 кПа·с/м или более.
Когда вентиляционное сопротивление 1 составляет 0,07 кПа·с/м или менее, может не достигаться достаточная точность измерения применяемым для этого методом измерения. С этой точки зрения также можно оценивать электрод для электролиза, имеющий вентиляционное сопротивление 1 на уровне 0,07 кПа·с/м или менее, с помощью вентиляционного сопротивления (здесь далее также называемого «вентиляционным сопротивлением 2”»), полученным следующим методом измерения (здесь далее также называемого «условием 2” измерения»). То есть вентиляционное сопротивление 2 представляет собой вентиляционное сопротивление, измеренное, когда электрод для электролиза имеет размер 50 мм×50 мм, в условиях температуры 24°С, относительной влажности 32%, скорости поршня 2 см/с и объема вентиляции 4 см3/см2/с.
Конкретные методы измерения вентиляционных сопротивлений 1 и 2 описаны в Примерах.
Вентиляционные сопротивления 1 и 2 могут быть в пределах вышеописанного диапазона при надлежащем регулировании, например, коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости имеет тенденцию приводить к меньшим значениям вентиляционного сопротивления 1 и 2, а меньший коэффициент открытой пористости приводит к более высоким значениям вентиляционного сопротивления 1 и 2.
[0534] Электрод для электролиза по настоящему варианту осуществления имеет силу, прилагаемую на единицу массы·единицу площади, предпочтительно 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с питающим проводником (изношенным электродом и электродом, не имеющим каталитического покрытия) и тому подобным. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, еще более предпочтительно 1,0 Н/(мг·см2) или менее, даже еще более предпочтительно 1,00 Н/(мг·см2) или менее.
С позиции дополнительного улучшения производительности электролиза сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более. Еще более предпочтительно сила составляет 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, а более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
Масса в расчете на единицу площади предпочтительно составляет 48 мг/см2 или менее, более предпочтительно 30 мг/см2 или менее, еще более предпочтительно 20 мг/см2 или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и экономии, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность, прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
[0535] Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii), которые более подробно изложены в Примерах. Что касается прилагаемой силы, то значение, полученное путем измерения методом (i) (также называемое «прилагаемая сила (1)”»), и значение, полученное путем измерения методом (ii) (также называемое «прилагаемая сила (2)”»), могут быть одинаковыми или различными, и каждое из значений предпочтительно составляет менее 1,5 Н/(мг·см2).
[0536] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности указанной здесь ионообменной мембраны описаны в Примерах), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляет от 0,5 до 0,8 мкм. Конкретный метод расчета среднего арифметического величины (Ra) поверхностной шероховатости является таким, как описано в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[0537] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), еще более предпочтительно 0,2 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0538] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и никелевой пластины и на массу образца электрода на участке перекрывания с никелевой пластиной для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[0539] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Кроме того, сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2) с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0540] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) составляет, но конкретно не ограничивается, предпочтительно 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее, с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0541] Доля, измеренная следующим методом (2) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0542] Доля, измеренная следующим методом (3) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0543] Значение, полученное путем измерения следующим методом (А) электрода для электролиза в настоящем варианте осуществления, предпочтительно составляет 40 мм или менее, более предпочтительно 29 мм или менее, еще более предпочтительно 19 мм или менее с позиции технологичности.
[Метод (A)]
В условиях температуры 23±2°C и относительной влажности 30±5% образец, полученный наслоением ионообменной мембраны, которая получена нанесением частиц неорганического материала и связующего на обе поверхности мембраны из перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности указанной здесь ионообменной мембраны описаны в Примерах), и электрода для электролиза, наматывают вокруг и закрепляют на изогнутой поверхности втулки, выполненной из поливинилхлорида и имеющей внешний диаметр φ 32 мм, и оставляют, выдерживая в течение 6 часов; после этого, когда электрод для электролиза отделяют от образца и размещают на плоской пластине, измеряют высоты L1 и L2 в вертикальном направлении на обеих кромках электрода для электролиза, и их среднее значение используют в качестве значения измерения.
[0544] Электрод для электролиза в настоящем варианте осуществления имеет пористую структуру и коэффициент открытой пористости или коэффициент пустотности от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося во время электролиза, хотя без конкретного ограничения этим. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет собой долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы. В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра), и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[0545] Здесь далее будет описан один аспект электрода для электролиза в настоящем варианте осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 68, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
Кроме того, как показано на Фигуре 68, поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[0546] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, и, кроме того, вентильные металлы, в том числе титан, хотя без ограничения этим. Подложка 10 предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применено любое из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, полученной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, с получением металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, проволочная сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
Примеры подложки 10 электрода для электролиза включают металлическую пористую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист и пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно–вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на одной или обеих ее поверхностях.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0547] В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. В альтернативном варианте предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
[0548] Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 8 мкм.
[0549] Далее будет описан случай, где электрод для электролиза по настоящему варианту осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 68 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает прочность сцепления со вторым слоем 30.
[0550] Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0551] Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0552] Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[0553] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
[0554] Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[0555] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0556] Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0557] Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[0558] Далее будет описана ситуация, где электрод для электролиза по настоящему варианту осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 20 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
[0559] (Второй слой)
Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[0560] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как в случае электрода. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода.
[0561] В настоящем варианте осуществления электрод для электролиза предпочтительно содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy, с позиции достижения достаточной производительности электролиза.
[0562] В настоящем варианте осуществления, из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность, и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[0563] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Способ получения по настоящему варианту осуществления, как упомянутый выше, может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, слой катализатора формируют на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкости, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[0564] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0565] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0566] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0567] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0568] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0569] (Формирование второго слоя)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[0570]
(Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0571] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0572] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0573] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0574] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0575] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора.
[0576] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[0577] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[0578] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
[0579] Электрод для электролиза по настоящему варианту осуществления может быть объединен с мембраной, такой как ионообменная мембрана или микропористая мембрана, и использован. Таким образом, слоистое изделие в настоящем варианте осуществления может быть применено в виде объединенного с мембраной электрода. Тогда устраняется работа по замене катода и анода при обновлении электрода и заметно улучшается эффективность работ.
Электрод, объединенный с мембраной, такой как ионообменная мембрана и микропористая мембрана, может сделать производительность электролиза сравнимой или более высокой, нежели производительность с новым электродом.
[0580] Далее будет подробно описана ионообменная мембрана.
[Ионообменная мембрана]
Ионообменная мембрана конкретно не ограничивается при условии, что мембрана может быть ламинирована с электродом для электролиза, и могут использоваться разнообразные ионообменные мембраны. В настоящем варианте осуществления предпочтительно применяется ионообменная мембрана, которая имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Предпочтительно, чтобы слой покрытия содержал частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляла от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру, влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстрироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана из фторсодержащего полимера, в который введена ионообменная группа, содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[0581] Фигура 69 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
[0582] В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты, имеющий ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), и слой 2 карбоновой кислоты, имеющий ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»), и армирующие материалы сердцевины 4, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве анионообменной мембраны.
[0583] Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 69.
[0584] (Тело мембраны)
Сначала будет описано тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должно быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
[0585] Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, включающий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)”»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[0586] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
[0587] Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[0588] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
[0589] Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
[0590] Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[0591] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[0592] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[0593] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[0594] Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[0595] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
[0596] Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[0597] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
[0598] Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
[0599] Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
[0600] Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
[0601] В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
[0602] В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[0603]
(Слой покрытия)
Ионообменная мембрана предпочтительно имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 69, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
[0604] Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
[0605] Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
[0606] Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
[0607] Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
[0608] Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы, нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
[0609] Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частиц, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала.
[0610] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
[0611] Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[0612] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего для слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего для слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
[0613] Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
[0614] Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
[0615] В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[0616] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
[0617] Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
[0618] Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами, называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
[0619] Материал армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
[0620] Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
[0621] Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
[0622] В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными пряжами или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и жатый ситец (сирсакер).
[0623] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
[0624] Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных прядями сплетены с уточными прядями со скручиванием, переплетения «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного с позиции размерной стабильности, механической прочности и простоты изготовления.
[0625] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
[0626] Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
[0627] Относительное отверстие армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
[0628] Относительное отверстие (коэффициент открытой пористости) армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[0629] Фигура 70 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 70, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
[0630] Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[0631] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная нить или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные пряжи с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
[0632] Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити.
[0633] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
[0634] Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых пряжей). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых пряжей).
[0635] Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
[0636] Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (например, ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
[0637] Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[0638] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом,
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы,
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[0639] Далее каждый из этапов будет описан подробно.
[0640] Этап (1): этап получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[0641] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
[0642] В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
[0643] На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[0644] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
[0645] Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
[0646] Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[0647] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
[0648] Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
[0649] Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
[0650] Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
[0651] Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
[0652] С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
[0653] Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
[0654] Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[0655] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
[0656] В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[0657] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
[0658] На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
[0659] Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
[0660] Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[0661] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
[0662] Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся толщина. Температура более предпочтительно составляет от 75 до 100°C.
[0663] Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
[0664] Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 71(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[0665] Фигуры 71(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
[0666] Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
[0667] Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
[0668] Фигура 71(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[0669] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
[0670] Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
[0671] Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
[0672] Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
[0673] Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
[0674] Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[0675] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[0676] В настоящем варианте осуществления мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение EW (ионообменной емкости), отличное от EW слоя первой ионообменной смолы. В дополнение, мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей иную функциональную группу, нежели функциональная группа в слое первой ионообменной смолы. Ионообменная емкость может быть скорректирована посредством введенной функциональной группы, и функциональные группы, которые могут быть введены, являются такими, как упомянуто выше.
[0677] В настоящем варианте осуществления часть слоистого изделия 25, которая проложена между анодным уплотнением 12 и катодным уплотнением 13, предпочтительно представляет собой непроводящую поверхность. «Проводящая поверхность» соответствует области, рассчитанной на то, чтобы обеспечивать миграцию электролитов между анодной камерой и катодной камерой, а «непроводящая поверхность» представляет собой область, не соответствующую проводящей поверхности.
[0678] В настоящем варианте осуществления самый внешний периметр слоистого изделия может находиться на более внутренней стороне или дальше наружу, чем самый внешний периметр уплотнения анодной стороны и уплотнения катодной стороны в направлении проводящей поверхности, но предпочтительно размещается дальше наружу. В случае такой конфигурации самый внешний периметр, находящийся дальше наружу, может быть использован как зажимаемый краевой участок, и тем самым технологичность при сборке электролизера улучшается. Самый внешний периметр слоистого изделия здесь представляет собой самый внешний периметр мембраны и электрода для электролиза в комбинации. То есть, когда самый внешний периметр электрода для электролиза находится дальше наружу относительно совместной контактной поверхности, чем самый внешний периметр мембраны, самый внешний периметр слоистого изделия означает самый внешний периметр электрода для электролиза. Напротив, когда внешний периметр электрода для электролиза находится на более внутренней стороне совместной контактной поверхности, чем самый внешний периметр мембраны, самый внешний периметр слоистого изделия означает самый внешний периметр мембраны.
Взаимное позиционное расположение будет описано с использованием Фигур 72 и 73. В частности, Фигуры 72 и 73 показывают взаимное позиционное расположение уплотнений и слоистого изделия, когда две электролитических ячейки, показанные, например, на фигуре 64В, рассматриваются с α–направления. На Фигурах 72 и 73 прямоугольное уплотнение А, имеющее проем в центре, размещено на самой передней стороне. Прямоугольная мембрана В находится позади А, и прямоугольный электрод С для электролиза находится дальше позади В. То есть проем уплотнения А представляет собой область, соответствующую проводящей поверхности слоистого изделия.
На фигуре 72 самый внешний периметр А1 уплотнения А находится на более внутренней стороне, чем самый внешний периметр В1 мембраны В и самый внешний периметр С1 электрода С для электролиза в направлении проводящей поверхности.
На фигуре 73 самый внешний периметр А1 уплотнения А находится дальше наружу, чем самый внешний периметр С1 электрода С для электролиза в направлении проводящей поверхности, но самый внешний периметр В1 мембраны В находится дальше наружу, чем самый внешний периметр А1 уплотнения А в направлении проводящей поверхности.
В настоящем варианте осуществления слоистое изделие должно быть проложено между уплотнением анодной стороны и уплотнением катодной стороны, и электрод для электролиза сам по себе может не быть проложен непосредственно между уплотнением анодной стороны и уплотнением катодной стороны. То есть, при условии, что электрод для электролиза как таковой закреплен на мембране, только мембрана может быть проложена непосредственно между уплотнением анодной стороны и уплотнением катодной стороны. В настоящем варианте осуществления, с точки зрения более стабильного закрепления электрода для электролиза в электролизере, как электрод для электролиза, так и мембрана предпочтительно прокладываются между уплотнением анодной стороны и уплотнением катодной стороны.
[0679] В настоящем варианте осуществления мембрана и электрод для электролиза закрепляются по меньшей мере анодным уплотнением и катодным уплотнением, чтобы находиться в виде слоистого изделия, но могут принимать другие конфигурации крепления. Например, может быть использована приведенная ниже в порядке примера конфигурация крепления или две или более конфигураций крепления могут быть применены в комбинации.
[0680] В настоящем варианте осуществления по меньшей мере часть электрода для электролиза предпочтительно пронизывает мембрану и тем самым закрепляется. Этот аспект будет описан с использованием Фигуры 74А.
На фигуре 74А по меньшей мере часть электрода 2 для электролиза пронизывает мембрану 3 и тем самым закрепляется. Фигура 74А показывает пример, в котором электрод 2 для электролиза представляет собой металлический пористый электрод. То есть, на фигуре 74А множество участков электрода 2 для электролиза показаны раздельными, но эти участки являются непрерывными. Таким образом, показано поперечное сечение цельного металлического пористого электрода (то же самое применимо на Фигурах 75–78 ниже).
В конфигурации электрода, когда мембрана 3 в предварительно заданном положении (положении, которое представляет собой область крепления) прижата к электроду 2 для электролиза, например, часть мембраны 3 вдавливается в геометрическую форму выступов или в геометрическую форму отверстий на поверхности электрода 2 для электролиза. Тогда углубления на поверхности электрода и выступы вокруг отверстий проникают в мембрану 3 и предпочтительно пронизывают наружную поверхность 3b мембраны 3, как показано на Фигуре 74А.
[0681] Как описано выше, конфигурация крепления на фигуре 74А может быть сформирована прижатием мембраны 3 к электроду 2 для электролиза. В этом случае мембрану 3 размягчают нагреванием и затем подвергают термокомпрессии и термовакуумной обработке. Затем электрод 2 для электролиза пронизывает мембрану 3. В альтернативном варианте мембрана 3 может быть использована в расплавленном состоянии. В этом случае мембрана 3 предпочтительно всасывается со стороны наружной поверхности 2b (стороны задней поверхности) электрода 2 для электролиза в состоянии, показанном на фигуре 74В. Область, в которой мембрана 3 вдавливается в электрод 2 для электролиза, составляет «область крепления».
[0682] Конфигурацию крепления, показанную на фигуре 74А, можно рассмотреть с помощью увеличительного стекла (лупы), оптического микроскопа или электронного микроскопа. Поскольку электрод 2 для электролиза пронизывал мембрану 3, можно оценить конфигурацию крепления на фигуре 74А посредством испытания на проводимость между наружной поверхностью 3b мембраны 3 и наружной поверхностью 2b электрода 2 для электролиза с использованием тестера или тому подобного.
[0683] В настоящем варианте осуществления по меньшей мере часть электрода для электролиза предпочтительно расположена внутри мембраны и тем самым закреплена в области крепления. Этот аспект будет описан с использованием Фигуры 75А.
[0684] Как описано выше, поверхность электрода 2 для электролиза имеет геометрию выступов и геометрию отверстий. В варианте осуществления, показанном на фигуре 75А, часть поверхности электрода входит в мембрану 3, достигая предварительно заданного положения (положения, которое представляет собой область крепления), и тем самым закрепляется. Показанная на фигуре 75А конфигурация крепления может быть образована вдавливанием мембраны 3 в поверхность электрода 2 для электролиза. В этом случае конфигурация крепления по Фигуре 75А предпочтительно создается размягчением мембраны 3 нагреванием, и затем путем термокомпрессии или термовакуумной обработки мембраны 3. В альтернативном варианте конфигурация крепления на фигуре 75А может быть образована расплавлением мембраны 3. В этом случае мембрана 3 предпочтительно всасывается со стороны наружной поверхности 2b (стороны задней поверхности) электрода 2 для электролиза.
[0685] Показанную на фигуре 75А конфигурацию крепления можно обследовать с помощью увеличительного стекла (лупы), оптического микроскопа или электронного микроскопа. В особенности предпочтителен способ, включающий подвергание образца обработке с заливкой в смолу, затем создания поперечного сечения с помощью микротома и обследования поперечного сечения. В конфигурации крепления, показанной на фигуре 75А, электрод 2 для электролиза не пронизывает мембрану 3. Таким образом, испытанием на проводимость нельзя выявить проводимость между наружной стороной 3b мембраны 3 и наружной поверхностью 2b электрода 2 для электролиза.
[0686] В настоящем варианте осуществления предпочтительно, чтобы слоистое изделие имело крепежный элемент для закрепления мембраны и электрода для электролиза. Этот аспект будет описан с использованием Фигур 76А–С.
[0687] Показанная на фигуре 76А конфигурация крепления представляет собой конфигурацию, в которой используется крепежный элемент 7, который является отдельным от электрода 2 для электролиза и мембраны 3, и при этом крепежный элемент 7 пронизывает и тем самым закрепляет электрод 2 для электролиза и мембрану 3. Электрод 2 для электролиза необязательно должен быть пронизан крепежным элементом 7, и должен быть закреплен крепежным элементом 7 так, чтобы не отделяться от мембраны 3. Материал для крепежного элемента 7 конкретно не ограничивается, и в качестве крепежного элемента 7 могут быть использованы материалы, состоящие, например, из металла, смолы или тому подобного. Примеры металла включают никель, нихром, титан и нержавеющую сталь (SUS). Могут быть использованы их оксиды. Примеры смолы, которая может быть использована, включают фторсодержащие смолы (например, политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкоксиэтилена (PFA), сополимеры тетрафторэтилена и этилена (ETFE), описываемые ниже материалы для мембраны 3, поливинилиденфторид (PVDF), этилен–пропилен–диеновый каучук (EPDM), полиэтилен (PP), полипропилен (PE), нейлон и арамид.
Например, в настоящем варианте осуществления применяется нитевидный металл или полимер для сшивания в предварительно заданном положении (положении области крепления) между наружной поверхностью 2b электрода 2 для электролиза и наружной поверхностью 3b мембраны 3, как показано на Фигурах 76В и С. Также можно закреплять электрод 2 для электролиза с мембраной 3 с использованием такого крепежного средства, как защипы.
[0688] Показанная на фигуре 77 конфигурация крепления представляет собой конфигурацию, в которой закрепление достигается посредством органической смолы (адгезивного слоя), размещенного между электродом 2 для электролиза и мембраной 3. То есть на фигуре 77 показана конфигурация, в которой органическая смола в качестве крепежного элемента 7 размещается в предварительно заданном положении (положении области крепления) между электродом 2 для электролиза и мембраной 3, чтобы тем самым закрепить их склеиванием. Например, органическую смолу наносят на внутреннюю поверхность 2а электрода 2 для электролиза, внутреннюю поверхность 3а мембраны 3 или на одну или на обе из внутренней поверхности 2а электрода 2 для электролиза и внутренней поверхности 3а мембраны 3. Затем показанная на фигуре 77 конфигурация крепления может быть образована наслоением электрода 2 для электролиза на мембрану 3. Материалы для органической смолы конкретно не ограничиваются, но их примеры, которые могут быть применены, включают фторсодержащие смолы (например, PTFE, PFA и ETFE), и смолы, подобные материалам, составляющим мембрану 3, как упомянуто выше. Также могут быть применены, насколько уместно, имеющиеся в продаже на рынке фторсодержащие адгезивы и PTFE–дисперсии. Кроме того, также могут быть использованы многоцелевые винилацетатные адгезивы, клеи на основе этилен–винилацетатных сополимеров, клеи на основе акриловых смол, α–олефиновые адгезивы, клеи на основе бутадиен–стирольных каучуковых латексов, адгезивы на основе винилхлоридных смол, хлоропреновые адгезивы, нитрилкаучуковые клеи, адгезивы на основе уретановых каучуков, эпоксидные клеи, адгезивы на основе силиконовых смол, модифицированные силиконовые адгезивы, адгезивы на основе модифицированным эпоксидами силиконовых смол, адгезивы на основе силилированных уретановых смол, цианакрилатные клеи и тому подобное.
В настоящем варианте осуществления могут быть использованы органические смолы, которые растворяются в растворе электролита или растворяются или разлагаются во время электролиза. Примеры органических смол, которые растворяются в растворе электролита или растворяются или разлагаются во время электролиза, включают, но без ограничения этим, винилацетатные адгезивы, клеи на основе этилен–винилацетатных сополимеров, клеи на основе акриловых смол, α–олефиновые адгезивы, клеи на основе бутадиен–стирольных каучуковых латексов, адгезивы на основе винилхлоридных смол, хлоропреновые адгезивы, нитрилкаучуковые клеи, адгезивы на основе уретановых каучуков, эпоксидные клеи, адгезивы на основе силиконовых смол, модифицированные силиконовые адгезивы, адгезивы на основе модифицированным эпоксидами силиконовых смол, адгезивы на основе силилированных уретановых смол и цианакрилатные клеи.
Показанная на фигуре 77 конфигурация крепления может быть обследована с помощью оптического микроскопа или электронного микроскопа. В особенности предпочтителен способ, включающий подвергание образца обработке с заливкой в смолу, затем создания поперечного сечения с помощью микротома и обследования поперечного сечения.
[0689] В настоящем варианте осуществления по меньшей мере часть крепежного элемента предпочтительно снаружи зажимает мембрану и электрод для электролиза. Этот аспект будет описан с использованием Фигуры 78А.
Показанная на фигуре 78А конфигурация крепления представляет собой конфигурацию, в которой электрод 2 для электролиза и мембрана 3 зажаты снаружи и закреплены. То есть наружная поверхность 2b электрода 2 для электролиза и наружная поверхности 3b мембраны 3 проложены между и скреплены зажимным средством в качестве крепежного элемента 7. В показанной на фигуре 78А конфигурации крепления также включено состояние, в котором зажимное средство зацепляется за электрод 2 для электролиза и мембрану 3. Примеры зажимного средства включают липкую ленту и скрепки.
В настоящем варианте осуществления может быть использован зажимной элемент, который растворяется в растворе электролита. Примеры зажимного элемента, который растворяется в растворе электролита, включают ленту и скрепки из PET, а также ленту и скрепки из PVA.
[0690] В конфигурации крепления, показанной на фигуре 78А, в отличие от примеров согласно Фигурам 74–77, электрод 2 для электролиза и мембрана 3 не соединены на поверхности раздела между ними, но внутренняя поверхность 2а электрода 2 для электролиза и внутренняя поверхность 3а мембраны 3 только примыкают друг к другу или находятся напротив друг друга. Удалением зажимного элемента можно высвободить электрод 2 для электролиза и мембрану 3 из закрепленного состояния и отделить электрод 2 для электролиза от мембраны 3.
Хотя это не показано на Фигуре 78А, также можно закрепить электрод 2 для электролиза и мембрану 3 с использованием зажимного элемента в электролитической ячейке.
[0691] Кроме того, в настоящем варианте осуществления по меньшей мере часть крепежного элемента предпочтительно закрепляет мембрану и электрод для электролиза магнитной силой. Этот аспект будет описан с использованием Фигуры 78В.
Показанная на фигуре 78В конфигурация крепления представляет собой конфигурацию, в которой электрод 2 для электролиза и мембрана 3 зажаты снаружи и закреплены. Отличие от примера на фигуре 78А состоит в том, что в качестве зажимного элемента используется пара магнитов, которая составляет крепежный элемент. В этом аспекте конфигурации крепления, показанной на фигуре 78В, слоистое изделие 1 присоединяется к электролизеру. После этого, во время работы электролизера, зажимной элемент может быть оставлен как есть или же может быть удален из слоистого изделия 1.
Хотя это не показано на Фигуре 78В, также можно закрепить электрод 2 для электролиза и мембрану 3 с использованием зажимного элемента в электролитической ячейке. Когда магнитный материал, который сцепляется с магнитом, используется в качестве части материала для электролитической ячейки, один крепежный материал размещают на стороне поверхности мембраны. Тогда крепежный материал и электролитическая ячейка могут сэндвичеобразно разместить и закрепить между ними электрод 2 для электролиза и мембрану 3.
[0692] Может быть предусмотрено множество линий областей крепления. То есть 1, 2, 3 и т.д., n линий областей крепления могут быть размещены от одной стороны контура в сторону внутренней стороны слоистого изделия 1. n представляет целое число 1 или более. m–тая (m<n) линия областей крепления и L–тая (m<L≤n) линия областей крепления могут быть в каждом случае сформированы имеющими различный рисунок крепления.
[0693] Линия областей крепления, сформированная в электропроводной области, предпочтительно имеет линейно–симметричную форму. Это позволяет контролировать концентрацию механических напряжений. Например, когда ортогонально пересекающиеся направления обозначаются как Х–направление и Y–направление, можно конфигурировать область крепления размещением каждой линии областей крепления по Х–направлению и по Y–направлению, или размещать множество линий областей крепления через равные интервалы по Х–направлению и по Y–направлению. Число линий областей крепления по каждому из Х–направления и Y–направления не ограничивается, но предпочтительно составляет 100 или менее по Х–направлению и по Y–направлению. С позиции достижения планарности электропроводной области число линий областей крепления предпочтительно составляет 50 или менее по каждому из Х–направления и Y–направления.
[0694] Когда область крепления в настоящем варианте осуществления имеет конфигурацию крепления, показанную на фигуре 74А или Фигуре 76, на поверхность мембраны в области крепления предпочтительно наносится уплотнительный материал с целью предотвращения короткого замыкания, вызванного контактом между анодом и катодом. В качестве уплотнительного материала могут использоваться материалы, описанные для вышеуказанных адгезивов.
[0695] Слоистое изделие в настоящем варианте осуществления может иметь различные области крепления, как упомянуто выше, но, с позиции достижения достаточной производительности электролиза, эти области крепления предпочтительно присутствуют на непроводящей поверхности.
[0696] Слоистое изделие в настоящем варианте осуществления может иметь различные области крепления, как упомянуто выше, но электрод для электролиза предпочтительно удовлетворяет величине вышеупомянутой «прилагаемой силы», в особенности в области, в которой область крепления отсутствует (незакрепленная область). То есть сила, прилагаемая на единицу массы·единицу площади электрода для электролиза, предпочтительно составляет менее 1,5 Н/(мг·см2).
[0697] В настоящем варианте осуществления предпочтительно, чтобы мембрана включала ионообменную мембрану, включающую поверхностный слой, содержащий органическую смолу, и электрод для электролиза был закреплен посредством органической смолы. Органическая смола является такой, как упомянуто выше, и может быть сформирована в виде поверхностного слоя ионообменной мембраны разнообразными известными способами.
[0698] (Электролиз воды)
Электролизер по настоящему варианту осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
[0699] (Способ изготовления электролизера и способ обновления слоистого изделия)
Способ обновления слоистого изделия в электролизере по настоящему варианту осуществления имеет этап отделения слоистого изделия в настоящем варианте осуществления от уплотнения анодной стороны и уплотнения катодной стороны с удалением тем самым слоистого изделия из электролизера и этап прокладки нового слоистого изделия между уплотнением анодной стороны и уплотнением катодной стороны. Новое слоистое изделие означает слоистое изделие в настоящем варианте осуществления, и должен быть новым по меньшей мере один элемент из электрода для электролиза и мембраны.
На этапе прокладки вышеописанного слоистого изделия, с точки зрения более стабильного закрепления электрода для электролиза в электролизере, как электрод для электролиза, так и мембрана предпочтительно прокладываются между уплотнением анодной стороны и уплотнением катодной стороны.
Кроме того, способ изготовления электролизера по настоящему варианту осуществления имеет этап прокладки слоистого изделия в настоящем варианте осуществления между уплотнением анодной стороны и уплотнением катодной стороны.
Способ изготовления электролизера и способ обновления слоистого изделия по настоящему варианту осуществления, сконфигурированного, как описано выше, может улучшать эффективность работ во время обновления электрода в электролизере, и, кроме того, может обеспечивать превосходную производительность электролиза даже после обновления.
Кроме того, на этапе прокладки вышеописанного слоистого изделия, с точки зрения более стабильного закрепления электрода для электролиза в электролизере, как электрод для электролиза, так и мембрана предпочтительно прокладываются между уплотнением анодной стороны и уплотнением катодной стороны.
[0700] <Пятый вариант осуществления>
Здесь будет подробно описан пятый вариант осуществления настоящего изобретения со ссылкой на Фигуры 91–102.
[0701] [Способ изготовления электролизера]
Способ изготовления электролизера согласно пятому варианту осуществления (далее в разделе <Пятый вариант осуществления> называемому просто «настоящим вариантом осуществления») представляет собой способ формирования нового электролизера путем размещения электрода для электролиза или слоистого изделия из электрода для электролиза и новой мембраны в существующем электролизере, включающем анод, катод, который находится напротив анода, и мембрану, которая размещается между анодом и катодом, причем применяется электрод для электролиза или слоистое изделие, находящиеся в форме рулона. Как описано выше, согласно способу изготовления электролизера в соответствии с настоящим вариантом осуществления, применяется электрод для электролиза или слоистое изделие из электрода для электролиза и новой мембраны, находящиеся в форме рулона. Таким образом, размер электрода для электролиза или слоистого изделия, когда они используются как элемент электролизера, может быть сокращен для транспортирования или тому подобного, и может быть улучшена эффективность работ во время обновления электрода в электролизере.
[0702] В настоящем варианте осуществления существующий электролизер содержит анод, катод, который находится напротив анода, и мембрану, которая размещена между анодом и катодом как конструкционный элемент, иначе говоря, содержит электролитическую ячейку. Существующий электролизер конкретно не ограничивается при условии, что он содержит вышеописанные конструкционные элементы, и могут быть использованы разнообразные известные конфигурации.
[0703] В настоящем варианте осуществления новый электролизер дополнительно содержит электрод для электролиза или слоистое изделие, в дополнение к элементу, который уже служил в качестве анода или катода в существующем электролизере. То есть «электрод для электролиза», размещаемый при формировании нового электролизера, служит в качестве анода или катода, и является отдельным от катода и анода в существующем электролизере. В настоящем варианте осуществления, даже в случае, где эффективность анода и/или катода в электролизе ухудшилась в связи с работой существующего электролизера, размещение электрода для электролиза отдельно от них позволяет восстановить характеристики обновляемых анода и/или катода. В случае, где в настоящем варианте осуществления применяется слоистое изделие, новая ионообменная мембрана размещается в комбинации, и тем самым могут быть одновременно обновлены характеристики ионообменной мембраны, которые ухудшились в связи с работой. Упоминаемое здесь «обновление характеристик» означает достижение характеристик, сравнимых с начальными характеристиками, которые имел существующий электролизер перед эксплуатацией, или характеристик, превышающих начальные характеристики.
[0704] В настоящем варианте осуществления существующий электролизер рассматривается как «электролизер, который уже работал», а новый электролизер рассматривается как «электролизер, который еще не работал». То есть, как только электролизер, сформированный как новый электролизер, начинает эксплуатироваться, электролизер становится «существующим электролизером в настоящем варианте осуществления». Размещение электрода для электролиза или слоистого изделия в этом существующем электролизере создает «новый электролизер по настоящему варианту осуществления».
[0705] Далее будут подробно описаны случай выполнения обычного электролиза соли с использованием ионообменной мембраны как мембраны, принятой в качестве примера, и один вариант осуществления электролизера. В разделе <Пятый вариант осуществления>, если не оговорено иное, «электролизер в настоящем варианте осуществления» предусматривает как «существующий электролизер в настоящем варианте осуществления», так и «новый электролизер по настоящему варианту осуществления».
[0706] [Электролитическая ячейка]
Сначала будет описана электролитическая ячейка, которая может быть использована в качестве конструкционного элемента электролизера в настоящем варианте осуществления. Фигура 91 иллюстрирует вид в разрезе электролитической ячейки 1.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 95, а катод 21 и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещен между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой 18b могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном варианте поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодной конструкцией 40.
[0707] Фигура 92 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 93 показывает электролизер 4. Фигура 94 показывает этап сборки электролизера 4.
[0708] Как показано на Фигуре 92, электролитическая ячейка 1, катионообменная мембрана 2 и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней с нею электролитической ячейки 1 разделены катионообменной мембраной 2. Как показано на Фигуре 93, электролизер 4 состоит из множества электролитических ячеек 1, соединенных последовательно через ионообменную мембрану 2. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1. Как показано на Фигуре 94, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5.
[0709] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
[0710] В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[0711] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Здесь под питающим проводником означается изношенный электрод (то есть существующий электрод), электрод, не имеющий каталитического покрытия, и тому подобный. Когда электрод для электролиза в настоящем варианте осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 предпочтительно имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[0712] (Анод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10 (то есть, в анодной раме). В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0713] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0714] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутри анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[0715] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как газообразный хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 91, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 91.
[0716] Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газо–жидкостным сепаратором анодной стороны для отделения газа от жидкости. Газо–жидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[0717] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как газообразный хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
[0718] Хотя это не показано на Фигуре 91, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[0719] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[0720] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[0721] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20 (то есть, в катодной раме). Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0722] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическим компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Могут быть применены никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0723] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[0724] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
[0725] Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[0726] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза в настоящем варианте осуществления, размещается в электролитической ячейке.
[0727] В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[0728] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
[0729] Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[0730] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают ионообменную мембрану 2 (смотри Фигуру 92). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через ионообменную мембрану 2.
[0731] Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующая с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Тогда, например, в случае, где две электролитических ячейки 1 соединяются через ионообменную мембрану 2 (смотри Фигуру 92), каждая электролитическая ячейка 1, к которой присоединено уплотнение, должна быть уплотнена посредством ионообменной мембраны 2. Это уплотнение может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[0732] [Этап применения рулона]
Рулон в настоящем варианте осуществления может представлять собой электрод для электролиза в форме рулона или может представлять собой слоистое изделие из электрода для электролиза и новой мембраны, находящееся в форме рулона. В способе изготовления электролизера по настоящему варианту осуществления применяется рулон. Конкретные примеры этапа применения рулона включают, но без ограничения этим, способ, в котором сначала в существующем электролизере высвобождают смежные электролитические ячейки и ионообменную мембрану из закрепленного состояния с помощью прижимающего устройства, обеспечивая зазор между электролитической ячейкой и ионообменной мембраной, затем электрод для электролиза, находящийся в форме рулона, после его разматывания, вставляют в зазор, и элементы соединяют опять посредством прижимающего устройства. В случае, где используется слоистое изделие в форме рулона, примеры способа включают способ, в котором после того, как между электролитической ячейкой и ионообменной мембраной образован зазор, как описано выше, удаляют существующую ионообменную мембрану, которая должна быть обновлена, затем слоистое изделие, находящееся в форме рулона, после его разматывания, вставляют в зазор, и элементы соединяют опять с помощью прижимающего устройства. Посредством этого способа электрод для электролиза или слоистое изделие могут быть размещены на поверхности анода или катода существующего электролизера и могут быть восстановлены характеристики ионообменной мембраны и анода и/или катода.
Как описано выше, в настоящем варианте осуществления этап применения рулона предпочтительно содержит этап (В) высвобождения рулона из намотанного состояния, и после этапа (В) более предпочтительно имеет этап (С) размещения электрода для электролиза или слоистого изделия на поверхности по меньшей мере одного из анода и катода.
[0733] В настоящем варианте осуществления этап применения рулона предпочтительно имеет этап (А) удерживания электрода для электролиза или слоистого изделия в намотанном состоянии с получением тем самым рулона. На этапе (А) электрод для электролиза или слоистое изделие как таковое может быть намотано с образованием рулона или электрод для электролиза или слоистое изделие может быть намотано вокруг втулки (сердечника) с образованием рулона. В качестве втулки, которая может быть здесь использована, которая конкретно не ограничивается, может быть применен, например, элемент, имеющий по существу цилиндрическую форму, и имеющий размер, соответствующий электроду для электролиза или слоистому изделию.
[0734] [Электрод для электролиза]
В настоящем варианте осуществления электрод для электролиза конкретно не ограничивается при условии, что электрод применяется в качестве рулона, как упомянуто выше, то есть является наматываемым. Электрод для электролиза может представлять собой электрод, который служит в качестве катода в электролизе, или может быть электродом, который служит в качестве анода. Что касается материала, формы и тому подобного электрода для электролиза, могут быть надлежащим образом выбраны такие, которые пригодны для формирования рулона, с учетом этапа применения рулона, конфигурации электролизера и тому подобного в настоящем варианте осуществления. Ниже будут описаны предпочтительные аспекты электрода для электролиза в настоящем варианте осуществления, но они являются только примерными аспектами, предпочтительными для формирования рулона. Могут быть надлежащим образом использованы иные электроды для электролиза, чем для указанных ниже аспектов.
[0735] Электрод для электролиза в настоящем варианте осуществления имеет силу, прилагаемую на единицу массы·единицу площади, предпочтительно 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с питающим проводником (изношенным электродом и электродом, не имеющим каталитического покрытия) и тому подобным. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, еще более предпочтительно 1,0 Н/(мг·см2) или менее, даже еще более предпочтительно 1,00 Н/(мг·см2) или менее.
С позиции дополнительного улучшения производительности электролиза сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более. Еще более предпочтительно сила составляет 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, а более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
Масса в расчете на единицу площади предпочтительно составляет 48 мг/см2 или менее, более предпочтительно 30 мг/см2 или менее, еще более предпочтительно 20 мг/см2 или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и экономии, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность, прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
[0736] Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii), которые более подробно изложены в Примерах. Что касается прилагаемой силы, то значение, полученное путем измерения методом (i) (также называемое «прилагаемая сила (1)”»), и значение, полученное путем измерения методом (ii) (также называемое «прилагаемая сила (2)”»), могут быть одинаковыми или различными, и каждое из значений предпочтительно составляет менее 1,5 Н/(мг·см2).
[0737] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности указанной здесь ионообменной мембраны описаны в Примерах), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляет от 0,5 до 0,8 мкм. Конкретный метод расчета среднего арифметического величины (Ra) поверхностной шероховатости является таким, как описано в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[0738] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), еще более предпочтительно 0,2 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0739] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и никелевой пластины и на массу образца электрода на участке перекрывания с никелевой пластиной для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[0740] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Кроме того, сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0741] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) составляет, но конкретно не ограничивается, предпочтительно 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0742] Доля, измеренная следующим методом (2) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0743] Доля, измеренная следующим методом (3) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0744] Электрод для электролиза в настоящем варианте осуществления имеет, но без ограничения этим, пористую структуру и коэффициент открытой пористости или коэффициент пустотности, от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося во время электролиза, хотя без конкретного ограничения этим. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет собой долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы. В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра), и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[0745] Здесь далее будет описан более конкретный вариант осуществления электрода для электролиза в настоящем варианте осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 96, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
Кроме того, как показано на Фигуре 96, поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[0746] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, и, кроме того, вентильные металлы, в том числе титан, хотя без ограничения этим. Подложка 10 предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применено любое из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, полученной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, с получением металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, проволочная сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
Примеры подложки 10 электрода для электролиза включают металлическую пористую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист и пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно–вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на одной или обеих ее поверхностях.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0747] В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. В альтернативном варианте предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
[0748] Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 8 мкм.
[0749] Далее будет описан случай, где электрод для электролиза по настоящему варианту осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 96 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает прочность сцепления со вторым слоем 30.
[0750] Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0751] Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0752] Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[0753] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
[0754] Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[0755] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0756] Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0757] Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[0758] Далее будет описана ситуация, где электрод для электролиза в настоящем варианте осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 20 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
[0759] (Второй слой)
Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
[0760] Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[0761] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как в случае электрода. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода.
[0762] В настоящем варианте осуществления электрод для электролиза предпочтительно содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy, с позиции достижения достаточной производительности электролиза.
[0763] В настоящем варианте осуществления, из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность, и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[0764] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Способ получения по настоящему варианту осуществления, как упомянутый выше, может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, слой катализатора формируют на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкость, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[0765] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0766] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0767] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0768] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0769] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0770] (Формирование второго слоя)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[0771] (Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0772] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0773] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0774] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0775] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0776] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора.
[0777] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[0778] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[0779] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
[0780] [Слоистое изделие]
Электрод для электролиза в настоящем варианте осуществления может быть объединен с мембраной, такой как ионообменная мембрана или микропористая мембрана, и использован в качестве слоистого изделия. То есть слоистое изделие в настоящем варианте осуществления содержит электрод для электролиза и новую мембрану. Новая мембрана конкретно не ограничивается при условии, что является отдельной от мембраны в существующем электролизере, и могут быть использованы разнообразные известные «мембраны». Материал, форма, физические свойства и тому подобное новой мембраны могут быть подобными свойствам мембраны в существующем электролизере.
[0781] Далее будет подробно описана ионообменная мембрана согласно одному аспекту мембраны.
[Ионообменная мембрана]
Ионообменная мембрана конкретно не ограничивается при условии, что мембрана может быть ламинирована с электродом для электролиза, и могут использоваться разнообразные ионообменные мембраны. В настоящем варианте осуществления предпочтительно применяется ионообменная мембрана, которая имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Предпочтительно, чтобы слой покрытия содержал частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляла от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру, влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана из фторсодержащего полимера, в который введена ионообменная группа, содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[0782] Фигура 97 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
[0783] В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты, имеющий ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), и слой 2 карбоновой кислоты, имеющий ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»), и армирующие материалы сердцевины 4, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве анионообменной мембраны.
[0784] Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 97.
[0785] (Тело мембраны)
Сначала будет описан тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должно быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
[0786] Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, содержащий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)”»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[0787] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
[0788] Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[0789] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
[0790] Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
[0791] Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[0792] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[0793] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[0794] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[0795] Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[0796] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
[0797] Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[0798] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
[0799] Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
[0800] Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
[0801] Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
[0802] В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
[0803] В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[0804] (Слой покрытия)
Ионообменная мембрана предпочтительно имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 97, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
[0805] Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
[0806] Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
[0807] Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
[0808] Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
[0809] Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы, нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
[0810] Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частиц, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала.
[0811] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
[0812] Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[0813] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего для слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего для слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
[0814] Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
[0815] Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
[0816] В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[0817] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
[0818] Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
[0819] Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами, называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
[0820] Материал армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
[0821] Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
[0822] Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
[0823] В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными пряжами или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и жатый ситец (сирсакер).
[0824] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
[0825] Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных прядями сплетены с уточными прядями со скручиванием, переплетения типа «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного с позиции размерной стабильности, механической прочности и простоты изготовления.
[0826] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
[0827] Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
[0828] Относительное отверстие армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
[0829] Относительное отверстие армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[0830] Фигура 98 иллюстрирует схематический вид для относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 98, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
[0831] Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[0832] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная нить или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные пряжи с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
[0833] Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити.
[0834] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
[0835] Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых пряжей). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых пряжей).
[0836] Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
[0837] Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (например, ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
[0838] Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[0839] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом,
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы,
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[0840] Далее каждый из этапов будет описан подробно.
[0841] Этап (1): этап получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[0842] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
[0843] В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
[0844] На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[0845] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
[0846] Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
[0847] Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[0848] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
[0849] Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
[0850] Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
[0851] Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
[0852] Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
[0853] С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
[0854] Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
[0855] Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[0856] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
[0857] В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[0858] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
[0859] На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
[0860] Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
[0861] Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[0862] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
[0863] Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся толщина. Температура более предпочтительно составляет от 75 до 100°C.
[0864] Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
[0865] Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 99(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[0866] Фигуры 99(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
[0867] Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
[0868] Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
[0869] Фигура 99(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[0870] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
[0871] Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
[0872] Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
[0873] Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
[0874] Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
[0875] Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[0876] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[0877] В настоящем варианте осуществления мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение EW (ионообменной емкости), отличное от EW слоя первой ионообменной смолы. В дополнение, мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей иную функциональную группу, нежели функциональная группа в слое первой ионообменной смолы. Ионообменная емкость может быть скорректирована посредством введенной функциональной группы, и функциональные группы, которые могут быть введены, являются такими, как упомянуто выше.
[0878] (Электролиз воды)
Электролизер в настоящем варианте осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
[0879] [Способ обновления электрода]
Способ изготовления электролизера по настоящему варианту осуществления может быть исполнен также как способ обновления электрода (анода и/или катода). То есть способ обновления электрода по настоящему варианту осуществления представляет собой способ обновления существующего электрода с использованием электрода для электролиза, в котором применяется электрод для электролиза, находящийся в форме рулона.
Конкретные примеры этапа применения рулона включают, но конкретно не ограничиваются этим, способ, в котором электрод для электролиза, находящийся в форме рулона, после его разматывания размещают на поверхности существующего электрода. Посредством этого способа электрод для электролиза может быть размещен на поверхности существующего анода или катода и могут быть восстановлены характеристики анода и/или катода.
Как было описано выше, в настоящем варианте осуществления этап применения рулона предпочтительно имеет этап (B’) высвобождения рулона из намотанного состояния, и после этапа (B’) более предпочтительно имеет этап (C’) размещения электрода для электролиза на поверхности существующего электрода.
[0880] Кроме того, в способе обновления электрода по настоящему варианту осуществления этап применения рулона предпочтительно содержит этап (A’) удерживания электрода для электролиза в намотанном состоянии с получением тем самым рулона. На этапе (A’) электрод для электролиза может быть намотан сам по себе с образованием рулона или электрод для электролиза может быть намотан вокруг втулки с образованием рулона. В качестве втулки, которая может быть здесь использована, которая конкретно не ограничивается, может быть применен, например, элемент, имеющий по существу цилиндрическую форму, и имеющий размер, соответствующий электроду для электролиза.
[0881] [Способ получения рулона]
В способе изготовления электролизера по настоящему варианту осуществления и в способе обновления электрода по настоящему варианту осуществления этап (А) или (A’), который может быть осуществлен, может быть проведен также, как способ получения рулона. То есть способ получения рулона по настоящему варианту осуществления представляет собой способ получения рулона, используемого для обновления существующего электролизера, включающего анод, катод, который находится напротив анода, и мембрану, которая размещена между анодом и катодом, причем способ включает этап наматывания электрода для электролиза или слоистого изделия из электрода для электролиза и новой мембраны с получением тем самым рулона. На этапе получения рулона электрод для электролиза может быть намотан сам по себе или же электрод для электролиза может быть намотан вокруг втулки с образованием рулона. В качестве сердечника, который может быть здесь использован, который конкретно не ограничивается, может быть применен, например, элемент, имеющий по существу цилиндрическую форму, и имеющий размер, соответствующий электроду для электролиза.
[0882] <Шестой вариант осуществления>
Здесь будет подробно описан шестой вариант осуществления настоящего изобретения со ссылкой на Фигуры 103–111.
[0883] [Способ изготовления электролизера]
Способ изготовления электролизера согласно шестому варианту осуществления (далее в разделе <Шестой вариант осуществления> называемому просто «настоящим вариантом осуществления») представляет собой способ формирования нового электролизера путем размещения слоистого изделия в существующем электролизере, включающем анод, катод, который находится напротив анода, и мембрану, которая размещается между анодом и катодом, причем способ включает этап (А) объединения электрода для электролиза с новой мембраной при температуре, при которой мембрана не расплавляется, с получением тем самым слоистого изделия, и этап (В) замены мембраны в существующем электролизере слоистым изделием после этапа (А).
Как описано выше, в соответствии со способом изготовления электролизера по настоящему варианту осуществления можно объединить и использовать электрод для электролиза и мембрану, но не в соответствии с непрактичным способом, таким как термокомпрессия. Таким образом, можно улучшить эффективность работ во время обновления электрода в электролизере.
[0884] В настоящем варианте осуществления существующий электролизер содержит анод, катод, который находится напротив анода, и мембрану, которая размещена между анодом и катодом как конструкционными элементами, другими словами, содержит электролитическую ячейку. Существующий электролизер конкретно не ограничивается при условии, что он содержит вышеописанные конструкционные элементы, и могут быть применены разнообразные известные конфигурации.
[0885] В настоящем варианте осуществления новый электролизер дополнительно содержит электрод для электролиза или слоистое изделие, в дополнение к элементу, который уже служил в качестве анода или катода в существующем электролизере. То есть «электрод для электролиза», размещенный при формировании нового электролизера, служит в качестве анода или катода и является отдельным от катода и анода в существующем электролизере. В настоящем варианте осуществления, даже в случае, где эффективность анода и/или катода в электролизе ухудшилась в связи с работой существующего электролизера, размещение электрода для электролиза отдельно от них позволяет восстановить характеристики обновляемых анода и/или катода. Кроме того, в составляющей слоистое изделие комбинации с ним размещается новая ионообменная мембрана, и тем самым могут быть одновременно обновлены характеристики ионообменной мембраны, свойства которой ухудшились в связи с работой. Упоминаемое здесь «обновление характеристик» означает достижение характеристик, сравнимых с начальными характеристиками, которые имел существующий электролизер перед эксплуатацией, или характеристик, превышающих начальные характеристики.
[0886] В настоящем варианте осуществления существующий электролизер рассматривается как «электролизер, который уже работал», а новый электролизер рассматривается как «электролизер, который еще не работал». То есть, как только электролизер, сформированный как новый электролизер, начинает эксплуатироваться, электролизер становится «существующим электролизером в настоящем варианте осуществления». Размещение электрода для электролиза или слоистого изделия в этом существующем электролизере создает «новый электролизер по настоящему варианту осуществления».
[0887] Далее будут подробно описаны случай выполнения обычного электролиза соли с использованием ионообменной мембраны как мембраны, принятой в качестве примера, и один вариант осуществления электролизера. В разделе <Шестой вариант осуществления>, если не оговорено иное, «электролизер в настоящем варианте осуществления» предусматривает как «существующий электролизер в настоящем варианте осуществления», так и «новый электролизер по настоящему варианту осуществления».
[0888] [Электролитическая ячейка]
Сначала будет описана электролитическая ячейка, которая может быть использована в качестве конструкционного элемента электролизера в настоящем варианте осуществления. Фигура 103 иллюстрирует вид в разрезе электролитической ячейки 1.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 107, а катод 21 и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещен между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой 18b могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном вариант, поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодней конструкцией 40.
[0889] Фигура 104 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 105 показывает электролизер 4. Фигура 106 показывает этап сборки электролизера 4.
[0890] Как показано на Фигуре 104, электролитическая ячейка 1, катионообменная мембрана 2 и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней с нею электролитической ячейки 1 разделены катионообменной мембраной 2. Как показано на Фигуре 105, электролизер 4 состоит из множества электролитических ячеек 1, соединенных последовательно через ионообменную мембрану 2. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1. Как показано на Фигуре 106, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5.
[0891] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
[0892] В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[0893] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Здесь под питающим проводником означается изношенный электрод (то есть существующий электрод), электрод, не имеющий каталитического покрытия, и тому подобный. Когда электрод для электролиза в настоящем варианте осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 предпочтительно имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[0894] (Анод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10 (то есть, в анодной раме). В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0895] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0896] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутри анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[0897] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как газообразный хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 103, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 103.
[0898] Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газо–жидкостным сепаратором анодной стороны для отделения газа от жидкости. Газо–жидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[0899] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как газообразный хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
[0900] Хотя это не показано на Фигуре 103, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[0901] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[0902] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[0903] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20 (то есть, в катодной раме). Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0904] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическим компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Могут быть применены никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[0905] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[0906] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
[0907] Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[0908] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза в настоящем варианте осуществления, размещается в электролитической ячейке.
[0909] В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[0910] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
[0911] Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[0912] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают ионообменную мембрану 2 (смотри Фигуру 104). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через ионообменную мембрану 2.
[0913] Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующая с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Тогда, например, в случае, где две электролитических ячейки 1 соединяются через ионообменную мембрану 2 (смотри Фигуру 104), каждая электролитическая ячейка 1, к которой присоединено уплотнение, должна быть уплотнена посредством ионообменной мембраны 2. Это уплотнение может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[0914] [Слоистое изделие]
Электрод для электролиза в настоящем варианте осуществления используется как слоистое изделие с мембраной, такой как ионообменная мембрана или микропористая мембрана, То есть, слоистое изделие в настоящем варианте осуществления содержит электрод для электролиза и новую мембрану. Новая мембрана конкретно не ограничивается при условии, что является отдельной от мембраны в существующем электролизере, и могут быть использованы разнообразные известные «мембраны». Материал, форма, физические свойства и тому подобное новой мембраны могут быть подобными свойствам мембраны в существующем электролизере. Ниже будут подробно описаны конкретные примеры электрода для электролиза и мембраны.
[0915] (Этап (A))
На этапе (А) по настоящему варианту осуществления электрод для электролиза и новую мембрану объединяют при температуре, при которой мембрана не расплавляется, с получением тем самым слоистого изделия.
«Температура, при которой мембрана не расплавляется» может быть идентифицирована как температура размягчения новой мембраны. Температура может варьироваться в зависимости от составляющего мембрану материала, но предпочтительно варьируется от 0 до 100°С, более предпочтительно от 5 до 80°С, еще более предпочтительно от 10 до 50°С.
Вышеописанное объединение предпочтительно выполняется при нормальном давлении.
[0916] В качестве конкретного примера вышеуказанного объединения, которое конкретно не ограничивается, могут быть использованы способы всех типов, за исключением типичных способов плавления мембраны, таких как термокомпрессия. Одним предпочтительным примером является способ, в котором между упоминаемым ниже электродом для электролиза и мембраной размещают жидкость, и для объединения электрода и «мембраны» используется поверхностное натяжение жидкости.
[0917] [Этап (B)]
На этапе (B) в настоящем варианте осуществления мембрану в существующем электролизере заменяют слоистым изделием после этапа (А). Способ замены конкретно не ограничивается, и его примеры включают способ, в котором сначала в существующем электролизере высвобождают смежные электролитические ячейки и ионообменную мембрану из закрепленного состояния с помощью прижимающего устройства, обеспечивая зазор между электролитической ячейкой и ионообменной мембраной, затем удаляют подлежащую обновлению существующую ионообменную мембрану, затем в зазор вставляют слоистое изделие и мембрану и опять соединяют с помощью прижимающего устройства. Посредством этого способа слоистое изделие может быть размещено на поверхности анода или катода существующего электролизера и могут быть восстановлены характеристики ионообменной мембраны и анода и/или катода.
[0918] [Электрод для электролиза]
В настоящем варианте осуществления электрод для электролиза конкретно не ограничивается, пока электрод может быть объединен с новой мембраной, как указано выше, то есть, быть пригодным к объединению. Электрод для электролиза может представлять собой электрод, который служит как катод в электролизе, или может быть электродом, который служит в качестве анода. Что касается материала, формы и тому подобного электрода для электролиза, могут быть надлежащим образом выбраны пригодные с учетом этапов (А) и (В), конфигурации электролизера и тому подобного в настоящем варианте осуществления. Ниже будут описаны предпочтительные аспекты электрода для электролиза в настоящем варианте осуществления, но они являются только примерными аспектами, предпочтительными для объединения с новой мембраной. Могут быть надлежащим образом использованы иные электроды для электролиза, чем для указанных ниже аспектов.
[0919] Электрод для электролиза в настоящем варианте осуществления имеет силу, прилагаемую на единицу массы·единицу площади, предпочтительно 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с питающим проводником (изношенным электродом и электродом, не имеющим каталитического покрытия) и тому подобным. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, еще более предпочтительно 1,0 Н/(мг·см2) или менее, даже еще более предпочтительно 1,00 Н/(мг·см2) или менее.
С позиции дополнительного улучшения производительности электролиза сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более. Еще более предпочтительно сила составляет 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, а более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
Масса в расчете на единицу площади предпочтительно составляет 48 мг/см2 или менее, более предпочтительно 30 мг/см2 или менее, еще более предпочтительно 20 мг/см2 или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и экономии, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность, прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
[0920] Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii), которые более подробно изложены в Примерах. Что касается прилагаемой силы, то значение, полученное путем измерения методом (i) (также называемое «прилагаемая сила (1)”»), и значение, полученное путем измерения методом (ii) (также называемое «прилагаемая сила (2)”»), могут быть одинаковыми или различными, и каждое из значений предпочтительно составляет менее 1,5 Н/(мг·см2).
[0921] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности указанной здесь ионообменной мембраны описаны в Примерах), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляет от 0,5 до 0,8 мкм. Конкретный метод расчета среднего арифметического величины (Ra) поверхностной шероховатости является таким, как описано в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[0922] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), еще более предпочтительно 0,2 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0923] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и никелевой пластины и на массу образца электрода на участке перекрывания с никелевой пластиной для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[0924] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Кроме того, сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[0925] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) составляет, но конкретно не ограничивается, предпочтительно 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0926] В настоящем варианте осуществления, чтобы объединить новую мембрану и электрод для электролиза, между ними предпочтительно размещают жидкость. В качестве жидкости может быть использована любая жидкость, такая как вода или органические растворители, при условии, что жидкость создает поверхностное натяжение. Чем выше поверхностное натяжение жидкости, тем больше сила, прилагаемая между новой мембраной и электродом для электролиза. Таким образом, предпочтительна жидкость, имеющая более высокое поверхностное натяжение. Примеры жидкости включают следующие (численное значение в скобках представляет собой поверхностное натяжение жидкости при 20°С):
гексан (20,44 мН/м), ацетон (23,30 мН/м), метанол (24,00 мН/м), этанол (24,05 мН/м), этиленгликоль (50,21 мН/м) и вода (72,76 мН/м).
Жидкость, имеющая высокое поверхностное натяжение, обеспечивает возможность объединения (с образованием слоистого изделия) новой мембраны и электрода для электролиза, облегчая тем самым обновление электрода. Жидкость между новой мембраной и электродом для электролиза может присутствовать в таком количестве, что оба из них сцепляются друг с другом под действием поверхностного натяжения. В результате этого, после помещения слоистого изделия в электролитическую ячейку, жидкость, если смешивается с раствором электролита, не влияет на сам электролиз ввиду небольшого количества жидкости.
С практической точки зрения, в качестве жидкости предпочтительно применяется жидкость, имеющая поверхностное натяжение от 24 мН/м до 80 мН/м, такая как этанол, этиленгликоль и вода. В особенности предпочтительной является вода или водный раствор щелочи, полученный растворением в воде каустической соды, гидроксида калия, гидроксида лития, гидрокарбоната натрия, гидрокарбоната калия, карбоната натрия, карбоната калия или тому подобного. В альтернативном варианте поверхностное натяжение может быть скорректировано приведением этих жидкостей в контакт с поверхностно–активным веществом. Когда содержится поверхностно–активное вещество, прочность сцепления между новой мембраной и электродом для электролиза изменяется, позволяя настраивать технологичность. Поверхностно–активное вещество конкретно не ограничивается, и могут быть использованы как ионные поверхностно–активные вещества, так и неионные поверхностно–активные вещества.
[0927] Доля, измеренная следующим методом (2) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[0928] [Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0929] Доля, измеренная следующим методом (3) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[0930] Электрод для электролиза в настоящем варианте осуществления имеет, но без ограничения этим, пористую структуру и коэффициент открытой пористости или коэффициент пустотности от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося во время электролиза, хотя без конкретного ограничения этим. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет собой долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы. В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра), и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[0931] Здесь далее будет описан более конкретный вариант осуществления электрода для электролиза в настоящем варианте осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 108, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
Кроме того, как показано на Фигуре 108, поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[0932] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, и, кроме того, вентильные металлы, в том числе титан, хотя без ограничения этим. Подложка 10 предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применено любое из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, полученной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, с получением металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, проволочная сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
Примеры подложки 10 электрода для электролиза включают металлическую пористую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист и пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно–вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на одной или обеих ее поверхностях.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[0933] В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. В альтернативном варианте предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
[0934] Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 8 мкм.
[0935] Далее будет описан случай, где электрод для электролиза в настоящем варианте осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 108 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает прочность сцепления со вторым слоем 30.
[0936] Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0937] Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[0938] Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[0939] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
[0940] Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[0941] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0942] Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[0943] Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[0944] Далее будет описана ситуация, где электрод для электролиза в настоящем варианте осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 20 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
[0945] (Второй слой)
Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
[0946] Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[0947] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как в случае электрода. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода.
[0948] В настоящем варианте осуществления электрод для электролиза предпочтительно содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy, с позиции достижения достаточной производительности электролиза.
[0949] В настоящем варианте осуществления, из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность, и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[0950] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Способ получения по настоящему варианту осуществления, как упомянутый выше, может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, слой катализатора формируют на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкости, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[0951] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0952] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0953] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0954] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0955] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0956] (Формирование второго слоя)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[0957] (Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[0958] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[0959] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[0960] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[0961] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[0962] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора.
[0963] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[0964] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[0965] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
[0966] Далее будет подробно описана ионообменная мембрана согласно одному аспекту мембраны.
[Ионообменная мембрана]
Ионообменная мембрана конкретно не ограничивается при условии, что мембрана может быть ламинирована с электродом для электролиза, и могут использоваться разнообразные ионообменные мембраны. В настоящем варианте осуществления предпочтительно применяется ионообменная мембрана, которая имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Предпочтительно, чтобы слой покрытия содержал частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляла от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру, влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстрироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана из фторсодержащего полимера, в который введена ионообменная группа, содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[0967] Фигура 109 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
[0968] В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты, имеющий ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), и слой 2 карбоновой кислоты, имеющий ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»), и армирующие материалы сердцевины 4, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве анионообменной мембраны.
[0969] Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 109.
[0970] (Тело мембраны)
Сначала будет описано тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должно быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
[0971] Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, содержащий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)”»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[0972] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
[0973] Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[0974] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
[0975] Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
[0976] Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[0977] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[0978] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[0979] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[0980] Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[0981] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
[0982] Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[0983] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
[0984] Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
[0985] Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
[0986] Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
[0987] В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
[0988] В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[0989]
(Слой покрытия)
Ионообменная мембрана предпочтительно имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 109, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
[0990] Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
[0991] Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
[0992] Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
[0993] Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
[0994] Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы, нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
[0995] Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частиц, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала.
[0996] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
[0997] Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[0998] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего для слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего для слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
[0999] Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
[1000] Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
[1001] В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[1002] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
[1003] Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
[1004] Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами, называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
[1005] Материал армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
[1006] Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
[1007] Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
[1008] В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными пряжами или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и жатый ситец (сирсакер).
[1009] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
[1010] Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных прядями сплетены с уточными прядями со скручиванием, переплетения типа «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного с позиции размерной стабильности, механической прочности и простоты изготовления.
[1011] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
[1012] Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
[1013] Относительное отверстие армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
[1014] Относительное отверстие армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[1015] Фигура 110 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 110, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
[1016] Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[1017] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная нить или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные пряжи с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
[1018] Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити.
[1019] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
[1020] Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых пряжей). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых пряжей).
[1021] Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
[1022] Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (например, ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
[1023] Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[1024] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом,
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы,
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[1025] Далее каждый из этапов будет описан подробно.
[1026] Этап (1): этап получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[1027] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
[1028] В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
[1029] На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[1030] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
[1031] Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
[1032] Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[1033] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
[1034] Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
[1035] Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
[1036] Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
[1037] Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
[1038] С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
[1039] Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
[1040] Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[1041] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
[1042] В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[1043] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
[1044] На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
[1045] Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
[1046] Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[1047] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
[1048] Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся толщина. Температура более предпочтительно составляет от 75 до 100°C.
[1049] Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
[1050] Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 111(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[1051] Фигуры 111(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
[1052] Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
[1053] Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
[1054] Фигура 111(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[1055] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
[1056] Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
[1057] Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
[1058] Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
[1059] Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
[1060] Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[1061] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[1062] В настоящем варианте осуществления мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение EW (ионообменной емкости), отличное от EW слоя первой ионообменной смолы. В дополнение, мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей иную функциональную группу, нежели функциональная группа в слое первой ионообменной смолы. Ионообменная емкость может быть скорректирована посредством введенной функциональной группы, и функциональные группы, которые могут быть введены, являются такими, как упомянуто выше.
[1063] (Электролиз воды)
Электролизер в настоящем варианте осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
[1064] <Седьмой вариант осуществления>
Здесь будет подробно описан седьмой вариант осуществления настоящего изобретения со ссылкой на Фигуры 112–122.
[1065] [Способ изготовления электролизера]
Способ изготовления электролизера согласно первому аспекту (далее называемому просто «первым аспектом») седьмого варианта осуществления (далее в разделе <Седьмой вариант осуществления> называемому просто «настоящим вариантом осуществления») представляет собой способ формирования нового электролизера путем размещения слоистого изделия, включающего электрод для электролиза и новую мембрану, в существующем электролизере, включающем анод, катод, который находится напротив анода, мембрану, которая закреплена между анодом и катодом, и раму электролизера, которая поддерживает анод, катод и мембрану, причем способ включает этап (А) высвобождения мембраны из закрепленного состояния в раме электролизера, и этап (В) замены мембраны слоистым изделием после этапа (А).
Как описано выше, в соответствии со способом изготовления электролизера согласно первому аспекту, можно обновить электрод без удаления каждого компонента наружу из рамы электролизера, и можно улучшить эффективность работ во время обновления электрода в электролизере.
Способ изготовления электролизера согласно второму аспекту (ниже называемому просто «первым аспектом») настоящего варианта осуществления представляет собой способ формирования нового электролизера путем размещения электрода для электролиза в существующем электролизере, включающем анод, катод и мембрану, которая закреплена между анодом и катодом, и раму электролизера, которая поддерживает анод, катод и мембрану, причем способ включает этап (А) высвобождения мембраны из закрепленного состояния в раме электролизера, и этап (В') размещения электрода для электролиза между мембраной и анодом или катодом после этапа (А).
Как описано выше, также в соответствии со способом изготовления электролизера согласно второму аспекту, можно обновить электрод без удаления каждого компонента наружу из рамы электролизера и можно улучшить эффективность работ во время обновления электрода в электролизере.
Ниже, когда приводится ссылка на «способ изготовления электролизера по настоящему варианту осуществления», подразумеваются способ изготовления электролизера согласно первому аспекту и способ изготовления электролизера согласно второму аспекту.
[1066] В способе изготовления электролизера по настоящему варианту осуществления существующий электролизер содержит анод, катод, который находится напротив анода, мембрану, которая размещена между анодом и катодом, и раму электролизера, которая поддерживает анод, катод и мембрану, как конструкционные элементы. Другими словами, существующий электролизер содержит электролитическую ячейку. Существующий электролизер конкретно не ограничивается при условии, что он содержит вышеописанные конструкционные элементы, и могут быть применены разнообразные известные конфигурации.
[1067] В способе изготовления электролизера по настоящему варианту осуществления новый электролизер дополнительно содержит электрод для электролиза или слоистое изделие, в дополнение к элементу, который уже служил в качестве анода или катода в существующем электролизере. То есть, в первом аспекте и втором аспекте «электрод для электролиза», размещенный при формировании нового электролизера, служит в качестве анода или катода, и является отдельным от катода и анода в существующем электролизере. В способе изготовления электролизера по настоящему варианту осуществления, даже в случае, где эффективность анода и/или катода в электролизе ухудшилась в связи с работой существующего электролизера, размещение электрода для электролиза отдельно от них позволяет восстановить характеристики обновляемых анода и/или катода. В первом аспекте, в котором используется слоистое изделие, в комбинации с ним размещается новая ионообменная мембрана, и тем самым могут быть одновременно обновлены характеристики ионообменной мембраны, свойства которой ухудшились в связи с работой. Упоминаемое здесь «обновление характеристик» означает достижение характеристик, сравнимых с начальными характеристиками, которые имел существующий электролизер перед эксплуатацией, или характеристик, превышающих начальные характеристики.
[1068] В способе изготовления электролизера по настоящему варианту осуществления существующий электролизер рассматривается как «электролизер, который уже работал», а новый электролизер рассматривается как «электролизер, который еще не работал». То есть, как только электролизер, сформированный как новый электролизер, начинает эксплуатироваться, электролизер становится «существующим электролизером в настоящем варианте осуществления». Размещение электрода для электролиза или слоистого изделия в этом существующем электролизере создает «новый электролизер по настоящему варианту осуществления».
[1069] Далее будут подробно описаны случай выполнения обычного электролиза соли с использованием ионообменной мембраны как мембраны, принятой в качестве примера, и один вариант осуществления электролизера. В разделе <Седьмой вариант осуществления>, если не оговорено иное, «электролизер в настоящем варианте осуществления» предусматривает как «существующий электролизер в настоящем варианте осуществления», так и «новый электролизер по настоящему варианту осуществления».
[1070] [Электролитическая ячейка]
Сначала будет описана электролитическая ячейка, которая может быть использована в качестве конструкционного элемента электролизера в настоящем варианте осуществления. Фигура 112 иллюстрирует вид в разрезе электролитической ячейки 1.
Электролитическая ячейка 1 содержит анодную камеру 10, катодную камеру 20, разделительную перегородку 30, размещенную между анодной камерой 10 и катодной камерой 20, анод 11, размещенный в анодной камере 10, и катод 21, размещенный в катодной камере 20. При необходимости электролитическая ячейка 1 имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, и может включать поглотитель 18 обратного тока, размещенный в катодной камере. Анод 11 и катод 21, входящие в состав электролитической ячейки 1, электрически соединены друг с другом. Другими словами, электролитическая ячейка 1 содержит следующую катодную конструкцию. Катодная конструкция 40 содержит катодную камеру 20, катод 21, размещенный в катодной камере 20, и поглотитель 18 обратного тока, размещенный в катодной камере 20, причем поглотитель 18 обратного тока имеет подложку 18а и поглощающий обратный ток слой 18b, сформированный на подложке 18а, как показано на Фигуре 116, а катод 21 и поглощающий обратный ток слой 18b электрически соединены. Кроме того, катодная камера 20 имеет токоотвод 23, держатель 24, поддерживающий токоотвод, и металлическое упругое тело 22. Металлическое упругое тело 22 размещен между токоотводом 23 и катодом 21. Держатель 24 размещен между токоотводом 23 и разделительной перегородкой 30. Токоотвод 23 электрически соединен с катодом 21 через металлическое упругое тело 22. Разделительная перегородка 30 электрически соединена с токоотводом 23 через держатель 24. Соответственно этому, разделительная перегородка 30, держатель 24, токоотвод 23, металлическое упругое тело 22 и катод 21 электрически соединены между собой. Катод 21 и поглощающий обратный ток слой 18b электрически соединены. Катод 21 и поглощающий обратный ток слой 18b могут быть соединены непосредственно или могут быть соединены косвенно через токоотвод, держатель, металлическое упругое тело, разделительную перегородку или тому подобным образом. Вся поверхность катода 21 предпочтительно покрыта слоем катализатора для реакции восстановления. Форма электрического соединения может быть формой, в которой разделительная перегородка 30 и держатель 24, держатель 24 и токоотвод 23, и токоотвод 23 и металлическое упругое тело 22 в каждом случае непосредственно присоединены друг к другу, и катод 21 наслоен на металлическое упругое тело 22. Примеры способа непосредственного присоединения этих конструкционных элементов друг к другу включают сварку и тому подобное. В альтернативном варианте поглотитель 18 обратного тока, катод 21 и токоотвод 23 могут совокупно называться катодной конструкцией 40.
[1071] Фигура 113 иллюстрирует вид в разрезе двух электролитических ячеек 1, которые смежны в электролизере 4. Фигура 114 показывает электролизер 4. Фигура 115 показывает этап сборки электролизера 4 (отличный от этапов (А)–(В) и этапов (А’)–(В’).
[1072] Как показано на Фигуре 113, электролитическая ячейка 1, катионообменная мембрана 2 и электролитическая ячейка 1 размещены последовательно в указанном порядке. Ионообменная мембрана 2 размещается между анодной камерой одной электролитической ячейки 1 из двух электролитических ячеек, которые являются соседними в электролизере, и катодной камерой другой электролитической ячейки 1. То есть анодная камера 10 электролитической ячейки 1 и катодная камера 20 соседней с нею электролитической ячейки 1 разделены катионообменной мембраной 2. Как показано на Фигуре 114, электролизер 4 сформирован так, что множество электолитических ячеек 1, соединенные последовательно через ионообменную мембрану 2, поддерживаются рамой 8 электролизера. То есть электролизер 4 представляет собой биполярный электролизер, включающий множество размещенных последовательно электролитических ячеек 1 и ионообменные мембраны 2, в каждом случае размещенные между смежными электролитическими ячейками 1, и раму 8 электролизера, которая поддерживает ячейки 1 и мембраны 2. Как показано на Фигуре 115, электролизер 4 собирают размещением множества электролитических ячеек 1 в последовательном соединении через ионообменную мембрану 2 и связыванием ячеек посредством прижимающего устройства 5 в раме 8 электролизера. Рама электролизера конкретно не ограничивается, пока она способна поддерживать каждый элемент, а также связывать элементы, и могут быть использованы разнообразные известные конфигурации. Устройство для связывания каждой из мембран, находящихся в раме электролизера, конкретно не ограничивается, и его примеры включают гидравлические прессы и устройства, включающие тяговую штангу в качестве привода.
[1073] Электролизер 4 имеет анодный вывод 7 и катодный вывод 6, подключаемые к источнику электроснабжения. Анод 11 электролитической ячейки 1, размещенный на самом дальнем конце из множества последовательно соединенных электролитических ячеек 1 в электролизере 4, электрически соединен с анодным выводом 7. Катод 21 электролитической ячейки, находящейся на конце, противоположном относительно анодного вывода 7, среди множества электролитических ячеек 1, последовательно соединенных в электролизере 4, электрически соединен с катодным выводом 6. Электрический ток во время электролиза протекает со стороны анодного вывода 7 через анод и катод каждой электролитической ячейки 1 в сторону катодного вывода 6. У обоих концов связанных электролитических ячеек 1 может находиться электролитическая ячейка, имеющая только анодную камеру (ячейка анодного вывода), и электролитическая ячейка, имеющая только катодную камеру (ячейка катодного вывода). В этом случае анодный вывод 7 соединен с ячейкой анодного вывода, размещенной на одном конце, и катодный вывод 6 соединен с ячейкой катодного вывода, размещенной на другом конце.
[1074] В случае электролиза рассола, рассол подается в каждую анодную камеру 10, и чистая вода или низкоконцентрированный водный раствор гидроксида натрия подается в каждую катодную камеру 20. Каждая жидкость подводится из трубы для подачи раствора электролита (на фигуре не показана) через шланг для подведения раствора электролита (на фигуре не показан) к каждой электролитической ячейке 1. Раствор электролита и продукты электролиза выводятся из трубы для выведения раствора электролита (на фигуре не показана). Во время электролиза ионы натрия в рассоле мигрируют из анодной камеры 10 одной электролитической ячейки 1 через ионообменную мембрану 2 в катодную камеру 20 соседней электролитической ячейки 1. Тем самым электрический ток во время электролиза протекает по направлению, по которому электролитические ячейки 1 последовательно соединены. То есть электрический ток протекает через катионообменную мембрану 2 из анодной камеры 10 в сторону катодной камеры 20. Когда рассол подвергается электролизу, на стороне анода 11 выделяется газообразный хлор, и на стороне катода 21 образуются гидроксид натрия (растворенный) и газообразный водород.
[1075] (Анодная камера)
Анодная камера 10 имеет анод 11 или анодный питающий проводник 11. Здесь под питающим проводником означается изношенный электрод (то есть существующий электрод), электрод, не имеющий каталитического покрытия, и тому подобный. Когда электрод для электролиза в настоящем варианте осуществления вставлен на анодной стороне, 11 служит в качестве анодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на анодной стороне, 11 служит в качестве анода. Анодная камера 10 предпочтительно имеет блок подачи раствора электролита анодной стороны, который подает раствор электролита в анодную камеру 10, отражательную пластину, которая размещена над блоком подачи раствора электролита анодной стороны так, чтобы быть по существу параллельной или наклонной относительно разделительной перегородки 30, и газо–жидкостный сепаратор анодной стороны, размещенный над отражательной пластиной, для отделения газа от раствора электролита, включающего примешанный газ.
[1076] (Анод)
Когда электрод для электролиза в настоящем варианте осуществления не вставлен на анодной стороне, анод 11 находится в раме анодной камеры 10 (то есть, в анодной раме). В качестве анода 11 может быть использован металлический электрод, такой как так называемый DSA(R). DSA представляет собой электрод, включающий титановую подложку, поверхность которой покрыта оксидом, включающим рутений, иридий и титан, в качестве компонентов.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[1077] (Анодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на анодной стороне, на раме анодной камеры 10 предусматривается анодный питающий проводник 11. В качестве анодного питающего проводника 11 может быть использован металлический электрод, такой как так называемый DSA(R), и также может быть применен титан, не имеющий каталитического покрытия. В альтернативном варианте также может быть использован DSA, имеющий более тонкое каталитическое покрытие. Кроме того, также может быть применен уже использованный анод.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[1078] (Блок подачи раствора электролита анодной стороны)
Блок подачи раствора электролита анодной стороны, который подводит раствор электролита к анодной камере 10, соединен с трубой для подачи раствора электролита. Блок подачи раствора электролита анодной стороны предпочтительно размещается под анодной камерой 10. В качестве блока подачи раствора электролита анодной стороны, например, может быть использована труба, на поверхности которой сформированы участки просветов (дисперсионная труба), и тому подобное. Такая труба более предпочтительно размещается вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки. Эта труба соединена с трубой для подачи раствора электролита (патрубком подачи жидкости), которая подводит раствор электролита в электролитическую ячейку 1. Раствор электролита, подводимый из патрубка подачи жидкости, пропускается по трубе в электролитическую ячейку 1 и подается из выполненных на поверхности трубы отверстий внутрь анодной камеры 10. Размещение трубы вдоль поверхности анода 11 и параллельно днищу 19 электролитической ячейки предпочтительно потому, что раствор электролита может равномерно подводиться внутрь анодной камеры 10.
[1079] (Газо–жидкостный сепаратор анодной стороны)
Газо–жидкостный сепаратор анодной стороны предпочтительно размещается над отражательной пластиной. Назначением газо–жидкостного сепаратора анодной стороны является отделение образованного газа, такого как газообразный хлор, от раствора электролита во время электролиза. Если не оговаривается иное, «над» означает верхнее направление в электролитической ячейке 1 на фигуре 112, и «под» означает нижнее направление в электролитической ячейке 1 на фигуре 112.
[1080] Образованный во время электролиза газ, выделяющийся в электролитической ячейке 1, и раствор электролита образуют смешанную фазу (газо–жидкостную смешанную фазу), которая затем выпускается из системы. Вследствие этого, колебания давления внутри электролитической ячейки 1 вызывают вибрацию, которая может приводить к физическому повреждению ионообменной мембраны. Чтобы предотвращать это явление, электролитическую ячейку 1 по настоящему варианту осуществления предпочтительно оснащают газо–жидкостным сепаратором анодной стороны для отделения газа от жидкости. Газо–жидкостный сепаратор анодной стороны предпочтительно снабжен пеногасящей пластиной для устранения пузырьков. Когда поток газо–жидкостной смешанной фазы протекает через пеногасящую пластину, пузырьки лопаются, тем самым обеспечивая разделение раствора электролита и газа. В результате этого может предотвращаться вибрация во время электролиза.
[1081] (Отражательная пластина)
Отражательная пластина предпочтительно размещается над блоком подачи раствора электролита анодной стороны, и устанавливается по существу параллельно или наклонно относительно разделительной перегородки 30. Отражательная пластина представляет собой разделительную пластину, которая контролирует течение раствора электролита в анодную камеру 10. Когда предусматривается отражательная пластина, она может вызывать циркуляцию раствора электролита (рассола или тому подобного) внутри анодной камеры 10, тем самым делая более однородной концентрацию. Чтобы создавать внутреннюю циркуляцию, отражательную пластину предпочтительно размещают так, чтобы отделять пространство вблизи анода 11 от пространства вблизи разделительной перегородки 30. Из таких соображений отражательную пластину предпочтительно размещают так, чтобы она была напротив поверхности анода 11 и поверхности разделительной перегородки 30. В пространстве вблизи анода, отделенном отражательной пластиной, происходит электролиз, концентрация раствора электролита (концентрация рассола) снижается, и выделяется образующийся газ, такой как газообразный хлор. Это приводит к разности удельных весов газо–жидкостной смеси между пространством вблизи анода 11 и пространством вблизи разделительной перегородки 30, отделенным отражательной пластиной. С использованием этой разности можно стимулировать внутреннюю циркуляцию раствора электролита в анодной камере 10, делая тем самым более однородным распределение концентраций раствора электролита в анодной камере 10.
[1082] Хотя это не показано на Фигуре 112, внутри анодной камеры 10 может быть также дополнительно предусмотрен токоотвод. Материал и конфигурация такого токоотвода могут быть такими же, как для вышеуказанного токоотвода катодной камеры. В анодной камере 10 анод 11 сам по себе также может служить токоотводом.
[1083] (Разделительная перегородка)
Разделительная перегородка 30 размещается между анодной камерой 10 и катодной камерой 20. Разделительная перегородка 30 может называться сепаратором, и анодная камера 10 и катодная камера 20 отделены друг от друга разделительной перегородкой 30. В качестве разделительной перегородки 30 может быть использована перегородка, известная как сепаратор для электролиза, и пример ее содержит разделительную перегородку, сформированную привариванием включающей никель пластины на катодной стороне, и содержащей титан пластины на анодной стороне.
[1084] (Катодная камера)
В катодной камере 20, когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, 21 служит в качестве катодного питающего проводника. Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, 21 служит в качестве катода. Когда присутствует поглотитель обратного тока, катод или катодный питающий проводник 21 электрически соединен с поглотителем обратного тока. Катодная камера 20, подобно анодной камере 10, предпочтительно имеет блок подачи раствора электролита катодной стороны и газо–жидкостный сепаратор катодной стороны. Среди компонентов, составляющих катодную камеру 20, компоненты, подобные тем, которые составляют анодную камеру 10, описываться не будут.
[1085] (Катод)
Когда электрод для электролиза по настоящему варианту осуществления не вставлен на катодной стороне, катод 21 находится в раме катодной камеры 20 (то есть, в катодной раме). Катод 21 предпочтительно имеет никелевую подложку и слой катализатора, который покрывает никелевую подложку. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Катод 21 может быть подвергнут восстановительной обработке, при необходимости. В качестве подложки катода 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[1086] (Катодный питающий проводник)
Когда электрод для электролиза по настоящему варианту осуществления вставлен на катодной стороне, в раме катодной камеры 20 предусматривается катодный питающий проводник 21. Катодный питающий проводник 21 может быть покрыт каталитическим компонентом. Каталитический компонент может представлять собой компонент, который изначально применяется в качестве катода и сохраняется. Примеры компонентов слоя катализатора включают такие элементы, как Ru, C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды этих металлов. Примеры способа формирования слоя катализатора включают электроосаждение, электроосаждение сплава, дисперсионное/композитное электроосаждение, ХОПФ, ФОПФ, пиролиз и напыление. Эти способы могут быть использованы в комбинации. Слой катализатора при необходимости может иметь множество слоев и множество элементов. Могут быть применены никель, никелевые сплавы и никелированное железо или нержавеющая сталь, не имеющие каталитического покрытия. В качестве подложки катодного питающего проводника 21 могут быть использованы никель, никелевые сплавы и никелированное железо или нержавеющая сталь.
Что касается формы, может быть использована любая из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, сформированной сплетением тонких металлических нитей, и тому подобного.
[1087] (Поглощающий обратный ток слой)
В качестве материала для поглощающего обратный ток слоя может быть выбран материал, который по окислительно-восстановительному потенциалу является менее благородным, сравнительно с окислительно–восстановительным потенциалом элемента для упомянутого выше слоя катализатора катода. Его примеры включают никель и железо.
[1088] (Токоотвод)
Катодная камера 20 предпочтительно содержит токоотвод 23. Токоотвод 23 улучшает эффективность отбора тока. В настоящем варианте осуществления токоотвод 23 представляет собой пористую пластину и предпочтительно размещается по существу параллельно поверхности катода 21.
[1089] Токоотвод 23 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Токоотвод 23 может представлять собой смесь, сплав или сложный оксид этих металлов. Токоотвод 23 может иметь любую форму при условии, что форма позволяет токоотводу функционировать, и может иметь форму пластины или сетки.
[1090] (Металлическое упругое тело)
Размещением металлического упругого тела 22 между токоотводом 23 и катодом 21 каждый катод 21 множества соединенных последовательно электролитических ячеек 1 прижимается к ионообменной мембране 2 для сокращения расстояния между каждым анодом 11 и каждым катодом 21. Тем самым можно снизить напряжение, подаваемое на все множество соединенных последовательно электролитических ячеек 1. Снижение напряжения способствует снижению энергопотребления. Когда размещается металлическое упругое тело 22, создаваемое металлическим упругим телом 22 прижимающее давление позволяет электроду для электролиза стабильно сохранять свое положение на месте, когда слоистое изделие, содержащее электрод для электролиза в настоящем варианте осуществления, размещается в электролитической ячейке.
[1091] В качестве металлического упругого тела 22 могут быть применены пружинные элементы, такие как спиральные и винтовые пружины, и амортизирующие маты. В качестве металлического упругого тела 22 может быть надлежащим образом применен элемент с учетом механического напряжения из–за давления на ионообменную мембрану и тому подобного. Металлическое упругое тело 22 может быть размещено на поверхности токоотвода 23 на стороне катодной камеры 20 или может быть предусмотрено на поверхности разделительной перегородки на стороне анодной камеры 10. Обе камеры обычно разделены так, что катодная камера 20 становится меньшей, чем анодная камера 10. Таким образом, с точки зрения прочности рамы и тому подобного, металлическое упругое тело 22 предпочтительно размещают между токоотводом 34 и катодом 21 в катодной камере 20. Металлическое упругое тело 22 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан.
[1092] (Держатель)
Катодная камера 20 предпочтительно содержит держатель 24, который электрически соединяет токоотвод 23 с разделительной перегородкой 30. Этим может достигаться эффективное течение тока.
[1093] Держатель 24 предпочтительно содержит электрически проводящий металл, такой как никель, железо, медь, серебро и титан. Держатель 24 может иметь любую форму при условии, что держатель может поддерживать токоотвод 23, и может иметь форму стержня, пластины или сетки. Держатель 24 имеет, например, форму пластины. Между разделительной перегородкой 30 и токоотводом 23 размещается множество держателей 24. Множество держателей 24 выровнено так, что их поверхности параллельны между собой. Держатели 24 размещаются по существу перпендикулярно разделительной перегородке 30 и токоотводу 23.
[1094] (Уплотнение анодной стороны и уплотнение катодной стороны)
Уплотнение анодной стороны предпочтительно размещается на поверхности рамы, составляющей анодную камеру 10. Уплотнение катодной стороны предпочтительно размещается на поверхности рамы, составляющей катодную камеру 20. Электролитические ячейки соединены между собой так, что уплотнение анодной стороны, находящаяся в одной электролитической ячейке, и уплотнение катодной стороны соседней с ней электролитической ячейки прокладывают ионообменную мембрану 2 (смотри Фигуру 113). Эти уплотнения могут создавать воздухонепроницаемость в местах соединения, когда множество электолитических ячеек 1 соединяются последовательно через ионообменную мембрану 2.
[1095] Уплотнения образуют уплотнение между ионообменной мембраной и электролитическими ячейками. Конкретные примеры уплотнений включают подобные картинной раме резиновые листы, в центре которых образован проем. Уплотнения должны иметь стойкость против коррозионно–агрессивных растворов электролита или образованного газа и быть работоспособными в течение длительного периода времени. Так, в отношении химической стойкости и твердости в качестве уплотнений обычно применяются вулканизированные продукты и сшитые посредством пероксида продукты этилен–пропилен–диенового каучука (EPDM–каучука) и этилен–пропиленового каучука (EPM–каучука). В альтернативном варианте, при необходимости, могут быть использованы уплотнения, в которых участок, находящийся в контакте с жидкостью (контактирующая с жидкостью область), покрывают фторсодержащей смолой, такой как политетрафторэтилен (PTFE) и сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA). Эти уплотнения в каждом случае могут иметь такой проем, который не препятствует течению раствора электролита, и форма проема конкретно не ограничивается. Например, уплотнение в форме рамы для картины присоединяют посредством адгезива или тому подобного вдоль периферической кромки каждого проема рамы анодной камеры, составляющей анодную камеру 10, или рамы катодной камеры, составляющей катодную камеру 20. Тогда, например, в случае, где две электролитических ячейки 1 соединяются через ионообменную мембрану 2 (смотри Фигуру 113), каждая электролитическая ячейка 1, к которой присоединено уплотнение, должна быть уплотнена посредством ионообменной мембраны 2. Это уплотнение может предотвращать утечку из электролитических ячеек 1 раствора электролита, гидроксида щелочного металла, газообразного хлора, газообразного водорода и тому подобного, образованных при электролизе.
[1096] [Слоистое изделие]
В способе изготовления электролизера по настоящему варианту осуществления электрод для электролиза может быть использован в качестве слоистого изделия с мембраной, такой как ионообменная мембрана или микропористая мембрана. То есть слоистое изделие в настоящем варианте осуществления содержит электрод для электролиза и новую мембрану. Новая мембрана конкретно не ограничивается при условии, что является отдельной от мембраны в существующем электролизере, и могут быть использованы разнообразные известные «мембраны». Материал, форма, физические свойства и тому подобное новой мембраны могут быть подобными свойствам мембраны в существующем электролизере. Ниже будут подробно описаны конкретные примеры электрода для электролиза и мембраны.
[1097] (Этап (A))
На этапе (А) в первом аспекте проводят высвобождение мембраны из закрепленного состояния в раме электролизера. «В раме электролизера» означает, что этап (А) выполняют в то время, как поддерживается состояние, в котором электролитическая ячейка (то есть элемент, содержащий анод и катод) и мембраны поддерживаются рамой электролизера, и исключается аспект, в котором электролитическую ячейку удаляют из рамы электролизера. Примеры способа высвобождения мембраны из закрепленного состояния включают, но без ограничения этим, способ, в котором ослабляют действие прижимающего устройства, создавая зазор между электролитической ячейкой и мембраной, чтобы сделать мембрану удаляемой наружу из рамы электролизера. На этапе (А) высвобождение мембраны из закрепленного состояния в раме электролизера предпочтительно выполняется сдвигом анода и катода по направлению их размещения, соответственно. Эта операция позволяет сделать мембрану удаляемой наружу из рамы электролизера без удаления электролитической ячейки наружу из рамы электролизера.
[1098] [Этап (B)]
На этапе (B) в первом аспекте мембрану в существующем электролизере заменяют слоистым изделием после этапа (А). Примеры способа замены включают, но не ограничиваются этим, способ, в котором создают зазор между электролитической ячейкой и ионообменной мембраной, затем удаляют подлежащую обновлению существующую ионообменную мембрану, и затем в зазор вставляют слоистое изделие. Посредством этого способа слоистое изделие может быть размещено на поверхности анода или катода существующего электролизера и могут быть восстановлены характеристики ионообменной мембраны и анода и/или катода.
После выполнения этапа (В) слоистое изделие предпочтительно закрепляют в раме электролизера путем сжатия анодом и катодом. Более конкретно, после того, как мембрана была заменена слоистым изделием в существующем электролизере, слоистое изделие и элементы в существующем электролизере, такие как электролитическая ячейка, могут быть соединены опять прижатием с помощью прижимающего устройства. Посредством этого способа слоистое изделие может быть закреплено на поверхности анода или катода в существующем электролизере.
[1099] Конкретный пример этапов (А)–(В) в первом аспекте будет описан на основе Фигур 117(А) и (В). Сначала ослабляют сжимающее усилие прижимающего устройства 5, и множество электолитических ячеек 1 и ионообменные мембраны 2 сдвигают по направлению α их размещения. Это позволяет сформировать зазор S между электролитической ячейкой 1 ионообменной мембраной 2 без удаления электролитической ячейки 1 наружу из рамы 8 электролизера, и ионообменная мембрана 2 становится извлекаемой наружу из рамы 8 электролизера. Затем заменяемую ионообменную мембрану 2 существующего электролизера удаляют из рамы 8 электролизера, и вместо нее вставляют слоистое изделие 9 из новой ионообменной мембраны 2а и электрода 100 для электролиза между соседними электролитическими ячейками 1 (то есть в зазор S). Тем самым слоистое изделие 9 размещается между соседними электролитическими ячейками 1, и эти компоненты становятся поддерживаемыми рамой 8 электролизера. Затем множество электолитических ячеек 1 и слоистое изделие 9 соединяют прижатием по направлению α размещения с помощью прижимающего устройства 5.
[1100] (Этап (A’))
На этапе (A’) во втором аспекте также высвобождают мембрану из закрепленного состояния в раме электролизера, как в первом аспекте. На этапе (A’) высвобождение мембраны из закрепленного состояния в раме электролизера также предпочтительно проводят сдвигом анода и катода по направлению их размещения, соответственно. Эта операция позволяет сделать мембрану удаляемой наружу из рамы электролизера без удаления электролитической ячейки наружу из рамы электролизера.
[1101] [Этап (B’)]
На этапе (B’) во втором аспекте после этапа (A’) между мембраной и анодом или катодом размещают электрод для электролиза. Примеры способа размещения электрода для электролиза включают, но не ограничиваются этим, способ, в котором, например, обеспечивают зазор между электролитической ячейкой и ионообменной мембраной, и затем в зазор вставляют электрод для электролиза. Этим способом электрод для электролиза может быть размещен на поверхности анода или катода в существующем электролизере, и могут быть восстановлены характеристики анода или катода.
После выполнения этапа (B’) электрод для электролиза предпочтительно закрепляют в раме электролизера путем прижатия анодом и катодом. Более конкретно, после того, как электрод для электролиза был размещен на поверхности анода или катода в существующем электролизере, электрод для электролиза и элементы в существующем электролизере, такие как электролитическая ячейка, могут быть соединены опять прижатием с помощью прижимающего устройства. Посредством этого способа слоистое изделие может быть закреплено на поверхности анода или катода в существующем электролизере.
[1102] Конкретный пример этапов (A’)–(B’) во втором аспекте будет описан на основе Фигур 118(A) и (B). Сначала ослабляют сжимающее усилие прижимающего устройства 5, и множество электолитических ячеек 1 и ионообменные мембраны 2 сдвигают по направлению α их размещения. Это позволяет сформировать зазор S между электролитической ячейкой 1 ионообменной мембраной 2 без удаления электролитической ячейки 1 наружу из рамы 8 электролизера. Затем между соседними электролитическими ячейками 1 (то есть в зазор S) вставляют электрод 100 для электролиза. Тем самым электрод 100 для электролиза размещается между соседними электролитическими ячейками 1, и эти компоненты становятся поддерживаемыми рамой 8 электролизера. Затем множество электолитических ячеек 1 и электрод 100 для электролиза соединяют прижатием по направлению α размещения с помощью прижимающего устройства 5.
[1103] На этапе (B) в первом аспекте слоистое изделие предпочтительно закрепляют на поверхности по меньшей мере одного из анода и катода при температуре, при которой слоистое изделие не расплавляется.
«Температура, при которой слоистое изделие не расплавляется» может быть идентифицирована как температура размягчения новой мембраны. Температура может варьироваться в зависимости от составляющего мембрану материала, но предпочтительно варьируется от 0 до 100°С, более предпочтительно от 5 до 80°С, еще более предпочтительно от 10 до 50°С.
Вышеописанное закрепление предпочтительно выполняется при нормальном давлении.
Кроме того, слоистое изделие предпочтительно получают объединением электрода для электролиза и новой мембраны при температуре, при которой мембрана не расплавляется, и затем используют на этапе (В).
[1104] В качестве конкретного примера вышеуказанного объединения, которое конкретно не ограничивается, могут быть использованы способы всех типов, за исключением типичных способов плавления мембраны, таких как термокомпрессия. Одним предпочтительным примером является способ, в котором между упоминаемым ниже электродом для электролиза и мембраной размещают жидкость, и для объединения электрода и мембраны используется поверхностное натяжение жидкости.
[1105] [Электрод для электролиза]
В способе изготовления электролизера по настоящему варианту осуществления электрод для электролиза конкретно не ограничивается при условии, что электрод может быть использован для электролиза. Электрод для электролиза может представлять собой электрод, который служит в качестве катода в электролизе, или может быть электродом, который служит в качестве анода. Что касается материала, формы и тому подобного электрода для электролиза, могут быть надлежащим образом выбраны пригодные с учетом конфигурации электролизера и тому подобного. Ниже будут описаны предпочтительные аспекты электрода для электролиза в настоящем варианте осуществления, но они являются только примерными аспектами, предпочтительными для ситуации, в которой электрод объединяют с новой мембраной с образованием слоистого изделия в первом аспекте. Могут быть надлежащим образом использованы иные электроды для электролиза, чем для указанных ниже аспектов.
[1106] Электрод для электролиза в настоящем варианте осуществления имеет силу, прилагаемую на единицу массы·единицу площади, предпочтительно 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см)2 или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с питающим проводником (изношенным электродом и электродом, не имеющим каталитического покрытия) и тому подобным. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, еще более предпочтительно 1,0 Н/(мг·см2) или менее, даже еще более предпочтительно 1,00 Н/(мг·см2) или менее.
С позиции дополнительного улучшения производительности электролиза сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более, еще более предпочтительно 0,14 Н/(мг·см2) или более. Еще более предпочтительно сила составляет 0,2 Н/(мг·см2) или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
Вышеописанная прилагаемая сила может быть в пределах вышеописанного диапазона при надлежащем регулировании, например, описываемого ниже коэффициента открытой пористости, толщины электрода, среднего арифметического величины поверхностной шероховатости и тому подобного. Например, более конкретно, более высокий коэффициент открытой пористости обуславливает меньшую прилагаемую силу, а более низкий коэффициент открытой пористости приводит к большей прилагаемой силе.
Масса в расчете на единицу площади предпочтительно составляет 48 мг/см2 или менее, более предпочтительно 30 мг/см2 или менее, еще более предпочтительно 20 мг/см2 или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана и микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и экономии, и, более того, предпочтительно составляет 15 мг/см2 или менее, по общим соображениям, включающим технологичность, прочность сцепления и экономичность. Значение нижнего предела конкретно не ограничивается, но составляет, например, величину порядка 1 мг/см2.
Вышеописанная масса на единицу площади может быть в пределах вышеописанного диапазона, например, в результате надлежащего регулирования описываемых ниже коэффициента открытой пористости, толщины электрода и тому подобного. Более конкретно, например, когда толщина является постоянной, более высокий коэффициент открытой пористости обуславливает снижение массы на единицу площади, а меньший коэффициент открытой пористости приводит к более высокой массе на единицу площади.
[1107] Прилагаемая сила может быть измерена описываемыми ниже методами (i) или (ii), которые более подробно изложены в Примерах. Что касается прилагаемой силы, то значение, полученное путем измерения методом (i) (также называемое «прилагаемая сила (1)”»), и значение, полученное путем измерения методом (ii) (также называемое «прилагаемая сила (2)”»), могут быть одинаковыми или различными, и каждое из значений предпочтительно составляет менее 1,5 Н/(мг·см2).
[1108] [Метод (i)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм), ионообменную мембрану, которая получена нанесением частиц неорганического материала и связующего на обе поверхности перфторуглеродного полимера, в который введена ионообменная группа (квадрат со стороной 170 мм, подробности указанной здесь ионообменной мембраны описаны в Примерах), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляет от 0,5 до 0,8 мкм. Конкретный метод расчета среднего арифметического величины (Ra) поверхностной шероховатости является таким, как описано в Примерах.
В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и ионообменной мембраны и на массу ионообменной мембраны на участке перекрывания с образцом электрода для расчета прилагаемой силы на единицу массы·единицу площади (1) (Н/(мг·см2)).
[1109] Прилагаемая сила на единицу массы·единицу площади (1), полученная методом (i), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2), еще более предпочтительно 0,2 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[1110] [Метод (ii)]
Никелевую пластину, полученную струйной обработкой оксидом алюминия с номером зернистости 320 (толщина 1,2 мм, квадрат со стороной 200 мм, никелевая пластина подобна пластине в вышеуказанном методе (i)), и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. После этого слоистое изделие в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия, с получением образца для измерения. В условиях температуры 23±2°C и относительной влажности 30±5% только образец электрода в этом образце для измерения поднимают в вертикальном направлении со скоростью 10 мм/минуту с использованием машины для испытания на растяжение и сжатие и измеряют нагрузку, когда образец электрода поднимается на 10 мм в вертикальном направлении. Это измерение повторяют три раза и рассчитывают среднее значение.
Это среднее значение делят на площадь участка перекрывания образца электрода и никелевой пластины и на массу образца электрода на участке перекрывания с никелевой пластиной для расчета прилагаемой силы на единицу массы·единицу площади (2) (Н/(мг·см2)).
[1111] Прилагаемая сила на единицу массы·единицу площади (2), полученная методом (ii), предпочтительно составляет 1,6 Н/(мг·см2) или менее, более предпочтительно менее 1,6 Н/(мг·см2), дополнительно предпочтительно менее 1,5 Н/(мг·см2), еще более предпочтительно 1,2 Н/(мг·см2) или менее, еще более предпочтительно 1,20 Н/(мг·см2) или менее с точки зрения обеспечения хорошей технологичности и хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, изношенным электродом, и питающим проводником, не имеющим каталитического покрытия. Прилагаемая сила еще более предпочтительно составляет 1,1 Н/(мг·см2) или менее, дополнительно более предпочтительно 1,10 Н/(мг·см2) или менее, в особенности предпочтительно 1,0 Н/(мг·см2) или менее, особенно предпочтительно 1,00 Н/(мг·см2) или менее. Кроме того, сила предпочтительно составляет более 0,005 Н/(мг·см2), более предпочтительно 0,08 Н/(мг·см2) или более, дополнительно предпочтительно 0,1 Н/(мг·см2) или более с точки зрения дополнительного улучшения производительности электролиза, и, кроме того, более предпочтительно составляет 0,14 Н/(мг·см2) или более с позиции дополнительного облегчения проведения погрузки-разгрузки при крупном размере (например, размере 1,5 м×2,5 м).
[1112] Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Толщина подложки электрода для электролиза (измеренная толщина) составляет, но конкретно не ограничивается, предпочтительно 300 мкм или менее, более предпочтительно 205 мкм или менее, еще более предпочтительно 155 мкм или менее, дополнительно предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, являясь пригодной к сворачиванию в рулон и удовлетворительному сгибанию в складки и облегчающей проведение погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м), и, в дополнение, еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[1113] В способе изготовления электролизера по настоящему варианту осуществления, чтобы объединить новую мембрану и электрод для электролиза, между ними предпочтительно размещают жидкость. В качестве жидкости может быть использована любая жидкость, такая как вода или органические растворители, при условии, что жидкость создает поверхностное натяжение. Чем выше поверхностное натяжение жидкости, тем больше сила, прилагаемая между новой мембраной и электродом для электролиза. Таким образом, предпочтительна жидкость, имеющая более высокое поверхностное натяжение. Примеры жидкости включают следующие (численное значение в скобках представляет собой поверхностное натяжение жидкости при 20°С):
гексан (20,44 мН/м), ацетон (23,30 мН/м), метанол (24,00 мН/м), этанол (24,05 мН/м), этиленгликоль (50,21 мН/м) и вода (72,76 мН/м).
Жидкость, имеющая высокое поверхностное натяжение, обеспечивает возможность объединения (с образованием слоистого изделия) новой мембраны и электрода для электролиза, облегчая тем самым обновление электрода. Жидкость между новой мембраной и электродом для электролиза может присутствовать в таком количестве, что оба из них сцепляются друг с другом под действием поверхностного натяжения. В результате этого, после помещения слоистого изделия в электролитическую ячейку, жидкость, если смешивается с раствором электролита, не влияет на сам электролиз ввиду небольшого количества жидкости.
С практической точки зрения, в качестве жидкости предпочтительно применяется жидкость, имеющая поверхностное натяжение от 24 мН/м до 80 мН/м, такая как этанол, этиленгликоль и вода. В особенности предпочтительной является вода или водный раствор щелочи, полученный растворением в воде каустической соды, гидроксида калия, гидроксида лития, гидрокарбоната натрия, гидрокарбоната калия, карбоната натрия, карбоната калия или тому подобного. В альтернативном варианте поверхностное натяжение может быть скорректировано приведением этих жидкостей в контакт с поверхностно–активным веществом. Когда содержится поверхностно–активное вещество, прочность сцепления между новой мембраной и электродом для электролиза изменяется, позволяя настраивать технологичность. Поверхностно–активное вещество конкретно не ограничивается, и могут быть использованы как ионные поверхностно–активные вещества, так и неионные поверхностно–активные вещества.
[1114] Доля, измеренная следующим методом (2) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 90% или более, более предпочтительно 92% или более с точки зрения обеспечения хорошей технологичности и достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и дополнительно предпочтительно 95% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (2)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 280 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[1115] Доля, измеренная следующим методом (3) на электроде для электролиза в настоящем варианте осуществления, конкретно не ограничивается, но предпочтительно составляет 75% или более, более предпочтительно 80% или более с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и для надлежащей пригодности к намотке в рулон и удовлетворительному сгибанию в складки, и дополнительно предпочтительно составляет 90% или более с точки зрения дополнительного облегчения проведения погрузки-разгрузки при большом размере (например, размере 1,5 м×2,5 м). Значение верхнего предела составляет 100%.
[Метод (3)]
Ионообменную мембрану (квадрат со стороной 170 мм) и образец электрода (квадрат со стороной 130 мм) наслаивают в этом порядке. Слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу в достаточной мере погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором ионообменная мембрана (квадрат со стороной 170 мм) находится в плотном контакте с электродом.
[1116] Электрод для электролиза в настоящем варианте осуществления имеет, но без ограничения этим, пористую структуру и коэффициент открытой пористости или коэффициент пустотности от 5 до 90% или менее с точки зрения обеспечения хорошей технологичности, достижения хорошей силы сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом (питающим проводником) и электродом (питающим проводником), не имеющим каталитического покрытия, и предотвращения накопления газа, выделяющегося во время электролиза, хотя без конкретного ограничения этим. Коэффициент открытой пористости более предпочтительно составляет от 10 до 80% или менее, более предпочтительно от 20 до 75%.
Коэффициент открытой пористости представляет собой долю участков просветов в расчете на единицу объема. Метод расчета может различаться в зависимости от того, рассматриваются ли участки просветов субмикронного размера или же рассматриваются только видимые просветы. В настоящем варианте осуществления объем V рассчитывали из значений измеренной толщины, ширины и длины электрода, и, кроме того, измеряли вес W, чтобы тем самым рассчитать коэффициент А открытой пористости по следующей формуле.
A=(1–(W/(V×ρ))×100
ρ представляет собой плотность материала электрода (г/см3). Например, ρ никеля составляет 8,908 г/см3, а ρ титана составляет 4,506 г/см3. Коэффициент открытой пористости надлежащим образом регулируется изменением площади перфорируемого металла на единицу площади в случае перфорированного металлического листа, изменением значений SW (короткого диаметра), LW (длинного диаметра) и подачи в случае просечно–вытяжного металлического листа, изменением линейных размеров диаметра металлического волокна и номера сита в случае сетки, изменением рисунка фоторезиста, применяемого в случае электроформования, изменением диаметра металлического волокна и плотности волокна в случае нетканого полотна, изменением пресс-формы для формования полостей в случае пористого металла или тому подобным образом.
[1117] Здесь далее будет описан более конкретный вариант осуществления электрода для электролиза в настоящем варианте осуществления.
Электрод для электролиза по настоящему варианту осуществления предпочтительно содержит подложку электрода для электролиза и слой катализатора. Слой катализатора может быть составлен множеством слоев, как показано ниже, или может иметь однослойную конфигурацию.
Как показано на Фигуре 119, электрод 100 для электролиза по настоящему варианту осуществления содержит подложку 10 электрода для электролиза и пару первых слоев 20, которыми покрыты обе поверхности подложки 10 электрода для электролиза. Первыми слоями 20 предпочтительно покрыта вся подложка 10 электрода для электролиза. По–видимому, это покрытие повышает каталитическую активность и долговечность электрода. Один первый слой 20 может быть наслоен только на одну поверхность подложки 10 электрода для электролиза.
Кроме того, как показано на Фигуре 119, поверхности первых слоев 20 могут быть покрыты вторыми слоями 30. Первые слои 20 предпочтительно покрыты вторыми слоями 30 целиком. В альтернативном варианте один второй слой 30 может быть наслоен только на одну поверхность первого слоя 20.
[1118] (Подложка электрода для электролиза)
В качестве подложки 10 электрода для электролиза могут быть использованы, например, никель, никелевые сплавы, нержавеющая сталь, или вентильные металлы, в том числе титан, хотя без ограничения этим. Подложка 10 предпочтительно содержит по меньшей мере один элемент, выбранный из никеля (Ni) и титана (Ti).
Когда нержавеющая сталь применяется в водном растворе щелочи с высокой концентрацией, железо и хром вымываются и удельная электрическая проводимость составляет величину порядка одной десятой значения для никеля. С учетом вышеуказанного, в качестве подложки электрода для электролиза предпочтительной является подложка, содержащая никель (Ni).
В альтернативном варианте, когда подложка 10 электрода для электролиза используется в солевом растворе с высокой концентрацией, близкой к насыщению, в атмосфере, в которой образуется газообразный хлор, материал подложки 10 электрода также предпочтительно представляет собой титан, имеющий высокую коррозионную стойкость.
Форма подложки 10 электрода для электролиза конкретно не ограничивается, и может быть выбрана форма, пригодная для данной цели. В качестве формы может быть применено любое из перфорированного металлического листа, нетканого полотна, пористого металла, просечно–вытяжного металлического листа, образованной электроформованием металлической пористой фольги, так называемой тканой металлической сетки, полученной сплетением металлических нитей, и тому подобного. Из них предпочтительны перфорированный металлический лист или просечно–вытяжной металлический лист. Электроформование представляет собой способ получения тонкой металлической фольги, имеющей точно сформированный рисунок с использованием фотолитографии и электроосаждения в комбинации. Оно представляет собой способ, включающий формирование рисунка на подложке посредством фоторезиста, и электроосаждение участка, не защищенного резистом, с получением металлической тонкой пленки.
Что касается формы подложки электрода для электролиза, подходящая техническая характеристика зависит от расстояния между анодом и катодом в электролизере. В случае, где расстояние между анодом и катодом является конечным, может быть использована форма просечно–вытяжного металлического листа или перфорированного металлического листа, и в случае так называемого электролизера с нулевым зазором, в котором ионообменная мембрана находится в контакте с электродом, могут быть применены сформированная сплетением тонких металлических нитей тканая металлическая сетка, проволочная сетка, пористый металл, металлическое нетканое полотно, просечно–вытяжной металлический лист, перфорированный металлический лист, металлическая пористая фольга и тому подобное, хотя без ограничения этим.
Примеры подложки 10 электрода для электролиза включают металлическую пористую фольгу, проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно–вытяжной металлический лист и пористый металл.
В качестве материала пластины перед обработкой с образованием перфорированного металлического листа или просечно–вытяжного металлического листа, предпочтительны прокатанные пластинчатые материалы и электролитические фольги. Электролитическая фольга предпочтительно подвергается дополнительной обработке электроосаждением с использованием того же элемента, как ее базовый материал, в качестве дополнительной обработки, чтобы тем самым сформировать шероховатости на одной или обеих ее поверхностях.
Толщина подложки 10 электрода для электролиза, как упомянуто выше, предпочтительно составляет 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, еще более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее с точки зрения технологичности и экономичности. Значение нижнего предела конкретно не ограничивается, но составляет, например, 1 мкм, предпочтительно 5 мкм, более предпочтительно 15 мкм.
[1119] В подложке электрода для электролиза остаточное механическое напряжение во время обработки предпочтительно снимается отжигом подложки электрода для электролиза в окислительной атмосфере. Предпочтительно формировать шероховатости с использованием стальной решетки, решетки из оксида алюминия или тому подобного на поверхности подложки электрода для электролиза с последующей кислотной обработкой для увеличения площади ее поверхности, чтобы улучшить прочность сцепления со слоем катализатора, которым покрывается поверхность. В альтернативном варианте предпочтительно проводить обработку электроосаждением с использованием того же элемента, что и подложка, для увеличения площади поверхности.
[1120] Для приведения первого слоя 20 в плотный контакт с поверхностью подложки 10 электрода для электролиза, подложку 10 электрода для электролиза предпочтительно подвергают обработке для увеличения площади поверхности. Примеры обработки для увеличения площади поверхности включают струйную обработку с использованием рубленой проволоки, стальной решетки, решетки из оксида алюминия или тому подобного, кислотную обработку с использованием серной кислоты или соляной кислоты и обработку электроосаждением с использованием того же элемента, как в подложке. Среднее арифметическое (Ra) поверхностной шероховатости на поверхности подложки конкретно не ограничивается, но предпочтительно составляет от 0,05 мкм до 50 мкм, более предпочтительно от 0,1 до 10 мкм, еще более предпочтительно от 0,1 до 8 мкм.
[1121] Далее будет описан случай, где электрод для электролиза в настоящем варианте осуществления используется в качестве анода для обычного электролиза соли.
(Первый слой)
На фигуре 119 первый слой 20 в качестве слоя катализатора содержит по меньшей мере один из оксидов рутения, оксидов иридия и оксидов титана. Примеры оксида рутения включают RuO2. Примеры оксида иридия включают IrO2. Примеры оксида титана включают TiO2. Первый слой 20 предпочтительно содержит два оксида: оксид рутения и оксид титана или три оксида: оксид рутения, оксид иридия и оксид титана. Это делает первый слой 20 более стабильным и дополнительно улучшает прочность сцепления со вторым слоем 30.
[1122] Когда первый слой 20 содержит два оксида: оксид рутения и оксид титана, первый слой 20 предпочтительно содержит от 1 до 9 молей, более предпочтительно от 1 до 4 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении двух оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[1123] Когда первый слой 20 содержит три оксида: оксид рутения, оксид иридия и оксид титана, первый слой 20 предпочтительно содержит от 0,2 до 3 молей, более предпочтительно от 0,3 до 2,5 молей оксида иридия в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. Первый слой 20 предпочтительно содержит от 0,3 до 8 молей, более предпочтительно от 1 до 7 молей оксида титана в расчете на 1 моль оксида рутения, содержащегося в первом слое 20. При композиционном соотношении трех оксидов в этом диапазоне электрод 100 для электролиза демонстрирует превосходную стойкость.
[1124] Когда первый слой 20 содержит по меньшей мере два из оксида рутения, оксида иридия и оксида титана, эти оксиды предпочтительно образуют твердый раствор. Формирование твердого раствора оксидов позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
[1125] В дополнение к вышеописанным составам могут быть применены оксиды различных составов при условии, что содержится по меньшей мере один оксид из оксида рутения, оксида иридия и оксида титана. Например, в качестве первого слоя 20 может быть использовано оксидное покрытие, называемое DSA(R), которое содержит рутений, иридий, тантал, ниобий, титан, олово, кобальт, марганец, платину и тому подобное.
[1126] Первый слой 20 не обязательно должен представлять собой единственный слой и может включать множество слоев. Например, первый слой 20 может включать слой, содержащий три оксида, и слой, содержащий два оксида. Толщина первого слоя 20 предпочтительно составляет от 0,05 до 10 мкм, более предпочтительно от 0,1 до 8 мкм.
[1127] (Второй слой)
Второй слой 30 предпочтительно содержит рутений и титан. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[1128] Второй слой 30 предпочтительно содержит оксид палладия, твердый раствор оксида палладия и платины или сплав палладия и платины. Это позволяет дополнительно снижать электрическое перенапряжение хлора непосредственно после электролиза.
[1129] Более толстый второй слой 30 может поддерживать производительность электролиза в течение длительного периода времени, но с точки зрения экономичности толщина предпочтительно составляет от 0,05 до 3 мкм.
[1130] Далее будет описана ситуация, где электрод для электролиза в настоящем варианте осуществления используется в качестве катода для обычного электролиза соли.
(Первый слой)
Примеры компонентов первого слоя 20 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 20 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы.
Когда первый слой 20 содержит по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы, металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, предпочтительно содержат по меньшей мере один металл платиновой группы из платины, палладия, родия, рутения и иридия.
В качестве металла платиновой группы предпочтительно содержится платина.
В качестве оксида металла платиновой группы предпочтительно содержится оксид рутения.
В качестве гидроксида металла платиновой группы предпочтительно содержится гидроксид рутения.
В качестве сплава металлов платиновой группы предпочтительно содержится сплав платины с никелем, железом и кобальтом.
Кроме того, при необходимости, в качестве второго компонента предпочтительно содержится оксид или гидроксид лантаноидного элемента. Это позволяет электроду 100 для электролиза демонстрировать превосходную стойкость.
В качестве оксида или гидроксида лантаноидного элемента предпочтительно содержится по меньшей мере один, выбранный из лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия и диспрозия.
Кроме того, при необходимости, в качестве третьего компонента предпочтительно содержится оксид или гидроксид переходного металла.
Добавление третьего компонента позволяет электроду 100 для электролиза демонстрировать более превосходную стойкость и снижать напряжение электролиза.
Примеры предпочтительной комбинации включают только рутений, рутений+никель, рутений+церий, рутений+лантан, рутений+лантан+платина, рутений+лантан+палладий, рутений+празеодим, рутений+празеодим+платина, рутений+празеодим+платина+палладий, рутений+неодим, рутений+неодим+платина, рутений+неодим+марганец, рутений+неодим+железо, рутений+неодим+кобальт, рутений+неодим+цинк, рутений+неодим+галлий, рутений+неодим+сера, рутений+неодим+свинец, рутений+неодим+никель, рутений+неодим+медь, рутений+самарий, рутений+самарий+марганец, рутений+самарий+железо, рутений+самарий+кобальт, рутений+самарий+цинк, рутений+самарий+галлий, рутений+самарий+сера, рутений+самарий+свинец, рутений+самарий+никель, платина+церий, платина+палладий+церий, платина+палладий+лантан+церий, платина+иридий, платина+палладий, платина+иридий+палладий, платина+никель+палладий, платина+никель+рутений, сплавы платины и никеля, сплавы платины и кобальта и сплавы платины и железа.
Когда металлы платиновой группы, оксиды металлов платиновой группы, гидроксиды металлов платиновой группы и сплавы, содержащие металл платиновой группы, не содержатся, основным компонентом катализатора предпочтительно является элемент никель.
Предпочтительно содержится по меньшей мере один из металлического никеля, оксидов и гидроксидов никеля.
В качестве второго компонента может быть добавлен переходный металл. В качестве второго добавляемого компонента предпочтительно содержится по меньшей мере один элемент из титана, олова, молибдена, кобальта, марганца, железа, серы, цинка, меди и углерода.
Примеры предпочтительной комбинации включают никель+олово, никель+титан, никель+молибден и никель+кобальт.
При необходимости между первым слоем 20 и подложкой 10 электрода для электролиза может быть размещен промежуточный слой. Размещением промежуточного слоя может быть улучшена стойкость электрода 100 для электролиза.
В качестве промежуточного слоя предпочтительны такие, которые имеют сродство как к первому слою 20, так и к подложке 10 электрода для электролиза. В качестве промежуточного слоя предпочтительны оксиды никеля, металлы платиновой группы, оксиды металлов платиновой группы и гидроксиды металлов платиновой группы. Промежуточный слой может быть сформирован нанесением и обжигом раствора, содержащего компонент, который образует промежуточный слой. В альтернативном варианте также может быть сформирован поверхностный оксидный слой подверганием подложки термической обработке при температуре от 300 до 600°С в воздушной атмосфере. Кроме того, этот слой может быть сформирован известным способом, таким как способ термического напыления и способ ионного осаждения.
[1131] (Второй слой)
Примеры компонентов первого слоя 30 в качестве слоя катализатора включают такие элементы, как C, Si, P, S, Al, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Cd, In, Sn, Ta, W, Re, Os, Ir, Pt, Au, Hg, Pb, Bi, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu, а также оксиды и гидроксиды металлов.
Первый слой 30 может содержать или может не содержать по меньшей мере один из металлов платиновой группы, оксидов металлов платиновой группы, гидроксидов металлов платиновой группы и сплавов, содержащих металл платиновой группы. Примеры предпочтительной комбинации элементов, содержащихся во втором слое, включают комбинации, перечисленные для первого слоя. Комбинация первого слоя и второго слоя может представлять собой комбинацию, в которой составы являются одинаковыми, а композиционные соотношения являются различными, или может быть комбинацией различных составов.
[1132] Что касается толщины слоя катализатора, общая толщина сформированного слоя катализатора и промежуточного слоя предпочтительно составляет от 0,01 мкм до 20 мкм. При толщине 0,01 мкм или более слой катализатора может в достаточной мере служить в качестве катализатора. При толщине 20 мкм или менее можно сформировать прочный слой катализатора, отделение которого от подложки маловероятно. Толщина более предпочтительно составляет от 0,05 мкм до 15 мкм. Толщина более предпочтительно составляет от 0,1 до 10 мкм. Еще более предпочтительно толщина составляет от 0,2 до 8 мкм.
[1133] Толщина электрода, то есть совокупная толщина подложки электрода для электролиза и слоя катализатора, предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, дополнительно предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее, в отношении технологичности электрода. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных, как указано выше, соображений толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, еще более предпочтительно 115 мкм или менее, дополнительно более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более, из практических соображений, более предпочтительно 20 мкм или более. Толщина электрода может быть определена измерением с помощью цифрового толщиномера (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Толщина подложки электрода для электролиза может быть измерена таким же образом, как в случае электрода. Толщина слоя катализатора может быть определена вычитанием толщины подложки электрода для электролиза из толщины электрода.
[1134] В способе изготовления электролизера по настоящему варианту осуществления электрод для электролиза предпочтительно содержит по меньшей мере один каталитический компонент, выбранный из группы, состоящей из Ru, Rh, Pd, Ir, Pt, Au, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Ag, Ta, W, Re, Os, Al, In, Sn, Sb, Ga, Ge, B, C, N, O, Si, P, S, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb и Dy, с позиции достижения достаточной производительности электролиза.
[1135] В настоящем варианте осуществления, из тех соображений, что электрод для электролиза по настоящему варианту осуществления, если представляет собой электрод, имеющий широкий диапазон упругой деформации, может обеспечивать лучшую технологичность и имеет лучшую силу сцепления с мембраной, такой как ионообменная мембрана или микропористая мембрана, с изношенным электродом, с питающим проводником, не имеющим каталитического покрытия, и тому подобным, толщина электрода для электролиза предпочтительно составляет 315 мкм или менее, более предпочтительно 220 мкм или менее, еще более предпочтительно 170 мкм или менее, еще более предпочтительно 150 мкм или менее, в особенности предпочтительно 145 мкм или менее, еще более предпочтительно 140 мкм или менее, дополнительно еще более предпочтительно 138 мкм или менее, еще более предпочтительно 135 мкм или менее. Толщина 135 мкм или менее может обеспечивать хорошую технологичность. Кроме того, из подобных вышеуказанным соображений, толщина предпочтительно составляет 130 мкм или менее, более предпочтительно менее 130 мкм, дополнительно предпочтительно 115 мкм или менее, еще более предпочтительно 65 мкм или менее. Значение нижнего предела конкретно не ограничивается, но предпочтительно составляет 1 мкм или более, более предпочтительно 5 мкм или более по практическим соображениям, более предпочтительно 20 мкм или более. В настоящем варианте осуществления «имеющий широкий диапазон упругой деформации» означает, что, когда электрод для электролиза наматывают с образованием рулона, маловероятно возникновение обусловленного намоткой коробления после выведения из намотанного состояния. Толщина электрода для электролиза, когда предусмотрен упоминаемый ниже слой катализатора, относится к совокупной толщине как подложки электрода для электролиза, так и слоя катализатора.
[1136] (Способ изготовления электрода для электролиза)
Далее будет подробно описан один вариант осуществления способа изготовления электрода 100 для электролиза.
В настоящем варианте осуществления электрод 100 для электролиза может быть получен формированием первого слоя 20, предпочтительно второго слоя 30 на подложке электрода для электролиза таким способом, как обжиг пленки покрытия в атмосфере кислорода (пиролиз) или ионное осаждение, электроосаждение или термическое распыление. Способ получения по настоящему варианту осуществления, как упомянутый выше, может достигать высокой производительности формирования электрода 100 для электролиза. Более конкретно, слой катализатора формируют на подложке электрода для электролиза с помощью этапа нанесения, на котором наносят покровную жидкость, содержащую катализатор, этапа сушки, на котором высушивают покровную жидкость, и этапа пиролиза, на котором выполняют пиролиз. Под пиролизом здесь означается, что соль металла, которая должна быть прекурсором, разлагается путем нагревания на металл или оксид металла и газообразное вещество. Продукт разложения зависит от природы используемого металла, типа соли и атмосферы, в которой проводится пиролиз, и многие металлы имеют тенденцию образовывать оксиды в окислительной атмосфере. В промышленном процессе изготовления электрода пиролиз обычно выполняется на воздухе, и во многих случаях образуется оксид металла или гидроксид металла.
[1137] (Формирование первого слоя анода)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворена по меньшей мере одна соль металла из рутения, иридия и титана (первая покровная жидкость), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание рутения, иридия и титана в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[1138] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[1139] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[1140] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[1141] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[1142] (Формирование второго слоя)
Второй слой 30, который формируют при необходимости, получают, например, нанесением раствора, содержащего соединение палладия и соединение платины, или раствора, содержащего соединение рутения и соединение титана (второй покровной жидкости), на первый слой 20, и затем покровную жидкость подвергают пиролизу в присутствии кислорода.
[1143] (Формирование первого слоя катода способом пиролиза)
(Этап нанесения)
Первый слой 20 получают нанесением раствора, в котором растворены соли металлов в различной комбинации (первой покровной жидкости), на подложку электрода для электролиза, и затем проведением пиролиза (обжига) покровной жидкости в присутствии кислорода. Содержание металла в первой покровной жидкости является по существу эквивалентным содержанию в первом слое 20.
[1144] Соли металлов могут представлять собой хлориды, нитраты, сульфаты, алкоксиды металлов и любые другие формы. Растворитель первой покровной жидкости может быть выбран в зависимости от типа соли металла, и могут быть использованы вода и спирты, такие как бутанол. В качестве растворителя предпочтительны вода или смешанный растворитель из воды и спирта. Общая концентрация металла в первой покровной жидкости, в которой растворены соли металлов, конкретно не ограничивается, но предпочтительно составляет в диапазоне от 10 до 150 г/л, принимая во внимание толщину пленки покрытия, образуемой однократным нанесением.
[1145] Примеры способа, применяемого в качестве способа нанесения первой покровной жидкости на подложку 10 электрода для электролиза, включают способ окунания погружением подложки 10 электрода для электролиза в первую покровную жидкость, способ нанесения первой покровной жидкости кистью, способ накатки с использованием губчатого валика, пропитанного первой покровной жидкостью, и способ электростатического нанесения покрытия, в котором подложку 10 электрода для электролиза и первую покровную жидкость заряжают противоположными зарядами и выполняют напыление. Среди них предпочтителен способ накатки или способ электростатического нанесения покрытия, который имеет превосходную производительность при получении в промышленном масштабе.
[1146] (Этап сушки и этап пиролиза)
После нанесения первой покровной жидкости на подложку электрода 100 для электролиза ее высушивают при температуре от 10 до 90°С и подвергают пиролизу в обжиговой печи, нагретой до температуры от 350 до 650°С. Между сушкой и пиролизом при необходимости может быть выполнен предварительный обжиг при температуре от 100 до 350°С. Температуру сушки, предварительного обжига и пиролиза надлежащим образом выбирают в зависимости от состава и типа растворителя первой покровной жидкости. Предпочтительным является более длительный период времени пиролиза на каждом этапе, но с точки зрения производительности получения электрода предпочтительны от 3 до 60 минут, более предпочтительно от 5 до 20 минут.
[1147] Цикл вышеописанных нанесения, сушки и пиролиза повторяют с образованием покрытия (первого слоя 20) до предварительно заданной толщины. После того, как первый слой 20 сформирован и затем дополнительно подвергнут дополнительному обжигу в течение длительного периода времени, как требуется, это может дополнительно повышать стабильность первого слоя 20.
[1148] (Формирование промежуточного слоя)
Промежуточный слой, который формируют, если потребуется, получают, например, нанесением раствора, содержащего соединение палладия или соединение платины (второй покровной жидкости), на подложку, и затем пиролизом покровной жидкости в присутствии кислорода. В альтернативном варианте промежуточный слой из оксида никеля может быть сформирован на поверхности подложки только нагреванием подложки, без нанесения на нее раствора.
[1149] (Формирование первого слоя катода ионным осаждением)
Первый слой 20 может быть сформирован также ионным осаждением.
Пример содержит способ, в котором подложку закрепляют в камере и мишень из металлического рутения облучают электронным пучком. Частицы испаренного металлического рутения положительно заряжаются в плазме в камере, осаждаясь на отрицательно заряженную подложку. Атмосфера плазмы представляет собой аргон и/или кислород, и рутений осаждается на подложку в виде оксида рутения.
[1150] (Формирование первого слоя катода электроосаждением)
Первый слой 20 может быть сформирован также способом электроосаждения.
В качестве примера, когда подложка используется в качестве катода и подвергается нанесению электролитического покрытия в растворе электролита, содержащем никель и олово, может быть сформировано электролитическое покрытие из сплава никеля и олова.
[1151] (Формирование первого слоя катода термическим напылением)
Первый слой 20 может быть сформирован также термическим напылением.
В качестве примера, частицы распыленного плазмой на подложку оксида никеля могут образовывать слой катализатора, в котором смешаны металлический никель и оксид никеля.
[1152] Далее будет подробно описана ионообменная мембрана согласно одному аспекту мембраны.
[Ионообменная мембрана]
Ионообменная мембрана конкретно не ограничивается при условии, что мембрана может быть ламинирована с электродом для электролиза, и могут использоваться разнообразные ионообменные мембраны. В способе изготовления электролизера по настоящему варианту осуществления предпочтительно применяется ионообменная мембрана, которая имеет тело мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слой покрытия, обеспеченный на по меньшей мере одной поверхности тела мембраны. Предпочтительно, чтобы слой покрытия содержал частицы неорганического материала и связующее, и удельная площадь поверхности слоя покрытия составляла от 0,1 до 10 м2/г. В ионообменной мембране, имеющей такую структуру, влияние выделяющегося во время электролиза газа на производительность электролиза является небольшим и может демонстироваться стабильная производительность электролиза.
Вышеописанная ионообменная мембрана из фторсодержащего полимера, в который введена ионообменная группа, содержит один из либо слоя сульфоновой кислоты, имеющего ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), либо слоя карбоновой кислоты, имеющего ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»). С точки зрения прочности и размерной стабильности предпочтительно дополнительно вводятся армирующие материалы сердцевины.
Частицы неорганического материала и связующее будут подробно описаны ниже в разделе описания слоя покрытия.
[1153] Фигура 120 иллюстрирует схематический вид в разрезе, показывающий один вариант осуществления ионообменной мембраны. Ионообменная мембрана 1 имеет тело 10 мембраны, содержащее углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу, и слои 11а и 11b покрытия, сформированные на обеих поверхностях тела 10 мембраны.
[1154] В ионообменной мембране 1 тело 10 мембраны включает слой 3 сульфоновой кислоты, имеющий ионообменную группу, производную от сульфогруппы (группы, представленной как –SO3–, здесь далее также называемой «группой сульфоновой кислоты»), и слой 2 карбоновой кислоты, имеющий ионообменную группу, производную от карбоксильной группы (группы, представленной как –CO2–, здесь далее также называемой «группой карбоновой кислоты»), и армирующие материалы сердцевины 4, повышающие прочность и размерную стабильность. Ионообменная мембрана 1, включающая слой 3 сульфоновой кислоты и слой 2 карбоновой кислоты, надлежащим образом используется в качестве анионообменной мембраны.
[1155] Ионообменная мембрана может включать один из слоя сульфоновой кислоты и слоя карбоновой кислоты. Ионообменная мембрана не обязательно должна быть упрочнена армирующими материалами сердцевины, и порядок размещения армирующих материалов сердцевины не ограничивается примером на фигуре 120.
[1156] (Тело мембраны)
Сначала будет описано тело 10 мембраны, составляющее ионообменную мембрану 1.
Тело 10 мембраны должно быть таким, чтобы его функцией было обеспечение селективного проникновения катионов, и содержит углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу. Его конфигурация и материал конкретно не ограничиваются, и предпочтительные из них могут быть выбраны надлежащим образом.
[1157] Углеводородный полимер или фторсодержащий полимер, имеющий ионообменную группу в теле 10 мембраны, может быть получен из углеводородного полимера или фторсодержащего полимера, имеющего прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом или тому подобным. Более конкретно, например, после того, как для получения прекурсора тела 10 мембраны используется полимер, содержащий основную цепь фторированного углеводорода, имеющего в качестве боковой цепи группу, преобразуемую в ионообменную группу гидролизом или тому подобным (прекурсор ионообменной группы), и перерабатываемый в расплаве (ниже в некоторых случаях называемый «фторсодержащим полимером (а)”»), тело 10 мембраны может быть получено преобразованием прекурсора ионообменной группы в ионообменную группу.
[1158] Фторсодержащий полимер (а) может быть получен, например, сополимеризацией по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы. Фторсодержащий полимер (а) также может быть получен гомополимеризацией одного мономера, выбранного из любой из следующей первой группы, следующей второй группы и следующей третьей группы.
[1159] Примеры мономеров первой группы включают винилфторидные соединения. Примеры винилфторидных соединений включают винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен, и перфторалкилвиниловые простые эфиры. В частности, когда ионообменная мембрана используется в качестве мембраны для щелочного электролиза, винилфторидное соединение предпочтительно представляет собой перфторированный мономер, и предпочтителен перфторированный мономер, выбранный из группы, состоящей из тетрафторэтилена, гексафторпропилена и перфторалкилвиниловых простых эфиров.
[1160] Примеры мономеров второй группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа карбоновой кислоты (группу карбоновой кислоты). Примеры виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу карбоновой кислоты, включают мономеры, представленные формулой CF2=CF(OCF2CYF)s–O(CZF)t–COOR, в которой s представляет целое число от 0 до 2, t представляет целое число от 1 до 12, каждый из Y и Z независимо представляет F или CF3 и R представляет низшую алкильную группу (низшая алкильная группа представляет собой алкильную группу, имеющую, например, от 1 до 3 атомов углерода).
[1161] Среди них предпочтительны соединения, представленные формулой CF2=CF(OCF2CYF)n–O(CF2)m–COOR, в которой n представляет целое число от 0 до 2, m представляет целое число от 1 до 4, Y представляет F или CF3 и R представляет CH3, C2H5 или C3H7.
[1162] Когда ионообменная мембрана используется в качестве катионообменной мембраны для щелочного электролиза, перфторсоединение предпочтительно применяется по меньшей мере как мономер, но алкильная группа (смотри выше значения R) сложноэфирной группы теряется из полимера во время гидролиза, и поэтому алкильная группа (R) не обязательно должна быть перфторалкильной группой, в которой все атомы водорода замещены атомами фтора.
[1163] Из вышеуказанных мономеров более предпочтительны представленные ниже мономеры в качестве мономеров второй группы:
CF2=CFOCF2–CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2–CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)3COOCH3,
CF2=CFO(CF2)2COOCH3 и
CF2=CFO(CF2)3COOCH3.
[1164] Примеры мономеров третьей группы включают виниловые соединения, имеющие функциональную группу, преобразуемую в ионообменную группу типа сульфона (группу сульфоновой кислоты). В качестве виниловых соединений, имеющих функциональную группу, преобразуемую в ионообменную группу сульфоновой кислоты, предпочтительны, например, мономеры, представленные формулой CF2=CFO–X–CF2–SO2F, в которой X представляет перфторалкиленовую группу. Конкретные примеры их включают представленные ниже мономеры:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F и
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
[1165] Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[1166] Сополимер, получаемый из этих мономеров, может быть образован способом полимеризации, разработанным для гомополимеризации и сополимеризации этиленфторида, в частности, общим способом полимеризации, применяемым для тетрафторэтилена. Например, в способе с использованием неводной среды реакция полимеризации может быть проведена в присутствии инициатора свободнорадикальной полимеризации, таким как пероксид перфторуглерода или азосоединение, в условиях температуры от 0 до 200°С и давления от 0,1 до 20 МПа, с использованием инертного растворителя, такого как перфторуглеводород или хлорфторуглерод.
[1167] В вышеуказанной сополимеризации тип комбинации вышеуказанных мономеров и их пропорции конкретно не ограничиваются и определяются в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фторсодержащий полимер. Например, когда получают фторсодержащий полимер, включающий только группу карбоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из вышеописанных первой группы и второй группы и сополимеризироваться. В дополнение, когда получают фторсодержащий полимер, включающий только группу сульфоновой кислоты, по меньшей мере один полимер должен выбираться из каждой из первой группы и третьей группы и сополимеризироваться. Кроме того, когда получают фторсодержащий полимер, имеющий группу карбоновой кислоты и группу сульфоновой кислоты, по меньшей мере один мономер должен выбираться из каждой из вышеописанных первой группы, второй группы и третьей группы и сополимеризироваться. В этом случае целевой фторсодержащий полимер может быть получен также отдельным формированием сополимера, включающего мономеры вышеописанных первой группы и второй группы, и сополимера, включающего мономеры вышеописанных первой группы и третьей группы, и затем смешиванием этих сополимеров. Состав смеси мономеров конкретно не ограничивается, и когда количество функциональных групп на структурную единицу полимера возрастает, должна увеличиваться доля мономеров, выбранных из вышеописанных второй группы и третьей группы.
[1168] Общая ионообменная емкость фторсодержащего сополимера конкретно не ограничивается, но предпочтительно составляет от 0,5 до 2,0 мг⋅экв/г, более предпочтительно от 0,6 до 1,5 мг⋅экв/г. Общая ионообменная емкость здесь относится к эквиваленту обменной группы на единицу веса сухой смолы и может быть измерена нейтрализационным титрованием или тому подобным.
[1169] В теле 10 мембраны ионообменной мембраны 1 слой 3 сульфоновой кислоты, содержащий фторсодержащий полимер, имеющий группу сульфоновой кислоты, и слой 2 карбоновой кислоты, содержащий фторсодержащий полимер, имеющий группу карбоновой кислоты, наслоены. Путем обеспечения тела 10 мембраны, имеющей такую конфигурацию слоев, может быть дополнительно улучшена селективная проницаемость для катионов, таких как ионы натрия.
[1170] Ионообменную мембрану 1 размещают в электролизере так, что, как правило, слой 3 сульфоновой кислоты находится на анодной стороне электролизера, и слой 2 карбоновой кислоты находится на катодной стороне электролизера.
[1171] Слой 3 сульфоновой кислоты предпочтительно состоит из материала, имеющего низкое электрическое сопротивление, и имеет большую толщину, чем слой 2 карбоновой кислоты, с точки зрения прочности мембраны. Толщина слоя 3 сульфоновой кислоты предпочтительно составляет величину, которая в 2–25 раз, более предпочтительно в 3–15 раз превышает толщину слоя 2 карбоновой кислоты.
[1172] Слой 2 карбоновой кислоты предпочтительно имеет высокие характеристики эксклюзии анионов, даже если он имеет небольшую толщину. Характеристики эксклюзии анионов здесь относятся к характеристике затруднять внедрение и проникновение анионов в ионообменную мембрану 1 или сквозь нее. Чтобы повысить характеристики эксклюзии анионов, эффективным является размещение слоя карбоновой кислоты, имеющей небольшую ионообменную емкость сравнительно со слоем сульфоновой кислоты.
[1173] В качестве фторсодержащего полимера для применения в слое 3 сульфоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF3)OCF2CF2SO2F в качестве мономера третьей группы.
[1174] В качестве фторсодержащего полимера для применения в слое 2 карбоновой кислоты предпочтителен полимер, полученный с использованием CF2=CFOCF2CF(CF2)O(CF2)2COOCH3 в качестве мономера второй группы.
[1175] (Слой покрытия)
Ионообменная мембрана предпочтительно имеет слой покрытия на по меньшей мере одной поверхности тела мембраны. Как показано на Фигуре 120, в ионообменной мембране 1 слои 11a и 11b покрытия сформированы на обеих поверхностях тела 10 мембраны.
Слои покрытия содержат частицы неорганического материала и связующее.
[1176] Средний размер частиц неорганического материала предпочтительно составляет 0,90 мкм или более. Когда средний размер частиц неорганического материала составляет 0,90 мкм или более, весьма значительно улучшается стойкость к примесям, в дополнение к присоединению газа. То есть увеличением среднего размера частиц неорганического материала, а также соблюдением величины вышеупомянутой удельной площади поверхности, может достигаться особенно заметный эффект. Предпочтительны неодинаковые частицы неорганического материала, насколько удовлетворяются вышеуказанные средний размер частиц и удельная площадь поверхности. Могут быть использованы частицы неорганического материала, полученные плавлением, и частицы неорганического материала, полученные размалыванием необогащенной руды. Предпочтительно применяются частицы неорганического материала, полученные размалыванием необогащенной руды.
[1177] Средний размер частиц неорганического материала может составлять 2 мкм или менее. Когда средний размер частиц неорганического материала составляет 2 мкм или менее, может быть предотвращено повреждение мембраны частицами неорганического материала. Средний размер частиц неорганического материала более предпочтительно составляет от 0,90 до 1,2 мкм.
[1178] Здесь средний размер частиц может быть измерен анализатором размера частиц («SALD2200», фирмы SHIMADZU CORPORATION).
[1179] Частицы неорганического материала предпочтительно имеют неправильные формы. Такие формы дополнительно улучшают стойкость к примесям. Частицы неорганического материала предпочтительно имеют широкое распределение частиц по размерам.
[1180] Частицы неорганического материала предпочтительно содержат по меньшей мере один неорганический материал, выбранный из группы, состоящей из оксидов элементов IV группы Периодической таблицы, нитридов элементов IV группы Периодической таблицы, и карбидов элементов IV группы Периодической таблицы. С позиции стойкости более предпочтительны частицы оксида циркония.
[1181] Частицы неорганического материала предпочтительно представляют собой частицы неорганического материала, полученные размалыванием необогащенной руды из частиц неорганического материала, или частицы неорганического материала в виде сферических частиц, имеющих равномерный диаметр, полученные очисткой расплава необогащенной руды из частиц неорганического материала.
[1182] Примеры средств для размалывания необогащенной руды включают, но конкретно не ограничиваются этим, шаровые мельницы, бисерные мельницы, коллоидные мельницы, конические истиратели, дисковые мельницы, бегуны, зерновые мельницы, молотковые мельницы, грануляторы, дробилки ударного действия с вертикальным валом (VSI), мельницы для измельчения кожи (Wiley mills), валковые мельницы и струйные мельницы. После измельчения частицы предпочтительно подвергают промыванию. В качестве способа промывания частицы предпочтительно обрабатывают кислотой. Эта обработка может уменьшать количество примесей, таких как железо, налипшее на поверхность частиц неорганического материала.
[1183] Слой покрытия предпочтительно содержит связующее. Связующее представляет собой компонент, который образует слои покрытия удерживанием частиц неорганического материала на поверхности ионообменной мембраны. Связующее предпочтительно содержит фторсодержащий полимер с точки зрения стойкости к раствору электролита и продуктам электролиза.
[1184] В качестве связующего более предпочтительным является фторсодержащий полимер, имеющий группу карбоновой кислоты или группу сульфоновой кислоты, с точки зрения стойкости к раствору электролита и продуктам электролиза и прочности сцепления с поверхностью ионообменной мембраны. Когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу сульфоновой кислоты (слой сульфоновой кислоты), фторсодержащий полимер, имеющий группу сульфоновой кислоты, еще более предпочтительно используется в качестве связующего для слоя покрытия. В альтернативном варианте, когда слой покрытия обеспечивается на слое, содержащем фторсодержащий полимер, имеющий группу карбоновой кислоты (слой карбоновой кислоты), в качестве связующего для слоя покрытия более предпочтительно применяется фторсодержащий полимер, имеющий группу карбоновой кислоты.
[1185] Содержание частиц неорганического материала в слое покрытия предпочтительно составляет от 40 до 90% по массе, более предпочтительно от 50 до 90% по массе. Содержание связующего предпочтительно составляет от 10 до 60% по массе, более предпочтительно от 10 до 50% по массе.
[1186] Плотность распределения слоя покрытия в ионообменной мембране предпочтительно составляет от 0,05 до 2 мг на 1 см2. Когда ионообменная мембрана имеет выступы (шероховатости) на ее поверхности, плотность распределения слоя покрытия предпочтительно составляет от 0,5 до 2 мг на 1 см2.
[1187] В качестве способа изготовления слоя покрытия, который конкретно не ограничивается, может быть применен известный способ. Примером является способ, включающий нанесение распылением или тому подобным покровной жидкости, полученной диспергированием частиц неорганического материала в растворе, содержащем связующее.
[1188] (Армирующие материалы сердцевины)
Ионообменная мембрана предпочтительно имеет армирующие материалы сердцевины, размещенные внутри тела мембраны.
[1189] Армирующие материалы сердцевины представляют собой элементы, которые повышают прочность и размерную стабильность ионообменной мембраны. Размещением армирующих материалов сердцевины внутри тела мембраны можно, в частности, контролировать расширение и сжатие ионообменной мембраны в желательном диапазоне. Такая ионообменная мембрана не расширяется или не сжимается больше, чем это необходимо, во время электролиза и тому подобного, и может сохранять превосходную размерную стабильность в течение длительного времени.
[1190] Конфигурация армирующих материалов сердцевины конкретно не ограничивается, и, например, армирующие материалы сердцевины могут быть сформированы сплетенными пряжами, называемыми армирующими пряжами. Армирующие пряжи здесь относятся к пряжам, которые представляют собой элементы, составляющие армирующие материалы сердцевины, могут обеспечивать желательную размерную стабильность и механическую прочность ионообменной мембраны и могут стабильно присутствовать в ионообменной мембране. Применением армирующих материалов сердцевины, полученных сплетением таких армирующих пряжей, ионообменной мембране могут быть приданы лучшие размерная стабильность и механическая прочность.
[1191] Материал армирующих материалов сердцевины и применяемых для этого армирующих пряжей конкретно не ограничивается, но предпочтительно представляет собой материал, устойчивый к кислотам, щелочам и т.д., и предпочтительным является волокно, включающее фторсодержащий полимер, поскольку требуются долговременная термостойкость и химическая стойкость.
[1192] Примеры фторсодержащего полимера, используемого в армирующих материалах сердцевины, включают политетрафторэтилен (PTFE), сополимеры тетрафторэтилена и перфторалкилвиниловых простых эфиров (PFA), сополимеры тетрафторэтилена и этилена (ETFE), сополимеры тетрафторэтилена и гексафторпропилена, сополимеры трифторхлорэтилена и этилена и винилиденфторидные полимеры (PVDF). Среди них предпочтительно используются волокна, включающие политетрафторэтилен, с позиции термостойкости и химической стойкости.
[1193] Диаметр армирующих пряжей, применяемых для армирующих материалов сердцевины, конкретно не ограничивается, но предпочтительно составляет от 20 до 300 денье, более предпочтительно от 50 до 250 денье. Плотность переплетения (плотность полотна на единицу длины) предпочтительно составляет от 5 до 50/дюйм. Форма армирующих материалов сердцевины конкретно не ограничивается, например, используются тканое полотно, нетканое полотно и трикотаж, но предпочтительно в форме тканого полотна. Толщина применяемого тканого полотна предпочтительно составляет от 30 до 250 мкм, более предпочтительно от 30 до 150 мкм.
[1194] В качестве тканого полотна или трикотажного полотна могут быть применены монофиламенты, мультифиламенты или пряжи из них, крученая пряжа с оборванными пряжами или тому подобное, и могут быть использованы способы плетения различных типов, такие как полотняное переплетение, перевивочное переплетение, вязаное переплетение, кордовое переплетение и жатый ситец (сирсакер).
[1195] Плетение и размещение армирующих материалов сердцевины в теле мембраны конкретно не ограничиваются, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом размера и формы ионообменной мембраны, желательных для ионообменной мембраны физических свойств, условий среды при применении и тому подобного.
[1196] Например, армирующие материалы сердцевины могут быть размещены вдоль предварительно заданного направления тела мембраны, но с точки зрения размерной стабильности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль предварительно заданного первого направления, и другие армирующие материалы сердцевины размещались вдоль предварительно заданного второго направления, по существу перпендикулярного первому направлению. Размещением многочисленных армирующих материалов сердцевины по существу ортогонально внутри тела мембраны можно придать лучшие размерную стабильность и механическую прочность по многим направлениям. Например, предпочтительна конфигурация, в которой армирующие материалы сердцевины, размещенные вдоль продольного направления (основная пряжа), и армирующие материалы сердцевины, размещенные вдоль поперечного направления (уточная пряжа), сотканы на поверхностной стороне тела мембраны. Более предпочтительной является конфигурация в форме полотняного переплетения, выполненного и сплетенного путем позволения основной пряже и уточной пряже проходить попеременно друг над другом и друг под другом, перевивочного переплетения, в котором две основных прядями сплетены с уточными прядями со скручиванием, переплетения «рогожка», выполненного и сплетенного путем введения в две или более размещенных параллельно основных пряжей того же числа уточных пряжей, или тому подобного, с позиции размерной стабильности, механической прочности и простоты изготовления.
[1197] В особенности предпочтительно, чтобы армирующие материалы сердцевины размещались вдоль обоих направлений, MD (продольного направления) и TD (поперечного направления) ионообменной мембраны. Иначе говоря, армирующие материалы сердцевины предпочтительно имеют полотняное переплетение в MD и TD. Здесь MD означает направление, в котором тело мембраны и разнообразные материалы сердцевины (например, армирующие материалы сердцевины, армирующие пряжи и описываемые позже расходуемые пряжи) перемещаются на описываемом позже этапе получения ионообменной мембраны (направление течения), и TD означает направление, по существу перпендикулярное MD. Пряжи, переплетенные вдоль MD, называются MD–пряжами, и пряжи, переплетенные вдоль TD, называются TD–пряжами. Обычно ионообменная мембрана, используемая для электролиза, является прямоугольной, и во многих случаях продольное направление представляет собой MD, и направление по ширине представляет собой TD. Переплетением армирующих материалов сердцевины, которые представляют собой MD–пряжи, и армирующих материалов сердцевины, которые представляют собой TD–пряжи, можно обеспечить лучшие размерную стабильность и механическую прочность по многим направлениям.
[1198] Интервал размещения армирующих материалов сердцевины конкретно не ограничивается, и предпочтительное размещение может быть надлежащим образом обеспечено с учетом желательных для ионообменной мембраны физических свойств, условий окружающей среды при применении и тому подобного.
[1199] Относительное отверстие армирующих материалов сердцевины конкретно не ограничивается, но предпочтительно составляет 30% или более, более предпочтительно 50% или более и 90% или менее. Относительное отверстие предпочтительно составляет 30% или более с точки зрения электрохимических характеристик ионообменной мембраны, и предпочтительно 90% или менее с позиции механической прочности ионообменной мембраны.
[1200] Относительное отверстие армирующих материалов сердцевины здесь относится к отношению (В/А) общей площади (В) поверхности, через которую могут проходить вещества, такие как ионы (раствор электролита и содержащиеся в нем катионы (например, ионы натрия)), к площади (А) любой одной поверхности тела ионообменной мембраны. Общая площадь (В) поверхности, через которую могут проходить вещества, такие как ионы, может иметь отношение к общим площадям областей, в которых в ионообменной мембране катионы, электролитический раствор и тому подобное, не задерживаются армирующими материалами сердцевины и тому подобными, содержащимися в ионообменной мембране.
[1201] Фигура 121 иллюстрирует схематический вид для разъяснения относительного отверстия армирующих материалов сердцевины, составляющих ионообменную мембрану. Фигура 121, на которой часть ионообменной мембраны изображена увеличенной, показывает только конфигурацию армирующих материалов 21 и 22 сердцевины в этих областях, без показа других элементов.
[1202] Вычитанием общей площади (С) армирующих материалов сердцевины из площади области, окруженной армирующими материалами 21 сердцевины, расположенными вдоль продольного направления, и армирующими материалами 22 сердцевины, расположенными вдоль поперечного направления, области, включающей площадь (А) армирующих материалов сердцевины, может быть получена общая площадь (В) областей, через которые могут проходить вещества, такие как ионы, в площади (А) вышеописанной области. То есть относительное отверстие может быть определено по следующей формуле (I):
Относительное отверстие =(B)/(A)=((A)–(C))/(A) (I)
[1203] Среди армирующих материалов сердцевины особенно предпочтительной формой является пленочная текстильная нить или высокоориентированные монофиламенты, включающие PTFE, с позиции химической стойкости и термостойкости. Более конкретно, более предпочтительны армирующие материалы сердцевины, формирующие полотняное переплетение, в котором используются пленочные текстильные пряжи с размером от 50 до 300 денье, полученные разрезанием включающего PTFE высокопрочного пористого листа на фрагменты в форме лент, или включающие PTFE высокоориентированные монофиламенты с размером от 50 до 300 денье, и которые имеют плотность переплетения от 10 до 50 нитей или монофиламентов на дюйм и имеют толщину в диапазоне от 50 до 100 мкм. Относительное отверстие ионообменной мембраны, включающей такие армирующие материалы сердцевины, более предпочтительно составляет 60% или более.
[1204] Примеры формы армирующих пряжей включают пряжи с круглым сечением и пленочные нити.
[1205] (Сквозные отверстия)
Ионообменная мембрана предпочтительно имеет сквозные отверстия внутри тела мембраны.
[1206] Сквозные отверстия относятся к отверстиям, которые могут образовывать протоки для ионов, генерируемых при электролизе, и для раствора электролита. Сквозные отверстия, которые представляют собой трубчатые отверстия, сформированные внутри тела мембраны, образуются растворением описываемых ниже расходуемых материалов сердцевины (или расходуемых пряжей). Форма, диаметр или тому подобное сквозных отверстий могут регулироваться выбором формы или диаметра расходуемых материалов сердцевины (расходуемых пряжей).
[1207] Формирование сквозных отверстий внутри ионообменной мембраны может обеспечивать подвижность раствора электролита при электролизе. Форма сквозных отверстий конкретно не ограничивается, но может представлять собой форму расходуемых материалов сердцевины, используемых для формирования сквозных отверстий в соответствии с описываемым ниже способом получения.
[1208] Сквозные отверстия предпочтительно формируются так, чтобы попеременно проходить на анодной стороне (стороне слоя сульфоновой кислоты) и катодной стороне (стороне слоя карбоновой кислоты) армирующих материалов сердцевины. При такой конструкции в области, в которой сквозные отверстия образованы на катодной стороне армирующих материалов сердцевины, ионы (например, ионы натрия), подводимые раствором электролита, которым заполнены сквозные отверстия, могут протекать также на катодную сторону армирующих материалов сердцевины. В результате этого поток катионов не прерывается, и тем самым возможно дополнительное снижение электрического сопротивления ионообменной мембраны.
[1209] Сквозные отверстия могут быть сформированы вдоль только одного предварительно заданного направления тела мембраны, составляющего ионообменную мембрану, но предпочтительно формируются как по продольному направлению, так и по поперечному направлению тела мембраны, с точки зрения проявления более стабильных характеристик электролиза.
[1210] [Способ изготовления]
Подходящий пример способа изготовления ионообменной мембраны включает способ, содержащий следующие этапы от (1) до (6):
Этап (1): этап получения фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (2): этап переплетения по меньшей мере множества армирующих материалов сердцевины, при необходимости, и расходуемых пряжей, имеющих свойство растворяться в кислоте или в щелочи и образовывать сквозные отверстия, с получением армирующего материала, в котором расходуемые пряжи размещаются между армирующими материалами сердцевины, будучи смежными друг с другом,
Этап (3): этап преобразования в пленку вышеуказанного фторсодержащего полимера, имеющего ионообменную группу или прекурсор ионообменной группы, способный образовывать ионообменную группу гидролизом,
Этап (4): этап внедрения вышеуказанных армирующих материалов, при необходимости, в вышеуказанную пленку с получением тела мембраны, внутри которого размещаются армирующие материалы,
Этап (5): этап гидролиза тела мембраны, полученного на этапе (4) (этап гидролиза) и
Этап (6): этап создания слоя покрытия на теле мембраны, полученном на этапе (5) (этапе нанесения).
[1211] Далее каждый из этапов будет описан подробно.
[1212] Этап (1): этап получения фторсодержащего полимера
На этапе (1) для получения фторсодержащего полимера используются исходные мономерные материалы, описанные выше в группах от первой до третьей. Для регулирования ионообменной емкости фторсодержащего полимера должен регулироваться состав смеси исходных мономерных материалов при получении образующего упомянутые слои фторсодержащего полимера.
[1213] Этап (2): этап получения армирующих материалов
Армирующий материал представляет собой тканое полотно, полученное переплетением армирующих пряжей, или тому подобного. Армирующий материал внедряется в мембрану с образованием тем самым армирующих материалов сердцевины. Когда формируется ионообменная мембрана, имеющая сквозные отверстия, в армирующий материал дополнительно вплетаются расходуемые пряжи. Количество содержащихся в этом случае расходуемых пряжей предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе в расчете на весь армирующий материал. Вплетение расходуемых пряжей также может предотвращать проскальзывание нитей армирующих материалов сердцевины.
[1214] В качестве расходуемых пряжей, которые растворяются на этапе получения мембраны или в среде электролиза, применяются вискоза, полиэтилентерефталат (PET), целлюлоза, полиамид и тому подобное. Также предпочтительны монофиламенты или мультифиламенты, имеющие толщину от 20 до 50 денье и включающие поливиниловый спирт и тому подобное.
[1215] На этапе (2) относительное отверстие, размещение сквозных отверстий и тому подобное могут регулироваться корректированием размещения армирующих материалов сердцевины и расходуемых пряжей.
[1216] Этап (3): этап формирования пленки
На этапе (3) полученный на этапе (1) фторсодержащий полимер формуется в пленку с использованием экструдера. Пленка может иметь однослойную конфигурацию, двухслойную конфигурацию из слоя сульфоновой кислоты и слоя карбоновой кислоты, как упомянуто выше, или многослойную конфигурацию из трех или более слоев.
[1217] Примеры способа формирования пленки включают следующие:
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, формуют в пленки по отдельности; и
способ, в котором фторсодержащий полимер, имеющий группу карбоновой кислоты, и фторсодержащий полимер, имеющий группу сульфоновой кислоты, соэкструзируют с образованием композитной пленки.
[1218] Число каждой пленки может быть больше одного. Предпочтительна соэкструзия различных пленок ввиду их вклада в повышение прочности сцепления на поверхности раздела.
[1219] Этап (4): этап получения тела мембраны
На этапе (4) полученный на этапе (2) армирующий материал внедряют в пленку, полученную на этапе (3), с образованием тела мембраны, содержащего армирующий материал.
[1220] Предпочтительные примеры способа формирования тела мембраны включают (i) способ, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты (например, карбоксилатную функциональную группу) (далее включающий это слой называется первым слоем), размещаемый на катодной стороне, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты (например, сульфонилфторидную функциональную группу) (далее включающий это слой называется вторым слоем), формуют в пленку способом соэкструзии, и, при необходимости с использованием источника тепла и источника вакуума, армирующий материал и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления; и (ii) способ, в котором, в дополнение к композитной пленке из второго слоя/первого слоя, фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, заранее отдельно формуют в пленку (третий слой), и, при необходимости с использованием источника тепла и источника вакуума, пленку третьего слоя, армирующие материалы сердцевины и композитную пленку из второго слоя/первого слоя наслаивают в этом порядке на воздухопроницаемую теплостойкую прокладочную бумагу на плоской пластине или барабане, имеющих многочисленные поры на их поверхности, и объединяют при температуре, при которой каждый полимер расплавляется, в то же время откачивая воздух из–под каждого из слоев посредством пониженного давления.
[1221] Соэкструзия первого и второго слоя здесь содействует повышению прочности сцепления на поверхности раздела.
[1222] Способ, включающий объединение при пониженном давлении, характеризуется тем, что делает третий слой на армирующем материале толще, чем в способе нанесения под давлением на прессе. Кроме того, поскольку армирующий материал закрепляют на внутренней поверхности тела мембраны, способ обеспечивает достаточное сохранение механической прочности ионообменной мембраны.
[1223] Варианты описанных здесь способов наслоения являются примерными, и соэкструзия может проводиться после того, как предпочтительная конфигурация наслоения (например, комбинация слоев) надлежащим образом выбрана с учетом желательных конфигураций слоев тела мембраны и физических свойств, и тому подобного.
[1224] С целью дополнительного улучшения электрических характеристик ионообменной мембраны, также возможно дополнительное размещение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, между первым слоем и вторым слоем, или применение четвертого слоя, включающего фторсодержащий полимер, имеющий как прекурсор группы карбоновой кислоты, так и прекурсор группы сульфоновой кислоты, вместо второго слоя.
[1225] Способ формирования четвертого слоя может быть способом, в котором фторсодержащий полимер, имеющий прекурсор группы карбоновой кислоты, и фторсодержащий полимер, имеющий прекурсор группы сульфоновой кислоты, получают по отдельности и затем смешивают, или может представлять собой способ, в котором проводят сополимеризацию мономера, имеющего прекурсор группы карбоновой кислоты, и мономера, имеющего прекурсор сульфоновой кислоты.
[1226] Когда четвертый слой используют в качестве компонента ионообменной мембраны, формируют соэкструдированную пленку первого слоя и четвертого слоя, в дополнение к этому отдельно формуют в пленки третий слой и второй слой, и наслоение может быть выполнено вышеуказанным способом. В альтернативном варианте три слоя из первого слоя/четвертого слоя/второго слоя могут быть одновременно сформованы с образованием пленки способом соэкструзии.
[1227] В этом случае направление, в котором вытекает экструдируемая пленка, представляет собой MD. Как упомянуто выше, можно сформировать тело мембраны, содержащее фторсодержащий полимер, имеющий ионообменную группу на армирующем материале.
[1228] В дополнение, ионообменная мембрана предпочтительно имеет выступающие участки, составленные фторсодержащим полимером, имеющим группу сульфоновой кислоты, то есть выступы на стороне поверхности, составленной слоем сульфоновой кислоты. В качестве способа формирования таких выступов, который конкретно не ограничивается, также может быть применен известный способ, включающий формирование выступов на поверхности смолы. Конкретным примером способа является способ тиснения поверхности тела мембраны. Например, вышеуказанные выступы могут быть сформированы с использованием заранее вытисненной отделяемой прокладочной бумаги, когда объединяют вышеуказанную композитную пленку, армирующий материал и тому подобное. В случае, когда выступы сформированы тиснением, высота и плотность размещения выступов могут регулироваться формой переносимого рельефа (формой отделяемой прокладочной бумаги).
[1229] (5) Этап гидролиза
На этапе (5) выполняется этап гидролиза полученного на этапе (4) тела мембраны для преобразования прекурсора ионообменной группы в ионообменную группу (этап гидролиза).
[1230] На этапе (5) также возможно формирование растворением отверстий в теле мембраны путем растворения и удаления расходуемых пряжей, введенных в тело мембраны, действием кислоты или щелочи. Расходуемые пряжи могут оставаться в сквозных отверстиях без полного растворения и удаления. Оставшиеся в сквозных отверстиях расходуемые пряжи могут быть растворены и удалены раствором электролита, когда ионообменная мембрана подвергается электролизу.
[1231] Расходуемая пряжа растворяется в кислоте или щелочи на этапе получения ионообменной мембраны или в среде проведения электролиза. Расходуемые пряжи вымываются с образованием тем самым сквозных отверстий в соответствующих местах.
[1232] Этап (5) может быть выполнен погружением тела мембраны, полученного на этапе (4), в гидролизующий раствор, содержащий кислоту или щелочь. Примером гидролизующего раствора, который может быть использован, является смешанный раствор, содержащий KOH и диметилсульфоксид (DMSO).
[1233] Смешанный раствор предпочтительно содержит KOH с нормальной концентрацией от 2,5 до 4,0 и DMSO от 25 до 35% по массе.
[1234] Температура при гидролизе предпочтительно составляет от 70 до 100°С. Чем выше температура, тем большей может быть кажущаяся толщина. Температура более предпочтительно составляет от 75 до 100°C.
[1235] Продолжительность гидролиза предпочтительно составляет от 10 до 120 минут. Чем дольше гидролиз, тем большей может быть кажущаяся толщина. Продолжительность гидролиза предпочтительно составляет от 20 до 120 минут.
[1236] Теперь будет более подробно описан этап формирования сквозных отверстий вымыванием расходуемых пряжей. Фигуры 122(a) и (b) представляют схематические виды для разъяснения способа формирования сквозных отверстий в ионообменной мембране.
[1237] Фигуры 122(a) и (b) показывают армирующие пряжи 52, расходуемые пряжи 504а и сквозные отверстия 504, образованные только расходуемыми пряжами 504а, без иллюстрации других элементов, таких как тело мембраны.
[1238] Сначала армирующие пряжи 52, которые должны составлять армирующие материалы сердцевины в ионообменной мембране, и расходуемые пряжи 504а для образования сквозных отверстий 504 в ионообменной мембране используются как переплетенные между собой армирующие материалы. Затем, на этапе (5), расходуемые пряжи 504а вымываются с образованием сквозных отверстий 504.
[1239] Вышеуказанный способ является простым, поскольку способ взаимного переплетения армирующих пряжей 52 и расходуемых пряжей 504а может быть скорректирован в зависимости от порядка размещения армирующих материалов сердцевины и сквозных отверстий в теле ионообменной мембраны.
[1240] Фигура 122(a) представляет пример образованного полотняным переплетением армирующего материала, в котором армирующие пряжи 52 и расходуемые пряжи 504а взаимно переплетены как вдоль продольного направления, так и вдоль поперечного направления в бумаге, и при необходимости порядок размещения армирующих пряжей 52 и расходуемых пряжей 504а в армирующем материале может быть изменен.
[1241] (6) Этап нанесения
На этапе (6) может быть сформирован слой покрытия путем приготовления покровной жидкости, содержащей частицы неорганического материала, полученного размалыванием необогащенной руды или плавлением необогащенной руды, и связующего, нанесения покровной жидкости на поверхность ионообменной мембраны, полученной на этапе (5), и высушивания покровной жидкости.
[1242] Предпочтительное связующее представляет собой связующее, полученное гидролизом фторсодержащего полимера, имеющего прекурсор ионообменной группы, водным раствором, содержащим диметилсульфоксид (DMSO) и гидроксид калия (KOH), и затем погружением полимера в соляную кислоту для замещения противоиона ионообменной группы ионом H+ (например, фторсодержащего полимера, имеющего карбоксильную группу или сульфогруппу). Тем самым полимер с большей вероятностью растворится в воде или этаноле, как упомянуто ниже, что предпочтительно.
[1243] Этот связующее растворяется в смешанном растворе воды и этанола. Объемное соотношение между водой и этанолом предпочтительно составляет от 10:1 до 1:10, более предпочтительно от 5:1 до 1:5, еще более предпочтительно от 2:1 до 1:2. Частицы неорганического материала с помощью шаровой мельницы диспергируются в растворяющей жидкости с образованием тем самым покровной жидкости. В этом случае также возможно корректирование среднего размера частиц и тому подобного частиц регулированием продолжительности и скорости вращения во время диспергирования. Предпочтительное количество смешиваемых частиц неорганического материала и связующего является таким, как упомянуто выше.
[1244] Концентрация частиц неорганического материала и связующего в покровной жидкости конкретно не ограничивается, но предпочтительной является легкоподвижная покровная жидкость. Это обеспечивает возможность равномерного нанесения на поверхность ионообменной мембраны.
[1245] Кроме того, к дисперсии может быть добавлено поверхностно–активное вещество, когда диспергируются частицы неорганического материала. В качестве поверхностно–активного вещества предпочтительны неионные поверхностно–активные вещества, и их примеры включают HS–210, NS–210, P–210 и E–212 производства фирмы NOF CORPORATION.
[1246] Полученную покровную жидкость наносят на поверхность ионообменной мембраны способом нанесения распылением или нанесением покрытия валиком с образованием тем самым ионообменной мембраны.
[1247] [Микропористая мембрана]
Микропористая мембрана по настоящему варианту осуществления конкретно не ограничивается при условии, что мембрана может быть сформирована с образованием слоистого изделия с электродом для электролиза, как упомянуто выше. Могут быть использованы разнообразные микропористые мембраны.
Пористость микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается, но может составлять, например, от 20 до 90, и предпочтительно от 30 до 85. Вышеуказанная пористость может быть рассчитана по следующей формуле:
Пористость=(1–(вес мембраны в сухом состоянии)/(вес, рассчитанный по объему, рассчитанному по величинам толщины, ширины и длины мембраны, и плотности материала мембраны))×100
Средний размер пор в микропористой мембране по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 0,01 мкм до 10 мкм, предпочтительно от 0,05 мкм до 5 мкм. Что касается среднего размера пор, то, например, мембрану разрезают вертикально по направлению толщины, и сечение обследуют методом сканирующей электронной микроскопии с полевой эмиссией (FE–SEM). Средний размер пор может быть получен измерением диаметра примерно 100 пор и усреднением результатов измерения.
Толщина микропористой мембраны по настоящему варианту осуществления конкретно не ограничивается и может составлять, например, от 10 мкм до 1000 мкм, предпочтительно от 50 мкм до 600 мкм. Вышеуказанная толщина может быть измерена с использованием, например, микрометра (производства фирмы Mitutoyo Corporation) или тому подобного.
Конкретные примеры микропористой мембраны, как вышеупомянутой, включают Zirfon Perl UTP 500 производства фирмы Agfa (также называемые в настоящем варианте осуществления мембраной Zirfon) и они описаны в Международной публикации № WO 2013–183584 и Международной публикации № WO 2016–203701.
[1248] В способе изготовления электролизера по настоящему варианту осуществления мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей значение EW (ионообменной емкости), отличное от EW слоя первой ионообменной смолы. В дополнение, мембрана предпочтительно содержит слой первой ионообменной смолы и слой второй ионообменной смолы, имеющей иную функциональную группу, нежели функциональная группа в слое первой ионообменной смолы. Ионообменная емкость может быть скорректирована посредством введенной функциональной группы, и функциональные группы, которые могут быть введены, являются такими, как упомянуто выше.
[1249] (Электролиз воды)
Электролизер в настоящем варианте осуществления в качестве электролизера в случае электролиза воды имеет конфигурацию, в которой ионообменная мембрана в электролизере для применения в случае вышеуказанного обычного электролиза соли, заменяется на микропористую мембрану. Подаваемый исходный материал, который представляет собой воду, отличается от материала для электролизера в случае вышеупомянутого обычного электролиза соли. Что касается прочих компонентов, то детали, подобные компонентам электролизера в случае обычного электролиза соли, могут быть использованы также в электролизере для электролиза воды. Поскольку в случае обычного электролиза соли в анодной камере образуется газообразный хлор, в качестве материала анодной камеры применяется титан, но в случае электролиза воды в анодной камере выделяется только газообразный кислород. Таким образом, может быть применен материал, идентичный материалу катодной камеры. Одним примером его является никель. Для покрытия анода пригодно каталитическое покрытие для генерирования кислорода. Примеры каталитического покрытия включают металлы, оксиды и гидроксиды металлов платиновой группы и металлы из группы переходных металлов. Например, могут быть использованы такие элементы, как платина, иридий, палладий, рутений, никель, кобальт и железо.
Примеры
[1250] Теперь настоящее изобретение будет описано ниже более подробно со ссылкой на Примеры и Сравнительные Примеры, но настоящее изобретение никоим образом не ограничивается приведенными ниже Примерами.
[1251] <Проверка первого варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно первому варианту осуществления (в разделе <Проверка первого варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие первому варианту осуществления (в разделе <Проверка первого варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), которые оценены следующим методом. Подробности будут описаны со ссылкой на Фигуры 10–21, насколько это уместно.
[1252] [Метод оценки]
(1) Коэффициент открытой пористости
Электрод разрезали на фрагменты размера 130 мм×100 мм. Для расчета среднего значения в 10 точках, полученных измерением равномерно по плоскости, применяли цифровой толщиномер (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Значение использовали в качестве толщины электрода (измеренной толщины) для расчета объема. После этого использовали электронные весы для измерения массы. По удельному весу каждого металла (удельный вес никеля=8,908 г/см3, удельный вес титана=4,506 г/см3) рассчитывали коэффициент открытой пористости или коэффициент пустотности.
[1253] Коэффициент открытой пористости (коэффициент пустотности) (%)=(1–(масса электрода)/(объем электрода×удельный вес металла))×100
[1254] (2) Масса на единицу площади (мг/см2)
Электрод разрезали на фрагменты размером 130 мм×100 мм и измеряли его массу на электронных весах. Значение делили на площадь (130 мм×100 мм) для расчета массы на единицу площади.
[1255] (3) Сила, прилагаемая на единицу массы·единицу площади (1) (сила сцепления) (Н/(мг·см2))
[Метод (i)]
Для измерения использовали машину для испытания на растяжение и сжатие (фирмы Imada–SS Corporation, основная машина для испытания: машина для испытания на растяжение и сжатие типа SDT–52NA, динамометрический датчик: датчик нагрузки типа SL–6001).
[1256] Никелевую пластину в виде квадрата со стороной 200 мм, имеющую толщину 1,2 мм, подвергали струйной обработке оксидом алюминия с номером зернистости 320. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляло 0,7 мкм. Здесь для измерения поверхностной шероховатости использовали прибор для измерения поверхностной шероховатости зондового типа (профилометр) SJ–310 (фирмы Mitutoyo Corporation). Измеряемый образец помещали на поверхность пластины параллельно поверхности земли для измерения среднего арифметического величины Ra шероховатости в описываемых ниже условиях. Измерение повторяли 6 раз и выводили среднее значение.
[1257] <Форма зонда> угол конуса вершины=60°, радиус наконечника=2 мкм, статическое измерительное усилие=0,75 мН.
<Стандарт шероховатости> JIS2001
<Оценочная кривая> R
<Фильтр> GAUSS
<Предельное значение λc> 0,8 мм
<Предельное значение λs> 2,5 µm
<Число сечений> 5
<Предварительный проход, дополнительный проход> доступны
Эту никелевую пластину закрепляли вертикально на нижнем зажиме машины для испытания на растяжение и сжатие.
[1258] В качестве мембраны использовали описанную ниже ионообменную мембрану А.
В качестве армирующих материалов сердцевины использовали монофиламенты с размером 90 денье, выполненные из политетрафторэтилена (PTFE) (далее называемые PTFE–пряжами). В качестве расходуемых пряжей использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). Сначала по каждому из TD– и MD–направлений выполнили полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно подвергали уплотнению под давлением валиком с получением тканого полотна, имеющего толщину 70 мкм.
Затем получали смолу А в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имела ионообменную емкость 0,85 мг⋅экв/г, и смолу В в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г.
С использованием этих смол А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку Х, в которой толщина слоя смолы А составляла 15 мкм, а толщина слоя смолы В составляла 104 мкм.
Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу, получая композитную мембрану.
Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
Кроме того, 20% по массе оксида циркония, имеющего размер первичных частиц 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны А. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
[1259] Полученную вышеуказанную ионообменную мембрану (мембрану) погружали в чистую воду в течение 12 часов или более и затем использовали для испытания. Мембрану приводили в контакт с вышеуказанной никелевой пластиной, полностью увлажненной чистой водой, и обеспечивали сцепление под действием поверхностного натяжения воды. В это время никелевую пластину и ионообменную мембрану размещали так, чтобы их верхние концы совпадали.
[1260] Образец электрода для электролиза (электрода), используемого для измерения, разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану А разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Одну сторону электрода прокладывали между двумя пластинами из нержавеющей стали (толщина: 1 мм, длина: 9 мм, ширина: 170 мм). После размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, использовали четыре зажима для равномерного закрепления электрода и пластин. Пластины из нержавеющей стали по центру зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод. Нагрузка, прилагаемая испытательной машиной, в это время была настроена на 0 Н. Объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекали из машины для испытания на растяжение и сжатие и погружали в ванну, содержащую чистую воду, чтобы в достаточной степени увлажнить электрод чистой водой. После этого пластины из нержавеющей стали по центру опять зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод.
Опускали верхний зажим машины для испытания на растяжение и сжатие и обеспечивали сцепление образца электрода для электролиза с поверхностью ионообменной мембраны под действием поверхностного натяжения чистой воды. Размер поверхности сцепления в это время составлял 130 мм в длину и 110 мм в ширину. На электрод и ионообменную мембрану целиком набрызгивали чистую воду из промывалки, чтобы опять в достаточной мере смочить мембрану и электрод. После этого валик, образованный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали сверху вниз, слегка прижимая к электроду, удаляя избыток чистой воды. Прокатку валиком проводили только однократно.
[1261] Электрод поднимали со скоростью 10 мм/минуту для начала измерения нагрузки и регистрировали нагрузку, когда размер участка перекрывания электрода и мембраны достигал величины 130 мм в ширину и 100 мм в длину. Это измерение повторяли три раза и рассчитывали среднее значение.
Это среднее значение делили на площадь участка перекрывания электрода и ионообменной мембраны и на массу электрода на участке перекрывания с ионообменной мембраной для расчета силы, прилагаемой на единицу массы·единицу площади (1). Массу электрода на участке перекрывания с ионообменной мембраной определяли пропорциональным делением из значения, полученного в вышеописанном разделе (2) Масса на единицу площади (мг/см2).
Что касается среды в измерительной камере, температура составляла 23±2°C и относительная влажность составляла 30±5%.
Электрод, используемый в Примерах и Сравнительных Примерах, был способен держаться самостоятельно и прилипать, не сползая вниз или не отслаиваясь, когда ему было обеспечено сцепление с ионообменной мембраной, которая была сцеплена с закрепленной вертикально никелевой пластиной, под действием поверхностного натяжения.
Схематический вид способа оценки прилагаемой силы (1) показан на фигуре 10.
Нижний предел измерения машины для испытания на растяжение составлял 0,01 (Н).
[1262] (4) Сила, прилагаемая на единицу массы·единицу площади (2) Н/(мг·см2) (сила сцепления)
[Метод (ii)]
Для измерения использовали машину для испытания на растяжение и сжатие (фирмы Imada–SS Corporation, основная машина для испытания: машина для испытания на растяжение и сжатие типа SDT–52NA, динамометрический датчик: датчик нагрузки типа SL–6001).
Никелевую пластину, идентичную пластине в Методе (i), закрепляли вертикально на нижнем зажиме машины для испытания на растяжение и сжатие.
Образец электрода для электролиза (электрода), используемого для измерения, разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану А разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Одну сторону электрода прокладывали между двумя пластинами из нержавеющей стали (толщина: 1 мм, длина: 9 мм, ширина: 170 мм). После размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, использовали четыре зажима для равномерного закрепления электрода и пластин. Пластины из нержавеющей стали по центру зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод. Нагрузка, прилагаемая испытательной машиной, в это время была настроена на 0 Н. Объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекали из машины для испытания на растяжение и сжатие и погружали в ванну, содержащую чистую воду, чтобы в достаточной степени увлажнить электрод чистой водой. После этого пластины из нержавеющей стали по центру опять зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод.
[1263] Опускали верхний зажим машины для испытания на растяжение и сжатие и обеспечивали сцепление образца электрода для электролиза с поверхностью никелевой пластины под действием поверхностного натяжения раствора. Размер поверхности сцепления в это время составлял 130 мм в длину и 110 мм в ширину. На электрод и никелевую пластину целиком набрызгивали чистую воду из промывалки, чтобы опять в достаточной мере смочить никелевую пластину и электрод. После этого валик, образованный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали сверху вниз, слегка прижимая к электроду, удаляя избыток раствора. Прокатку валиком проводили только однократно.
Электрод поднимали со скоростью 10 мм/минуту для начала измерения нагрузки и регистрировали нагрузку, когда размер участка перекрывания электрода и никелевой пластины в продольном направлении достигал 100 мм. Это измерение повторяли три раза и рассчитывали среднее значение.
Это среднее значение делили на площадь участка перекрывания электрода и никелевой пластины и на массу электрода на участке перекрывания с никелевой пластиной для расчета силы, прилагаемой на единицу массы·единицу площади (2). Массу электрода на участке перекрывания с мембраной определяли пропорциональным делением из значения, полученного в вышеописанном разделе (2) Масса на единицу площади (мг/см2).
Что касается среды в измерительной камере, температура составляла 23±2°C и относительная влажность составляла 30±5%.
Электрод, используемый в Примерах и Сравнительных Примерах, был способен держаться самостоятельно и прилипать, не сползая вниз или не отслаиваясь, когда был сцеплен с закрепленной вертикально никелевой пластиной под действием поверхностного натяжения.
Нижний предел измерения машины для испытания на растяжение составлял 0,01 (Н).
[1264] (5) Метод оценки наматывания вокруг колонны диаметром 280 мм (1) (%)
(Мембрана и колонна)
Метод оценки (1) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В Сравнительных Примерах 10 и 11 электрод объединяли с ионообменной мембраной горячим прессованием, и тем самым получали объединенный блок ионообменной мембраны и электрода (электрода в виде квадрата со стороной 130 мм). После того, как ионообменная мембрана была полностью погружена в чистую воду, мембрану размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 280 мм. После этого избыток раствора удаляли с помощью валика, сформированного наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм). Валик прокатывали по ионообменной мембране слева направо по схематическому виду, показанному на фигуре 11. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана пришла в плотный контакт с пластиковой трубой электрода, имеющей внешний диаметр 280 мм.
[1265] (6) Метод оценки наматывания вокруг колонны диаметром 280 мм (2) (%)
(Мембрана и электрод)
Метод оценки (2) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. Ионообменную мембрану и электрод полностью погружали в чистую воду и затем наслаивали. Это слоистое изделие размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 280 мм, так, что электрод находился снаружи. После этого избыток раствора удаляли с помощью валика, сформированного наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм). Валик прокатывали по ионообменной мембране слева направо по схематическому виду, показанному на фигуре 12, слегка нажимая на электрод для удаления избытка раствора. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана была приведена в плотный контакт с электродом.
[1266] (7) Метод оценки наматывания вокруг колонны диаметром 145 мм (3) (%)
(Мембрана и электрод)
Метод оценки (3) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. Ионообменную мембрану и электрод полностью погружали в чистую воду и затем наслаивали. Это слоистое изделие размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 145 мм, так, что электрод находился снаружи. После этого валик, сформированный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали слева направо по схематическому виду, показанному на фигуре 13, слегка нажимая на электрод для удаления избытка раствора. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана была приведена в плотный контакт с электродом.
[1267] (8) Технологичность (оценка реакции)
(A) Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, и электрод разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В каждом Примере ионообменную мембрану и электрод полностью погружали в три раствора: водный раствор бикарбоната натрия, водный 0,1 н. раствор NaOH и чистую воду, затем наслаивали и размещали неподвижно на тефлоновой пластине. Интервал между анодной ячейкой и катодной ячейкой, используемых в оценке электролиза, регулировали на величину около 3 см. Неподвижно размещенное слоистое изделие приподнимали и проводили операцию вставления и удерживания слоистого изделия между ними. Эту операцию проводили, проверяя электрод на смещение и падение.
[1268] (B) Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В каждом Примере ионообменную мембрану и электрод полностью погружали в три раствора: водный раствор бикарбоната натрия, водный 0,1 н. раствор NaOH и чистую воду, затем наслаивали и размещали неподвижно на тефлоновой пластине. Мембрану в слоистом изделии удерживали руками за два соседних угла, поднимая слоистое изделие так, чтобы оно было вертикальным. Удерживаемую руками за два соседних угла мембрану перемещали из этого состояния, сводя их близко друг к другу так, что мембрана высовывалась или утапливалась. Это перемещение повторяли опять для проверки прилегаемости электрода к мембране. Результаты оценивали по четырехбалльной шкале от 1 до 4 на основе следующих показателей:
1: хорошая технологичность
2: пригодна к эксплуатации
3: эксплуатация затруднительна
4: по существу не пригодна к эксплуатации
Здесь образец Сравнительного Примера 5, образованный с размером, эквивалентным размеру крупной электролитической ячейки, включающей электрод с величиной 1,3 м×2,5 м и ионообменную мембрану с размером 1,5 м×2,8 м, подвергали погрузке-разгрузке. Результат оценки Сравнительного Примера 5 («3», как описано ниже) использовали как показатель оценки разницы между оценкой вышеуказанных (А) и (В) и оценкой крупноразмерного образца. То есть в случае, где результат оценки малоразмерного слоистого изделия составлял «1» или «2», было высказано суждение, что не возникает никаких проблем с технологичностью, даже если слоистое изделие было сформировано с большим размером.
[1269] (9) Оценка характеристик электролиза (напряжения (V), выхода по току (%), общей концентрации соли в каустической соде (млн–1, в расчете на 50%))
Характеристики электролиза оценивали в рамках следующего электролизного эксперимента.
Размещали напротив друг друга ячейку с титановым анодом, имеющую анодную камеру, в которой был сформирован анод (ячейку анодного вывода), и катодную ячейку, имеющую камеру с никелевым катодом, в которой был сформирован катод (ячейку катодного вывода). Между ячейками размещали пару уплотнений, и между уплотнениеми прокладывали слоистое изделие (слоистое изделие из ионообменной мембраны А и электрода для электролиза). Затем анодную ячейку, уплотнение, слоистое изделие, уплотнение и катод приводили в плотный контакт друг с другом с образованием электролитической ячейки и формировали электролизер, содержащий ячейку.
[1270] Анод получали нанесением смешанного раствора хлорида рутения, хлорида иридия и тетрахлорида титана на титановую подложку, подвергнутую струйной обработке и кислотному травлению в качестве предварительной обработки, с последующим высушиванием и обжигом. Анод закрепляли в анодной камере сваркой. В качестве катода использовали катод, описанный в каждом из Примеров и Сравнительных Примеров. В качестве токоотвода катодной камеры применяли никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в дину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали никелевую сетку, образованную полотняным плетением никелевой проволоки, имеющей диаметр 150 мкм и размер ячеек сита 40 меш, и для закрепления четырех углов Ni–сетки к токоотводу применяли выполненный из Teflon(R) шнур. Эту Ni–сетку использовали в качестве питающего проводника. Эта электролитическая ячейка имеет конструкцию с нулевым зазором, использующую силу отталкивания, которую создает мат как металлическое упругое тело. В качестве уплотнений использовали уплотнения из этилен–пропилен–диенового каучука (EPDM). В качестве мембраны применяли ионообменную мембрану А (квадрат со стороной 160 мм), полученную в разделе [Метод (i)].
[1271] Вышеуказанную электролитическую ячейку использовали для выполнения обычного электролиза соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была выставлена на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 90°С. Обычный электролиз соли проводили при плотности тока 6 кА/м2, измеряя напряжение, плотность тока и общую концентрацию соли в каустической соде. Выход по току здесь представляет собой отношение количества образованной каустической соды к пропущенному току, и когда скорее примесные ионы и гидроксид–ионы, нежели ионы натрия, проходят через ионообменную мембрану под действием пропускаемого тока, выход по току снижается. Выход по току получали делением числа молей каустической соды, образованной в течение определенного времени, на число молей электронов тока, пропущенного на протяжении этого времени. Число молей каустической соды получали выделением образованной при электролизе каустической соды в пластиковый контейнер и измерением ее массы. В качестве общей концентрации соли в каустической соде показано значение, полученное преобразованием концентрации каустической соды в расчете на 50%.
Техническая характеристика электрода и питающего проводника, использованных в каждом из Примеров и Сравнительных Примеров, показана в Таблице 1.
[1272] (11) Измерение толщины каталитического слоя, подложки электрода для электролиза и толщины электрода
Для измерения толщины подложки электрода для электролиза применяли цифровой толщиномер (производства фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм), рассчитывая среднее значение по 10 точкам, полученным измерением равномерно по плоскости. Это значение использовали в качестве толщины подложки электрода для электролиза (измеренной толщины). Для измерения толщины электрода применяли цифровой толщиномер, рассчитывая среднее значение по 10 точкам, полученным измерением равномерно по плоскости, таким же образом, как для подложки электрода. Это значение использовали как толщину электрода (измеренную толщину). Толщину каталитического слоя определяли вычитанием толщины подложки электрода для электролиза из толщины электрода.
[1273] (12) Испытание упругой деформации электрода
Каждый элемент из ионообменной мембраны А (мембраны) и электрода, полученных в разделе [Метод (i)], разрезали с получением образца в виде квадрата со стороной 110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. После этого ионообменную мембрану и электрод наслаивали для получения слоистого изделия в условиях температуры: 23±2°C и относительной влажности: 30±5%, слоистое изделие наматывали вокруг ПВХ–трубы, имеющей внешний диаметр φ32 мм и длину 20 см, без какого-либо зазора, как показано на Фигуре 14. Слоистое изделие закрепляли с использованием полиэтиленовой кабельной стяжки так, чтобы слоистое изделие не могло бы отделиться от ПВХ–трубы или ослабиться. Слоистое изделие удерживали в этом состоянии в течение 6 часов. После этого кабельную стяжку удаляли и слоистое изделие разматывали с ПВХ–трубы. Только электрод размещали на поверочной плите (плоской плите) и измеряли высоты L1 и L2 участка, приподнятого от поверочной плиты, определяя среднее значение. Это значение использовали как показатель деформации электрода. То есть меньшее значение означает, что слоистое изделие деформируется с меньшей вероятностью.
Когда использовали просечно–вытяжной металлический лист, были два направления намотки: SW–направление и LW–направление. В этом испытании слоистое изделие наматывали по SW–направлению.
Деформированные электроды (электроды, которые не возвратились в свое исходное состояние) оценивали по мягкости после пластической деформации в соответствии с методом, как показано на Фигуре 15. То есть деформированные электроды помещали на мембрану, полностью погруженную в чистую воду. Один конец электрода закрепляли, а другой приподнятый конец прижимали к мембране для ослабления силы, и оценку проводили по тому, прилегал ли деформированный электрод к мембране.
[1274] (13) Оценка повреждения мембраны
В качестве мембраны использовали указанную ниже ионообменную мембрану В.
В качестве армирующих материалов сердцевины были применены материалы, полученные скручиванием 900 раз/метр филаментов из политетрафторэтилена (PTFE) с размером 100 денье в форме нитей (далее называемые PTFE–пряжами). В качестве расходуемых пряжей основы использовали пряжи, полученные скручиванием 200 раз/метр восьми филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). В качестве уточных расходуемых пряжей применяли пряжи, полученные скручиванием 200 раз/метр восьми филаментов с размером 35 денье из полиэтилентерефталата (PET). Сначала выполняли полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, получая тканое полотно, имеющее толщину 100 мкм.
Затем получали полимер (A1) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имел ионообменную емкость 0,92 мг⋅экв/г, и полимер (B1) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,10 мг⋅экв/г. С использованием этих полимеров (A1) и (B1) способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку X, в которой толщина слоя полимера (А1) составляла 25 мкм, а толщина слоя полимера (В1) составляла 89 мкм. В качестве ионообменной емкости каждого полимера была показана ионообменная емкость в случае гидролиза прекурсоров ионообменных групп каждого полимера для преобразования в ионообменные группы.
Отдельно получали полимер (B2) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,10 мг⋅экв/г. Этот полимер получали однослойной экструзией с получением пленки Y, имеющей толщину 20 мкм.
Затем прокладочную бумагу, пленку Y, армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 225°С и величины пониженного давления 0,022 МПа в течение двух минут, а затем удаляли прокладочную бумагу, получая композитную мембрану. Полученную композитную мембрану погружали в водный раствор, содержащий диметилсульфоксид (DMSO) и гидроксид калия (KOH), в течение часа для омыления. После этого мембрану погружали в водный 0,5 н. раствор NaOH в течение часа для замещения присоединенных к ионообменным группам ионов на Na, а затем промывали водой. Затем мембрану высушивали при 60°С.
Кроме того, гидролизовали полимер (B3) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F, имел ионообменную емкость 1,05 мг⋅экв/г, а затем преобразовывали в полимер кислотного типа соляной кислотой. Частицы оксида циркония, имеющие средний размер первичных частиц 0,02 мкм, добавляли к смешанному 50/50 (массовое соотношение) раствору воды и этанола, в котором растворяли полимер (B3’) этого кислотного типа в пропорции 5% по массе так, что массовое отношение полимера (B3’) к частицам оксида циркония составляло 20/80. После этого полимер (B3’) диспергировали в суспензии частиц оксида циркония с помощью шаровой мельницы, получая суспензию.
Эту суспензию наносили способом распыления на обе поверхности ионообменной мембраны и высушивали, получая ионообменную мембрану B, имеющую слой покрытия, содержащий полимер (B3’) и частицы оксида циркония. Плотность покрытия оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,35 мг/см2.
[1275] Использованный анод был таким же, как в разделе (9) Оценка характеристик электролиза.
Использованный катод был катодом, описанным в каждом из Примеров и Сравнительных Примеров. Применяемые токоотвод, мат и питающий проводник катодной камеры были такими же, как в разделе (9) Оценка характеристик электролиза. То есть была обеспечена конструкция с нулевым зазором, использующая Ni–сетку в качестве питающего проводника и силу отталкивания, которую создает мат как металлическое упругое тело. Использованные уплотнения были такими же, как в разделе (9) Оценка характеристик электролиза. В качестве мембраны использовали ионообменную мембрану В, полученную вышеуказанным способом. То есть был сформирован электролизер, эквивалентный показанному в разделе (9), за исключением того, что слоистое изделие из ионообменной мембраны В и электрода для электролиза прокладывали между парой уплотнений.
[1276] Вышеуказанную электролитическую ячейку использовали для выполнения электролиза обычной соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была выставлена на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 70°С. Электролиз обычной соли проводили при плотности тока 8 кА/м2. Электролиз прекращали через 12 часов после начала электролиза, и ионообменную мембрану В извлекали и обследовали для оценки состояния ее повреждения.
«0» означает отсутствие повреждений. Оценка от «1» до «3» означает, что имеется повреждение, а большее число означает высокую степень повреждения.
[1277] (14) Вентиляционное сопротивление электрода
Вентиляционное сопротивление электрода измеряли с использованием тестера воздухопроницаемости KES–F8 (торговое наименование, фирма KATO TECH CO., LTD.). Единицей вентиляционного сопротивления является кПа·с/м. Измерение повторяли 5 раз, и среднее значение приведено в Таблице 2. Измерение проводили в следующих условиях. Температура измерительной камеры составляла 24°С и относительная влажность 32%.
Условие измерения 1 (вентиляционное сопротивление 1)
Скорость поршня: 0,2 см/с
Объем продувки: 0,4 см3/см2/с
Диапазон измерения: SENSE L (низкий)
Размер образца: 50 мм×50 мм
Условие измерения 2 (вентиляционное сопротивление 2)
Скорость поршня: 2 см/с
Объем продувки: 4 см3/см2/с
Диапазон измерения: SENSE M (средний) или H (высокий)
Размер образца: 50 мм×50 мм
[1278] [Пример 1]
В качестве подложки электрода для катода в электролизе получали электролитическую никелевую фольгу, имеющую измеренную толщину 16 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 49%.
[1279] Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на его верхней части, а над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина электрода, изготовленного в Примере 1, составляла 24 мкм. Толщина каталитического слоя, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой. Толщина представляла собой совокупную толщину оксида рутения и оксида церия.
Результаты измерения силы сцепления электрода, изготовленного вышеуказанным способом, показаны в Таблице 2. Наблюдалась достаточная сила сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
[1280] Электрод, полученный вышеуказанным способом, разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны А (размер: 160 мм×160 мм), полученной в разделе [Метод (i)] и приведенной в состояние равновесия с водным 0,1 н. раствором NaOH, и обеспечивали сцепление с ней под действием поверхностного натяжения водного раствора.
Даже когда четыре угла участка мембраны с объединенным с мембраной электродом, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
Вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, к которой электрод был присоединен, была обращена к стороне катодной камеры. В секционной конструкции токоотвод, мат, никелевую сетку в качестве питающего проводника, электрод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Полученный электрод подвергали испытанию на характеристики электролиза. Результаты показаны в Таблице 2.
Электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом рентгенофлуоресцентного анализа (XRF), по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1281] [Пример 2]
В Примере 2 электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости сделанной шероховатой поверхности составляло 0,96 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 44%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 29 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм. Покрытие сформировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0033 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1282] [Пример 3]
В Примере 3 электролитическую никелевую фольгу, имеющую измеренную толщину 30 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 1,38 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 44%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 38 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие сформировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1283] [Пример 4]
В Примере 4 электролитическую никелевую фольгу, имеющую измеренную толщину 16 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 75%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 24 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0023 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1284] [Пример 5]
В Примере 5 электролитическую никелевую фольгу, имеющую измеренную толщину 20 мкм, использовали в качестве подложки электрода для электролиза на катоде. Обе поверхности этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,96 мкм. Обе поверхности имели одинаковую шероховатость. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 49%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 30 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм. Покрытие формировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0023 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Кроме того, когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на обеих поверхностях. В порядке сравнения с Примерами 1–4, это показывает, что другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1285] [Пример 6]
В Примере 6 оценку проводили таким же образом, как в Примере 1, за исключением того, что покрытие подложки электрода для электролиза на катоде наносили ионным осаждением, и результаты показаны в Таблице 2. При ионном осаждении формирование пленки выполняли с использованием мишени из металлического Ru при температуре нагревания 200°С и в аргон/кислородной атмосфере, при давлении для формирования пленки 7×10–2 Па. Сформированное покрытие представляло собой оксид рутения.
Толщина электрода составляла 26 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм. Покрытие сформировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1286] [Пример 7]
В Примере 7 подложку электрода для электролиза на катоде получfли способом электроформования. Фотомаска имела форму, образованную размещением по вертикали и горизонтали квадратов величиной 0,485 мм×0,485 мм с интервалом 0,15 мм. Экспонирование, проявление и электроосаждение последовательно проводили для получения никелевой пористой фольги, имеющей измеренную толщину 20 мкм и коэффициент открытой пористости 56%. Среднее арифметическое Ra шероховатости поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 37 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 17 мкм.
Наблюдали достаточную силу адгезии.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0032 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1287] [Пример 8]
В Примере 8 подложку электрода для электролиза на катоде получали способом электроформования. Подложка имела измеренную толщину 50 мкм и коэффициент открытой пористости 56%. Среднее арифметическое Ra шероховатости поверхности составляло 0,73 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 60 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу адгезии.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0032 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1288] [Пример 9]
В Примере 9 в качестве подложки электрода для электролиза на катоде использовали никелевое нетканое полотно, имеющее измеренную толщину 150 мкм и коэффициент пустотности 76% (производства фирмы NIKKO TECHNO, Ltd.). Нетканое полотно имело диаметр никелевых волокон 40 мкм и базовый вес 300 г/м2. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 165 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 15 мкм.
Наблюдали достаточную силу адгезии.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 29 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0612 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1289] [Пример 10]
В Примере 10 в качестве подложки электрода для электролиза на катоде использовали никелевое нетканое полотно, имеющое измеренную толщину 200 мкм и коэффициент пустотности 72% (производства фирмы NIKKO TECHNO, Ltd.). Нетканое полотно имело диаметр никелевых волокон 40 мкм и базовый вес 500 г/м2. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 215 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 15 мкм.
Наблюдали достаточную силу адгезии.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 40 мм, и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0164 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1290] [Пример 11]
В Примере 11 в качестве подложки электрода для электролиза на катоде использовали пористый никель, имеющий измеренную толщину 200 мкм и коэффициент пустотности 72% (производства фирмы Mitsubishi Materials Corporation). За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 210 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 17 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0402 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1291] [Пример 12]
В Примере 12 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 200 меш, имеющую диаметр проволок 50 мкм, измеренную толщину 100 мкм и коэффициент открытой пористости 37%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Струйная обработка не изменила коэффициент открытой пористости. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 12 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 110 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0154 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей, как «1». Повреждение мембраны было оценено как хорошее: «0».
[1292] [Пример 13]
В примере 13 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 150 меш, имеющую диаметр проволок 65 мкм, измеренную толщину 130 мкм и коэффициент открытой пористости 38%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Струйная обработка не изменила коэффициент открытой пористости. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 13 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,66 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 133 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 3 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 6,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0124 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный в качестве крупноразмерного слоистого изделия. Повреждение мембраны также было оценено как хорошее: «0».
[1293] [Пример 14]
В Примере 14 в качестве подложки электрода для электролиза на катоде использовали подложку, идентичную подложке в Примере 3 (измеренная толщина 30 мкм и коэффициент открытой пористости 44%). Оценку характеристик электролиза проводили на конструкции, идентичной конструкции в Примере 1, за исключением того, что не применяли никелевую сетку в качестве питающего проводника. То есть в секционной конструкции ячейку, токоотвод, мат, объединенный с мембраной электрод, и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и в качестве питающего проводника служил мат. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1294] [Пример 15]
В Примере 15 в качестве подложки электрода для электролиза на катоде использовали подложку, идентичную подложке в Примере 3 (измеренная толщина 30 мкм и коэффициент открытой пористости 44%). Катод, использованный в Контрольном Примере 1, который был изношен и имел повышенное напряжение электролиза, размещали вместо никелевой сетки как питающего проводника. За исключением вышеописанного, оценку характеристик электролиза проводили на конструкции, идентичной конструкции в Примере 1. То есть в секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и имел повышенное электрическое напряжение электролиза (служивший в качестве питающего проводника), электрод для электролиза (катод), мембрану и анод размещают в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и катод, который изношен и имеет повышенное электрическое напряжение электролиза, служит в качестве питающего проводника. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1295] [Пример 16]
В качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм. Обе поверхности титановой фольги подвергали обработке для придания шероховатости. Пористую фольгу формировали перфорированием этой титановой фольги с образованием круглых отверстий путем штамповки. Диаметр отверстий составлял 1 мм, и коэффициент открытой пористости составлял 14%. Среднее арифметическое Ra шероховатости поверхности составляло 0,37 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Покровную жидкость для применения в формировании катализатора электрода получали согласно следующей процедуре. Растворы хлорида рутения, имеющего концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), хлорида иридия, имеющего концентрацию иридия 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и тетрахлорида титана (фирмы Wako Pure Chemical Industries, Ltd.) смешивали так, что молярное соотношение элемента рутения, элемента иридия и элемента титана составляло 0,25:0,25:0,5. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для анода.
[1296] Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). После того, как вышеуказанная покровная жидкость была нанесена на титановую пористую фольгу, проводили высушивание при 60°С в течение 10 минут и обжиг при 475°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига многократно выполняли, и затем проводили обжиг при 520°С в течение одного часа.
Полученный вышеуказанным способом электрод разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Вырезанный образец электрода прилепляли с использованием поверхностного натяжения водного раствора по существу в центральном положении стороны слоя сульфоновой кислоты ионообменной мембраны А (размер: 160 мм×160 мм), полученной в разделе [Метод (i)] и приведенной в состояние равновесия с водным 0,1 н. раствором NaOH.
[1297] Катод получали согласно следующей процедуре. Сначала получали сетку с размером ячеек 40 меш из никелевой проволоки, имеющую диаметр проволок 150 мкм, в качестве подложки. После струйной обработки оксидом алюминия в качестве предварительной обработки проволочную сетку погружали в 6–нормальную соляную кислоту на 5 минут, тщательно промывали чистой водой и высушивали.
Затем раствор хлорида рутения, имеющий концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и раствор хлорида церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем после этого проводили высушивание при 50°С в течение 10 минут, предварительный обжиг при 300°С в течение 3 минут и обжиг при 550°С в течение 10 минут. После этого выполняли обжиг при 550°С в течение часа. Повторяли серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига.
[1298] В качестве токоотвода катодной камеры использовали никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в длину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали полученный вышеуказанным способом катод, и для закрепления четырех углов сетки на токоотводе применяли выполненный из Teflon(R) шнур.
Даже когда четыре угла участка мембраны объединенного с мембраной электрода, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
[1299] Анод, использованный в Контрольном Примере 3, который был изношен и имел повышенное напряжение электролиза, закрепляли в анодной ячейке сваркой, а вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, которой был прикреплен электрод, была обращена к стороне анодной камеры. То есть в секционной конструкции ячейку, токоотвод, мат, катод, мембрану, электрод для электролиза (титановую пористую фольгу в качестве анода) и анод, который был изношен и имел повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором. Анод, который был изношен и имел повышенное напряжение электролиза, служил в качестве питающего проводника. Анод из титановой пористой фольги и анод, который был изношен и имел повышенное напряжение электролиза, были только в физическом контакте между собой, и не были скреплены друг с другом сваркой.
[1300] Оценку этой конструкции проводили таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 26 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 6 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 4 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0060 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей, как «1». Повреждение мембраны также было оценено как хорошее: «0».
[1301] [Пример 17]
В Примере 17 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм и коэффициент открытой пористости 30%. Среднее арифметическое Ra шероховатости поверхности составляло 0,37 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 30 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0030 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1302] [Пример 18]
В Примере 18 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм и коэффициент открытой пористости 42%. Среднее арифметическое Ra шероховатости поверхности составляло 0,38 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 32 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 12 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 2,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0022 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1303] [Пример 19]
В Примере 19 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 50 мкм и коэффициент открытой пористости 47%. Среднее арифметическое Ra шероховатости поверхности составляло 0,40 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 69 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 19 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 8 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0024 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1304] [Пример 20]
В Примере 20 в качестве подложки электрода для электролиза на аноде использовали титановое нетканое полотно, имеющее измеренную толщину 100 мкм, диаметр титанового волокна около 20 мкм, базовый вес 100 г/м2 и коэффициент открытой пористости 78%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 2 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0228 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1305] [Пример 21]
В Примере 21 в качестве подложки электрода для электролиза на аноде использовали титановую проволочную сетку с размером ячеек 150 меш, имеющую измеренную толщину 120 мкм и диаметр титанового волокна 60 мкм. Коэффициент открытой пористости составлял 42%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 21 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,60 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 140 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 20 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 10 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0132 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1306] [Пример 22]
[1307] В Примере 22 анод, который был изношен и имел повышенное напряжение электролиза, использовали таким же путем, как в Примере 16, в качестве питающего проводника анода, и титановое нетканое полотно, идентичное материалу в Примере 20, использовали в качестве анода. Катод, который был изношен и имел повышенное напряжение электролиза, использовали таким же путем, как в Примере 15, в качестве питающего проводника катода, электрод из никелевой фольги, идентичный электроду в Примере 3, использовали в качестве катода. В секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и имел повышенное (электрическое) напряжение электролиза, никелевую пористую фольгу в качестве катода, мембрану, титановое нетканое полотно в качестве анода, и анод, который был изношен и имел повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и катод и анод, которые были изношены и имели повышенное напряжение электролиза, служили в качестве питающего проводника. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода (анода) составляла 114 мкм, и толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода (анода), составляла 14 мкм. Толщина электрода (катода) составляла 38 мкм, и толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода (катода), составляла 8 мкм.
Как в аноде, так и в катоде наблюдали достаточную силу сцепления.
Когда проводили испытание электрода (анода) на деформацию, среднее значение из L1 и L2 составляло 2 мм. Когда проводили испытание электрода (катода) на деформацию, среднее значение из L1 и L2 составляло 0 мм.
Когда измеряли вентиляционное сопротивление электрода (анода), вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0228 (кПа·с/м) в условиях измерения 2. Когда измеряли вентиляционное сопротивление электрода (катода), вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0», как для анода, так и для катода. В Примере 22 катод и аноды были объединены присоединением катода к одной поверхности мембраны и анода к другой поверхности мембраны и подвергнуты оценке повреждения мембраны.
[1308] [Пример 23]
В Примере 23 использовали микропористую мембрану «Zirfon Perl UTP 500» производства фирмы Agfa.
Мембрану Zirfon погружали в чистую воду на 12 часов или более и использовали для испытания. За исключением вышеописанного, вышеуказанную оценку проводили таким же путем, как в Примере 3, и результаты показаны в Таблице 2.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Подобно ситуации, где в качестве мембраны использовали ионообменную мембрану, наблюдали достаточную силу сцепления. Микропористая мембрана была приведена в плотный контакт с электродом под действием поверхностного натяжения, и технологичность была хорошей: «1».
[1309] [Пример 24]
В качестве подложки электрода для электролиза на катоде использовали углеродную ткань, полученную плетением углеродного волокна, имеющую измеренную толщину 566 мкм. Покровную жидкость для применения в формировании катализатора электрода на этой углеродной ткани получали согласно следующей процедуре. Раствор нитрата рутения, имеющий концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и раствор нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088 (торговое наименование), толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 570 мкм. Толщина каталитического слоя, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 4 мкм. Толщина каталитического слоя представляла собой совокупную толщину оксида рутения и оксида церия.
[1310] Полученный электрод был подвергнут оценке характеристик электролиза. Результаты показаны в Таблице 2.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,19 (кПа·с/м) или менее в условиях измерения 1 и 0,176 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия.
Электрическое напряжение было высоким, повреждение мембраны оценивалось как «1», и наблюдалось повреждение мембраны. Как предполагается, это обусловлено действием NaOH, который образовывался в электроде, накапливаясь на поверхности раздела между электродом и мембраной с повышением его концентрации, вследствие высокого вентиляционного сопротивления электрода в Примере 24.
[1311] [Контрольный Пример 1]
В Контрольном Примере 1 применяли катод, использовавшийся в качестве катода в крупном электролизере в течение восьми лет, который был изношен и проявлял повышенное напряжение электролиза. Вышеуказанный катод размещали вместо питающего проводника из никелевой сетки на мате катодной камеры и между ними прокладывали ионообменную мембрану А, полученную в разделе [Метод (i)]. Затем проводили оценку характеристик электролиза. В Контрольном Примере 1 не использовали объединенный с мембраной электрод. В секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и проявлял повышенное напряжение электролиза, ионообменную мембрану А и аноды размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,04 В, выход по току составлял 97,0%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 20 млн–1. Таким образом, вследствие износа электрода электрическое напряжение было высоким.
[1312] [Контрольный Пример 2]
В Контрольном Примере 2 в качестве катода применяли питающий проводник из никелевой сетки. То есть электролиз проводили на никелевой сетке, не имеющей каталитического покрытия.
Катод из никелевой сетки размещали на мате катодной камеры и между ними прокладывали ионообменную мембрану А, полученную в разделе [Метод (i)]. Затем проводили оценку характеристик электролиза. В секционной конструкции электрической ячейки Контрольного Примера 2 токоотвод, мат, никелевую сетку, ионообменную мембрану А и аноды размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,38 В, выход по току составлял 97,7%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 24 млн–1. Таким образом, электрическое напряжение было высоким вследствие того, что катализатор катода не имел покрытия.
[1313] [Контрольный Пример 3]
В Контрольном Примере 3 в качестве анода применяли анод, который использовался в крупном электролизере в течение около восьми лет, был изношен и проявлял повышенное напряжение электролиза.
В секционной конструкции электрической ячейки Контрольного Примера 3 токоотвод, мат, катод и ионообменную мембрану А, полученную в разделе [Метод (i)], и анод, который был изношен и проявлял повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,18 В, выход по току составлял 97,0%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 22 млн–1. Таким образом, электрическое напряжение было высоким вследствие износа анода.
[1314] [Сравнительный Пример 1]
В Сравнительном Примере 1 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 1 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,68 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Масса в расчете на единицу площади составляла 67,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,05 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 64%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 22%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 13 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0168 (кПа·с/м) в условиях измерения 2.
[1315] [Сравнительный Пример 2]
В Сравнительном Примере 2 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 16%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 2 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 107 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм.
Масса в расчете на единицу площади составляла 78,1 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,04 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 37%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 25%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 18,5 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0176 (кПа·с/м) в условиях измерения 2.
[1316] [Сравнительный Пример 3]
В Сравнительном Примере 3 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 40%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 3 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,70 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Нанесение покрытия на подложку электрода для электролиза выполняли ионным осаждением таким же способом, как в Примере 6. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 110 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,07 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 80%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 32%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «3», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 11 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0030 (кПа·с/м) в условиях измерения 2.
[1317] [Сравнительный Пример 4]
В Сравнительном Примере 4 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 58%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 4 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 109 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 9 мкм.
Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,06 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 69%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 39%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «3», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 11,5 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
[1318] [Сравнительный Пример 5]
В Сравнительном Примере 5 в качестве подложки электрода для электролиза на катоде применяли сетку из никелевой проволоки, имеющую измеренную толщину 300 мкм и коэффициент открытой пористости 56%. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Сравнительном Примере 5 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 1, и результаты показаны в Таблице 2.
Толщина электрода составляла 308 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 49,2 (мг/см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 88%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 42%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Возникала проблема в отношении технологичности, которая оценивалась как «3». Когда фактически эксплуатировался крупноразмерный электрод, технологичность могла быть оценена как «3». Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 23 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0034 (кПа·с/м) в условиях измерения 2.
[1319] [Сравнительный Пример 6]
В Сравнительном Примере 6 в качестве подложки электрода для электролиза на катоде применяли сетку из никелевой проволоки, имеющую измеренную толщину 200 мкм и коэффициент открытой пористости 37%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Сравнительном Примере 6 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,65 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку электролиза на электроде, результатов измерения силы сцепления и сцепляемости (адгезивности) проводили таким же образом, как в Примере 1. Результаты показаны в Таблице 2.
Толщина электрода составляла 210 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Масса в расчете на единицу площади составляла 56,4 мг/см2. Так результат оценки наматывания вокруг колонны диаметром 145 мм (2) составлял 63%, и адгезивность между электродом и мембраной была плохой. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Возникала проблема в отношении технологичности, которая оценивалась как «3». Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 19 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0096 (кПа·с/м) в условиях измерения 2.
[1320] [Сравнительный Пример 7]
В Сравнительном Примере 7 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 500 мкм и коэффициент открытой пористости 17%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 7 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,60 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 508 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 152,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0072 (кПа·с/м) в условиях измерения 2.
[1321] [Сравнительный Пример 8]
В Сравнительном Примере 8 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 800 мкм и коэффициент открытой пористости 8%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 8 во время струйной обработки одновременно подвергпли струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,61 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 808 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 251,3 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0172 (кПа·с/м) в условиях измерения 2.
[1322] [Сравнительный Пример 9]
В Сравнительном Примере 9 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 1000 мкм и коэффициент открытой пористости 46%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Сравнительном Примере 9 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,59 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 16, и результаты показаны в Таблице 2.
Толщина электрода составляла 1011 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 11 мкм.
Масса в расчете на единицу площади составляла 245,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
[1323] [Сравнительный Пример 10]
В Сравнительном Примере 10 узел мембраны и электрода получали термокомпрессией электрода с мембраной со ссылкой на документ уровня техники (Примеры в Японском выложенном патенте № 58–48686).
Никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%, использовали в качестве подложки электрода для электролиза на катоде для выполнения нанесения электродного покрытия таким же способом, как в Примере 1. После этого одну поверхность электрода подвергали инактивирующей обработке согласно следующей процедуре. К одной поверхности электрода присоединяли полиимидную липкую ленту (фирмы Chukoh Chemical Industries, Ltd.). На другую поверхность наносили PTFE–дисперсию (фирмы Dupont–Mitsui Fluorochemicals Co., Ltd., 31–JR (торговое наименование)) и высушивали в муфельной печи при 120°С в течение 10 минут. Полиимидную ленту отделяли и проводили обжиговую обработку в муфельной печи, отрегулированной на температуру 380°С, в течение 10 минут. Эту операцию повторяли дважды для инактивации одной поверхности электрода.
[1324] Получали мембрану, сформированную из двух слоев перфторуглеродного полимера, концевой группой которого является «–COOCH3» (C–полимер), и перфторуглеродного полимера, концевой группой которого является «–SO2F» (S–полимер). Толщина Слоя С–полимера составляла 3 мил (0,003 дюйма, 0,0762 мм), а толщина слоя S–полимера составляла 4 мил (0,004 дюйма, 0,01 мм). Эту двухслойную мембрану подвергали обработке омылением, вводя тем самым ионообменные группы на концы полимера гидролизом. Концевые группы С–полимера гидролизовывались с образованием карбоксильных групп, а концевые группы S–полимера гидролизовывались с образованием сульфогрупп. Ионообменная емкость с группами сульфоновой кислоты составляла 1,0 мг⋅экв/г, а ионообменная емкость с группами карбоновой кислоты составляла 0,9 мг⋅экв/г.
Электрод его инактивированной поверхностью размещали напротив поверхности, имеющей карбоксильные группы как ионообменные группы, и проводили термокомпрессию с нею, объединяя ионообменную мембрану и электрод. Одна поверхность электрода была открытой даже после термокомпрессии, и электрод не распространялся на часть мембраны.
После этого, чтобы предотвратить налипание на мембране образующихся во время электролиза пузырьков, на обе поверхности наносили смесь оксида циркония и перфторуглеродного полимера, в который были введены сульфогруппы. Тем самым получали узел мембраны и электрода Сравнительного Примера 10.
[1325] Когда измеряли силу, прилагаемую на единицу массы·единицу площади (1), с использованием этого узла мембраны и электрода, электрод не перемещался вверх, поскольку электрод и мембрана были плотно соединены между собой в результате термокомпрессии. Затем ионообменную мембрану и никелевую пластину закрепляли так, чтобы они были неподвижны, и электрод вытягивали вверх с более высоким усилием. Когда было достигнуто усилие 1,50 Н/(мг·см2), часть мембраны разорвалась. Узел мембраны и электрода Сравнительного Примера 10 имел силу, прилагаемую на единицу массы·единицу площади (1), по меньшей мере 1,50 Н/(мг·см2), и они были прочно соединены.
[1326] Когда проводили оценку наматывания вокруг колонны диаметром 280 мм (1), площадь контакта с пластиковой трубой составляла менее 5%. Между тем, когда проводили оценку наматывания вокруг колонны диаметром 280 мм (2), электрод и мембрана были на 100% соединены друг с другом, но мембрана не была намотана вокруг колонны в первом месте. Результат оценки наматывания вокруг колонны диаметром 145 мм (3) был таким же. Результат показал, что интегрированный электрод ухудшал технологичность мембраны, затрудняя сматывание мембраны в рулон и создание складок мембраны. Технологичность была «3», что было проблематичным. Повреждение мембраны было оценено как «0». Кроме того, когда проводили оценку характеристик электролиза, электрическое напряжение было высоким, выход по току был низким, и общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) была повышенной, и характеристика электролиза была ухудшенной.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 13 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0168 (кПа·с/м) в условиях измерения 2.
[1327] [Сравнительный Пример 11]
В Сравнительном Примере 11 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 40 меш, имеющую диаметр проволок 150 мкм, измеренную толщину 300 мкм и коэффициент открытой пористости 58%. За исключением вышеописанного, получали узел мембраны и электрода таким же способом, как в Сравнительном Примере 10.
Когда измеряли силу, прилагаемую на единицу массы·единицу площади (1), с использованием этого узла мембраны и электрода, электрод не перемещали вверх, поскольку электрод и мембрана были плотно соединены между собой в результате термокомпрессии. Затем ионообменную мембрану и никелевую пластину закрепляли так, чтобы они были неподвижны, и электрод вытягивали вверх с более высоким усилием. Когда было достигнуто усилие 1,60 Н/(мг·см2), часть мембраны разорвалась. Узел мембраны и электрода Сравнительного Примера 11 имел силу, прилагаемую на единицу массы·единицу площади (1), по меньшей мере 1,60 Н/(мг·см2), и они были прочно соединены.
[1328] Когда проводили оценку наматывания вокруг колонны диаметром 280 мм (1) с использованием этого узла мембраны и электрода, площадь контакта с пластиковой трубой составляла менее 5%. Между тем, когда проводили оценку наматывания вокруг колонны диаметром 280 мм (2), электрод и мембрана были на 100% соединены друг с другом, но мембрана не была намотана вокруг колонны в первом месте. Результат оценки наматывания вокруг колонны диаметром 145 мм (3) был таким же. Результат показал, что интегрированный электрод ухудшал технологичность мембраны, затрудняя сматывание мембраны в рулон и создание складок мембраны. Технологичность была «3», что было проблематичным. Кроме того, когда проводили оценку характеристик электролиза, электрическое напряжение было высоким, выход по току был низким, и общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) было повышенным, и характеристика электролиза была ухудшенной.
Толщина электрода составляла 308 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 23 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0034 (кПа·с/м) в условиях измерения 2.
[1329] [Сравнительный Пример 12]
(Получение катализатора)
Водный раствор солей металлов получали добавлением 0,728 г нитрата серебра (фирмы Wako Pure Chemical Industries, Ltd.) и 1,86 г гексагидрата нитрата церия (фирмы Wako Pure Chemical Industries, Ltd.) к 150 мл чистой воды. Раствор щелочи получали добавлением 240 г чистой воды к 100 г 15%–ного водного раствора гидроксида тетраметиламмония (фирмы Wako Pure Chemical Industries, Ltd.). В то время как раствор щелочи перемешивали с использованием магнитной мешалки, к нему по каплям добавляли водный раствор солей металлов со скоростью 5 мл/минуту с использованием бюретки. Суспензию, содержащую образованные дисперсные частицы гидроксидов металлов, профильтровывали с отсасыванием и затем промывали водой для удаления содержащейся щелочи. После этого остаток переносили в 200 мл 2–пропанола (фирмы KISHIDA CHEMICAL Co., Ltd.) и повторно диспергировали в ультразвуковом диспергаторе (US–600T, фирмы NISSEI Corporation) в течение 10 минут для получения однородной суспензии.
Суспензию газовой сажи получали диспергированием 0,36 г гидрофобной сажи (DENKA BLACK(R) AB–7 (торговое наименование) фирмы Denka Company Limited) и 0,84 г гидрофобной сажи (Ketjenblack(R) EC–600JD (торговое наименование) фирмы Mitsubishi Chemical Corporation) в 100 мл 2–пропанола и диспергировали смесь в ультразвуковом диспергаторе в течение 10 минут. Суспензию прекурсора гидроксидов металлов и суспензию сажи смешивали и диспергировали в ультразвуковом диспергаторе в течение 10 минут. Эту суспензию профильтровывали с отсасыванием и высушивали при комнатной температуре в течение половины суток для получения сажи, содержащей диспергированный и закрепленный прекурсор гидроксидов металлов. Затем обжиговую печь с атмосферой инертного газа (типа VMF165, фирмы YAMADA DENKI CO., LTD.) использовали для проведения обжига в атмосфере азота при 400°С в течение часа для получения сажи А, содержащей диспергированный и закрепленный электродный катализатор.
[1330] (Получение порошка для реакционного слоя)
К 1,6 г сажи А, содержащей диспергированный и закрепленный электродный катализатор, добавляли 0,84 мл поверхностно–активного вещества Triton(R) X–100 (торговое наименование) фирмы ICN Biomedicals, разбавленного до 20% по весу чистой водой, и 15 мл чистой воды, и смесь диспергировали в ультразвуковом диспергаторе в течение 10 минут. К этой дисперсии добавляли 0,664 г дисперсии политетрафторэтилена (PTFE) (PTFE30J (торговое наименование) фирмы Dupont–Mitsui Fluorochemicals Co., Ltd.). После перемешивания смеси в течение пяти минут выполняли фильтрование с отсасыванием. Кроме того, остаток высушивали в сушилке при 80°С в течение часа, и выполняли измельчение в порошок с использованием мельницы для получения порошка для реакционного слоя А.
(Получение порошка для газодиффузионного слоя)
Диспергировали 20 г гидрофобной сажи (DENKA BLACK(R) AB–7 (торговое наименование)), 50 мл поверхностно–активного вещества Triton(R) X–100 (торговое наименование), разбавленного до 20% по весу чистой водой, и 360 мл чистой воды в ультразвуковом диспергаторе в течение 10 минут. К полученной дисперсии добавляли 22,32 г дисперсии PTFE. Смесь перемешивали в течение 5 минут и затем проводили фильтрование. Кроме того, остаток высушивали в сушилке при 80°С в течение часа и выполняли измельчение в порошок с использованием мельницы для получения порошка для газодиффузионного слоя А.
(Получение газодиффузионного электрода)
К 4 г порошка для газодиффузионного слоя A добавляли 8,7 мл этанола, и смесь вымешивали с образованием пастообразной формы. Этот порошок для газодиффузионного слоя A в пастообразной форме формовали в листовидную форму с использованием валкового формовочного устройства. В лист утапливали серебряную сетку (SW=1, LW=2, и толщина=0,3 мм) в качестве токоотвода, и, наконец, формовали с образованием листа, имеющего толщину 1,8 мм. К 1 г порошка для реакционного слоя A добавляли 2,2 мл этанола, и смесь компаундировали с образованием пастообразной формы. Этот порошок для реакционного слоя в пастообразной форме формовали валковым формовочным устройством в листовидную форму, имеющую толщину 0,2 мм. Кроме того, два листа, то есть лист, полученный с использованием порошка для газодиффузионного слоя A, и лист, полученный с использованием порошка для реакционного слоя A, наслаивали и формовали в лист, имеющий толщину 1,8 мм с использованием валкового формовочного устройства. Этот наслоенный лист высушивали при комнатной температуре в течение целого дня и ночи для удаления этанола. Кроме того, чтобы удалить остаточное поверхностно–активное вещество, лист подверагли обработке в условиях пиролиза на воздухе при 300°С в течение часа. Лист обертывали алюминиевой фольгой и подвергали горячему прессованию в машине для горячего прессования (SA303 (торговое наименование) фирмы TESTER SANGYO CO,. LTD. при 360°C и 50 кгс/см2 в течение 1 минуты для получения газодиффузионного электрода. Толщина газодиффузионного электрода составляла 412 мкм.
[1331] Полученный электрод использовали для выполнения оценки характеристик электролиза. В секционной конструкции электролитическую ячейку, токоотвод, мат, никелевую сетку в качестве питающего проводника, электрод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором. Результаты показаны в Таблице 2.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 19 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 25,88 (кПа·с/м) в условиях измерения 1.
Технологичность составляла «3», что является проблематичным. Кроме того, когда проводили оценку характеристик электролиза, выход по току был низким, общая концентрация соли в каустической соде была повышенной, и характеристики электролиза были заметно ухудшенными. Повреждение мембраны, которое было оценено как «3», также было проблематичным.
[1332] Эти результаты показали, что газодиффузионный электрод, полученный в Сравнительном Примере 12, имел заметно ухудшенные характеристики электролиза. Кроме того, наблюдалось повреждение по существу на всей поверхности ионообменной мембраны. Как предполагалось, это обусловлено действием NaOH, который образовывался в электроде, накапливаясь на поверхности раздела между электродом и мембраной с повышением его концентрации, вследствие заметно более высокого вентиляционного сопротивления газодиффузионного электрода в Сравнительном Примере 12.
[1333] [Сравнительный Пример 13]
Никелевую проволоку, имеющую измеренную толщину 150 мкм, использовали в качестве подложки электрода для электролиза на катоде. Проводили обработку для придания шероховатости этой никелевой проволоке. Было затруднительно измерить шероховатость поверхности никелевой проволоки. Тогда в Сравнительном Примере 13 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности никелевой проволоки. Струйную обработку выполняли с использованием оксида алюминия с номером зернистости 320. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм.
Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Раствор нитрата рутения, имеющий концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и раствор нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088 (торговое наименование), толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 570 мкм. Толщина никелевой проволоки, полученной в Сравнительном Примере 13, составляла 158 мкм.
[1334] Никелевую проволоку, полученную вышеуказанным способом, разрезали на фрагменты длиной 110 мм и длиной 95 мм. Как показано на Фигуре 16, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством цианакрилатного суперадгезива (Aron Alpha(R) фирмы TOAGOSEI CO., LTD.) с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 2.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 99,7%.
[1335] Масса в расчете на единицу площади электрода составляла 0,5 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 15 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0002 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 17, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,16 В.
[1336] [Сравнительный Пример 14]
В Сравнительном Примере 14 использовали электрод, полученный в Сравнительном Примере 13. Как показано на Фигуре 18, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством цианакрилатного суперадгезива (Aron Alpha(R), фирмы TOAGOSEI CO., LTD.) с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 2.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 99,4%.
Масса в расчете на единицу площади электрода составляла 0,9 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 16 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0004 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 19, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,18 В.
[1337] [Сравнительный Пример 15]
В Сравнительном Примере 15 использовали электрод, полученный в Сравнительном Примере 13. Как показано на Фигуре 20, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством цианакрилатного суперадгезива (Aron Alpha(R), фирмы TOAGOSEI CO., LTD.) с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 2.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 98,8%.
Масса в расчете на единицу площади электрода составляла 1,9 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 14 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0005 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 21, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,18 В.
[1338]
[Таблица 1]
[1339]
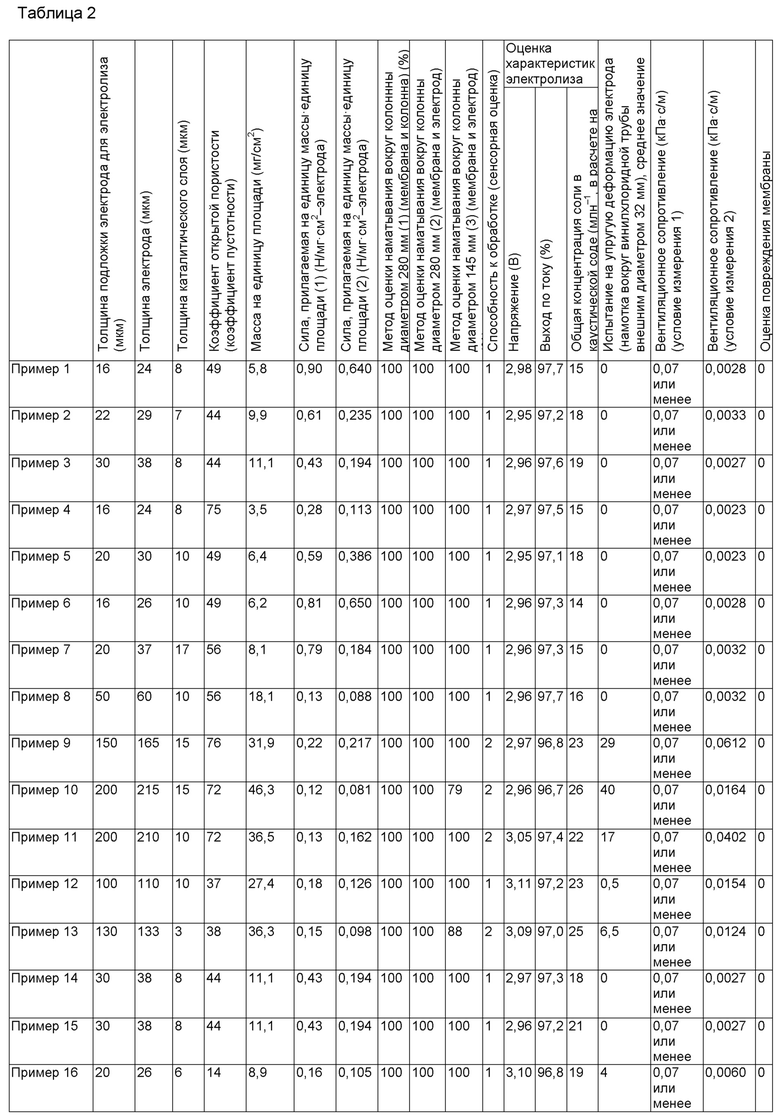
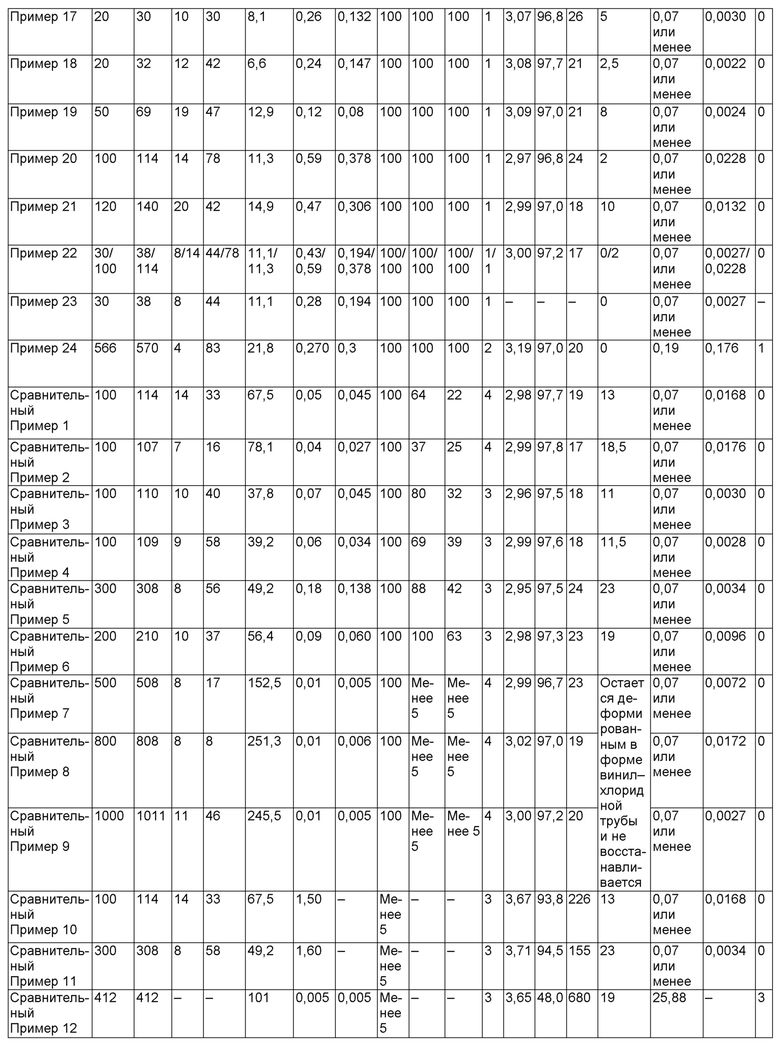
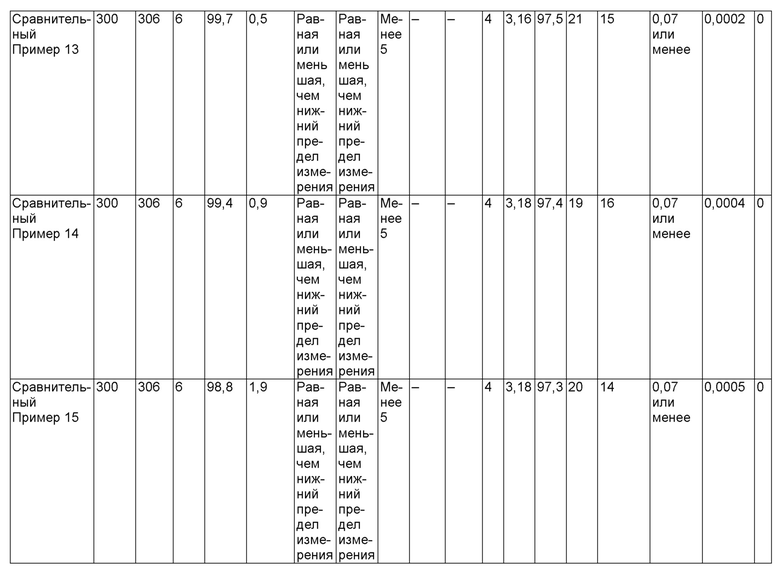
[1340] В Таблице 2 все образцы были способны держаться самостоятельно благодаря поверхностному натяжению перед измерением «силы, прилагаемой на единицу массы·единицу площади (1)» и «силы, прилагаемой на единицу массы·единицу площади (2)» (то есть, не соскальзывать вниз).
[1341] В Сравнительных Примерах 1, 2, 7–9, поскольку масса в расчете на единицу площади была большой, а сила, прилагаемая на единицу массы·единицу площади (1), была небольшой, прочность сцепления с мембраной была плохой. Таким образом, при крупноразмерном электролизере (например, 1,5 м в длину и 3 м в ширину) мембрана, которая представляет собой полимерную мембрану, неизбежно может провисать во время эксплуатации. В это время электрод отделяется, и тем самым образцы не выдерживают условий практического применения.
[1342] В Сравнительных Примерах 3 и 4, поскольку сила, прилагаемая на единицу массы·единицу площади (1), была небольшой, прочность сцепления с мембраной была плохой. Таким образом, при крупноразмерном электролизере (например, 1,5 м в длину и 3 м в ширину) мембрана, которая представляет собой полимерную мембрану, неизбежно может провисать во время эксплуатации. В это время электрод отделяется, и тем самым образцы не выдерживают условий практического применения.
[1343] В Сравнительных Примерах 5 и 6, масса в расчете на единицу площади была большой, а прочность сцепления с мембраной была плохой. Таким образом, при крупноразмерном электролизере (например, 1,5 м в длину и 3 м в ширину) мембрана, которая представляет собой полимерную мембрану, неизбежно может провисать во время эксплуатации. При этом электрод отделяется, и тем самым образцы не выдерживают условий практического применения.
[1344] В Сравнительных Примерах 10 и 11, поскольку мембрана и электрод были прочно соединены термокомпрессией, электрод не отделялся от мембраны во время эксплуатации, подобно Сравнительным Примерам 1, 2, 7–9. Однако вследствие прочного соединения с электродом полимерная мембрана утачивала гибкость. Тем самым было затруднительно скатывать образцы в рулон и складывать образцы. Образцы имеют плохую технологичность и не выдерживают условий практического применения.
[1345] Кроме того, в Сравнительных Примерах 10 и 11 значительно ухудшены характеристики электролиза. Вероятно, заметно возрастает напряжение, поскольку подавляется течение ионов тем обстоятельством, что электроды становились утопленными в ионообменную мембрану. Что касается причины снижения выхода по току и ухудшения общей концентрации соли в каустической соде, возможные факторы включали высокий выход по току, возникновение неравномерной толщины слоя карбоновой кислоты вследствие погружения электрода в слой карбоновой кислоты, проявляющийся эффект ионной селективности и проникновение электрода, заделанного в часть слоя карбоновой кислоты.
[1346] В дополнение, в Сравнительных Примерах 10 и 11 в случае, где возникала проблема либо с мембраной, либо с электродом, и требовалась замена, было невозможно заменять один элемент из мембраны и электрода вследствие их прочного соединения, что проводило к увеличенным издержкам.
[1347] В Сравнительном Примере 12 значительно ухудшены характеристики электролиза. Вероятно, напряжение заметно возрастает вследствие продукта, накаливающегося на поверхности раздела между мембраной и электродом.
[1348] В Сравнительных Примерах 13–15 обе силы, прилагаемые на единицу массы·единицу площади (1) и (2), были малыми (равными или меньшими, чем нижний предел измерения), и тем самым прочность сцепления с мембраной была плохой. Таким образом, при крупноразмерном электролизере (например, 1,5 м в длину и 3 м в ширину) мембрана, которая представляет собой полимерную мембрану, неизбежно может провисать во время эксплуатации. В это время электрод отделяется, и тем самым образцы не выдерживают условий практического применения.
[1349] В настоящем варианте осуществления мембрана и электрод находятся в плотном контакте друг с другом на каждой поверхности с умеренной силой, и тем самым нет проблем, таких как отделение электрода во время эксплуатации. Течение ионов в мембране не подавляется, и тем самым проявляются хорошие характеристики электролиза.
[1350] <Проверка второго варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно второму варианту осуществления (в разделе <Проверка второго варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие второму варианту осуществления (в разделе <Проверка второго варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), и оценены следующим методом. Подробности будут описаны со ссылкой на Фигуры 31–42, насколько это уместно.
[1351] [Метод оценки]
(1) Коэффициент открытой пористости
Электрод разрезали на фрагменты размером 130 мм×100 мм. Для расчета среднего значения в 10 точках, полученных измерением равномерно по плоскости, применяли цифровой толщиномер (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Значение использовали в качестве толщины электрода (измеренной толщины) для расчета объема. После этого использовали электронные весы для измерения массы. По удельному весу каждого металла (удельный вес никеля=8,908 г/см3, удельный вес титана=4,506 г/см3) рассчитывали коэффициент открытой пористости или коэффициент пустотности.
[1352] Коэффициент открытой пористости (коэффициент пустотности) (%)=(1–(масса электрода)/(объем электрода×удельный вес металла))×100
[1353] (2) Масса на единицу площади (мг/см2)
Электрод разрезали на фрагменты размером 130 мм×100 мм и измеряли его массу на электронных весах. Значение делили на площадь (130 мм×100 мм) для расчета массы на единицу площади.
[1354] (3) Сила, прилагаемая на единицу массы·единицу площади (1) (сила сцепления) (Н/(мг·см2))
[Метод (i)]
Для измерения использовали машину для испытания на растяжение и сжатие (фирмы Imada–SS Corporation, основная машина для испытания: машина для испытания на растяжение и сжатие типа SDT–52NA, динамометрический датчик: датчик нагрузки типа SL–6001).
[1355] Никелевую пластину в виде квадрата со стороной 200 мм, имеющую толщину 1,2 мм, подвергали струйной обработке оксидом алюминия с номером зернистости 320. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляло 0,7 мкм. Здесь для измерения поверхностной шероховатости использовали прибор для измерения поверхностной шероховатости зондового типа (профилометр) SJ–310 (фирмы Mitutoyo Corporation). Измеряемый образец помещали на поверхность пластины параллельно поверхности земли для измерения среднего арифметического величины Ra шероховатости в описываемых ниже условиях. Измерение повторяли 6 раз, и выводили среднее значение.
[1356] <Форма зонда> угол конуса вершины=60°, радиус наконечника=2 мкм, статическое измерительное усилие=0,75 мН.
<Стандарт шероховатости> JIS2001
<Оценочная кривая> R
<Фильтр> GAUSS
<Предельное значение λc> 0,8 мм
<Предельное значение λs> 2,5 µm
<Число сечений> 5
<Предварительный проход, дополнительный проход> доступны
Эту никелевую пластину закрепляли вертикально на нижнем зажиме машины для испытания на растяжение и сжатие.
[1357] В качестве мембраны использовали описанную ниже ионообменную мембрану А.
В качестве армирующих материалов сердцевины использовали монофиламенты с размером 90 денье, выполненные из политетрафторэтилена (PTFE) (далее называемые PTFE–пряжами). В качестве расходуемых пряжей использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). Сначала по каждому из TD– и MD–направлений выполняли полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно подвергали уплотнению под давлением валиком с получением тканого полотна, имеющего толщину 70 мкм.
Затем получали смолу А в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имела ионообменную емкость 0,85 мг⋅экв/г, и смолу В в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г.
С использованием этих смол А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку Х, в которой толщина слоя смолы А составляла 15 мкм и толщина слоя смолы В составляла 104 мкм.
Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу, получая композитную мембрану.
Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
Кроме того, 20% по массе оксида циркония, имеющего размер первичных частиц 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа, и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны А. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
Полученную вышеуказанную ионообменную мембрану (мембрану) погружали в чистую воду в течение 12 часов или более, и затем использовали для испытания. Мембрану приводили в контакт с вышеуказанной никелевой пластиной, полностью увлажненной чистой водой, и обеспечивали сцепление под действием поверхностного натяжения воды. В это время никелевую пластину и ионообменную мембрану размещали так, чтобы их верхние концы совпадали.
[1358] Образец электрода для электролиза (электрода), используемого для измерения, разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану А разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Одну сторону электрода прокладывали между двумя пластинами из нержавеющей стали (толщина: 1 мм, длина: 9 мм, ширина: 170 мм). После размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, использовали четыре зажима для равномерного закрепления электрода и пластин. Пластины из нержавеющей стали по центру зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод. Нагрузка, прилагаемая испытательной машиной, в это время была настроена на 0 Н. Объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекали из машины для испытания на растяжение и сжатие и погружали в ванну, содержащую чистую воду, чтобы в достаточной степени увлажнить электрод чистой водой. После этого пластины из нержавеющей стали по центру опять зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод.
Опускали верхний зажим машины для испытания на растяжение и сжатие и обеспечивали сцепление образца электрода для электролиза с поверхностью ионообменной мембраны под действием поверхностного натяжения чистой воды. Размер поверхности сцепления в это время составлял 130 мм в длину и 110 мм в ширину. На электрод и ионообменную мембрану целиком набрызгивали чистую воду из промывалки, чтобы опять в достаточной мере смочить мембрану и электрод. После этого валик, образованный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали сверху вниз, слегка прижимая к электроду, удаляя избыток чистой воды. Прокатку валиком проводили только однократно.
[1359] Электрод поднимали со скоростью 10 мм/минуту для начала измерения нагрузки и регистрировали нагрузку, когда размер участка перекрывания электрода и мембраны достигал величины 130 мм в ширину и 100 мм в длину. Это измерение повторяли три раза и рассчитывали среднее значение.
Это среднее значение делили на площадь участка перекрывания электрода и ионообменной мембраны и на массу электрода на участке перекрывания с ионообменной мембраной для расчета силы, прилагаемой на единицу массы·единицу площади (1). Массу электрода на участке перекрывания с ионообменной мембраной определяли пропорциональным делением из значения, полученного в вышеописанном разделе (2) Масса на единицу площади (мг/см2).
Что касается среды в измерительной камере, температура составляла 23±2°C и относительная влажность составляла 30±5%.
Электрод, используемый в Примерах и Сравнительных Примерах, был способен держаться самостоятельно и прилипать, не сползая вниз или не отслаиваясь, когда ему было обеспечено сцепление с ионообменной мембраной, которая была сцеплена с закрепленной вертикально никелевой пластиной, под действием поверхностного натяжения.
Схематический вид способа оценки прилагаемой силы (1) показан на фигуре 31.
Нижний предел измерения машины для испытания на растяжение составлял 0,01 (Н).
[1360] (4) Сила, прилагаемая на единицу массы·единицу площади (2) Н/(мг·см2) (сила сцепления)
[Метод (ii)]
Для измерения использовали машину для испытания на растяжение и сжатие (фирмы Imada–SS Corporation, основная машина для испытания: машина для испытания на растяжение и сжатие типа SDT–52NA, динамометрический датчик: датчик нагрузки типа SL–6001).
Никелевую пластину, идентичную пластине в Методе (i), закрепляли вертикально на нижнем зажиме машины для испытания на растяжение и сжатие.
Образец электрода для электролиза (электрода), используемого для измерения, разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану А разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Одну сторону электрода прокладывали между двумя пластинами из нержавеющей стали (толщина: 1 мм, длина: 9 мм, ширина: 170 мм). После размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, использовали четыре зажима для равномерного закрепления электрода и пластин. Пластины из нержавеющей стали по центру зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод. Нагрузка, прилагаемая испытательной машиной, в это время была настроена на 0 Н. Объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекали из машины для испытания на растяжение и сжатие и погружали в ванну, содержащую чистую воду, чтобы в достаточной степени увлажнить электрод чистой водой. После этого пластины из нержавеющей стали по центру опять зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод.
[1361] Опускали верхний зажим машины для испытания на растяжение и сжатие и обеспечивали сцепление образца электрода для электролиза с поверхностью никелевой пластины под действием поверхностного натяжения раствора. Размер поверхности сцепления в это время составлял 130 мм в длину и 110 мм в ширину. На электрод и никелевую пластину целиком набрызгивали чистую воду из промывалки, чтобы опять в достаточной мере смочить никелевую пластину и электрод. После этого валик, образованный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали сверху вниз, слегка прижимая к электроду, удаляя избыток раствора. Прокатку валиком проводили только однократно.
Электрод поднимали со скоростью 10 мм/минуту для начала измерения нагрузки и регистрировали нагрузку, когда размер участка перекрывания электрода и никелевой пластины в продольном направлении достигал 100 мм. Это измерение повторяли три раза и рассчитывали среднее значение.
Это среднее значение делили на площадь участка перекрывания электрода и никелевой пластины и на единицу массу электрода на участке перекрывания с никелевой пластиной для расчета силы, прилагаемой на единицу массы·единицу площади (2). Массу электрода на участке перекрывания с мембраной определяли пропорциональным делением из значения, полученного в вышеописанном разделе (2) Масса на единицу площади (мг/см2).
Что касается среды в измерительной камере, температура составляла 23±2°C и относительная влажность составляла 30±5%.
Электрод, используемый в Примерах и Сравнительных Примерах, был способен держаться самостоятельно и прилипать, не сползая вниз или не отслаиваясь, когда был сцеплен с закрепленной вертикально никелевой пластиной под действием поверхностного натяжения.
Нижний предел измерения машины для испытания на растяжение составлял 0,01 (Н).
[1362] (5) Метод оценки наматывания вокруг колонны диаметром 280 мм (1) (%)
(Мембрана и колонна)
Метод оценки (1) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В Сравнительных Примерах 1 и 2 электрод объединяли с ионообменной мембраной горячим прессованием, и тем самым получали объединенный блок ионообменной мембраны и электрода (электрода в виде квадрата со стороной 130 мм). После того, как ионообменную мембрану полностью погружали в чистую воду, мембрану размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 280 мм. После этого избыток раствора удаляли с помощью валика, сформированного наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм). Валик прокатывали по ионообменной мембране слева направо по схематическому виду, показанному на фигуре 32. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана пришла в плотный контакт с пластиковой трубой электрода, имеющей внешний диаметр 280 мм.
[1363] (6) Метод оценки наматывания вокруг колонны диаметром 280 мм (2) (%)
(Мембрана и электрод)
Метод оценки (2) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. Ионообменную мембрану и электрод полностью погружали в чистую воду и затем наслаивали. Этот слоистое изделие размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 280 мм, так, что электрод находился снаружи. После этого валик, сформированный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали по ионообменной мембране слева направо по схематическому виду, показанному на фигуре 33, слегка нажимая на электрод для удаления избытка раствора. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана была приведена в плотный контакт с электродом.
[1364] (7) Метод оценки наматывания вокруг колонны диаметром 145 мм (3) (%)
(Мембрана и электрод)
Метод оценки (3) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, и электрод разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. Ионообменную мембрану и электрод полностью погружали в чистую воду и затем наслаивали. Этот слоистое изделие размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 145 мм, так, что электрод находился снаружи. После этого валик, сформированный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали слева направо по схематическому виду, показанному на фигуре 34, слегка нажимая на электрод для удаления избытка раствора. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана была приведена в плотный контакт с электродом.
[1365] (8) Технологичность (оценка реакции)
(A) Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В каждом Примере ионообменную мембрану и электрод полностью погружали в три раствора: водный раствор бикарбоната натрия, водный 0,1 н. раствор NaOH, и чистую воду, затем наслаивали и размещали неподвижно на тефлоновой пластине. Интервал между анодной ячейкой и катодной ячейкой, используемых в оценке электролиза, регулировали на величину около 3 см. Неподвижно размещенное слоистое изделие приподнимали и проводили операцию вставления и удерживания слоистого изделия между ними. Эту операцию проводили, проверяя электрод на смещение и падение.
[1366] (B) Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В каждом Примере ионообменную мембрану и электрод полностью погружали в три раствора: водный раствор бикарбоната натрия, водный 0,1 н. раствор NaOH, и чистую воду, затем наслаивали и размещали неподвижно на тефлоновой пластине. Два соседних угла участка мембраны в слоистом изделии удерживали руками для подъема слоистого изделия так, чтобы он был вертикальным. Удерживаемую руками за два соседних угла мембрану перемещали из этого состояния, сводя их близко друг к другу так, что мембрана высовывалась или утапливалась. Это перемещение повторяли опять для проверки прилегаемости электрода к мембране. Результаты оценивали по четырехбалльной шкале от 1 до 4 на основе следующих показателей:
1: хорошая технологичность
2: пригодна к эксплуатации
3: эксплуатация затруднительна
4: по существу не пригодна к эксплуатации
Здесь образец Сравнительного Примера 2–5, образованный с размером, эквивалентным размеру крупной электролитической ячейки, включающей электрод с величиной 1,3 м×2,5 м и ионообменную мембрану с размером 1,5 м×2,8 м, подвергали погрузке-разгрузке. Результат оценки Сравнительного Примера 5 («3», как описано ниже) использовали как показатель для оценки разницы между оценкой вышеуказанных (А) и (В) и оценкой крупноразмерного образца. То есть в случае, где результат оценки малоразмерного слоистого изделия составлял «1» или «2», было высказано суждение, что не возникает никаких проблем с технологичностью, даже если слоистое изделие было сформировано с большим размером.
[1367] (9) Оценка характеристик электролиза (напряжения (V), выхода по току (%), общей концентрации соли в каустической соде (млн–1, в расчете на 50%))
Характеристики электролиза оценивали в рамках следующего электролизного эксперимента.
Размещали напротив друг друга ячейку с титановым анодом, имеющую анодную камеру, в которой был сформирован анод (ячейку анодного вывода), и катодную ячейку, имеющую камеру с никелевым катодом, в которой был сформирован катод (ячейку катодного вывода). Между ячейками размещали пару уплотнений, и между уплотнениеми прокладывали слоистое изделие (слоистое изделие из ионообменной мембраны А и электрода для электролиза). Затем анодную ячейку, уплотнение, слоистое изделие, уплотнение и катод приводили в плотный контакт друг с другом с образованием электролитической ячейки и формировали электролизер, содержащий ячейку.
[1368] Анод получали нанесением смешанного раствора хлорида рутения, хлорида иридия и тетрахлорида титана на титановую подложку, подвергнутую струйной обработке и кислотному травлению в качестве предварительной обработки, с последующим высушиванием и обжигом. Анод закрепляли в анодной камере сваркой. В качестве катода использовали катод, описанный в каждом из Примеров и Сравнительных Примеров. В качестве токоотвода катодной камеры применяли никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в длину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали никелевую сетку, образованную полотняным плетением никелевой проволоки, имеющей диаметр 150 мкм и размер ячеек сита 40 меш, и для закрепления четырех углов Ni–сетки к токоотводу применяли выполненный из Teflon(R) шнур. Эту Ni–сетку использовали в качестве питающего проводника. Эта электролитическая ячейка имеет конструкцию с нулевым зазором, использующую силу отталкивания, которую создает мат как металлическое упругое тело. В качестве уплотнений использовали уплотнения из этилен–пропилен–диенового каучука (EPDM). В качестве мембраны применяли ионообменную мембрану А (квадрат со стороной 160 мм), полученную в разделе [Метод (i)].
[1369] Вышеуказанную электролитическую ячейку использовали для выполнения обычного электролиза соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была выставлена на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 90°С. Обычный электролиз соли проводили при плотности тока 6 кА/м2, измеряя напряжение, выход по току и общую концентрацию соли в каустической соде. Выход по току здесь представляет собой отношение количества образованной каустической соды к пропущенному току, и когда скорее примесные ионы и гидроксид–ионы, нежели ионы натрия, проходят через ионообменную мембрану под действием пропускаемого тока, выход по току снижается. Выход по току получали делением числа молей каустической соды, образованной в течение определенного времени, на число молей электронов тока, пропущенного на протяжении этого времени. Число молей каустической соды получали выделением образованной при электролизе каустической соды в пластиковый контейнер и измерением ее массы. В качестве общей концентрации соли в каустической соде показано значение, полученное преобразованием концентрации каустической соды в расчете на 50%.
Технические характеристики электрода и питающего проводника, использованных в каждом из Примеров и Сравнительных Примеров, показана в Таблице 3.
[1370]
(11) Измерение толщины каталитического слоя, подложки электрода для электролиза и толщины электрода
Для измерения толщины подложки электрода для электролиза применяли цифровой толщиномер (производства фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм), рассчитывая среднее значение по 10 точкам, полученным измерением равномерно по плоскости. Это значение использовали в качестве толщины подложки электрода для электролиза (измеренной толщины). Для измерения толщины электрода применяли цифровой толщиномер, рассчитывая среднее значение по 10 точкам, полученным измерением равномерно по плоскости, таким же образом, как для подложки электрода. Это значение использовали как толщину электрода (измеренную толщину). Толщину каталитического слоя определяли вычитанием толщины подложки электрода для электролиза из толщины электрода.
[1371] (12) Испытание упругой деформации электрода
Каждый элемент из ионообменной мембраны А (мембраны) и электрода, полученных в разделе [Метод (i)], разрезали для получения образца в виде квадрата со стороной 110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. После этого ионообменную мембрану и электрод наслаивали для получения слоистого изделия в условиях температуры: 23±2°C и относительной влажности: 30±5%, слоистое изделие наматывали вокруг ПВХ–трубы, имеющей внешний диаметр φ32 мм и длину 20 см, без какого-либо зазора, как показано на Фигуре 35. Слоистое изделие закрепляли с использованием полиэтиленовой кабельной стяжки так, чтобы слоистое изделие не могло бы отделиться от ПВХ–трубы или ослабиться. Слоистое изделие удерживали в этом состоянии в течение 6 часов. После этого кабельную стяжку удаляли и слоистое изделие разматывали с ПВХ–трубы. Только электрод размещали на поверочной плите и измеряли высоты L1 и L2 участка, приподнятого от поверочной плиты, для определения среднего значения. Это значение использовали как показатель деформации электрода. То есть меньшее значение означает, что слоистое изделие деформируется с меньшей вероятностью.
Когда использовали просечно–вытяжной металллический лист, были два направления намотки: SW–направление и LW–направление. В этом испытании слоистое изделие наматывали по SW–направлению.
Деформированные электроды (электроды, которые не возвратились в свое исходное состояние) оценивали по мягкости после пластической деформации в соответствии с методом, как показано на Фигуре 36. То есть деформированные электроды помещали на мембрану, полностью погруженную в чистую воду. Один конец электрода закрепляли, а другой приподнятый конец прижимали к мембране для ослабления силы, и оценку проводили по тому, прилегал ли деформированный электрод к мембране.
[1372] (13) Оценка повреждения мембраны
В качестве мембраны использовали указанную ниже ионообменную мембрану В.
В качестве армирующих материалов сердцевины были применены материалы, полученные скручиванием 900 раз/метр филаментов из политетрафторэтилена (PTFE) с размером 100 денье в форме нитей (далее называемые PTFE–пряжами). В качестве расходуемых пряжей основы использовали пряжи, полученные скручиванием 200 раз/метр восьми филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). В качестве уточных расходуемых пряжей применяли пряжи, полученные скручиванием 200 раз/метр восьми филаментов с размером 35 денье из полиэтилентерефталата (PET). Сначала выполняли полотняное плетение PTFE–нитей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, получая тканое полотно, имеющее толщину 100 мкм.
Затем получали полимер (A1) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имел ионообменную емкость 0,92 мг⋅экв/г, и полимер (B1) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,10 мг⋅экв/г. С использованием этих полимеров (A1) и (B1) способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку X, в которой толщина слоя полимера (А1) составляла 25 мкм, а толщина слоя полимера (В1) составляла 89 мкм. В качестве ионообменной емкости каждого полимера была показана ионообменная емкость в случае гидролиза прекурсоров ионообменных групп каждого полимера для преобразования в ионообменные группы.
Отдельно получали полимер (B2) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,10 мг⋅экв/г. Этот полимер получали однослойной экструзией с получением пленки Y, имеющей толщину 20 мкм.
Затем прокладочную бумагу, пленку Y, армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 225°С и величины пониженного давления 0,022 МПа в течение двух минут, а затем удаляли прокладочную бумагу, получая композитную мембрану. Полученную композитную мембрану погружали в водный раствор, содержащий диметилсульфоксид (DMSO) и гидроксид калия (KOH), в течение часа для омыления. После этого мембрану погружали в водный 0,5 н. раствор NaOH в течение часа для замещения присоединенных к ионообменным группам ионов на Na, и затем промывали водой. Затем мембрану высушивали при 60°С.
Кроме того, гидролизовывали полимер (B3) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,05 мг⋅экв/г, и затем преобразовывали в полимер кислотного типа соляной кислотой. Частицы оксида циркония, имеющие средний размер первичных частиц 0,02 мкм, добавляли к смешанному 50/50 (массовое соотношение) раствору воды и этанола, в котором растворяли полимер (B3’) этого кислотного типа в пропорции 5% по массе так, что массовое отношение полимера (B3’) к частицам оксида циркония составляло 20/80. После этого полимер (B3’) диспергировали в суспензии частиц оксида циркония с помощью шаровой мельницы для получения суспензии.
Эту суспензию наносили способом распыления на обе поверхности ионообменной мембраны и высушивали с получением ионообменной мембраны B, имеющей слой покрытия, содержащий полимер (B3’) и частицы оксида циркония. Плотность покрытия оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,35 мг/см2.
[1373] Использованный анод был таким же, как в разделе (9) Оценка характеристик электролиза.
Использованный катод был катодом, описанным в каждом из Примеров и Сравнительных Примеров. Применяемые токоотвод, мат и питающий проводник катодной камеры были такими же, как в разделе (9) Оценка характеристик электролиза. То есть была обеспечна конструкция с нулевым зазором, использующая Ni–сетку в качестве питающего проводника и силу отталкивания, которую создает мат как металлическое упругое тело. Использованные уплотнения были такими же, как в разделе (9) Оценка характеристик электролиза. В качестве мембраны использовали ионообменную мембрану В, полученную вышеуказанным способом. То есть был сформирован электролизер, эквивалентный показанному в разделе (9), за исключением того, что слоистое изделие из ионообменной мембраны В и электрода для электролиза прокладывали между парой уплотнений.
[1374] Вышеуказанную электролитическую ячейку использовали для выполнения электролиза обычной соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была выставлена на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 70°С. Электролиз обычной соли проводили при плотности тока 8 кА/м2. Электролиз прекращали через 12 часов после начала электролиза, и ионообменную мембрану В извлекали и обследовали для оценки состояния ее повреждения.
«0» означает отсутствие повреждений. Оценка от «1» до «3» означает, что имеется повреждение, а большее число означает высокую степень повреждения.
[1375] (14) Вентиляционное сопротивление электрода
Вентиляционное сопротивление электрода измеряли с использованием тестера воздухопроницаемости KES–F8 (торговое наименование, фирма KATO TECH CO., LTD.). Единицей вентиляционного сопротивления является кПа·с/м. Измерение повторяли 5 раз, и среднее значение приведено в Таблице 4. Измерение проводили в следующих условиях. Температура измерительной камеры составляла 24°С и относительная влажность 32%.
Условие измерения 1 (вентиляционное сопротивление 1)
Скорость поршня: 0,2 см/с
Объем продувки: 0,4 см3/см2/с
Диапазон измерения: SENSE L (низкий)
Размер образца: 50 мм×50 мм
Условие измерения 2 (вентиляционное сопротивление 2)
Скорость поршня: 2 см/с
Объем продувки: 4 см3/см2/с
Диапазон измерения: SENSE M (средний) или H (высокий)
Размер образца: 50 мм×50 мм
[1376]
[Пример 2–1]
В качестве подложки электрода для катода в электролизе получали электролитическую никелевую фольгу, имеющую измеренную толщину 16 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 49%.
[1377] Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина электрода, изготовленного в Примере 2–1, составляла 24 мкм. Толщина каталитического слоя, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой. Толщина представляла собой совокупную толщину оксида рутения и оксида церия.
Результаты измерения силы сцепления электрода, изготовленного вышеуказанным способом, показаны в Таблице 4. Наблюдалась достаточная сила сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
[1378] Электрод, полученный вышеуказанным способом, разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны А (размер: 160 мм×160 мм), полученной в разделе [Метод (i)] и приведенной в состояние равновесия с водным 0,1 н. раствором NaOH, и обеспечили сцепление с ней под действием поверхностного натяжения водного раствора.
Даже когда четыре угла участка мембраны с объединенным с мембраной электродом, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
Вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, к которой электрод был присоединен, была обращена к стороне катодной камеры. В секционной конструкции токоотвод, мат, никелевую сетку в качестве питающего проводника, электрод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Полученный электрод подвергали испытанию на характеристики электролиза. Результаты показаны в Таблице 4.
Электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом рентгенофлуоресцентного анализа (XRF), по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1379] [Пример 2–2]
В Примере 2–2 электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,96 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 44%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 29 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм. Покрытие формировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0033 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измерили методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1380] [Пример 2–3]
В Примере 2–3 электролитическую никелевую фольгу, имеющую измеренную толщину 30 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 1,38 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 44%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 38 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие формировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измерили методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1381] [Пример 2–4]
В Примере 2–4 электролитическую никелевую фольгу, имеющую измеренную толщину 16 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 75%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 24 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0023 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измерили методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), о другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1382] [Пример 2–5]
В Примере 2–5 электролитическую никелевую фольгу, имеющую измеренную толщину 20 мкм, использовали в качестве подложки электрода для электролиза на катоде. Обе поверхности этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,96 мкм. Обе поверхности имели одинаковую шероховатость. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 49%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 30 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм. Покрытие формировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0023 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Кроме того, когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на обеих поверхностях. В порядке сравнения с Примерами от 2–1 до 2–4, это показывает, что другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1383] [Пример 2–6]
В Примере 2–6 оценку проводили таким же образом, как в Примере 2–1, за исключением того, что покрытие подложки электрода для электролиза на катоде наносили ионным осаждением, и результаты показаны в Таблице 4. При ионном осаждении формирование пленки выполняли с использованием мишени из металлического Ru при температуре нагревания 200°С и в аргон/кислородной атмосфере, при давлении для формирования пленки 7×10–2 Па. Сформированное покрытие представляло собой оксид рутения.
Толщина электрода составляла 26 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1384] [Пример 2–7]
В Примере 2–7 подложку электрода для электролиза на катоде получали способом электроформования. Фотомаска имела форму, образованную размещением по вертикали и горизонтали квадратов величиной 0,485 мм×0,485 мм с интервалом 0,15 мм. Экспонирование, проявление и электроосаждение последовательно проводили для получения никелевой пористой фольги, имеющей измеренную толщину 20 мкм и коэффициент открытой пористости 56%. Среднее арифметическое Ra шероховатости поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 37 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 17 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0032 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1385] [Пример 2–8]
В Примере 2–8 подложку электрода для электролиза на катоде получили способом электроформования. Подложка имела измеренную толщину 50 мкм и коэффициент открытой пористости 56%. Среднее арифметическое Ra шероховатости поверхности составляло 0,73 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 60 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0032 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1386] [Пример 2–9]
В Примере 2–9 в качестве подложки электрода для электролиза на катоде использовали никелевое нетканое полотно, имеющее измеренную толщину 150 мкм и коэффициент пустотности 76% (производства фирмы NIKKO TECHNO, Ltd.). Нетканое полотно имело диаметр никелевых волокон 40 мкм и базовый вес 300 г/м2. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 165 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 15 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 29 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0612 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1387] [Пример 2–10]
В Примере 2–10 в качестве подложки электрода для электролиза на катоде использовали никелевое нетканое полотно, имеющее измеренную толщину 200 мкм и коэффициент пустотности 72% (производства фирмы NIKKO TECHNO, Ltd.). Нетканое полотно имело диаметр никелевых волокон 40 мкм и базовый вес 500 г/м2. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 215 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 15 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 40 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0164 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1388] [Пример 2–11]
В Примере 2–11 в качестве подложки электрода для электролиза на катоде использовали пористый никель, имеющий измеренную толщину 200 мкм и коэффициент пустотности 72% (производства фирмы Mitsubishi Materials Corporation). За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 210 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 17 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0402 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1389] [Пример 2–12]
В Примере 2–12 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 200 меш, имеющую диаметр проволок 50 мкм, измеренную толщину 100 мкм и коэффициент открытой пористости 37%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Струйная обработка не изменила коэффициент открытой пористости. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 2–12 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 110 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0154 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей, как «1». Повреждение мембраны было оценено как хорошее: «0».
[1390] [Пример 2–13]
В примере 2–13 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 150 меш, имеющую диаметр проволок 65 мкм, измеренную толщину 130 мкм и коэффициент открытой пористости 38%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Струйная обработка не изменила коэффициент открытой пористости. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 2–13 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,66 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 133 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 3 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 6,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0124 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный в качестве крупноразмерного слоистого изделия. Повреждение мембраны также было оценено как хорошее: «0».
[1391] [Пример 2–14]
В Примере 2–14 в качестве подложки электрода для электролиза на катоде использовали подложку, идентичную подложке в Примере 2–3 (измеренная толщина 30 мкм и коэффициент открытой пористости 44%). Оценку характеристик электролиза проводили на конструкции, идентичной конструкции в Примере 2–1, за исключением того, что не применяли никелевую сетку в качестве питающего проводника. То есть в секционной конструкции ячейку, токоотвод, мат, объединенный с мембраной электрод, и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и в качестве питающего проводника служил мат. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1392] [Пример 2–15]
В Примере 2–15 в качестве подложки электрода для электролиза на катоде использовали подложку, идентичную подложке в Примере 2–3 (измеренная толщина 30 мкм и коэффициент открытой пористости 44%). Катод, использованный в Контрольном Примере 1, который был изношен и имел повышенное напряжение электролиза, размещали вместо никелевой сетки в качестве питающего проводника. За исключением вышеописанного, оценку характеристик электролиза проводили на конструкции, идентичной конструкции в Примере 2–1. То есть в секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и имел повышенное напряжение электролиза (служивший в качестве питающего проводника), электрод для электролиза (катод), мембрану и анод, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и катод, который изношен и имеет повышенное напряжение электролиза, служил в качестве питающего проводника. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1393] [Пример 2–16]
В качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм. Обе поверхности титановой фольги подвергали обработке для придания шероховатости. Пористую фольгу формировали перфорированием этой титановой фольги с образованием круглых отверстий путем штамповки. Диаметр отверстий составлял 1 мм, и коэффициент открытой пористости составлял 14%. Среднее арифметическое Ra шероховатости поверхности составляло 0,37 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Покровную жидкость для применения в формировании катализатора электрода получали согласно следующей процедуре. Растворы хлорида рутения, имеющего концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), хлорида иридия, имеющего концентрацию иридия 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и тетрахлорида титана (фирмы Wako Pure Chemical Industries, Ltd.) смешивали так, что молярное соотношение элемента рутения, элемента иридия и элемента титана составляло 0,25:0,25:0,5. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для анода.
[1394] Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). После того, как вышеуказанная покровная жидкость была нанесена на титановую пористую фольгу, проводили высушивание при 60°С в течение 10 минут и обжиг при 475°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига многократно выполняли, и затем проводили обжиг при 520°С в течение одного часа.
Полученный вышеуказанным способом электрод разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Вырезанный образец электрода прилепляли с использованием поверхностного натяжения водного раствора по существу в центральном положении стороны слоя сульфоновой кислоты ионообменной мембраны А (размер: 160 мм×160 мм), полученной в разделе [Метод (i)] и приведенной в состояние равновесия с водным 0,1 н. раствором NaOH.
[1395] Катод получали согласно следующей процедуре. Сначала получали сетку с размером ячеек 40 меш из никелевой проволоки, имеющую диаметр проволок 150 мкм, в качестве подложки. После струйной обработки оксидом алюминия в качестве предварительной обработки проволочную сетку погружали в 6–нормальную соляную кислоту на 5 минут, тщательно промывали чистой водой и высушивали.
Затем раствор хлорида рутения, имеющий концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и раствор хлорида церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем после этого проводили высушивание при 50°С в течение 10 минут, предварительный обжиг при 300°С в течение 3 минут и обжиг при 550°С в течение 10 минут. После этого выполняли обжиг при 550°С в течение часа. Повторяли серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига.
[1396] В качестве токоотвода катодной камеры использовали никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в дину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали полученный вышеуказанным способом катод, и для закрепления четырех углов сетки на токоотводе применяли выполненный из Teflon(R) шнур.
Даже когда четыре угла участка мембраны объединенного с мембраной электрода, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
[1397] Анод, использованный в Контрольном Примере 3, который был изношен и имел повышенное напряжение электролиза, закрепляли в анодной ячейке сваркой, и вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, которой был прикреплен электрод, была обращена к стороне анодной камеры. То есть в секционной конструкции ячейку, токоотвод, мат, катод, мембрану, электрод для электролиза (титановую пористую фольгу в качестве анода) и анод, который был изношен и имел повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором. Анод, который был изношен и имел повышенное напряжение электролиза, служил в качестве питающего проводника. Анод из титановой пористой фольги и анод, который был изношен и имел повышенное напряжение электролиза, были только в физическом контакте между собой, и не были скреплены друг с другом сваркой.
[1398] Оценку этой конструкции проводили таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 26 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 6 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 4 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0060 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей, как «1». Повреждение мембраны также было оценено как хорошее: «0».
[1399] [Пример 2–17]
В Примере 2–17 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм и коэффициент открытой пористости 30%. Среднее арифметическое Ra шероховатости поверхности составляло 0,37 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 30 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0030 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1400] [Пример 2–18]
В Примере 2–18 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм и коэффициент открытой пористости 42%. Среднее арифметическое Ra шероховатости поверхности составляло 0,38 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 32 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 12 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 2,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0022 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1401] [Пример 2–19]
В Примере 2–19 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 50 мкм и коэффициент открытой пористости 47%. Среднее арифметическое Ra шероховатости поверхности составляло 0,40 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 69 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 19 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 8 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0024 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1402] [Пример 2–20]
В Примере 2–20 в качестве подложки электрода для электролиза на аноде использовали титановое нетканое полотно, имеющее измеренную толщину 100 мкм, диаметр титанового волокна около 20 мкм, базовый вес 100 г/м2 и коэффициент открытой пористости 78%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 2 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0228 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1403] [Пример 2–21]
В Примере 2–21 в качестве подложки электрода для электролиза на аноде использовали титановую проволочную сетку с размером ячеек 150 меш, имеющую измеренную толщину 120 мкм и диаметр титанового волокна 60 мкм. Коэффициент открытой пористости составлял 42%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 2–21 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,60 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 140 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 20 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 10 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0132 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1404] [Пример 2–22]
[1405] В Примере 2–22 анод, который был изношен и имел повышенное напряжение электролиза, использовали таким же путем, как в Примере 2–16, в качестве питающего проводника анода, и титановое нетканое полотно, идентичное материалу в Примере 2–20, использовали в качестве анода. Катод, который был изношен и имел повышенное напряжение электролиза, использовали таким же путем, как в Примере 2–15, в качестве питающего проводника катода, и электрод из никелевой фольги, идентичный электроду в Примере 2–3, использовали в качестве катода. В секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и имел повышенное напряжение электролиза, никелевую пористую фольгу в качестве катода, мембрану, титановое нетканое полотно в качестве анода, и анод, который был изношен и имел повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и катод и анод, которые были изношены и имели повышенное напряжение электролиза, служили в качестве питающего проводника. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода (анода) составляла 114 мкм, и толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода (анода), составляла 14 мкм. Толщина электрода (катода) составляла 38 мкм, и толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода (катода), составляла 8 мкм.
Как в аноде, так и в катоде наблюдали достаточную силу сцепления.
Когда проводили испытание электрода (анода) на деформацию, среднее значение из L1 и L2 составляло 2 мм. Когда проводили испытание электрода (катода) на деформацию, среднее значение из L1 и L2 составляло 0 мм.
Когда измеряли вентиляционное сопротивление электрода (анода), вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0228 (кПа·с/м) в условиях измерения 2. Когда измеряли вентиляционное сопротивление электрода (катода), вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0», как для анода, так и для катода. В Примере 2–22 катод и аноды были объединены присоединением катода к одной поверхности мембраны и анода к другой поверхности мембраны и подвергнуты оценке повреждения мембраны.
[1406] [Пример 2–23]
В Примере 2–23 использовали микропористую мембрану «Zirfon Perl UTP 500» производства фирмы Agfa.
Мембрану Zirfon погружали в чистую воду на 12 часов или более и использовали для испытания. За исключением вышеописанного, вышеуказанную оценку проводили таким же путем, как в Примере 2–3, и результаты показаны в Таблице 4.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Подобно ситуации, где в качестве мембраны использовали ионообменную мембрану, наблюдали достаточную силу сцепления. Микропористая мембрана была приведена в плотный контакт с электродом под действием поверхностного натяжения, и технологичность была хорошей: «1».
[1407] [Пример 2–24]
В качестве подложки электрода для электролиза на катоде использовали углеродную ткань, полученную тканием углеродного волокна, имеющую измеренную толщину 566 мкм. Покровную жидкость для применения в формировании катализатора электрода на этой углеродной ткани получали согласно следующей процедуре. Раствор нитрата рутения, имеющий концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и раствор нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088 (торговое наименование), толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 570 мкм. Толщина каталитического слоя, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 4 мкм. Толщина каталитического слоя представляла собой совокупную толщину оксида рутения и оксида церия.
[1408] Полученный электрод был подвергнут оценке характеристик электролиза. Результаты показаны в Таблице 4.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,19 (кПа·с/м) или менее в условиях измерения 1 и 0,176 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Электрод имел технологичность «2», и был определен как пригодный для применения в виде крупного слоистого изделия.
Напряжение было высоким, повреждение мембраны оценивалось как «1» и наблюдалось повреждение мембраны. Как предполагается, это обусловлено действием NaOH, который образовывался в электроде, накапливаясь на поверхности раздела между электродом и мембраной с повышением его концентрации, вследствие высокого вентиляционного сопротивления электрода в Примере 2–24.
[1409] [Контрольный Пример 1]
В Контрольном Примере 1 применяли катод, использовавшийся в качестве катода в крупном электролизере в течение восьми лет, который был изношен и проявлял повышенное напряжение электролиза. Вышеуказанный катод размещали вместо питающего проводника из никелевой сетки на мате катодной камеры и между ними прокладывали ионообменную мембрану А, полученную в разделе [Метод (i)]. Затем проводили оценку характеристик электролиза. В Контрольном Примере 1 не использовали объединенный с мембраной электрод. В секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и проявлял повышенное напряжение электролиза, ионообменную мембрану А и аноды размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,04 В, выход по току составлял 97,0%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 20 млн–1. Таким образом, вследствие износа электрода электрическое напряжение было высоким.
[1410] [Контрольный Пример 2]
В Контрольном Примере 2 в качестве катода применяли питающий проводник из никелевой сетки. То есть электролиз проводили на никелевой сетке, не имеющей каталитического покрытия.
Катод из никелевой сетки размещали на мате катодной камеры и между ними прокладывали ионообменную мембрану А, полученную в разделе [Метод (i)]. Затем проводили оценку характеристик электролиза. В секционной конструкции электрической ячейки Контрольного Примера 2 токоотвод, мат, никелевую сетку, ионообменную мембрану А и аноды размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,38 В, выход по току составлял 97,7%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 24 млн–1. Таким образом, электрическое напряжение было высоким вследствие того, что катализатор катода не имел покрытия.
[1411] [Контрольный Пример 3]
В Контрольном Примере 3 в качестве анода применяли анод, который использовался в крупном электролизере в течение около восьми лет, был изношен и проявлял повышенное напряжение электролиза.
В секционной конструкции электрической ячейки Контрольного Примера 3 токоотвод, мат, катод и ионообменную мембрану А, полученную в разделе [Метод (i)], и анод, который был изношен и проявлял повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,18 В, выход по току составлял 97,0%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 22 млн–1. Таким образом, электрическое напряжение было высоким вследствие износа анода.
[1412] [Пример 2–25]
В Примере 2–25 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–25 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,68 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Масса в расчете на единицу площади составляла 67,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,05 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 64%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 22%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 13 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0168 (кПа·с/м) в условиях измерения 2.
[1413] [Пример 2–26]
В Примере 2–26 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 16%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–26 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 107 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм.
Масса в расчете на единицу площади составляла 78,1 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,04 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 37%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 25%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 18,5 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0176 (кПа·с/м) в условиях измерения 2.
[1414] [Пример 2–27]
В Примере 2–27 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 40%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–27 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,70 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Нанесение покрытия на подложку электрода для электролиза выполняли ионным осаждением таким же способом, как в Примере 2–6. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 110 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,07 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 80%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 32%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «3», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 11 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0030 (кПа·с/м) в условиях измерения 2.
[1415] [Пример 2–28]
В Примере 2–28 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 58%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–28 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 109 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 9 мкм.
Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,06 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 69%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 39%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «3», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 11,5 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
[1416] [Пример 2–29]
В Примере 2–29 в качестве подложки электрода для электролиза на катоде применяли сетку из никелевой проволоки, имеющую измеренную толщину 300 мкм и коэффициент открытой пористости 56%. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 2–29 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–1, и результаты показаны в Таблице 4.
Толщина электрода составляла 308 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 49,2 (мг/см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 88%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 42%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Возникала проблема в отношении технологичности, которая оценивалась как «3». Когда фактически эксплуатировался крупноразмерный электрод, технологичность могла быть оценена как «3». Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 23 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0034 (кПа·с/м) в условиях измерения 2.
[1417] [Пример 2–30]
В Примере 2–30 в качестве подложки электрода для электролиза на катоде применяли сетку из никелевой проволоки, имеющую измеренную толщину 200 мкм и коэффициент открытой пористости 37%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 2–30 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,65 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку электролиза на электроде, результатов измерения силы сцепления и сцепляемости проводили таким же образом, как в Примере 2–1. Результаты показаны в Таблице 4.
Толщина электрода составляла 210 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Масса в расчете на единицу площади составляла 56,4 мг/см2. Так результат оценки наматывания вокруг колонны диаметром 145 мм (2) составлял 63%, и сцепляемость между электродом и мембраной была плохой. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Возникала проблема в отношении технологичности, которая оценивалась как «3». Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 19 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0096 (кПа·с/м) в условиях измерения 2.
[1418] [Пример 2–31]
В Примере 2–31 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 500 мкм и коэффициент открытой пористости 17%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–31 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,60 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 508 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 152,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0072 (кПа·с/м) в условиях измерения 2.
[1419] [Пример 2–32]
В Примере 2–32 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 800 мкм и коэффициент открытой пористости 8%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–32 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,61 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 808 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 251,3 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0172 (кПа·с/м) в условиях измерения 2.
[1420] [Пример 2–33]
В Примере 2–33 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 1000 мкм и коэффициент открытой пористости 46%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 2–33 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,59 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 2–16, и результаты показаны в Таблице 4.
Толщина электрода составляла 1011 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 11 мкм.
Масса в расчете на единицу площади составляла 245,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
[1421] [Пример 2–34]
Никелевую проволоку, имеющую измеренную толщину 150 мкм, использовали в качестве подложки электрода для электролиза на катоде. Проводили обработку для придания шероховатости этой никелевой проволоке. Было затруднительно измерить шероховатость поверхности никелевой проволоки. Тогда в Примере 2–34 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности никелевой проволоки. Струйную обработку выполняли с использованием оксида алюминия с номером зернистости 320. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм.
Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Раствор нитрата рутения, имеющий концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и раствор нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088 (торговое наименование), толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 570 мкм. Толщина никелевой проволоки, полученной в Примере 2–34, составляла 158 мкм.
[1422] Никелевую проволоку, полученную вышеуказанным способом, разрезали на фрагменты длиной 110 мм и длиной 95 мм. Как показано на Фигуре 37, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством цианакрилатного суперадгезива (Aron Alpha(R), фирмы TOAGOSEI CO., LTD.) с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 4.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 99,7%.
[1423] Масса в расчете на единицу площади электрода составляла 0,5 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 15 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0002 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 38, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,16 В.
[1424] [Пример 2–35]
В Примере 2–35 использовали электрод, полученный в Сравнительном Примере 2–34. Как показано на Фигуре 39, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством цианакрилатного суперадгезива (Aron Alpha(R), фирмы TOAGOSEI CO., LTD.) с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 4.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 99,4%.
Масса в расчете на единицу площади электрода составляла 0,9 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 16 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0004 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 40, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,18 В.
[1425] [Пример 2–36]
В Примере 2–36 использовали электрод, полученный в Сравнительном Примере 2–34. Как показано на Фигуре 41, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством цианакрилатного суперадгезива (Aron Alpha(R), фирмы TOAGOSEI CO., LTD.) с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 4.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 98,8%.
Масса на единицу площади электрода составляла 1,9 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 14 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0005 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 42, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,18 В.
[1426] [Сравнительный Пример 2–1]
В Сравнительном Примере 2–1 образованный термическим прессованием узел получали термокомпрессией электрода с мембраной со ссылкой на документ уровня техники (Примеры в Японском выложенном патенте № 58–48686).
Никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%, использовали в качестве подложки электрода для электролиза на катоде для выполнения нанесения электродного покрытия таким же способом, как в Примере 2–1. После этого одну поверхность электрода подвергали инактивирующей обработке согласно следующей процедуре. К одной поверхности электрода присоединяли полиимидную липкую ленту (фирмы Chukoh Chemical Industries, Ltd.). На другую поверхность наносили PTFE–дисперсию (фирмы Dupont–Mitsui Fluorochemicals Co., Ltd., 31–JR (торговое наименование)) и высушивали в муфельной печи при 120°С в течение 10 минут. Полиимидную ленту отделяли и проводили обжиговую обработку в муфельной печи, отрегулированной на температуру 380°С, в течение 10 минут. Эту операцию повторяли дважды для инактивации одной поверхности электрода.
[1427] Получали мембрану, сформированную из двух слоев перфторуглеродного полимера, концевой группой которого является «–COOCH3» (C–полимер), и перфторуглеродного полимера, концевой группой которого является «–SO2F» (S–полимер). Толщина слоя С–полимера составляла 3 мил (0,003 дюйма, 0,0762 мм), а толщина слоя S–полимера составляла 4 мил (0,004 дюйма, 0,01 мм). Эту двухслойную мембрану подвергали обработке омылением, вводя тем самым ионообменные группы на концы полимера гидролизом. Концевые группы С–полимера гидролизовывались с образованием карбоксильных групп, а концевые группы S–полимера гидролизовывались с образованием сульфогрупп. Ионообменная емкость с группами сульфоновой кислоты составляла 1,0 мг⋅экв/г, а ионообменная емкость с группами карбоновой кислоты составляла 0,9 мг⋅экв/г.
Электрод его инактивированной поверхностью размещали напротив поверхности, имеющей карбоксильные группы как ионообменные группы, и проводили термокомпрессию с нею, объединяя ионообменную мембрану и электрод. Одна поверхность электрода была открытой даже после термокомпрессии, и электрод не распространялся на часть мембраны.
После этого, чтобы предотвратить налипание на мембране образующихся во время электролиза пузырьков, на обе поверхности наносили смесь оксида циркония и перфторуглеродного полимера, в который были введены сульфогруппы. Тем самым получали узел мембраны и электрода Сравнительного Примера 2–1.
[1428] Когда измеряли силу, прилагаемую на единицу массы·единицу площади (1), с использованием этого образованного термокомпрессией узла, электрод не перемещался вверх, поскольку электрод и мембрана были плотно соединены между собой в результате термокомпрессии. Затем ионообменную мембрану и никелевую пластину закрепляли так, чтобы они были неподвижны, и электрод вытягивали вверх с более высоким усилием. Когда было достигнуто усилие 1,50 Н/(мг·см2), часть мембраны разорвалась. Образованный термокомпрессией узел Сравнительного Примера 2–1 имел силу, прилагаемую на единицу массы·единицу площади (1), по меньшей мере 1,50 Н/(мг·см2), и они были прочно соединены.
[1429] Когда проводили оценку наматывания вокруг колонны диаметром 280 мм (1), площадь контакта с пластиковой трубой составляла менее 5%. Между тем, когда проводили оценку наматывания вокруг колонны диаметром 280 мм (2), электрод и мембрана были на 100% соединены друг с другом, но мембрана вообще не наматывалась вокруг колонны. Результат оценки наматывания вокруг колонны диаметром 145 мм (3) был таким же. Результат показал, что интегрированный электрод ухудшал технологичность мембраны, затрудняя сматывание мембраны в рулон и создание складок мембраны. Технологичность была «3», что было проблематичным. Повреждение мембраны было оценено как «0». Кроме того, когда проводили оценку характеристик электролиза, электрическое напряжение было высоким, выход по току был низким, и общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) было повышенным, и характеристика электролиза была ухудшенной.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 13 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0168 (кПа·с/м) в условиях измерения 2.
[1430] [Сравнительный Пример 2–2]
В Сравнительном Примере 2–2 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 40 меш, имеющую диаметр проволок 150 мкм, измеренную толщину 300 мкм и коэффициент открытой пористости 58%. За исключением вышеописанного, получали узел мембраны и электрода таким же способом, как в Сравнительном Примере 2–1.
Когда измеряли силу, прилагаемую на единицу массы·единицу площади (1), с использованием этого образованного термокомпрессией узла, электрод не перемещался вверх, поскольку электрод и мембрана были плотно соединены между собой в результате термокомпрессии. Затем ионообменную мембрану и никелевую пластину закрепляли так, чтобы они были неподвижны, и электрод вытягивали вверх с более высоким усилием. Когда было достигнуто усилие 1,60 Н/(мг·см2), часть мембраны разорвалась. Узел мембраны и электрода Сравнительного Примера 2–2 имел силу, прилагаемую на единицу массы·единицу площади (1), по меньшей мере 1,60 Н/(мг·см2), и они были прочно соединены.
[1431] Когда проводили оценку наматывания вокруг колонны диаметром 280 мм (1) с использованием этого узла мембраны и электрода, площадь контакта с пластиковой трубой составляла менее 5%. Между тем, когда проводили оценку наматывания вокруг колонны диаметром 280 мм (2), электрод и мембрана были на 100% соединены друг с другом, но мембрана вообще не наматывалась вокруг колонны. Результат оценки наматывания вокруг колонны диаметром 145 мм (3) был таким же. Результат показал, что интегрированный электрод ухудшал технологичность мембраны, затрудняя сматывание мембраны в рулон и создание складок мембраны. Технологичность была «3», что было проблематичным. Кроме того, когда проводили оценку характеристик электролиза, электрическое напряжение было высоким, выход по току был низким, и общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) было повышенным, и характеристика электролиза была ухудшенной.
Толщина электрода составляла 308 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 23 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0034 (кПа·с/м) в условиях измерения 2.
[1432]
[Таблица 3]
[1433]
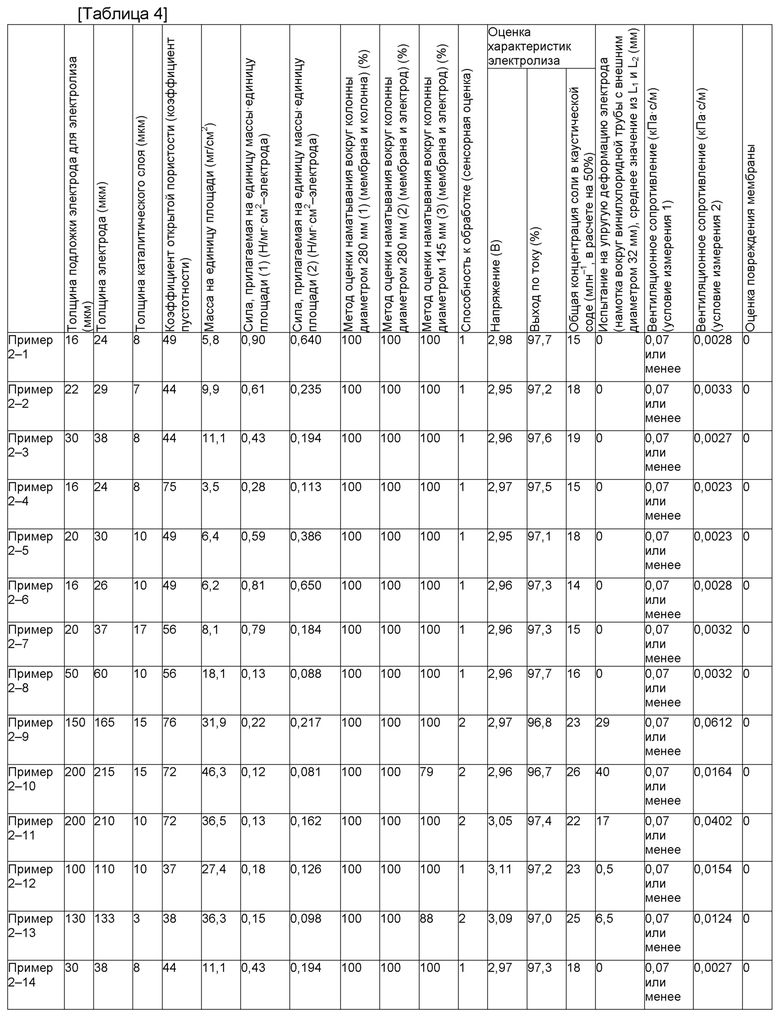
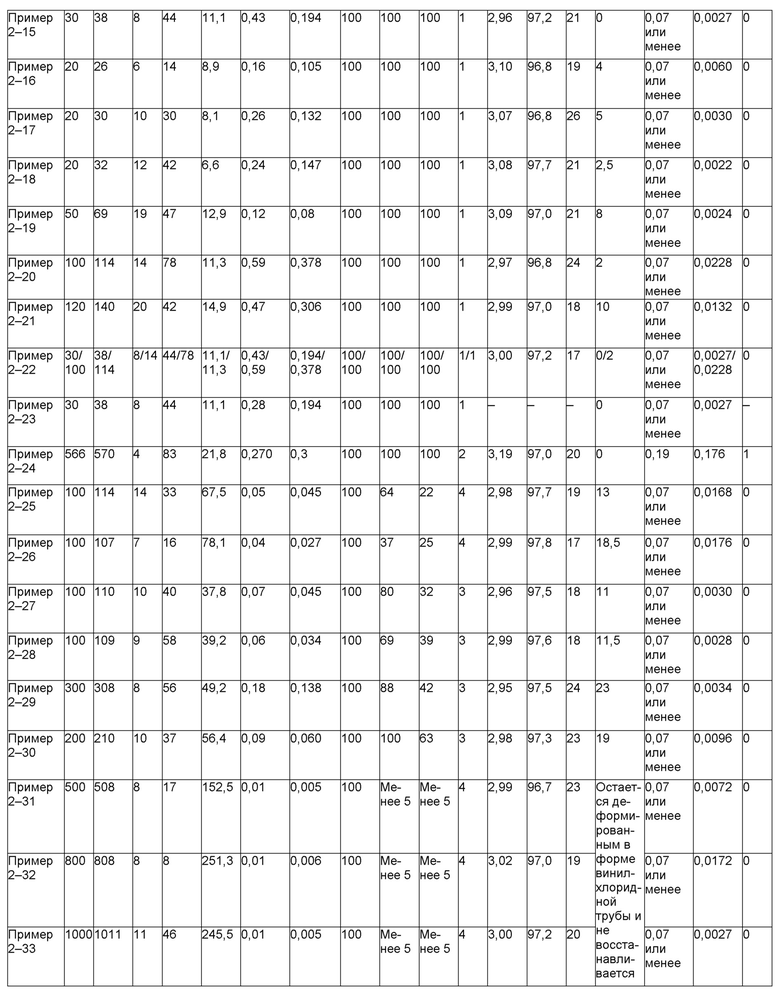
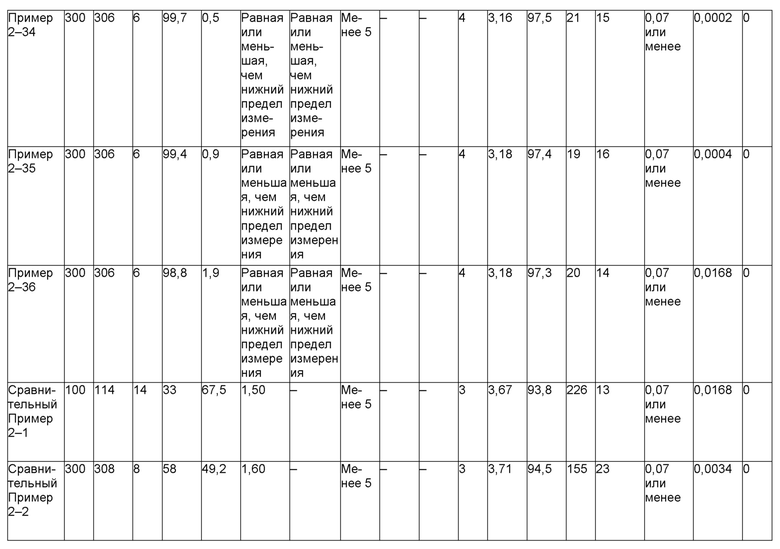
[1434] В Таблице 4 все образцы были способны держаться самостоятельно благодаря поверхностному натяжению перед измерением «силы, прилагаемой на единицу массы·единицу площади (1)» и «силы, прилагаемой на единицу массы·единицу площади (2)» (то есть не соскальзывать вниз).
[1435] <Проверка третьего варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно третьему варианту осуществления (в разделе <Проверка третьего варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие третьему варианту осуществления (в разделе <Проверка третьего варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), и оценены следующим методом. Подробности будут описаны со ссылкой на Фигуры 57–62, насколько это уместно.
[1436] (1) Оценка характеристик электролиза (напряжения (V), выхода по току (%))
Характеристики электролиза оценивали в рамках следующего электролизного эксперимента.
Размещали напротив друг друга ячейку с титановым анодом, имеющую анодную камеру, в которой был сформирован анод (ячейку анодного вывода), и катодную ячейку, имеющую камеру с никелевым катодом, в которой был сформирован катод (ячейку катодного вывода). Между ячейками размещали пару уплотнений, и между уплотнениеми прокладывали ионообменную мембрану. Затем анодную ячейку, уплотнение, ионообменную мембрану, уплотнение и катод приводили в плотный контакт друг с другом с образованием электролитической ячейки.
Анод получали нанесением смешанного раствора хлорида рутения, хлорида иридия и тетрахлорида титана на титановую подложку, подвергнутую струйной обработке и кислотному травлению в качестве предварительной обработки, с последующим высушиванием и обжигом. Анод закрепляли в анодной камере сваркой. В качестве катода использовали катод, описанный в каждом из Примеров и Сравнительных Примеров. В качестве токоотвода катодной камеры применяли никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в длину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали никелевую сетку, образованную полотняным плетением никелевой проволоки, имеющей диаметр 150 мкм и размер ячеек сита 40 меш, и для закрепления четырех углов Ni–сетки к токоотводу применяли выполненный из Teflon(R) шнур. Эту Ni–сетку использовали в качестве питающего проводника. В этой электролитической ячейке сила отталкивания, создаваемая матом в качестве металлического упругого тела, была использована для создания конструкции с нулевым зазором. В качестве уплотнений использовали уплотнения из этилен–пропилен–диенового каучука (EPDM). В качестве мембраны применяли описанную ниже ионообменную мембрану.
В качестве армирующих материалов сердцевины применяли монофиламенты, выполненные из политетрафторэтилена (PTFE) с размером 90 денье (далее называемые PTFE–пряжами). В качестве расходуемых пряжей основы использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET). Сначала выполнили полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно уплотняли под давлением с получением тканого полотна, имеющего толщину 70 мкм.
[1437] Затем получали полимер А в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имел ионообменную емкость 0,85 мг⋅экв/г, и полимер B в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,03 мг⋅экв/г.
[1438] С использованием этих полимеров А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку X, в которой толщина слоя полимера А составляла 15 мкм, а толщина слоя полимера В составляла 104 мкм.
[1439] Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума, и имеющей микропоры на ее поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу с получением композитной мембраны.
[1440] Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
[1441] Кроме того, 20% по массе оксида циркония, имеющего средний размер частиц (размер первичных частиц) 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
[1442] Вышеуказанную электролитическую ячейку использовали для выполнения электролиза обычной соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была отрегулирована на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 90°С. Обычный электролиз соли проводили при плотности тока 6 кА/м2, измеряя напряжение и плотность тока. Выход по току здесь представляет собой отношение количества образованной каустической соды к пропущенному току, и когда скорее примесные ионы и гидроксид–ионы, нежели ионы натрия, проходят через ионообменную мембрану под действием пропускаемого тока, выход по току снижается. Выход по току получали делением числа молей каустической соды, образованной в течение определенного времени, на число молей электронов тока, пропущенного на протяжении этого времени. Число молей каустической соды получали выделением образованной при электролизе каустической соды в пластиковый контейнер и измерением ее массы.
[1443] (2) Технологичность (оценка реакции)
(A) Вышеуказанную ионообменную мембрану A (мембрану) разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, и электрод, полученный в каждом из упомянутых ниже Примерах и Сравнительных Примерах, разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану и электрод наслаивали и размещали неподвижно на тефлоновой пластине. Интервал между анодной ячейкой и катодной ячейкой, используемых в оценке электролиза, отрегулировали на величину около 3 см. Неподвижно размещенное слоистое изделие приподнимали и проводили операцию вставления и удерживания слоистого изделия между ними. Эту операцию проводили, проверяя электрод на смещение и падение.
[1444] (B) Слоистое изделие размещали неподвижно на тефлоновой пластине таким же образом, как в вышеуказанном пункте (А). Два соседних угла участка мембраны в слоистом изделии удерживали руками, поднимая слоистое изделие так, чтобы оно было вертикальным. Удерживаемую руками за два соседних угла мембрану перемещали из этого состояния, сводя их близко друг к другу так, что мембрана высовывалась или утапливалась. Эту операцию повторяли опять для проверки прилегаемости электрода к мембране. Результаты оценивали по четырехбалльной шкале от 1 до 4 на основе следующих показателей:
1: хорошая технологичность
2: пригодна к эксплуатации
3: эксплуатация затруднительна
4: по существу не пригодна к эксплуатации
Здесь, в отношении образцов Примеров 3–4 и 3–6, образцы имеющие такой же размер, как размер крупной электролитической ячейки, также подвергали оценке технологичности, как упомянуто ниже. Результаты оценки Примеров 3–4 и 3–6 использовали как показатели для оценки разницы между оценкой вышеуказанных пунктов (А) и (В) и оценкой крупноразмерного образца. То есть в случае, где результат оценки малоразмерного слоистого изделия составлял «1» или «2», было высказано суждение, что не возникает никаких проблем с технологичностью, даже если слоистое изделие было сформировано с большим размером.
[1445] (3) Доля области закрепления
Площадь поверхности электрода для электролиза, находящейся напротив ионообменной мембраны (всей области, соответствующей проводящей поверхности, и области, соответствующей непроводящей поверхности), рассчитали как площадь S1. Затем площадь электрода для электролиза рассчитали как площадь S2. Площади S1 и S2 были идентифицированы с площадью слоистого изделия из ионообменной мембраны и электрода для электролиза, когда их рассматривали со стороны электрода для электролиза (смотри Фигуру 57). В отношении формы электрода для электролиза, даже электрод, имеющий отверстия (просветы), имел коэффициент открытой пористости менее 90%. Таким образом, электрод для электролиза рассматривался как плоская пластина (область отверстий должна была быть включена в упомянутую площадь).
Площадь S3 области закрепления также была идентифицирована как площадь, когда слоистое изделие рассматривали сверху, как на фигуре 57 (то же применимо к площади участка, соответствующего только проводящей поверхности S’). В случае, где упоминаемая ниже PTFE–лента была закреплена в качестве крепежного элемента, область перекрывания с лентой не должна быть включена в упомянутую площадь. В альтернативном варианте в случае, где в качестве крепежных элементов были закреплены упомянутые ниже PTFE–пряжи и адгезив, область, находящаяся на задних сторонах электрода и мембраны, была включена в упомянутую площадь.
Как было описано выше, значение 100×(S3/S1) рассчитывали как долю α площади области закрепления (%) относительно площади поверхности, находящейся напротив электрода для электролиза в ионообменной мембране. Кроме того, значение 100×S3’/S2 рассчитывали как долю β области, соответствующей только проводящей поверхности области закрепления, относительно площади проводящей поверхности.
[1446] [Пример 3–1]
В качестве подложки электрода для катода в электролизе получали электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,96 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 44%.
[1447] Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина электрода, изготовленного в Примере 3–1, составляла 24 мкм. Толщина каталитического слоя, содержащего оксид рутения и оксид церия, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой.
Электрод, полученный вышеуказанным способом, разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны (размер: 160 мм×160 мм), приведенной в состояние равновесия с водным 0,1 н. раствором NaOH.
PTFE–ленту (производства фирмы NITTO DENKO CORPORATION) использовали для закрепления четырех сторон так, что ионообменная мембрана и электрод были проложены, как показано на Фигуре 57 (следует отметить, что Фигура 57 иллюстрирует схематический вид только в целях иллюстрации, и размеры не обязательно являются точными. То же действительно для следующих фигур). В Примере 3–1 PTFE–лента была крепежным элементом, доля α составляла 60%, а доля β составляла 1,0%.
Даже когда четыре угла участка мембраны объединенного с мембраной электрода, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
Вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, к которой электрод был присоединен, была обращена к стороне катодной камеры. В секционной конструкции токоотвод, мат, никелевую сетку в качестве питающего проводника, электрод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Полученный электрод подвергали испытанию на характеристики электролиза. Результаты показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «2».
[1448] [Пример 3–2]
Оценку проводили таким же образом, как в Примере 3–1, за исключением увеличения площади, которую перекрывала PTFE–лента на электролитической поверхности, как показано на Фигуре 58. То есть в Примере 3–2 площадь PTFE–ленты была увеличена по направлению плоскости электрода для электролиза, и тем самым площадь электролитической поверхности в электроде для электролиза была меньшей, чем в Примере 3–1. В Примере 3–2 доля α составляла 69%, а доля β составляла 23%. Результаты оценки показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «1».
[1449] [Пример 3–3]
Оценку проводили таким же образом, как в Примере 3–1, за исключением увеличения площади, на которую PTFE–лента перекрывала электролитическую поверхность, как показано на Фигуре 59. То есть в Примере 3–3 площадь PTFE–ленты была увеличена по направлению плоскости электрода для электролиза, и тем самым площадь электролитической поверхности в электроде для электролиза была меньшей, чем в Примере 3–1. В Примере 3–3 доля α составляла 87%, а доля β составляла 67%. Результаты оценки показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «1».
[1450] [Пример 3–4]
Для оценки характеристик электролиза получали электрод, идентичный электроду примера 3–1, и разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны (размер: 160 мм×160 мм), приведенной в состояние равновесия с водным 0,1 н. раствором NaOH. PTFE–пряжу использовали для сшивания электрода с его левой стороны в вертикальном направлении с ионообменной мембраной, как показано на Фигуре 60. PTFE–пряжу пропускали через участок на расстоянии 10 мм в вертикальном направлении и расстоянии 10 мм по горизонтальному направлению от угла электрода, с задней стороны листа на фигуре 60 к его передней стороне, так, что она пролегала через участок на расстоянии 35 мм в вертикальном направлении и на расстоянии 10 мм по горизонтальному направлению от передней стороны листа к задней стороне, проходила через участок на расстоянии 60 мм в вертикальном направлении и на расстоянии 10 мм по горизонтальному направлению опять от задней стороны листа к передней стороне, и проходила через участок на расстоянии 85 мм в вертикальном направлении и на расстоянии 10 мм по горизонтальному направлению от передней стороны листа к его задней стороне. На участки, на которых пряжа проходила через ионообменную мембрану, наносили раствор, полученный диспергированием смолы S кислотного типа, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF2)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г, при содержании 5% по массе в этаноле.
Как описано выше, в Примере 3–4 доля α составляла 0,35%, а доля β составляла 0,86%.
Даже когда четыре угла участка мембраны с объединенным с мембраной электродом, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отваливался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся.
Проводили оценку полученного электрода. Результаты показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «2».
[1451] Кроме того, в Примере 3–4 получали каждый элемент из ионообменной мембраны и электрода, сформированные с большим размером. Получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину, и четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину. Катоды размещали без какого-либо зазора на стороне слоя карбоновой кислоты ионообменной мембраны, и катоды присоединяли к ионообменной мембране PTFE–пряжей с образованием слоистого изделия. В этом Примере доля α составляла 0,013%, а доля β составляла 0,017%.
Когда выполняли операцию оснащения крупного электролизера объединенным с мембраной электродом, который был сформирован объединением мембраны с электродом, было возможным достижение беспроблемного монтажа.
[1452] [Пример 3–5]
Получали электрод, идентичный электроду в Примере 3–1, и разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны (размер: 160 мм×160 мм), приведенной в состояние равновесия с водным 0,1 н. раствором NaOH. Для закрепления ионообменной мембраны с электродом использовали фиксирующую смолу, выполненную из полипропилена, как показано на Фигуре 61. То есть смолу размещали в целом в двух положениях: на участке на расстоянии 20 мм в вертикальном направлении и на расстоянии 20 мм по горизонтальному направлению от угла электрода и дополнительно на участке на расстоянии 20 мм в вертикальном направлении и на расстоянии 20 мм по горизонтальному направлению от угла, находящегося под ним. На участки, на которых фиксирующая смола проходила через ионообменную мембрану, наносили раствор, подобный раствору в Примере 3–4.
Как описано выше, в Примере 3–5 фиксирующая смола и смола S служили в качестве крепежных элементов, доля α составляла 0,47%, а доля β составляла 1,1%.
Даже когда четыре угла участка мембраны с объединенным с мембраной электродом, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отваливался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся.
Проводили оценку полученного электрода. Результаты показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «2».
[1453] [Пример 3–6]
Получали электрод, идентичный электроду в Примере 3–1, и разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны (размер: 160 мм×160 мм), приведенной в состояние равновесия с водным 0,1 н. раствором NaOH. Как показано на Фигуре 62, для закрепления ионообменной мембраны и электрода использовали цианакрилатный клей (торговое наименование: Aron Alpha, фирмы TOAGOSEI CO., LTD.). То есть мембрану и электрод скрепляли клеем в пяти точках на вертикальной стороне электрода (точки в каждом случае были на равном расстоянии друг от друга) и восьми точках на горизонтальной стороне электрода (точки в каждом случае были на равном расстоянии друг от друга).
Как описано выше, в Примере 3–6 клей служил в качестве крепежных элементов, доля α составляла 0,78%, а доля β составляла 1,9%.
Даже когда четыре угла участка мембраны с объединенным с мембраной электродом, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отваливался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся.
Проводили оценку полученного электрода. Результаты показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «1».
[1454] Кроме того, в Примере 3–6 получали каждый элемент из ионообменной мембраны и электрода, сформированные с большим размером. Получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину, и четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину. Кромки одной горизонтальной стороны каждого из четырех катодов соединяли между собой вышеуказанным клеем с образованием крупноразмерного катода (1,2 м в длину и 2,4 м в ширину). Этот крупный катод соединяли с центральным участком на стороне слоя карбоновой кислоты ионообменной мембраны с помощью Aron Alpha с образованием слоистого изделия. То есть мембрану и электрод скрепляли клеем в пяти точках на вертикальной стороне электрода (точки в каждом случае были на равном расстоянии друг от друга) и восьми точках на горизонтальной стороне электрода (точки в каждом случае были на равном расстоянии друг от друга), таким же образом, как на фигуре 62. В этом Примере доля α составляла 0,019%, а доля β составляла 0,024%.
Когда выполняли операцию оснащения крупного электролизера объединенным с мембраной электродом, который был сформирован объединением мембраны с электродом, было возможным достижение беспроблемного монтажа.
[1455] [Пример 3–7]
Получали электрод, идентичный электроду в Примере 3–1, и разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны (размер: 160 мм×160 мм), приведенной в состояние равновесия с водным 0,1 н. раствором NaOH. Для закрепления ионообменной мембраны и электрода наносили раствор, подобный раствору в Примере 3–4. То есть смолу размещали в целом в двух положениях: на участке на расстоянии 20 мм в вертикальном направлении и на расстоянии 20 мм по горизонтальному направлению от угла электрода, и, дополнительно, на участке на расстоянии 20 мм в вертикальном направлении и на расстоянии 20 мм по горизонтальному направлению от угла, находящегося под ним (смотри Фигуру 61).
Как описано выше, в Примере 3–7 смола S служила в качестве крепежных элементов, доля α составляла 2,0%, а доля β составляла 4,8%.
Даже когда четыре угла участка мембраны с объединенным с мембраной электродом, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отваливался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся.
Проводили оценку полученного электрода. Результаты показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «2».
[1456] [Сравнительный Пример 3–1]
Оценку проводили таким же образом, как в Примере 3–1, за исключением увеличения площади, на которую PTFE–лента перекрывала электролитическую поверхность, как показано на Фигуре 59. То есть в Сравнительном Примере 3–1 площадь PTFE–ленты была увеличена по направлению плоскости электрода для электролиза, и тем самым площадь электролитической поверхности в электроде для электролиза была меньшей, чем в Примере 3–1. В Сравнительном Примере 3–1 доля α составляла 93%, а доля β составляла 83%. Результаты оценки показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Технологичность также была хорошей: «1».
[1457] [Сравнительный Пример 3–2]
Оценку проводили таким же образом, как в Примере 3–1, за исключением увеличения площади, на которую PTFE–лента перекрывала электролитическую поверхность. Результаты оценки показаны в Таблице 5. То есть, в Сравнительном Примере 3–2 площадь PTFE–ленты была увеличена по направлению плоскости электрода для электролиза.
В Сравнительном Примере 3–2 доля α и доля β составляла 100%, и вся электролитическая поверхность была областью закрепления, покрытой PTFE. Соответственно этому, было невозможно подводить раствор электролита, и тем самым невозможно выполнять электролиз. Технологичность была хорошей: «1».
[1458] [Сравнительный Пример 3–3]
Оценку проводили таким же образом, как в Примере 3–1, за исключением того, что не применяли PTFE–ленту, то есть доля α и доля β составляла 0%. Результаты оценки показаны в Таблице 5.
Электрод проявлял низкое электрическое напряжение и высокий выход по току. Между тем, поскольку отсутствовала область закрепления мембраны и электрода, было невозможно манипулировать (обращаться с) мембраной и электродом в качестве слоистого изделия (объединенным фрагментом), и тем самым технологичность была «4».
[1459] Результаты оценки Примеров от 3–1 до 7 и Сравнительных Примеров от 3–1 до 3 также показаны ниже в Таблице 5.
[1460]
[Таблица 5]
[1461] <Проверка четвертого варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно четвертому варианту осуществления (в разделе <Проверка четвертого варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие четвертому варианту осуществления (в разделе <Проверка четвертого варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), и оценены следующим методом. Подробности будут описаны со ссылкой на Фигуры 79–90, насколько это уместно.
[1462] [Метод оценки]
(1) Коэффициент открытой пористости
Электрод разрезали на фрагменты размером 130 мм×100 мм. Для расчета среднего значения в 10 точках, полученных измерением равномерно по плоскости, применяли цифровой толщиномер (фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм). Значение использовали в качестве толщины электрода (измеренной толщины) для расчета объема. После этого использовали электронные весы для измерения массы. По удельному весу каждого металла (удельный вес никеля=8,908 г/см3, удельный вес титана=4,506 г/см3) рассчитывали коэффициент открытой пористости или коэффициент пустотности.
Коэффициент открытой пористости (коэффициент пустотности) (%)=(1–(масса электрода)/(объем электрода×удельный вес металла))×100
[1463] (2) Масса на единицу площади (мг/см2)
Электрод разрезали на фрагменты размером 130 мм×100 мм и измеряли его массу на электронных весах. Значение делили на площадь (130 мм×100 мм) для расчета массы на единицу площади.
[1464] (3) Сила, прилагаемая на единицу массы·единицу площади (1) (сила сцепления) (Н/(мг·см2))
[Метод (i)]
Для измерения использовали машину для испытания на растяжение и сжатие (фирмы Imada–SS Corporation, основная машина для испытания: машина для испытания на растяжение и сжатие типа SDT–52NA, динамометрический датчик: датчик нагрузки типа SL–6001).
[1465] Никелевую пластину в виде квадрата со стороной 200 мм, имеющую толщину 1,2 мм, подвергали струйной обработке оксидом алюминия с номером зернистости 320. Среднее арифметическое (Ra) поверхностной шероховатости никелевой пластины после струйной обработки составляло 0,7 мкм. Здесь для измерения поверхностной шероховатости использовали прибор для измерения поверхностной шероховатости зондового типа (профилометр) SJ–310 (фирмы Mitutoyo Corporation). Измеряемый образец помещали на поверхность пластины параллельно поверхности земли для измерения среднего арифметического величины Ra шероховатости в описываемых ниже условиях. Измерение повторяли 6 раз и выводили среднее значение.
[1466] <Форма зонда> угол конуса вершины=60°, радиус наконечника=2 мкм, статическое измерительное усилие=0,75 мН.
<Стандарт шероховатости> JIS2001
<Оценочная кривая> R
<Фильтр> GAUSS
<Предельное значение λc> 0,8 мм
<Предельное значение λs> 2,5 µm
<Число сечений> 5
<Предварительный проход, дополнительный проход> доступны
Эту никелевую пластину закрепляли вертикально на нижнем зажиме машины для испытания на растяжение и сжатие.
[1467] В качестве мембраны использовали описанную ниже ионообменную мембрану А.
В качестве армирующих материалов сердцевины использовали монофиламенты с размером 90 денье, выполненные из политетрафторэтилена (PTFE) (далее называемые PTFE–пряжами). В качестве расходуемых пряжей использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). Сначала по каждому из TD– и MD–направлений выполнили полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно подвергали уплотнению под давлением валиком с получением тканого полотна, имеющего толщину 70 мкм.
Затем получали смолу А в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имела ионообменную емкость 0,85 мг⋅экв/г, и смолу В в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г.
С использованием этих смол А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку Х, в которой толщина слоя смолы А составляла 15 мкм и толщина слоя смолы В составляла 104 мкм.
Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу, получая композитную мембрану.
Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
Кроме того, 20% по массе оксида циркония, имеющего размер первичных частиц 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны А. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
Полученную вышеуказанную ионообменную мембрану (мембрану) погружали в чистую воду в течение 12 часов или более и затем использовали для испытания. Мембрану приводили в контакт с вышеуказанной никелевой пластиной, полностью увлажненной чистой водой, и обеспечивали сцепление под действием поверхностного натяжения воды. В это время никелевую пластину и ионообменную мембрану размещали так, чтобы их верхние концы совпадали.
[1468] Образец электрода для электролиза (электрода), используемого для измерения, разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану А разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Одну сторону электрода прокладывали между двумя пластинами из нержавеющей стали (толщина: 1 мм, длина: 9 мм, ширина: 170 мм). После размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, использовали четыре зажима, равномерного закрепляя электрод и пластины. Пластины из нержавеющей стали по центру зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод. Нагрузка, прилагаемая испытательной машиной, в это время была настроена на 0 Н. Объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекали из машины для испытания на растяжение и сжатие и погружали в ванну, содержащую чистую воду, чтобы в достаточной степени увлажнить электрод чистой водой. После этого пластины из нержавеющей стали по центру опять зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод.
Опускали верхний зажим машины для испытания на растяжение и сжатие и обеспечивали сцепление образца электрода для электролиза с поверхностью ионообменной мембраны под действием поверхностного натяжения чистой воды. Размер поверхности сцепления в это время составлял 130 мм в длину и 110 мм в ширину. На электрод и ионообменную мембрану целиком набрызгивали чистую воду из промывалки, чтобы опять в достаточной мере смочить мембрану и электрод. После этого валик, образованный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали сверху вниз, слегка прижимая к электроду, удаляя избыток чистой воды. Прокатку валиком проводили только однократно.
[1469] Электрод поднимали со скоростью 10 мм/минуту для начала измерения нагрузки и регистрировали нагрузку, когда размер участка перекрывания электрода и мембраны достигал величины 130 мм в ширину и 100 мм в длину. Это измерение повторяли три раза и рассчитывали среднее значение.
Это среднее значение делили на площадь участка перекрывания электрода и ионообменной мембраны и на массу электрода на участке перекрывания с ионообменной мембраной для расчета силы, прилагаемой на единицу массы·единицу площади (1). Массу электрода на участке перекрывания с ионообменной мембраной определяли пропорциональным делением из значения, полученного в вышеописанном разделе (2) Масса на единицу площади (мг/см2).
Что касается среды в измерительной камере, температура составляла 23±2°C и относительная влажность составляла 30±5%.
Электрод, используемый в Примерах и Сравнительных Примерах, был способен держаться самостоятельно и прилипать, не сползая вниз или не отслаиваясь, когда ему было обеспечено сцепление с ионообменной мембраной, которая была сцеплена с закрепленной вертикально никелевой пластиной, под действием поверхностного натяжения.
Схематический вид способа оценки прилагаемой силы (1) показан на фигуре 79.
Нижний предел измерения машины для испытания на растяжение составлял 0,01 (Н).
[1470] (4) Сила, прилагаемая на единицу массы·единицу площади (2) Н/(мг·см2) (сила сцепления)
[Метод (ii)]
Для измерения использовали машину для испытания на растяжение и сжатие (фирмы Imada–SS Corporation, основная машина для испытания: машина для испытания на растяжение и сжатие типа SDT–52NA, динамометрический датчик: датчик нагрузки типа SL–6001).
Никелевую пластину, идентичную пластине в Методе (i), закрепляли вертикально на нижнем зажиме машины для испытания на растяжение и сжатие.
Образец электрода для электролиза (электрода), используемого для измерения, разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану А разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Одну сторону электрода прокладывали между двумя пластинами из нержавеющей стали (толщина: 1 мм, длина: 9 мм, ширина: 170 мм). После размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, использовали четыре зажима для равномерного закрепления электрода и пластин. Пластины из нержавеющей стали по центру зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод. Нагрузка, прилагаемая испытательной машиной, в это время была настроена на 0 Н. Объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекали из машины для испытания на растяжение и сжатие и погружали в ванну, содержащую чистую воду, чтобы в достаточной степени увлажнить электрод чистой водой. После этого пластины из нержавеющей стали по центру опять зажимали верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод.
[1471] Опускали верхний зажим машины для испытания на растяжение и сжатие и обеспечивали сцепление (прилипание) образца электрода для электролиза с поверхностью никелевой пластины под действием поверхностного натяжения раствора. Размер поверхности сцепления в это время составлял 130 мм в длину и 110 мм в ширину. На электрод и никелевую пластину целиком набрызгивали чистую воду из промывалки, чтобы опять в достаточной мере смочить никелевую пластину и электрод. После этого валик, образованный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали сверху вниз, слегка прижимая к электроду, удаляя избыток раствора. Прокатку валиком проводили только однократно.
Электрод поднимали со скоростью 10 мм/минуту для начала измерения нагрузки и регистрировали нагрузку, когда размер участка перекрывания электрода и никелевой пластины в продольном направлении достигал 100 мм. Это измерение повторяли три раза и рассчитывали среднее значение.
Это среднее значение делили на площадь участка перекрывания электрода и никелевой пластины и на массу электрода на участке перекрывания с никелевой пластиной для расчета силы, прилагаемой на единицу массы·единицу площади (2). Массу электрода на участке перекрывания с мембраной определяли пропорциональным делением из значения, полученного в вышеописанном разделе (2) Масса на единицу площади (мг/см2).
Что касается среды в измерительной камере, температура составляла 23±2°C и относительная влажность составляла 30±5%.
Электрод, используемый в Примерах и Сравнительных Примерах, был способен держаться самостоятельно и прилипать, не сползая вниз или не отслаиваясь, когда был сцеплен с закрепленной вертикально никелевой пластиной под действием поверхностного натяжения.
Нижний предел измерения машины для испытания на растяжение составлял 0,01 (Н).
[1472] (5) Метод оценки наматывания вокруг колонны диаметром 280 мм (1) (%)
(Мембрана и колонна)
Метод оценки (1) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В Сравнительных Примерах 33 и 34 электрод объединяли с ионообменной мембраной горячим прессованием, и тем самым получали объединенный блок ионообменной мембраны и электрода (электрода в виде квадрата со стороной 130 мм). После того, как ионообменная мембрана была полностью погружена в чистую воду, мембрану размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 280 мм. После этого избыток раствора удаляли с помощью валика, сформированного наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм). Валик прокатывали по ионообменной мембране слева направо по схематическому виду, показанному на фигуре 80. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана пришла в плотный контакт с пластиковой трубой электрода, имеющей внешний диаметр 280 мм.
[1473] (6) Метод оценки наматывания вокруг колонны диаметром 280 мм (2) (%)
(Мембрана и электрод)
Метод оценки (2) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. Ионообменную мембрану и электрод полностью погружали в чистую воду и затем наслаивали. Этот слоистое изделие размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 280 мм, так, чтобы электрод находился снаружи. После этого валик, сформированный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали по ионообменной мембране слева направо по схематическому виду, показанному на фигуре 81, слегка нажимая на электрод для удаления избытка раствора. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана была приведена в плотный контакт с электродом.
[1474] (7) Метод оценки наматывания вокруг колонны диаметром 145 мм (3) (%)
(Мембрана и электрод)
Метод оценки (3) проводили согласно следующей процедуре.
Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали с образованием фрагмента в виде квадрата со стороной 130 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. Ионообменную мембрану и электрод полностью погружали в чистую воду и затем наслаивали. Это слоистое изделие размещали на изогнутой поверхности пластиковой (полиэтиленовой) трубы, имеющей внешний диаметр 145 мм, так, чтобы электрод находился снаружи. После этого валик, сформированный наматыванием губчатой EPDM–резины закрытоячеистого типа, имеющей толщину 5 мм, вокруг винилхлоридной трубы (внешним диаметром: 38 мм), прокатывали слева направо по схематическому виду, показанному на фигуре 82, слегка нажимая на электрод для удаления избытка раствора. Прокатку валиком проводили только однократно. Через одну минуту после этого измеряли долю участка, на котором ионообменная мембрана была приведена в плотный контакт с электродом.
[1475] (8) Технологичность (оценка реакции)
(A) Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В каждом Примере ионообменную мембрану и электрод полностью погружали в три раствора: водный раствор бикарбоната натрия, водный 0,1 н. раствор NaOH и чистую воду, затем наслаивали и размещали неподвижно на тефлоновой пластине. Интервал между анодной ячейкой и катодной ячейкой, используемых в оценке электролиза, регулировали на величину около 3 см. Неподвижно размещенное слоистое изделие приподнимали и проводили операцию вставления и удерживания слоистого изделия между ними. Эту операцию проводили, проверяя электрод на смещение и падение.
[1476] (B) Ионообменную мембрану A (мембрану), полученную в [Методе (i)], разрезали с образованием фрагмента в виде квадрата со стороной 170 мм, а электрод разрезали на фрагменты размером 95×110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. В каждом Примере ионообменную мембрану и электрод полностью погружали в три раствора: водный раствор бикарбоната натрия, водный 0,1 н. раствор NaOH и чистую воду, затем наслаивали и размещали неподвижно на тефлоновой пластине. Два соседних угла участка мембраны в слоистом изделии удерживали руками, поднимая слоистое изделие так, чтобы оно было вертикальным. Удерживаемую руками за два соседних угла мембрану перемещали из этого состояния, сводя их близко друг к другу так, что мембрана высовывалась или утапливалась. Это перемещение повторяли опять для проверки прилегаемости электрода к мембране. Результаты оценивали по четырехбалльной шкале от 1 до 4 на основе следующих показателей:
1: хорошая технологичность
2: пригодна к эксплуатации
3: эксплуатация затруднительна
4: по существу не пригодна к эксплуатации
Здесь образец Примера 4–28, образованный с размером, эквивалентным размеру крупной электролитической ячейки, включающей электрод с величиной 1,3 м×2,5 м и ионообменную мембрану с размером 1,5 м×2,8 м, подвергали погрузке-разгрузке. Результат оценки Примера 28 («3», как описано ниже) использовали как показатель для оценки разницы между оценкой вышеуказанных (А) и (В) и оценкой крупноразмерного образца. То есть в случае, где результат оценки малоразмерного слоистого изделия составлял «1» или «2», было высказано суждение, что не возникает никаких проблем с технологичностью, даже если слоистое изделие было сформировано с большим размером.
[1477] (9) Оценка характеристик электролиза (напряжения (V), выхода по току (%), общей концентрации соли в каустической соде (млн–1, в расчете на 50%))
Характеристики электролиза оценивали в рамках следующего электролизного эксперимента.
Размещали напротив друг друга ячейку с титановым анодом, имеющую анодную камеру, в которой был сформирован анод (ячейку анодного вывода), и катодную ячейку, имеющую камеру с никелевым катодом, в которой был сформирован катод (ячейку катодного вывода). Между ячейками размещали пару уплотнений, и между уплотнениеми прокладывали слоистое изделие (слоистое изделие из ионообменной мембраны А и электрода для электролиза). Здесь как ионообменную мембрану А, так и электрод для электролиза прокладывали между уплотнениеми. Затем анодную ячейку, уплотнение, слоистое изделие, уплотнение и катод приводили в плотный контакт друг с другом с образованием электролитической ячейки и формировали электролизер, содержащий ячейку.
[1478] Анод получали нанесением смешанного раствора хлорида рутения, хлорида иридия и тетрахлорида титана на титановую подложку, подвергнутую струйной обработке и кислотному травлению в качестве предварительной обработки, с последующим высушиванием и обжигом. Анод закрепляли в анодной камере сваркой. В качестве катода использовали катод, описанный в каждом из Примеров и Сравнительных Примеров. В качестве токоотвода катодной камеры применяли никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в длину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали никелевую сетку, образованную полотняным плетением никелевой проволоки, имеющей диаметр 150 мкм и размер ячеек сита 40 меш, и для закрепления четырех углов Ni–сетки к токоотводу применяли выполненный из Teflon(R) шнур. Эту Ni–сетку использовали в качестве питающего проводника. Эта электролитическая ячейка имеет конструкцию с нулевым зазором, использующую силу отталкивания, которую создает мат как металлическое упругое тело. В качестве уплотнений использовали уплотнения из этилен–пропилен–диенового каучука (EPDM). В качестве мембраны применяли ионообменную мембрану А (квадрат со стороной 160 мм), полученную в разделе [Метод (i)].
[1479] Вышеуказанную электролитическую ячейку использовали для выполнения обычного электролиза соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была выставлена на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 90°С. Обычный электролиз соли проводили при плотности тока 6 кА/м2, измеряя напряжение, выход по току и общую концентрацию соли в каустической соде. Выход по току здесь представляет собой отношение количества образованной каустической соды к пропущенному току, и когда скорее примесные ионы и гидроксид–ионы, нежели ионы натрия, проходят через ионообменную мембрану под действием пропускаемого тока, выход по току снижается. Выход по току получали делением числа молей каустической соды, образованной в течение определенного времени, на число молей электронов тока, пропущенного на протяжении этого времени. Число молей каустической соды получали выделением образованной при электролизе каустической соды в пластиковый контейнер и измерением ее массы. В качестве общей концентрации соли в каустической соде показано значение, полученное преобразованием концентрации каустической соды в расчете на 50%.
Технические характеристики электрода и питающего проводника, использованных в каждом из Примеров и Сравнительных Примеров, показаны в Таблице 6.
[1480] (11) Измерение толщины каталитического слоя, подложки электрода для электролиза и толщины электрода
Для измерения толщины подложки электрода для электролиза применяли цифровой толщиномер (производства фирмы Mitutoyo Corporation, минимальный масштаб 0,001 мм), рассчитывая среднее значение по 10 точкам, полученным измерением равномерно по плоскости. Это значение использовали в качестве толщины подложки электрода для электролиза (измеренной толщины). Для измерения толщины электрода применяли цифровой толщиномер, рассчитывая среднее значение по 10 точкам, полученным измерением равномерно по плоскости, таким же образом, как для подложки электрода. Это значение использовали как толщину электрода (измеренную толщину). Толщину каталитического слоя определяли вычитанием толщины подложки электрода для электролиза из толщины электрода.
[1481] (12) Испытание упругой деформации электрода
Каждый элемент из ионообменной мембраны А (мембраны) и электрода, полученных в разделе [Метод (i)], разрезали с получением образца в виде квадрата со стороной 110 мм. Ионообменную мембрану погружали в чистую воду на 12 часов или более и затем использовали для испытания. После этого ионообменную мембрану и электрод наслаивали для получения слоистого изделия в условиях температуры: 23±2°C и относительной влажности: 30±5%, слоистое изделие наматывали вокруг ПВХ–трубы, имеющей внешний диаметр φ32 мм и длину 20 см, без какого-либо зазора, как показано на Фигуре 83. Слоистое изделие закрепляли с использованием полиэтиленовой кабельной стяжки так, чтобы слоистое изделие не могло бы отделиться от ПВХ–трубы или ослабиться. Слоистое изделие удерживали в этом состоянии в течение 6 часов. После этого кабельную стяжку удаляли и слоистое изделие разматывали с ПВХ–трубы. Только электрод размещали на поверочной плите и измеряли высоты L1 и L2 участка, приподнятого от поверочной плиты, для определения среднего значения. Это значение использовали как показатель деформации электрода. То есть меньшее значение означает, что слоистое изделие деформируется с меньшей вероятностью.
Когда использовали просечно–вытяжной металлический лист, были два направления намотки: SW–направление и LW–направление. В этом испытании слоистое изделие наматывали по SW–направлению.
Деформированные электроды (электроды, которые не возвратились в свое исходное состояние) оценивали по мягкости после пластической деформации в соответствии с методом, как показано на Фигуре 84. То есть деформированные электроды помещали на мембрану, полностью погруженную в чистую воду. Один конец электрода закрепляли, а другой приподнятый конец прижимали к мембране для ослабления силы, и оценку проводили по тому, прилегал ли деформированный электрод к мембране.
[1482] (13) Оценка повреждения мембраны
В качестве мембраны использовали указанную ниже ионообменную мембрану В.
В качестве армирующих материалов сердцевины были применены материалы, полученные скручиванием 900 раз/метр филаментов из политетрафторэтилена (PTFE) с размером 100 денье в форме нитей (далее называемые PTFE–пряжами). В качестве расходуемых пряжей основы использовали пряжи, полученные скручиванием 200 раз/метр восьми филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). В качестве уточных расходуемых пряжей применяли пряжи, полученные скручиванием 200 раз/метр восьми филаментов с размером 35 денье из полиэтилентерефталата (PET). Сначала выполняли полотняное плетение PTFE–нитей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, получая тканое полотно, имеющее толщину 100 мкм.
Затем получали полимер (A1) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имел ионообменную емкость 0,92 мг⋅экв/г, и полимер (B1) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,10 мг⋅экв/г. С использованием этих полимеров (A1) и (B1) способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку X, в которой толщина слоя полимера (А1) составляла 25 мкм, а толщина слоя полимера (В1) составляла 89 мкм. В качестве ионообменной емкости каждого полимера была показана ионообменная емкость в случае гидролиза прекурсоров ионообменных групп каждого полимера для преобразования в ионообменные группы.
Отдельно получали полимер (B2) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,10 мг⋅экв/г. Этот полимер получали однослойной экструзией с получением пленки Y, имеющей толщину 20 мкм.
Затем прокладочную бумагу, пленку Y, армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 225°С и величины пониженного давления 0,022 МПа в течение двух минут, а затем удаляли прокладочную бумагу, получая композитную мембрану. Полученную композитную мембрану погружали в водный раствор, содержащий диметилсульфоксид (DMSO) и гидроксид калия (KOH), в течение часа для омыления. После этого мембрану погружали в водный 0,5 н. раствор NaOH в течение часа для замещения присоединенных к ионообменным группам ионов на Na и затем промывали водой. Затем мембрану высушивали при 60°С.
Кроме того, гидролизовывали полимер (B3) в виде сухой смолы, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел ионообменную емкость 1,05 мг⋅экв/г, а затем преобразовывали в полимер кислотного типа соляной кислотой. Частицы оксида циркония, имеющие средний размер первичных частиц 0,02 мкм, добавляли к смешанному 50/50 (массовое соотношение) раствору воды и этанола, в котором растворяли полимер (B3’) этого кислотного типа в пропорции 5% по массе так, что массовое отношение полимера (B3’) к частицам оксида циркония составляло 20/80. После этого полимер (B3’) диспергировали в суспензии частиц оксида циркония с помощью шаровой мельницы, получая суспензию.
Эту суспензию наносили способом распыления на обе поверхности ионообменной мембраны и высушивали, получая ионообменную мембрану B, имеющую слой покрытия, содержащий полимер (B3’) и частицы оксида циркония. Плотность покрытия оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,35 мг/см2.
[1483] Использованный анод был таким же, как в разделе (9) Оценка характеристик электролиза.
Использованный катод был катодом, описанным в каждом из Примеров и Сравнительных Примеров. Применяемые токоотвод, мат и питающий проводник катодной камеры были такими же, как в разделе (9) Оценка характеристик электролиза. То есть, была обеспечена конструкция с нулевым зазором, использующая Ni–сетку в качестве питающего проводника и силу отталкивания, которую создает мат как металлическое упругое тело. Использованные уплотнения были такими же, как в разделе (9) Оценка характеристик электролиза. В качестве мембраны использовали ионообменную мембрану В, полученную вышеуказанным способом. То есть был сформирован электролизер, эквивалентный показанному в разделе (9), за исключением того, что слоистое изделие из ионообменной мембраны В и электрода для электролиза прокладывали между парой уплотнений.
[1484] Вышеуказанную электролитическую ячейку использовали для выполнения электролиза обычной соли. Концентрация рассола (концентрация хлорида натрия) в анодной камере была отрегулирована на 205 г/л. Концентрация гидроксида натрия в катодной камере была выставлена на 32% по массе. Температура каждой из анодной камеры и катодной камеры была отрегулирована так, чтобы температура в каждой камере могла достигать 70°С. Электролиз обычной соли проводили при плотности тока 8 кА/м2. Электролиз прекращли через 12 часов после начала электролиза, и ионообменную мембрану В извлекали и обследовали для оценки состояния ее повреждения.
«0» означает отсутствие повреждений. «×» означает, что имеется повреждение по существу на всей поверхности ионообменной мембраны.
[1485] (14) Вентиляционное сопротивление электрода
Вентиляционное сопротивление электрода измеряли с использованием тестера воздухопроницаемости KES–F8 (торговое наименование, фирма KATO TECH CO., LTD.). Единицей вентиляционного сопротивления является кПа·с/м. Измерение повторяли 5 раз, и среднее значение приведено в Таблице 7. Измерение проводили в следующих условиях. Температура измерительной камеры составляла 24°С и относительная влажность 32%.
Условие измерения 1 (вентиляционное сопротивление 1)
Скорость поршня: 0,2 см/с
Объем продувки: 0,4 см3/см2/с
Диапазон измерения: SENSE L (низкий)
Размер образца: 50 мм×50 мм
Условие измерения 2 (вентиляционное сопротивление 2)
Скорость поршня: 2 см/с
Объем продувки: 4 см3/см2/с
Диапазон измерения: SENSE M (средний) или H (высокий)
Размер образца: 50 мм×50 мм
[1486] [Пример 4–1]
В качестве подложки электрода для катода в электролизе получили электролитическую никелевую фольгу, имеющую измеренную толщину 16 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 49%.
[1487] Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина электрода, изготовленного в Примере 4–1, составляла 24 мкм. Толщина каталитического слоя, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой. Толщина представляла собой совокупную толщину оксида рутения и оксида церия.
Результаты измерения силы сцепления электрода, изготовленного вышеуказанным способом, показаны в Таблице 7. Наблюдалась достаточная сила сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
[1488] Электрод, полученный вышеуказанным способом, разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Сделанную шероховатой поверхность электрода размещали напротив по существу центрального положения стороны слоя карбоновой кислоты ионообменной мембраны А (размер: 160 мм×160 мм), полученной в разделе [Метод (i)] и приведенной в состояние равновесия с водным 0,1 н. раствором NaOH, и обеспечивали сцепление с ней под действием поверхностного натяжения водного раствора.
Даже когда четыре угла участка мембраны объединенного с мембраной электрода, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
Вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, к которой электрод был присоединен, была обращена к стороне катодной камеры. В секционной конструкции токоотвод, мат, никелевую сетку в качестве питающего проводника, электрод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Полученный электрод подвергали испытанию на характеристики электролиза. Результаты показаны в Таблице 7.
Электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом рентгенофлуоресцентного анализа (XRF), по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1489] [Пример 4–2]
В Примере 4–2 электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,96 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 44%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 29 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм. Покрытие формировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0033 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1490] [Пример 4–3]
В Примере 4–3 электролитическую никелевую фольгу, имеющую измеренную толщину 30 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 1,38 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 44%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 38 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм. Покрытие формировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1491] [Пример 4–4]
В Примере 4–4 электролитическую никелевую фольгу, имеющую измеренную толщину 16 мкм, использовали в качестве подложки электрода для электролиза на катоде. Одну поверхность этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 75%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 24 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0023 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на поверхности, которая была сделана шероховатой, а покрытие на поверхности, которая не была сделана шероховатой, сократилось. Это показывает, что в электролизе участвует поверхность, противолежащая мембране (сделанная шероховатой поверхность), а другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1492] [Пример 4–5]
В Примере 4–5 электролитическую никелевую фольгу, имеющую измеренную толщину 20 мкм, использовали в качестве подложки электрода для электролиза на катоде. Обе поверхности этой никелевой фольги подвергали обработке для придания шероховатости способом нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,96 мкм. Обе поверхности имели одинаковую шероховатость. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Коэффициент открытой пористости составлял 49%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 30 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм. Покрытие сформировали также на поверхности, которая не была сделана шероховатой.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0023 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
Кроме того, когда величину покрытия после электролиза измеряли методом XRF, по существу 100% покрытия оставалось на обеих поверхностях. В порядке сравнения с Примерами от 4–1 до 4–4, это показывает, что другие поверхности, не противолежащие мембране, могут достигать удовлетворительных характеристик электролиза, когда величина покрытия является небольшой или покрытие отсутствует.
[1493] [Пример 4–6]
В Примере 4–6 оценку проводили таким же образом, как в Примере 4–1, за исключением того, что покрытие подложки электрода для электролиза на катоде наносили ионным осаждением, и результаты показаны в Таблице 7. При ионном осаждении формирование пленки выполняли с использованием мишени из металлического Ru при температуре нагревания 200°С и в аргон/кислородной атмосфере, при давлении для формирования пленки 7×10–2 Па. Сформированное покрытие представляло собой оксид рутения.
Толщина электрода составляла 26 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1494] [Пример 4–7]
В Примере 4–7 подложку электрода для электролиза на катоде получали способом электроформования. Фотомаска имела форму, образованную размещением по вертикали и горизонтали квадратов величиной 0,485 мм×0,485 мм с интервалом 0,15 мм. Экспонирование, проявление и электроосаждение последовательно проводили для получения никелевой пористой фольги, имеющей измеренную толщину 20 мкм и коэффициент открытой пористости 56%. Среднее арифметическое Ra шероховатости поверхности составляло 0,71 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 37 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 17 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0032 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1495] [Пример 4–8]
В Примере 4–8 подложку электрода для электролиза на катоде получали способом электроформования. Подложка имела измеренную толщину 50 мкм и коэффициент открытой пористости 56%. Среднее арифметическое Ra шероховатости поверхности составляло 0,73 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 60 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0032 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1496] [Пример 4–9]
В Примере 4–9 в качестве подложки электрода для электролиза на катоде использовали никелевое нетканое полотно, имеющее измеренную толщину 150 мкм и коэффициент пустотности 76% (производства фирмы NIKKO TECHNO, Ltd.). Нетканое полотно имело диаметр никелевых волокон 40 мкм и базовый вес 300 г/м2. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 165 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 15 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 29 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0612 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1497] [Пример 4–10]
В Примере 4–10 в качестве подложки электрода для электролиза на катоде использовали никелевое нетканое полотно, имеющее измеренную толщину 200 мкм и коэффициент пустотности 72% (производства фирмы NIKKO TECHNO, Ltd.). Нетканое полотно имело диаметр никелевых волокон 40 мкм и базовый вес 500 г/м2. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 215 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 15 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 40 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0164 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1498] [Пример 4–11]
В Примере 4–11 в качестве подложки электрода для электролиза на катоде использовали пористый никель, имеющий измеренную толщину 200 мкм и коэффициент пустотности 72% (производства фирмы Mitsubishi Materials Corporation). За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 210 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 17 мм и электрод не возвращался к своему исходному плоскому состоянию. Затем, когда оценивали мягкость после пластической деформации, электрод прилегал к мембране под действием поверхностного натяжения. Таким образом, было обнаружено, что электрод был способен приходить в контакт с мембраной при небольшом усилии, даже если электрод имел пластическую деформацию, и этот электрод имел удовлетворительную технологичность.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0402 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный для применения в виде крупного слоистого изделия. Повреждение мембраны было оценено как хорошее: «0».
[1499] [Пример 4–12]
В Примере 4–12 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 200 меш, имеющую диаметр проволок 50 мкм, измеренную толщину 100 мкм и коэффициент открытой пористости 37%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Струйная обработка не изменила коэффициент открытой пористости. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 4–12 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 110 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0154 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей, как «1». Повреждение мембраны было оценено как хорошее: «0».
[1500] [Пример 4–13]
В примере 4–13 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 150 меш, имеющую диаметр проволок 65 мкм, измеренную толщину 130 мкм и коэффициент открытой пористости 38%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Струйная обработка не изменила коэффициент открытой пористости. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 4–13 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,66 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 133 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 3 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 6,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0124 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Электрод имел технологичность «2» и был определен как пригодный в качестве крупноразмерного слоистого изделия. Повреждение мембраны также было оценено как хорошее: «0».
[1501] [Пример 4–14]
В Примере 4–14 в качестве подложки электрода для электролиза на катоде использовали подложку, идентичную подложке в Примере 4–3 (измеренная толщина 30 мкм и коэффициент открытой пористости 44%). Оценку характеристик электролиза проводили на конструкции, идентичной конструкции в Примере 4–1, за исключением того, что не применяли никелевую сетку в качестве питающего проводника. То есть в секционной конструкции ячейку, токоотвод, мат, объединенный с мембраной электрод, и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и в качестве питающего проводника служил мат. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1502] [Пример 4–15]
В Примере 4–15 в качестве подложки электрода для электролиза на катоде использовали подложку, идентичную подложке в Примере 4–3 (измеренная толщина 30 мкм и коэффициент открытой пористости 44%). Катод, использованный в Контрольном Примере 1, который был изношен и имел повышенное напряжение электролиза, размещали вместо никелевой сетки в качестве питающего проводника. За исключением вышеописанного, оценку характеристик электролиза проводили на конструкции, идентичной конструкции в Примере 4–1. То есть в секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и имел повышенное напряжение электролиза (служивший в качестве питающего проводника), катод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и катод, который изношен и имеет повышенное напряжение электролиза, служил в качестве питающего проводника. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1503] [Пример 4–16]
В качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм. Обе поверхности титановой фольги подвергали обработке для придания шероховатости. Пористую фольгу ормировали перфорированием этой титановой фольги с образованием круглых отверстий путем штамповки. Диаметр отверстий составлял 1 мм, и коэффициент открытой пористости составлял 14%. Среднее арифметическое Ra шероховатости поверхности составляло 0,37 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Покровную жидкость для применения в формировании катализатора электрода получали согласно следующей процедуре. Растворы хлорида рутения, имеющего концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), хлорида иридия, имеющего концентрацию иридия 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и тетрахлорида титана (фирмы Wako Pure Chemical Industries, Ltd.) смешивали так, что молярное соотношение элемента рутения, элемента иридия и элемента титана составляло 0,25:0,25:0,5. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для анода.
[1504] Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). После того, как вышеуказанная покровная жидкость была нанесена на титановую пористую фольгу, проводили высушивание при 60°С в течение 10 минут и обжиг при 475°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига многократно выполняли, и затем проводили обжиг при 520°С в течение одного часа.
Полученный вышеуказанным способом электрод разрезали на фрагменты размером 95 мм в длину и 110 мм в ширину для оценки характеристик электролиза. Вырезанный образец электрода прилепляли с использованием поверхностного натяжения водного раствора по существу в центральном положении стороны слоя сульфоновой кислоты ионообменной мембраны А (размер: 160 мм×160 мм), полученной в разделе [Метод (i)] и приведенной в состояние равновесия с водным 0,1 н. раствором NaOH.
[1505] Катод получали согласно следующей процедуре. Сначала получали сетку с размером ячеек 40 меш из никелевой проволоки, имеющую диаметр проволок 150 мкм, в качестве подложки. После струйной обработки оксидом алюминия в качестве предварительной обработки проволочную сетку погружали в 6–нормальную соляную кислоту на 5 минут, тщательно промывали чистой водой и высушивали.
Затем раствор хлорида рутения, имеющий концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и раствор хлорида церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем после этого проводили высушивание при 50°С в течение 10 минут, предварительный обжиг при 300°С в течение 3 минут и обжиг при 550°С в течение 10 минут. После этого выполняли обжиг при 550°С в течение часа. Повторяли серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига.
[1506] В качестве токоотвода катодной камеры использовали никелевый просечно–вытяжной металлический лист. Токоотвод имел размер 95 мм в дину×110 мм в ширину. В качестве металлического упругого тела использовали мат, образованный вязанием тонкой никелевой проволоки. Мат в качестве металлического упругого тела размещали на токоотводе. Поверх него размещали полученный вышеуказанным способом катод, и для закрепления четырех углов сетки на токоотводе применяли выполненный из Teflon(R) шнур.
Даже когда четыре угла участка мембраны объединенного с мембраной электрода, который был получен объединением мембраны с электродом, зажимали и подвешивали так, что объединенный с мембраной электрод был параллельным основанию, чтобы электрод был обращен в сторону основания, электрод не отделялся и не смещался. Кроме того, когда оба конца одной стороны зажимали и подвешивали так, что объединенный с мембраной электрод располагался перпендикулярно основанию, электрод не отделялся и не смещался.
[1507] Анод, использованный в Контрольном Примере 3, который был изношен и имел повышенное напряжение электролиза, закрепляли в анодной ячейке сваркой, и вышеуказанный объединенный с мембраной электрод прокладывали между анодной ячейкой и катодной ячейкой так, что поверхность, которой был прикреплен электрод, была обращена к стороне анодной камеры. То есть в секционной конструкции ячейку, токоотвод, мат, катод, мембрану, титановую пористую фольгу в качестве анода и анод, который был изношен и имел повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором. Анод, который был изношен и имел повышенное напряжение электролиза, служил в качестве питающего проводника. Анод из титановой пористой фольги и анод, который был изношен и имел повышенное напряжение электролиза, были только в физическом контакте между собой и не были скреплены друг с другом сваркой.
[1508] Оценку этой конструкции проводили таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 26 мкм. Толщина каталитического слоя, которую определили вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 6 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 4 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0060 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей, как «1». Повреждение мембраны также было оценено как хорошее: «0».
[1509] [Пример 4–17]
В Примере 4–17 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм и коэффициент открытой пористости 30%. Среднее арифметическое Ra шероховатости поверхности составляло 0,37 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 30 мкм. Толщина каталитического слоя, которую определили вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0030 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1510] [Пример 4–18]
В Примере 4–18 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 20 мкм и коэффициент открытой пористости 42%. Среднее арифметическое Ra шероховатости поверхности составляло 0,38 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 32 мкм. Толщина каталитического слоя, которую определили вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 12 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 2,5 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0022 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее (отсутствие повреждений): «0».
[1511] [Пример 4–19]
В Примере 4–19 в качестве подложки электрода для электролиза на аноде использовали титановую фольгу, имеющую измеренную толщину 50 мкм и коэффициент открытой пористости 47%. Среднее арифметическое Ra шероховатости поверхности составляло 0,40 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 69 мкм. Толщина каталитического слоя, которую определили вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 19 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 8 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0024 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1512] [Пример 4–20]
В Примере 4–20 в качестве подложки электрода для электролиза на аноде использовали титановое нетканое полотно, имеющее измеренную толщину 100 мкм, диаметр титанового волокна около 20 мкм, базовый вес 100 г/м2 и коэффициент открытой пористости 78%. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 2 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0228 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1513] [Пример 4–21]
В Примере 4–21 в качестве подложки электрода для электролиза на аноде использовали титановую проволочную сетку с размером ячеек 150 меш, имеющую измеренную толщину 120 мкм и диаметр титанового волокна 60 мкм. Коэффициент открытой пористости составлял 42%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 4–21 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,60 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 140 мкм. Толщина каталитического слоя, которую определили вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 20 мкм.
Наблюдали достаточную силу сцепления.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 10 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0132 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0».
[1514] [Пример 4–22]
[1515] В Примере 4–22 анод, который был изношен и имел повышенное напряжение электролиза, использовали таким же путем, как в Примере 4–16, в качестве питающего проводника анода, и титановое нетканое полотно, идентичное материалу в Примере 4–20, использовали в качестве анода. Катод, который был изношен и имел повышенное напряжение электролиза, использовали таким же путем, как в Примере 4–15, в качестве питающего проводника катода, и электрод из никелевой фольги, идентичный электроду в Примере 4–3, использовали в качестве катода. В секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и имел повышенное напряжение электролиза, никелевую пористую фольгу в качестве катода, мембрану, титановое нетканое полотно в качестве анода и анод, который был изношен и имел повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором, и катод и анод, которые были изношены и имели повышенное напряжение электролиза, служили в качестве питающего проводника. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода (анода) составляла 114 мкм, и толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода (анода), составляла 14 мкм. Толщина электрода (катода) составляла 38 мкм, и толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода (катода), составляла 8 мкм.
Как в аноде, так и в катоде наблюдали достаточную силу сцепления.
Когда проводили испытание электрода (анода) на деформацию, среднее значение из L1 и L2 составляло 2 мм. Когда проводили испытание электрода (катода) на деформацию, среднее значение из L1 и L2 составляло 0 мм.
Когда измеряли вентиляционное сопротивление электрода (анода), вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0228 (кПа·с/м) в условиях измерения 2. Когда измеряли вентиляционное сопротивление электрода (катода), вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
Кроме того, электрод проявлял низкое электрическое напряжение, высокий выход по току и низкую общую концентрацию соли в каустической соде. Технологичность также была хорошей: «1». Повреждение мембраны также было оценено как хорошее: «0», как для анода, так и для катода. В Примере 4–22 катод и аноды были объединены присоединением катода к одной поверхности мембраны и анода к другой поверхности мембраны, и подвергнуты оценке повреждения мембраны.
[1516] [Пример 4–23]
В Примере 4–23 использовали микропористую мембрану «Zirfon Perl UTP 500» производства фирмы Agfa.
Мембрану Zirfon погружали в чистую воду на 12 часов или более и использовали для испытания. За исключением вышеописанного, вышеуказанную оценку проводили таким же путем, как в Примере 4–3, и результаты показаны в Таблице 7.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 0 мм. Было обнаружено, что электрод имел широкий диапазон упругой деформации.
Подобно ситуации, где в качестве мембраны использовали ионообменную мембрану, наблюдали достаточную силу сцепления. Микропористая мембрана была приведена в плотный контакт с электродом под действием поверхностного натяжения, и технологичность была хорошей: «1».
[1517] [Контрольный Пример 1]
В Контрольном Примере 1 применяли катод, использовавшийся в качестве катода в крупном электролизере в течение восьми лет, который был изношен и проявлял повышенное напряжение электролиза. Вышеуказанный катод размещали вместо питающего проводника из никелевой сетки на мате катодной камеры и между ними прокладывали ионообменную мембрану А, полученную в разделе [Метод (i)]. Затем проводили оценку характеристик электролиза. В Контрольном Примере 1 не использовали объединенный с мембраной электрод. В секционной конструкции ячейку, токоотвод, мат, катод, который был изношен и проявлял повышенное напряжение электролиза, ионообменную мембрану А и аноды размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,04 В, выход по току составлял 97,0%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 20 млн–1. Таким образом, вследствие износа электрода электрическое напряжение было высоким.
[1518] [Контрольный Пример 2]
В Контрольном Примере 2 в качестве катода применяли питающий проводник из никелевой сетки. То есть электролиз проводили на никелевой сетке, не имеющей каталитического покрытия.
Катод из никелевой сетки размещали на мате катодной камеры и между ними прокладывали ионообменную мембрану А, полученную в разделе [Метод (i)]. Затем проводили оценку характеристик электролиза. В секционной конструкции электрической ячейки Контрольного Примера 2 токоотвод, мат, никелевую сетку, ионообменную мембрану А и аноды размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,38 В, выход по току составлял 97,7%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 24 млн–1. Таким образом, электрическое напряжение было высоким вследствие того, что катализатор катода не имел покрытия.
[1519] [Контрольный Пример 3]
В Контрольном Примере 3 в качестве анода применяли анод, который использовался в крупном электролизере в течение около восьми лет, был изношен и проявлял повышенное напряжение электролиза.
В секционной конструкции электрической ячейки Контрольного Примера 3 токоотвод, мат, катод и ионообменную мембрану А, полученную в разделе [Метод (i)], и анод, который был изношен и проявлял повышенное напряжение электролиза, размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором.
Как результат оценки характеристик электролиза с этой конструкцией, напряжение составляло 3,18 В, выход по току составлял 97,0%, общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) составляла 22 млн–1. Таким образом, электрическое напряжение было высоким вследствие износа анода.
[1520] [Пример 4–24]
В Примере 4–24 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–24 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,68 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Масса в расчете на единицу площади составляла 67,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,05 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 64%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 22%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 13 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0168 (кПа·с/м) в условиях измерения 2.
[1521] [Пример 4–25]
В Примере 4–25 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 16%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–25 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку выполняли таким же образом, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 107 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм.
Масса в расчете на единицу площади составляла 78,1 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,04 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 37%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 25%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 18,5 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0176 (кПа·с/м) в условиях измерения 2.
[1522] [Пример 4–26]
В Примере 4–26 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 40%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–26 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,70 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. Нанесение покрытия на подложку электрода для электролиза выполняли ионным осаждением таким же способом, как в Примере 4–6. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 110 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,07 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 80%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 32%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «3», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 11 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0030 (кПа·с/м) в условиях измерения 2.
[1523] [Пример 4–27]
В Примере 4–27 в качестве подложки электрода для электролиза на катоде применяли полностью прокатанный никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 58%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–27 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 109 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 9 мкм.
Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,06 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 69%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 39%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось возникновением проблем в том, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и в том, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Технологичность составляла «3», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 11,5 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0028 (кПа·с/м) в условиях измерения 2.
[1524] [Пример 4–28]
В Примере 4–28 в качестве подложки электрода для электролиза на катоде применяли сетку из никелевой проволоки, имеющую измеренную толщину 300 мкм и коэффициент открытой пористости 56%. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 4–28 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–1, и результаты показаны в Таблице 7.
Толщина электрода составляла 308 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 49,2 (мг/см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 88%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 42%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Возникала проблема в отношении технологичности, которая оценивалась как «3». Когда фактически эксплуатировался крупноразмерный электрод, технологичность могла быть оценена как «3». Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 23 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0034 (кПа·с/м) в условиях измерения 2.
[1525] [Пример 4–29]
В Примере 4–29 в качестве подложки электрода для электролиза на катоде применяли сетку из никелевой проволоки, имеющую измеренную толщину 200 мкм и коэффициент открытой пористости 37%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности проволочной сетки. Тогда в Примере 4–29 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,65 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку электролиза на электроде, результатов измерения силы сцепления и сцепляемости проводили таким же образом, как в Примере 4–1. Результаты показаны в Таблице 7.
Толщина электрода составляла 210 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 10 мкм.
Масса в расчете на единицу площади составляла 56,4 мг/см2. Так результат оценки наматывания вокруг колонны диаметром 145 мм (2) составлял 63%, и сцепляемость между электродом и мембраной была плохой. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки. Возникала проблема в отношении технологичности, которая оценивалась как «3». Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 19 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0096 (кПа·с/м) в условиях измерения 2.
[1526] [Пример 4–30]
В Примере 4–30 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 500 мкм и коэффициент открытой пористости 17%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–30 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,60 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 508 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 152,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0072 (кПа·с/м) в условиях измерения 2.
[1527] [Пример 4–31]
В Примере 4–31 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 800 мкм и коэффициент открытой пористости 8%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–31 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,61 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 808 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Масса в расчете на единицу площади составляла 251,3 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0172 (кПа·с/м) в условиях измерения 2.
[1528] [Пример 4–32]
В Примере 4–32 в качестве подложки электрода для электролиза на аноде применяли полностью прокатанный титановый просечно–вытяжной металлический лист, имеющий измеренную толщину 1000 мкм и коэффициент открытой пористости 46%. Струйную обработку проводили с использованием оксида алюминия с номером зернистости 320. Коэффициент открытой пористости не изменился после струйной обработки. Было затруднительно измерить шероховатость поверхности просечно–вытяжного металлического листа. Тогда в Примере 4–32 во время струйной обработки одновременно подвергали струйной обработке титановую пластину, имеющую толщину 1 мм, и поверхностную шероховатость титановой пластины приняли за шероховатость поверхности проволочной сетки. Среднее арифметическое Ra шероховатости поверхности составляло 0,59 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как при измерении поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке. За исключением вышеописанного, оценку проводили таким же путем, как в Примере 4–16, и результаты показаны в Таблице 7.
Толщина электрода составляла 1011 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 11 мкм.
Масса в расчете на единицу площади составляла 245,5 (мг/см2). Сила, прилагаемая на единицу массы·единицу площади (1), имела такое небольшое значение, как 0,01 Н/(мг·см2). Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял 5%, а результат оценки наматывания вокруг колонны диаметром 145 мм (3) составлял 5%. Участки, на которых электрод отделялся от мембраны, были увеличенными. Это обуславливалось тем, что электрод скорее всего отделялся, когда применялся объединенный с мембраной электрод, и тем, что электрод отделялся и отпадал от мембраны во время проведения погрузки-разгрузки и так далее. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, электрод не восстанавливался и оставался намотанным в форме ПВХ–трубы. Таким образом, измерить значения L1 и L2 было невозможно.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0027 (кПа·с/м) в условиях измерения 2.
[1529] [Пример 4–33]
В Примере 4–33 образованный термическим прессованием узел получали термокомпрессией электрода с мембраной со ссылкой на документ уровня техники (Примеры в Японском выложенном патенте № 58–48686).
Никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%, использовали в качестве подложки электрода для электролиза на катоде для выполнения нанесения электродного покрытия таким же способом, как в Примере 4–1. После этого одну поверхность электрода подвергали инактивирующей обработке согласно следующей процедуре. К одной поверхности электрода присоединяли полиимидную липкую ленту (фирмы Chukoh Chemical Industries, Ltd.). На другую поверхность наносили PTFE–дисперсию (фирмы Dupont–Mitsui Fluorochemicals Co., Ltd., 31–JR (торговое наименование)) и высушивали в муфельной печи при 120°С в течение 10 минут. Полиимидную ленту отделяли и проводили обжиговую обработку в муфельной печи, отрегулированной на температуру 380°С, в течение 10 минут. Эту операцию повторяли дважды для инактивации одной поверхности электрода.
[1530] Получали мембрану, сформированную из двух слоев перфторуглеродного полимера, концевой группой которого является «–COOCH3» (C–полимер), и перфторуглеродного полимера, концевой группой которого является «–SO2F» (S–полимер). Толщина слоя С–полимера составляла 3 мил (0,003 дюйма, 0,0762 мм), а толщина слоя S–полимера составляла 4 мил (0,004 дюйма, 0,01 мм). Эту двухслойную мембрану подвергали обработке омылением, вводя тем самым ионообменные группы на концы полимера гидролизом. Концевые группы С–полимера гидролизовывались с образованием карбоксильных групп, и концевые группы S–полимера гидролизовывались с образованием сульфогрупп. Ионообменная емкость с группами сульфоновой кислоты составляла 1,0 мг⋅экв/г, а ионообменная емкость с группами карбоновой кислоты составляла 0,9 мг⋅экв/г.
Электрод его инактивированной поверхностью размещали напротив поверхности, имеющей карбоксильные группы как ионообменные группы, и проводили термокомпрессию с нею, объединяя ионообменную мембрану и электрод. Одна поверхность электрода была открытой даже после термокомпрессии, и электрод не распространялся на часть мембраны.
После этого, чтобы предотвратить налипание на мембране образующихся во время электролиза пузырьков, на обе поверхности наносили смесь оксида циркония и перфторуглеродного полимера, в который были введены сульфогруппы. Тем самым получали узел мембраны и электрода Примера 4–33.
[1531] Когда измеряли силу, прилагаемую на единицу массы·единицу площади (1), с использованием этого образованного термокомпрессией узла, электрод не перемещался вверх, поскольку электрод и мембрана были плотно соединены между собой в результате термокомпрессии. Затем ионообменную мембрану и никелевую пластину закрепляли так, чтобы они были неподвижны, и электрод вытягивали вверх с более высоким усилием. Когда было достигнуто усилие 1,50 Н/(мг·см2), часть мембраны разорвалась. Образованный термокомпрессией узел Примера 4–33 имел силу, прилагаемую на единицу массы·единицу площади (1), по меньшей мере 1,50 Н/(мг·см2), и они были прочно соединены.
[1532] Когда проводили оценку наматывания вокруг колонны диаметром 280 мм (1), площадь контакта с пластиковой трубой составляла менее 5%. Между тем, когда проводили оценку наматывания вокруг колонны диаметром 280 мм (2), электрод и мембрана были на 100% соединены друг с другом, но мембрана вообще не наматывалась вокруг колонны. Результат оценки наматывания вокруг колонны диаметром 145 мм (3) был таким же. Результат показал, что интегрированный электрод ухудшал технологичность мембраны, затрудняя сматывание мембраны в рулон и создание складок мембраны. Технологичность была «3», что было проблематичным. Повреждение мембраны было оценено как «0». Кроме того, когда проводили оценку характеристик электролиза, электрическое напряжение было высоким, выход по току был низким, и общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) было повышенным, и характеристика электролиза была ухудшенной.
Толщина электрода составляла 114 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 14 мкм.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 13 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0168 (кПа·с/м) в условиях измерения 2.
[1533] [Пример 4–34]
В Примере 4–34 в качестве подложки электрода для электролиза на катоде использовали никелевую сетку с размером ячеек 40 меш, имеющую диаметр проволок 150 мкм, измеренную толщину 300 мкм и коэффициент открытой пористости 58%. За исключением вышеописанного, получали узел мембраны и электрода таким же способом, как в Примере 4–33.
Когда измеряли силу, прилагаемую на единицу массы·единицу площади (1), с использованием этого образованного термокомпрессией узла, электрод не перемещался вверх, поскольку электрод и мембрана были плотно соединены между собой в результате термокомпрессии. Затем ионообменную мембрану и никелевую пластину закрепляли так, чтобы они были неподвижны, и электрод вытягивали вверх с более высоким усилием. Когда было достигнуто усилие 1,60 Н/(мг·см2), часть мембраны разорвалась. Узел мембраны и электрода Примера 4,34 имел силу, прилагаемую на единицу массы·единицу площади (1), по меньшей мере 1,60 Н/(мг·см2), и они были прочно соединены.
[1534] Когда проводили оценку наматывания вокруг колонны диаметром 280 мм (1) с использованием этого узла мембраны и электрода, площадь контакта с пластиковой трубой составляла менее 5%. Между тем, когда проводили оценку наматывания вокруг колонны диаметром 280 мм (2), электрод и мембрана были на 100% соединены друг с другом, но мембрана вообще не наматывалась вокруг колонны. Результат оценки наматывания вокруг колонны диаметром 145 мм (3) был таким же. Результат показал, что интегрированный электрод ухудшал технологичность мембраны, затрудняя сматывание мембраны в рулон и создание складок мембраны. Технологичность была «3», что было проблематичным. Кроме того, когда проводили оценку характеристик электролиза, электрическое напряжение было высоким, выход по току был низким, и общая концентрация соли в каустической соде (значение, преобразованное в расчете на 50%) было повышенным, и характеристика электролиза была ухудшенной.
Толщина электрода составляла 308 мкм. Толщина каталитического слоя, которую определяли вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 8 мкм.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 23 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,07 (кПа·с/м) или менее в условиях измерения 1 и 0,0034 (кПа·с/м) в условиях измерения 2.
[1535] [Пример 4–35]
Никелевую проволоку, имеющую измеренную толщину 150 мкм, использовали в качестве подложки электрода для электролиза на катоде. Проводили обработку для придания шероховатости этой никелевой проволоке. Было затруднительно измерить шероховатость поверхности никелевой проволоки. Тогда в Примере 4,35 во время струйной обработки одновременно подвергали струйной обработке никелевую пластину, имеющую толщину 1 мм, и поверхностную шероховатость никелевой пластины приняли за шероховатость поверхности никелевой проволоки. Струйную обработку выполняли с использованием оксида алюминия с номером зернистости 320. Среднее арифметическое Ra шероховатости поверхности составляло 0,64 мкм.
Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Раствор нитрата рутения, имеющий концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и раствор нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088 (торговое наименование), толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 570 мкм. Толщина никелевой проволоки, полученной в Примере 2–34, составляла 158 мкм.
[1536] Никелевую проволоку, полученную вышеуказанным способом, разрезали на фрагменты длиной 110 мм и длиной 95 мм. Как показано на Фигуре 85, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством адгезива Aron Alpha с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 7.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 99,7%.
[1537] Масса в расчете на единицу площади электрода составляла 0,5 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 15 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0002 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 86, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,16 В.
[1538] [Пример 4–36]
В Примере 4–36 использовали электрод, полученный в Примере 4–35. Как показано на Фигуре 87, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством адгезива Aron Alpha с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 7.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 99,4%.
Масса в расчете на единицу площади электрода составляла 0,9 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 16 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0004 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 88, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,18 В.
[1539] [Пример 4–37]
В Примере 4–37 использовали электрод, полученный в Сравнительном Примере 2,34. Как показано на Фигуре 89, никелевую проволоку с длиной 110 мм и никелевую проволоку с длиной 95 мм размещали так, что никелевые проволоки по вертикали перекрывались между собой в центре каждой из никелевых проволок и были соединены друг с другом на пересечении посредством адгезива Aron Alpha с образованием электрода. Проводили оценку электрода, и результаты показаны в Таблице 7.
Часть электрода, в которой перекрывались никелевые проволоки, имела наибольшую толщину, и толщина электрода составляла 306 мкм. Толщина каталитического слоя составляла 6 мкм. Коэффициент открытой пористости составлял 98,8%.
Масса на единицу площади электрода составляла 1,9 (мг/см2). Силы, прилагаемые на единицу массы·единицу площади (1) и (2), были в обоих случаях равными или меньшими, чем нижний предел измерения машины для испытания на растяжение. Так результат оценки наматывания вокруг колонны диаметром 280 мм (2) составлял менее 5%, и были увеличенными участки, на которых электрод отделялся от мембраны. Технологичность составляла «4», что также было проблематичным. Повреждение мембраны было оценено как «0».
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 14 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 0,001 (кПа·с/м) или менее в условиях измерения 2. Когда измерение проводили в условиях измерения 2 в режиме SENSE (диапазон измерения) устройства для измерения вентиляционного сопротивления, настроенном на Н (высокий), вентиляционное сопротивление составляло 0,0005 (кПа·с/м).
Кроме того, конструкцию, показанную на фигуре 90, использовали для размещения электрода (катода) на питающем проводнике из Ni–сетки, и проводили оценку характеристик электролиза электрода методом, описанным в разделе (9) Оценка характеристик электролиза. В результате электрическое напряжение было высоким и составляло 3,18 В.
[1540] [Сравнительный Пример 4–1]
(Получение катализатора)
Водный раствор солей металлов получали добавлением 0,728 г нитрата серебра (фирмы Wako Pure Chemical Industries, Ltd.) и 1,86 г гексагидрата нитрата церия (фирмы Wako Pure Chemical Industries, Ltd.) к 150 мл чистой воды. Раствор щелочи получали добавлением 240 г чистой воды к 100 г 15%–ного водного раствора гидроксида тетраметиламмония (фирмы Wako Pure Chemical Industries, Ltd.). В то время как раствор щелочи перемешивали с использованием магнитной мешалки, к нему по каплям добавляли водный раствор солей металлов со скоростью 5 мл/минуту с использованием бюретки. Суспензию, содержащую образованные дисперсные частицы гидроксидов металлов, профильтровывали с отсасыванием и затем промывали водой для удаления содержащейся щелочи. После этого остаток переносили в 200 мл 2–пропанола (фирмы KISHIDA CHEMICAL Co., Ltd.) и повторно диспергировали в ультразвуковом диспергаторе (US–600T, фирмы NISSEI Corporation) в течение 10 минут для получения однородной суспензии.
Суспензию газовой сажи получали диспергированием 0,36 г гидрофобной сажи (DENKA BLACK(R) AB–7 (торговое наименование), фирмы Denka Company Limited) и 0,84 г гидрофобной сажи (Ketjenblack(R) EC–600JD (торговое наименование), фирмы Mitsubishi Chemical Corporation) в 100 мл 2–пропанола, и диспергировали смесь в ультразвуковом диспергаторе в течение 10 минут. Суспензию прекурсора гидроксидов металлов и суспензию сажи смешивали и диспергировали в ультразвуковом диспергаторе в течение 10 минут. Эту суспензию профильтровывали с отсасыванием и высушивали при комнатной температуре в течение половины суток для получения сажи, содержащей диспергированный и закрепленный прекурсор гидроксидов металлов. Затем обжиговую печь с атмосферой инертного газа (типа VMF165, фирмы YAMADA DENKI CO., LTD.) использовали для проведения обжига в атмосфере азота при 400°С в течение часа для получения сажи А, содержащей диспергированный и закрепленный электродный катализатор.
[1541] (Получение порошка для реакционного слоя)
К 1,6 г сажи А, содержащей диспергированный и закрепленный электродный катализатор, добавляли 0,84 мл поверхностно–активного вещества Triton(R) X–100 (торговое наименование, фирмы ICN Biomedicals), разбавленного до 20% по весу чистой водой, и 15 мл чистой воды, и смесь диспергировали в ультразвуковом диспергаторе в течение 10 минут. К этой дисперсии добавляли 0,664 г дисперсии политетрафторэтилена (PTFE) (PTFE30J (торговое наименование), фирмы Dupont–Mitsui Fluorochemicals Co., Ltd.). После перемешивания смеси в течение пяти минут выполняли фильтрование с отсасыванием. Кроме того, остаток высушивали в сушилке при 80°С в течение часа и выполняли измельчение в порошок с использованием мельницы для получения порошка для реакционного слоя А.
(Получение порошка для газодиффузионного слоя)
Диспергировали 20 г гидрофобной сажи (DENKA BLACK(R) AB–7 (торговое наименование)), 50 мл поверхностно–активного вещества Triton(R) X–100 (торговое наименование), разбавленного до 20% по весу чистой водой, и 360 мл чистой воды в ультразвуковом диспергаторе в течение 10 минут. К полученной дисперсии добавляли 22,32 г дисперсии PTFE. Смесь перемешивали в течение 5 минут и затем проводили фильтрование. Кроме того, остаток высушивали в сушилке при 80°С в течение часа и выполняли измельчение в порошок с использованием мельницы для получения порошка для газодиффузионного слоя А.
(Получение газодиффузионного электрода)
К 4 г порошка для газодиффузионного слоя A добавляли 8,7 мл этанола и смесь вымешивали с образованием пастообразной формы. Этот порошок для газодиффузионного слоя A в пастообразной форме формовали в листовидную форму с использованием валкового формовочного устройства. В лист утапливали серебряную сетку (SW=1, LW=2, и толщина=0,3 мм) в качестве токоотвода и наконец формовали с образованием листа, имеющего толщину 1,8 мм. К 1 г порошка для реакционного слоя A добавляли 2,2 мл этанола, и смесь компаундировали с образованием пастообразной формы. Этот порошок для реакционного слоя в пастообразной форме формовали валковым формовочным устройством в листовидную форму, имеющую толщину 0,2 мм. Кроме того, два листа, то есть лист, полученный с использованием порошка для газодиффузионного слоя A, и лист, полученный с использованием порошка для реакционного слоя A, наслаивали и формовали в лист, имеющий толщину 1,8 мм с использованием валкового формовочного устройства. Этот наслоенный лист высушивали при комнатной температуре в течение целого дня и ночи для удаления этанола. Кроме того, чтобы удалить остаточное поверхностно–активное вещество, лист подвергали обработке в условиях пиролиза на воздухе при 300°С в течение часа. Лист обертывали алюминиевой фольгой и подвергали горячему прессованию в машине для горячего прессования (SA303 (торговое наименование) фирмы TESTER SANGYO CO,. LTD.) при 360°C и 50 кгс/см2 в течение 1 минуты для получения газодиффузионного электрода. Толщина газодиффузионного электрода составляла 412 мкм.
[1542] Полученный электрод использовали для выполнения оценки характеристик электролиза. В секционной конструкции электролитическую ячейку, токоотвод, мат, никелевую сетку в качестве питающего проводника, электрод, мембрану и анод размещали в указанном порядке от стороны катодной камеры с образованием конструкции с нулевым зазором. Результаты показаны в Таблице 7.
Когда проводили испытание электрода на деформацию, среднее значение из L1 и L2 составляло 19 мм.
Когда измеряли вентиляционное сопротивление электрода, вентиляционное сопротивление составляло 25,88 (кПа·с/м) в условиях измерения 1.
Технологичность составляла «3», что является проблематичным. Кроме того, когда проводили оценку характеристик электролиза, выход по току был низким, общая концентрация соли в каустической соде была повышенной, и характеристики электролиза были заметно ухудшенными. Повреждение мембраны, которое было оценено как «3», также было проблематичным.
[1543] Эти результаты показали, что газодиффузионный электрод, полученный в Сравнительном Примере 4–1, имел заметно ухудшенные характеристики электролиза. Кроме того, наблюдалось повреждение по существу на всей поверхности ионообменной мембраны. Как предполагалось, это обусловлено действием NaOH, который образовывался в электроде, накапливаясь на поверхности раздела между электродом и мембраной с повышением его концентрации, вследствие заметно более высокого вентиляционного сопротивления газодиффузионного электрода в Сравнительном Примере 4–1.
[1544]
[Таблица 6]
[1545]
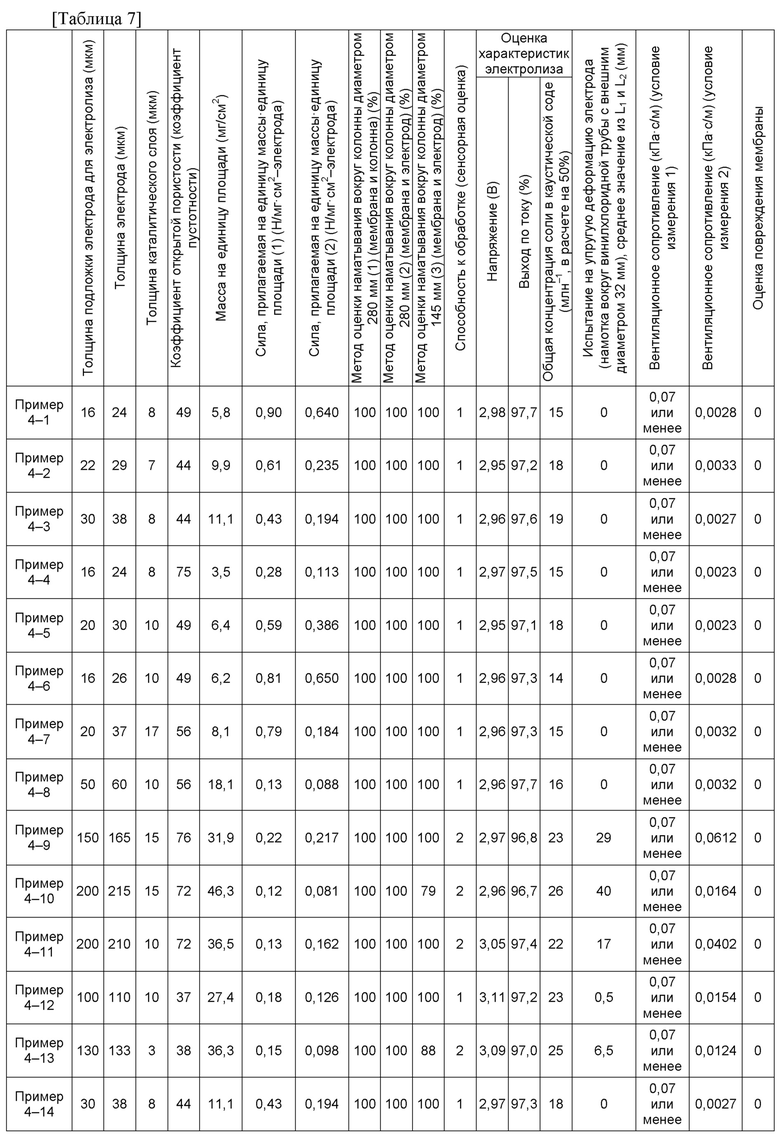
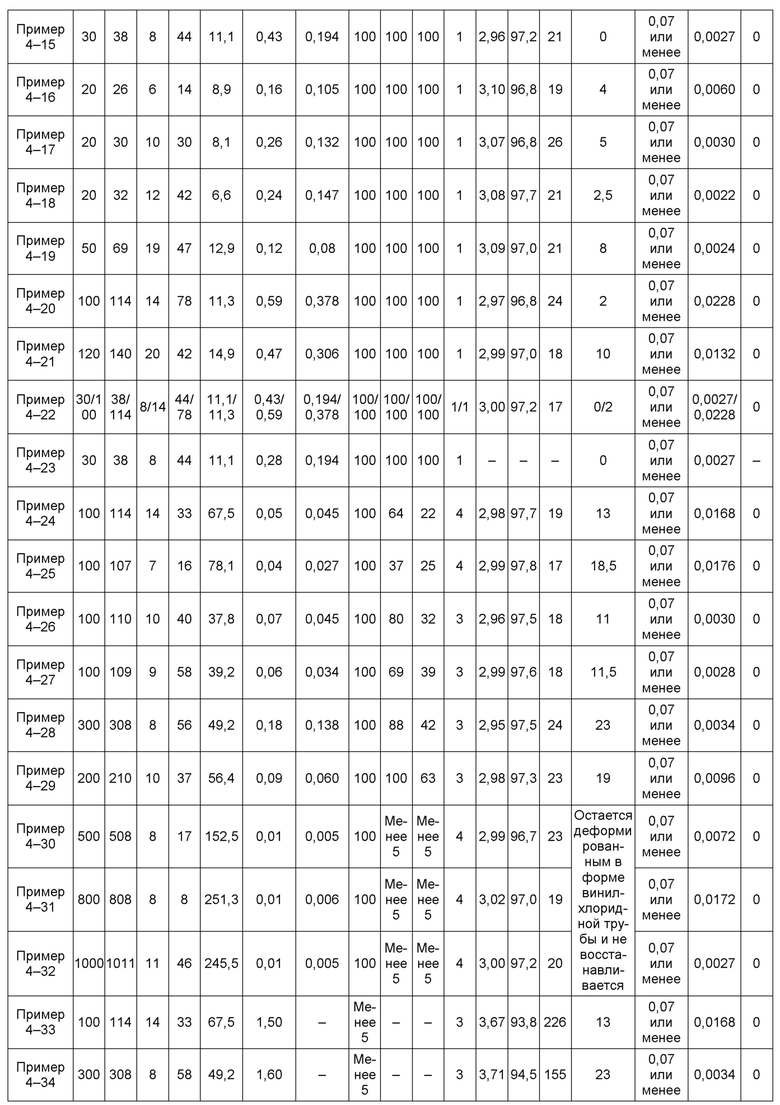
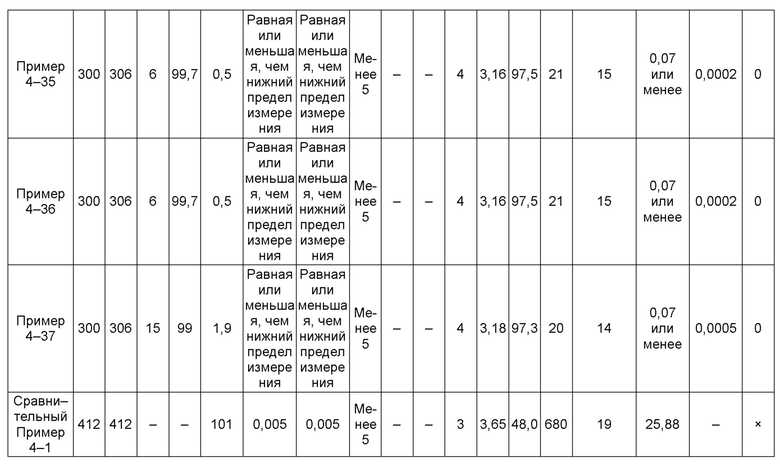
[1546] В Таблице 7 все образцы были способны держаться самостоятельно благодаря поверхностному натяжению перед измерением «силы, прилагаемой на единицу массы·единицу площади (1)» и «силы, прилагаемой на единицу массы·единицу площади (2)» (то есть не соскальзывать вниз).
[1547] <Проверка пятого варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно пятому варианту осуществления (в разделе <Проверка пятого варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие пятому варианту осуществления (в разделе <Проверка пятого варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), и оценивали следующим методом. Подробности будут описаны со ссылкой на Фигуры 93–94 и 100–102, насколько это уместно.
[1548] В качестве мембраны использовали описанную ниже ионообменную мембрану А.
В качестве армирующих материалов сердцевины использовали монофиламенты с размером 90 денье, выполненные из политетрафторэтилена (PTFE) (далее называемые PTFE–пряжами). В качестве расходуемых пряжей использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). Сначала по каждому из TD– и MD–направлений выполняли полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно подвергали уплотнению под давлением валиком с получением тканого полотна, имеющего толщину 70 мкм.
Затем получали смолу А в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имела ионообменную емкость 0,85 мг⋅экв/г, и смолу В в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г.
С использованием этих смол А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку Х, в которой толщина слоя смолы А составляла 15 мкм и толщина слоя смолы В составляла 104 мкм.
Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу, получая композитную мембрану.
Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
Кроме того, 20% по массе оксида циркония, имеющего размер первичных частиц 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны А. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
[1549] В качестве электрода использовали описанные ниже катод и анод.
В качестве подложки электрода для катода в электролизе получали электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,95 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 44%.
Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 29 мкм. Толщина каталитического слоя, содержащего оксид рутения и оксид церия, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой.
[1550] В качестве подложки электрода для электролиза на аноде использовали титановое нетканое полотно, имеющее измеренную толщину 100 мкм, диаметр титанового волокна около 20 мкм, базовый вес 100 г/м2 и коэффициент открытой пористости 78%.
Покровную жидкость для применения в формировании катализатора электрода получали согласно следующей процедуре. Растворы хлорида рутения, имеющего концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), хлорида иридия, имеющего концентрацию иридия 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и тетрахлорида титана (фирмы Wako Pure Chemical Industries, Ltd.) смешивали так, что молярное соотношение элемента рутения, элемента иридия и элемента титана составляло 0,25:0,25:0,5. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для анода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). После того, как вышеуказанная покровная жидкость была нанесена на титановую пористую фольгу, проводили высушивание при 60°С в течение 10 минут и обжиг при 475°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига многократно выполняли, и затем проводили обжиг при 520°С в течение одного часа.
[1551] [Пример 5–1]
(Пример применения слоистого изделия из катода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, катоды без какого-либо зазора размещали на стороне слоя карбоновой кислоты ионообменной мембраны с образованием слоистого изделия из катодов и ионообменной мембраны (смотри Фигуру 100). Когда катоды размещали на мембране, в контакте с водным раствором бикарбоната натрия, обеспечивалось действие поверхностного натяжения, и катоды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Полученное слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, как показано на Фигуре 101, с образованием рулона. Рулон был в цилиндрической форме, имеющей внешний диаметр 84 мм и длину 1,7 м, и это позволяло сократить размер слоистого изделия.
Затем в существующем крупном электролизере (электролизере, имеющем конструкцию, подобную показанной на Фигурах 93 и 94), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но катод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку, когда слоистое изделие в виде рулона заранее получают при эксплуатации электролизера.
[1552] [Пример 5–2]
(Пример применения слоистого изделия из анода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре анода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, аноды без какого-либо зазора размещали на стороне слоя сульфоновой кислоты ионообменной мембраны таким же образом, как в Примере 5–1, с образованием слоистого изделия из анодов и ионообменной мембраны. Когда аноды размещали на мембране в контакте с водным раствором бикарбоната натрия, обеспечивалось действие поверхностного натяжения, и аноды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Полученное слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона таким же образом, как в Примере 5–1. Рулон был в цилиндрической форме, имеющей внешний диаметр 86 мм и длину 1,7 м, и это позволяло сократить размер слоистого изделия.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 5–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но анод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку, когда слоистое изделие в виде рулона заранее получают при эксплуатации электролизера.
[1553] [Пример 5–3]
(Пример применения слоистого изделия из анода/катода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре анода и четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, катоды размещали на стороне слоя карбоновой кислоты, а аноды размещали на стороне слоя сульфоновой кислоты без какого-либо зазора таким же образом, как в Примере 5–1, с образованием слоистого изделия из катодов, анодов и ионообменной мембраны. Когда катоды и аноды размещали на мембране в контакте с водным раствором бикарбоната натрия, обеспечивалось действие поверхностного натяжения, и катоды и аноды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Полученное слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона таким же образом, как в Примере 5–1. Рулон был в цилиндрической форме, имеющей внешний диаметр 88 мм и длину 1,7 м, и это позволяло сократить размер слоистого изделия.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 5–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но анод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку, когда слоистое изделие в виде рулона заранее получают при эксплуатации электролизера.
[1554] [Пример 5–4]
(Пример применения катодов)
Заранее получали рулон следующим образом. Сначала в соответствии с упомянутым выше способом получали четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину. Четыре катода без какого-либо зазора размещали так, чтобы достигался размер 1,2 м в длину и 2,4 м в ширину. Соседние катоды соединяли друг с другом и закрепляли так, что катоды не разделялись, сшиванием PTFE–пряжей через отверстия в каждом катоде (не показаны), как показано на Фигуре 102. При этой операции давление не прилагалось, и температура составляла 23°С. Эти катоды наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона таким же образом, как в Примере 5–1. Рулон был в цилиндрической форме, имеющей внешний диаметр 78 мм и длину 1,7 м, и это позволяло сократить размер слоистого изделия.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 5–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанные катоды. В это время катоды поддерживали по существу вертикально относительно основания, но катоды не отделялись. Затем, после того, как катоды были вставлены между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Катоды можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление катодов может быть выполнено за несколько десятков минут на одну ячейку, когда рулон из катодов заранее получают при эксплуатации электролизера.
[1555] [Пример 5–5]
(Пример применения анодов)
Заранее получали рулон следующим образом. Сначала в соответствии с упомянутым выше способом получали четыре анода, имеющих размер 0,3 м в длину и 2,4 м в ширину. Четыре анода без какого-либо зазора размещали так, чтобы достигался размер 1,2 м в длину и 2,4 м в ширину. Соседние аноды соединяли друг с другом PTFE–пряжей и закрепляли так, что аноды не разделялись, таким же образом, как в Примере 5–1. При этой операции давление не прилагалось, и температура составляла 23°С. Эти аноды наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона таким же образом, как в Примере 5–1. Рулон был в цилиндрической форме, имеющей внешний диаметр 81 мм и длину 1,7 м, и это позволяло сократить размер слоистого изделия.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 5–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанные аноды. В это время катоды поддерживали по существу вертикально относительно основания, но аноды не отделялись. Затем, после того, как аноды были вставлены между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Аноды можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление анодов может быть выполнено за несколько десятков минут на одну ячейку, когда рулон из анодов заранее получают при эксплуатации электролизера.
[1556] [Сравнительный Пример 5–1]
(Стандартное обновление электрода)
В существующем крупном электролизере (электролизере, подобном электролизеру в Примере 5–1) смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого электролитические ячейки поднимали наружу из крупного электролизера с помощью подъемника. Удаленные электролитические ячейки перевозили на установку, где имелись условия для сварки.
После того, как закрепленный сваркой на ребре электролитической ячейки анод был отрезан, шлифовальным устройством и тому подобным удаляли заусенцы или тому подобное на участке, с которого был вырезан анод, чтобы сгладить участок. Катод извлекали удалением участка, закрепленного складыванием участка в токоотвод.
После этого новый анод размещали на ребре анодной камеры, и новый анод закрепляли в электролитической ячейке точечной сваркой. Подобным образом в случае катода, новый катод размещали на катодной стороне и закрепляли складыванием катода в токоотвод.
Обновленную электролитическую ячейку переносили на местоположение крупного электролизера, и электролитическую ячейку возвращали в электролизер с помощью подъемника.
Период времени, необходимый для высвобождения электролитической ячейки и ионообменной мембраны из закрепленного состояния до повторного закрепления электролитической ячейки, составлял один день или более.
[1557] <Проверка шестого варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно шестому варианту осуществления (в разделе <Проверка шестого варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие шестому варианту осуществления (в разделе <Проверка шестого варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), и оценены следующим методом. Подробности будут описаны со ссылкой на Фигуры 105 и 106, насколько это уместно.
[1558] В качестве мембраны использовали описанную ниже ионообменную мембрану b.
В качестве армирующих материалов сердцевины использовали монофиламенты с размером 90 денье, выполненные из политетрафторэтилена (PTFE) (далее называемые PTFE–пряжами). В качестве расходуемых пряжей использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). Сначала по каждому из TD– и MD–направлений выполняли полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно подвергали уплотнению под давлением валиком с получением тканого полотна, имеющего толщину 70 мкм.
Затем получали смолу А в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имела ионообменную емкость 0,85 мг⋅экв/г, и смолу В в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г.
С использованием этих смол А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку Х, в которой толщина слоя смолы А составляла 15 мкм и толщина слоя смолы В составляла 104 мкм.
Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу, получая композитную мембрану.
Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
Кроме того, 20% по массе оксида циркония, имеющего размер первичных частиц 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны А. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
[1559] В качестве электрода использовали описанные ниже катод и анод.
В качестве подложки электрода для катода в электролизе получали электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,95 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 44%.
Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 29 мкм. Толщина каталитического слоя, содержащего оксид рутения и оксид церия, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой.
[1560] В качестве подложки электрода для электролиза на аноде использовали титановое нетканое полотно, имеющее измеренную толщину 100 мкм, диаметр титанового волокна около 20 мкм, базовый вес 100 г/м2 и коэффициент открытой пористости 78%.
Покровную жидкость для применения в формировании катализатора электрода получали согласно следующей процедуре. Растворы хлорида рутения, имеющего концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), хлорида иридия, имеющего концентрацию иридия 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и тетрахлорида титана (фирмы Wako Pure Chemical Industries, Ltd.) смешивали так, что молярное соотношение элемента рутения, элемента иридия и элемента титана составляло 0,25:0,25:0,5. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для анода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). После того, как вышеуказанная покровная жидкость была нанесена на титановую пористую фольгу, проводили высушивание при 60°С в течение 10 минут и обжиг при 475°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига многократно выполняли, и затем проводили обжиг при 520°С в течение одного часа.
[1561] [Пример 6–1]
(Пример применения слоистого изделия из катода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану b, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану b погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, катоды без какого-либо зазора размещали на стороне слоя карбоновой кислоты ионообменной мембраны с образованием слоистого изделия из катодов и ионообменной мембраны b. Когда катоды размещали на мембране, в контакте с водным раствором бикарбоната натрия обеспечивалось действие поверхностного натяжения, и катоды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Полученное слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м с образованием рулона. Для расплавления ионообменной мембраны b требуется температура 200°С или более. В данном примере ионообменную мембрану не расплавляли во время объединения.
Затем в существующем крупном электролизере (электролизере, имеющем конструкцию, подобную показанной на Фигурах 105 и 106), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но катоды не отделялись. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку.
[1562] [Пример 6–2]
(Пример применения слоистого изделия из анода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану b, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре анода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану b погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, аноды без какого-либо зазора размещали на стороне слоя сульфоновой кислоты ионообменной мембраны с образованием слоистого изделия из анодов и ионообменной мембраны. Когда аноды размещали на мембране, в контакте с водным раствором бикарбоната натрия обеспечивалось действие поверхностного натяжения, и аноды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Это слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 6–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но анод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку.
[1563] [Пример 6–3]
(Пример применения слоистого изделия из анода/катода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану b, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре анода и четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану b погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, катоды размещали на стороне слоя карбоновой кислоты ионообменной мембраны, и аноды размещали на стороне слоя сульфоновой кислоты ионообменной мембраны, без какого-либо зазора с образованием слоистого изделия из катодов, анодов и ионообменной мембраны b. Когда катоды и аноды размещали на мембране, в контакте с водным раствором бикарбоната натрия обеспечивалось действие поверхностного натяжения, и катоды и аноды, и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Это слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 6–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но анод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку.
[1564] [Сравнительный Пример 6–1]
Слоистое изделие из мембраны и электрода получали термокомпрессией электрода на мембране, со ссылкой на Примеры в Японском выложенном патенте № 58–48686.
Никелевый просечно–вытяжной металлический лист, имеющий измеренную толщину 100 мкм и коэффициент открытой пористости 33%, использовали в качестве подложки электрода для электролиза на катоде для выполнения нанесения электродного покрытия таким же способом, как в Примере 6–1. Электрод имел размер 200 мм×200 мм, и число электродов составляло 72. После этого одну поверхность каждого электрода подвергали инактивирующей обработке согласно следующей процедуре. К одной поверхности электрода присоединяли полиимидную липкую ленту (фирмы Chukoh Chemical Industries, Ltd.). На другую поверхность наносили PTFE–дисперсию (фирмы Dupont–Mitsui Fluorochemicals Co., Ltd., 31–JR (торговое наименование)) и высушивали в муфельной печи при 120°С в течение 10 минут. Полиимидную ленту отделяли и проводили обжиговую обработку в муфельной печи, отрегулированной на температуру 380°С, в течение 10 минут. Эту операцию повторяли дважды для инактивации одной поверхности электрода.
Получали мембрану, сформированную из двух слоев перфторуглеродного полимера, концевой группой которого является «–COOCH3» (C–полимер), и перфторуглеродного полимера, концевой группой которого является «–SO2F» (S–полимер). Толщина слоя С–полимера составляла 3 мил (0,003 дюйма, 0,0762 мм), а толщина слоя S–полимера составляла 4 мил (0,004 дюйма, 0,01 мм). Эту двухслойную мембрану подвергали обработке омылением, вводя тем самым ионообменные группы на концы полимера гидролизом. Концевые группы С–полимера гидролизовывались с образованием карбоксильных групп, и концевые группы S–полимера гидролизовывались с образованием сульфогрупп. Ионообменная емкость с группами сульфоновой кислоты составляла 1,0 мг⋅экв/г, а ионообменная емкость с группами карбоновой кислоты составляла 0,9 мг⋅экв/г. Размер полученной ионообменной мембраны был подобен размеру в Примере 6–1.
Вышеуказанный электрод его инактивированной поверхностью размещали напротив поверхности, имеющей карбоксильные группы как ионообменные группы, и термически спрессовали (термокомпрессией) с нею, объединяя ионообменную мембрану и электроды. То есть при температуре, при которой ионообменная мембрана расплавляется, 72 электрода с площадью 200 м2 объединяли с одной ионообменной мембраной, имеющей размер 1500 мм в длину и и 2500 мм в ширину. Одна поверхность каждого электрода была открытой даже после термокомпрессии, и электроды не распространялись на часть мембраны.
Для крупного размера 1500 мм×2500 мм потребовался период времени в течение одного дня или более для процесса объединения ионообменной мембраны и электродов путем термокомпрессии. То есть был сделан вывод, что в Сравнительном Примере 6–1 был необходимым более длительный период времени для обновления электрода и замены мембраны, чем в Примерах.
[1565] <Проверка седьмого варианта осуществления>
Как будет описано ниже, представлены Экспериментальные Примеры согласно седьмому варианту осуществления (в разделе <Проверка седьмого варианта осуществления> ниже просто называемые «Примерами») и Экспериментальные Примеры, не соответствующие седьмому варианту осуществления (в разделе <Проверка седьмого варианта осуществления>, ниже просто называемые «Сравнительными Примерами»), и оценены следующим методом. Подробности будут описаны со ссылкой на Фигуры 114 и 115, насколько это уместно.
[1566] В качестве мембраны использовали описанную ниже ионообменную мембрану.
В качестве армирующих материалов сердцевины использовали монофиламенты с размером 90 денье, выполненные из политетрафторэтилена (PTFE) (далее называемые PTFE–пряжами). В качестве расходуемых пряжей использовали пряжи, полученные скручиванием 200 раз/метр шести филаментов с размером 35 денье из полиэтилентерефталата (PET) (далее называемые PET–пряжами). Сначала по каждому из TD– и MD–направлений выполняли полотняное плетение PTFE–пряжей и расходуемых пряжей с 24 PTFE–пряжами/дюйм так, что между соседними PTFE–пряжами размещались по две расходуемых пряжи, с получением тканого полотна. Полученное тканое полотно подвергали уплотнению под давлением валиком с получением тканого полотна, имеющего толщину 70 мкм.
Затем получали смолу А в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имела ионообменную емкость 0,85 мг⋅экв/г, и смолу В в виде сухой смолы, которая представляла собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имела ионообменную емкость 1,03 мг⋅экв/г.
С использованием этих смол А и В, способом соэкструзии с плоскощелевой фильерой получали двухслойную пленку Х, в которой толщина слоя смолы А составляла 15 мкм и толщина слоя смолы В составляла 104 мкм.
Затем прокладочную бумагу (имеющую тиснения с конической формой высотой 50 мкм), армирующий материал и пленку Х наслаивали в этом порядке на горячей плите, имеющей внутри источник тепла и источник вакуума и имеющей микропоры на своей поверхности, нагревали и создавали пониженное давление в условиях температуры поверхности горячей плиты 223°С и величины пониженного давления 0,067 МПа в течение 2 минут, и затем удаляли прокладочную бумагу, получая композитную мембрану.
Полученную композитную мембрану погружали в нагретый до 80°С водный раствор, содержащий 30% по массе диметилсульфоксида (DMSO) и 15% по массе гидроксида калия (KOH), в течение 20 минут для омыления. Затем композитную мембрану погружали в нагретый до 50°С водный 0,5 н. раствор гидроксида натрия (NaOH) в течение одного часа для замещения противоиона ионообменной группы на Na, и затем промывали водой. Затем мембрану высушивали при температуре 60°С.
Кроме того, 20% по массе оксида циркония, имеющего размер первичных частиц 1 мкм, добавляли к этанольному раствору с концентрацией 5% по массе смолы В в качестве смолы кислотного типа и диспергировали для получения суспензии, и суспензию наносили набрызгиванием на обе поверхности вышеуказанной композитной мембраны способом набрызгивания суспензии с образованием покрытий из оксида циркония на поверхностях композитной мембраны для получения ионообменной мембраны А. Плотность покрытия из оксида циркония, измеренная методом рентгенофлуоресцентного анализа, составляла 0,5 мг/см2. Средний размер частиц измеряли анализатором размера частиц (производства фирмы SHIMADZU CORPORATION, «SALD(R) 2200»).
[1567] В качестве электрода использовали описанные ниже катод и анод.
В качестве подложки электрода для катода в электролизе получали электролитическую никелевую фольгу, имеющую измеренную толщину 22 мкм. Одна поверхность этой никелевой фольги была подвергнута обработке для обеспечения шероховатости посредством нанесения электролитического покрытия из никеля. Среднее арифметическое Ra шероховатости шероховатой поверхности составляло 0,95 мкм. Измерение поверхностной шероховатости выполняли в таких же условиях, как в случае измерения поверхностной шероховатости никелевой пластины, подвергнутой струйной обработке.
Пористую фольгу формировали перфорированием этой никелевой фольги с образованием круглых отверстий путем штампования. Коэффициент открытой пористости составлял 44%.
Покровную жидкость для применения в формировании электродного катализатора получали согласно следующей процедуре. Растворы нитрата рутения, имеющего концентрацию рутения 100 г/л (фирмы FURUYA METAL Co., Ltd.), и нитрата церия (фирмы KISHIDA CHEMICAL Co., Ltd.) смешивали так, что молярное отношение между элементом рутением и элементом церием составляло 1:0,25. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для катода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). Затем, после высушивания при 50°С в течение 10 минут, проводили предварительный обжиг при 150°С в течение 3 минут и обжиг при 350°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига повторяли, пока не была достигнута предварительно заданная величина покрытия. Толщина полученного электрода составляла 29 мкм. Толщина каталитического слоя, содержащего оксид рутения и оксид церия, которая была определена вычитанием толщины подложки электрода для электролиза из толщины электрода, составляла 7 мкм. Покрытие было сформировано также на поверхности, которая не была сделана шероховатой.
[1568] В качестве подложки электрода для электролиза на аноде использовали титановое нетканое полотно, имеющее измеренную толщину 100 мкм, диаметр титанового волокна около 20 мкм, базовый вес 100 г/м2 и коэффициент открытой пористости 78%.
Покровную жидкость для применения в формировании катализатора электрода получали согласно следующей процедуре. Растворы хлорида рутения, имеющего концентрацию рутения 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), хлорида иридия, имеющего концентрацию иридия 100 г/л (фирмы Tanaka Kikinzoku Kogyo K.K.), и тетрахлорида титана (фирмы Wako Pure Chemical Industries, Ltd.) смешивали так, что молярное соотношение элемента рутения, элемента иридия и элемента титана составляло 0,25:0,25:0,5. Этот смешанный раствор тщательно перемешивали и использовали в качестве покровной жидкости для анода.
Ванну, содержащую вышеуказанную покровную жидкость, размещали в самом нижнем положении устройства для нанесения покрытия валиком. Ванну размещали так, что валик для нанесения покрытия, полученный наматыванием губчатой резины, образованной из этилен–пропилен–диенового каучука (EPDM) закрытоячеистого типа (фирмы INOAC CORPORATION, E–4088, толщина 10 мм), вокруг поливинилхлоридного (ПВХ) цилиндра, был всегда в контакте с покровной жидкостью. Валик для нанесения покрытия, вокруг которого был намотан такой же EPDM, размещали на её верхней части и над ним дополнительно размещали ПВХ–валик. Покровную жидкость наносили таким образом, что подложку электрода пропускали между вторым валиком для нанесения покрытия и ПВХ–валиком в самом верхнем положении (способ нанесения покрытия валиком). После того, как вышеуказанная покровная жидкость была нанесена на титановую пористую фольгу, проводили высушивание при 60°С в течение 10 минут и обжиг при 475°С в течение 10 минут. Серию этих операций нанесения покрытия, высушивания, предварительного обжига и обжига многократно выполняли, и затем проводили обжиг при 520°С в течение одного часа.
[1569] [Пример 7–1]
(Пример применения слоистого изделия из катода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, катоды без какого-либо зазора размещали на стороне слоя карбоновой кислоты ионообменной мембраны с образованием слоистого изделия из катодов и ионообменной мембраны. Когда катоды размещали на мембране в контакте с водным раствором бикарбоната натрия, обеспечивалось действие поверхностного натяжения, и катоды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Этот слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м с образованием рулона.
Затем в существующем крупном электролизере (электролизере, имеющем конструкцию, подобную показанной на Фигурах 114 и 115), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но катод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку, когда заранее сформирован рулон из слоистого изделия, во время эксплуатации электролизера.
[1570] [Пример 7–2]
(Пример применения слоистого изделия из анода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре анода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, аноды без какого-либо зазора размещали на стороне слоя сульфоновой кислоты ионообменной мембраны с образованием слоистого изделия из анодов и ионообменной мембраны. Когда аноды размещали на мембране в контакте с водным раствором бикарбоната натрия, обеспечивалось действие поверхностного натяжения, и аноды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Это слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 7–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но анод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку, когда заранее сформирован рулон из слоистого изделия, во время эксплуатации электролизера.
[1571] [Пример 7–3]
(Пример применения слоистого изделия из анода/катода и мембраны)
Заранее получали рулон следующим образом. Сначала получали ионообменную мембрану, имеющую размер 1,5 м в длину и 2,5 м в ширину в соответствии с упомянутым выше способом. Кроме того, в соответствии с упомянутым выше способом получали четыре анода и четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину.
После того, как ионообменную мембрану погружали в 2%–ный раствор бикарбоната натрия в течение целого дня и ночи, катоды размещали на стороне слоя карбоновой кислоты ионообменной мембраны, а аноды размещали на стороне слоя сульфоновой кислоты ионообменной мембраны, без какого-либо зазора с образованием слоистого изделия из катодов, анодов и ионообменной мембраны. Когда катоды и аноды размещали на мембране в контакте с водным раствором бикарбоната натрия, обеспечивалось действие поверхностного натяжения, и катоды и аноды и мембрана объединялись, как если бы они были склеены друг с другом. Для этого объединения не прилагалось никакого давления. Температура при объединении составляла 23°С. Это слоистое изделие наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 7–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанное слоистое изделие. В это время слоистое изделие поддерживали по существу вертикально относительно основания, но анод не отделялся. Затем, после того, как слоистое изделие было вставлено между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Электрод и мембрану можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление электрода и замена мембраны могут быть выполнены за несколько десятков минут на одну ячейку, когда заранее сформирован рулон из слоистого изделия, во время эксплуатации электролизера.
[1572] [Пример 7–4]
(Пример применения катодов)
Заранее получали рулон следующим образом. Сначала в соответствии с упомянутым выше способом получали четыре катода, имеющих размер 0,3 м в длину и 2,4 м в ширину. Четыре катода без какого-либо зазора размещали так, чтобы достигался размер 1,2 м в длину и 2,4 м в ширину. Соседние катоды соединяли друг с другом PTFE–пряжей и закрепляли так, что катоды не разделялись. При этой операции давление не прилагалось, и температура составляла 23°С. Эти катоды наматывали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 7–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанные катоды. В это время катоды поддерживали по существу вертикально относительно основания, но катоды не отделялись. Затем, после того, как катоды были вставлены между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Катоды можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление катодов может быть выполнено за несколько десятков минут на одну ячейку, когда рулон из катодов заранее получают при эксплуатации электролизера.
[1573] [Пример 7–5]
(Пример применения анодов)
Заранее получали рулон следующим образом. Сначала в соответствии с упомянутым выше способом получали четыре анода, имеющих размер 0,3 м в длину и 2,4 м в ширину. Четыре анода без какого-либо зазора размещали так, чтобы достигался размер 1,2 м в длину и 2,4 м в ширину. Соседние аноды соединяли друг с другом PTFE–нитью и закрепляли так, что аноды не разделялись. При этой операции давление не прилагалось, и температура составляла 23°С. Эти аноды намотали вокруг поливинилхлоридной (ПВХ) трубы, имеющей внешний диаметр 76 мм и длину 1,7 м, с образованием рулона.
Затем в существующем крупном электролизере (электролизере, подобном электролизеру в Примере 7–1), смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого рулон переносили на крупный электролизер. На крупном электролизере, в то время как ПВХ–трубу устанавливали вертикально, начинали размотку из намотанного состояния, чтобы вытянуть намотанные аноды. В это время катоды поддерживали по существу вертикально относительно основания, но аноды не отделялись. Затем, после того, как аноды были вставлены между электролитическими ячейками, электролитические ячейки сдвигали для прокладки слоистого изделия между ними.
Аноды можно было заменить более простым путем, чем в стандартных условиях. Был сделан вывод, что обновление анодов может быть выполнено за несколько десятков минут на одну ячейку, когда рулон из анодов заранее получают при эксплуатации электролизера.
[1574] [Сравнительный Пример 7–1]
(Стандартное обновление электрода)
В существующем крупном электролизере (электролизере, подобном электролизеру в Примере 7–1) смежные электролитические ячейки и ионообменную мембрану высвобождали из закрепленного состояния с помощью прижимающего устройства, и существующую мембрану удаляли с образованием зазора между электролитическими ячейками. После этого электролитические ячейки поднимали наружу из крупного электролизера с помощью подъемника. Удаленные электролитические ячейки перевозили на установку, где имелись условия для сварки.
После того, как закрепленный сваркой на ребре электролитической ячейки анод был отрезан, шлифовальным устройством и тому подобным удаляли заусенцы или тому подобное на участке, с которого был вырезан анод, чтобы сгладить участок. Катод извлекали удалением участка, закрепленного складыванием участка в токоотвод.
После этого новый анод размещали на ребре анодной камеры, и новый анод закрепляли в электролитической ячейке точечной сваркой. Подобным образом в случае катода, новый катод размещали на катодной стороне и закрепляли складыванием катода в токоотвод.
Обновленную электролитическую ячейку переносили на местоположение крупного электролизера, и электролитическую ячейку возвращали в электролизер с помощью подъемника.
Период времени, необходимый для высвобождения электролитической ячейки и ионообменной мембраны из закрепленного состояния до повторного закрепления электролитической ячейки, составлял один день или более.
[1575] Настоящая заявка основывается на японских патентных заявках, поданных 22 марта 2017 года (японские патентные заявки № 2017–056524 и № 2017–056525), и японских патентных заявках, поданных 20 марта 2018 года (японские патентные заявки № 2018–053217, № 2018–053146, № 2018–053144, № 2018–053231, № 2018–053145, № 2018–053149, и № 2018–053139), содержание которых включено сюда посредством ссылки.
Список ссылочных обозначений
[1576]
<Фигуры для первого варианта осуществления>
Список ссылочных обозначений для Фигуры 1
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
Список ссылочных обозначений для Фигур 2–4
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие
Список ссылочных обозначений для Фигур 5–9
1 электролитическая ячейка
2 ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
Список ссылочных обозначений для Фигуры 10
1 зажимное приспособление (SUS)
2 электрод
3 мембрана
4 никелевая пластина (подвергнутая струйной обработке оксидом алюминия с номером зернистости (размером зерна) 320)
100 передняя поверхность
200 боковая поверхность
Список ссылочных обозначений для Фигур 11–13
1 мембрана
2a полиэтиленовая труба, имеющая внешний диаметр 280 мм
2b полиэтиленовая труба, имеющая внешний диаметр 145 мм
3 участок отслоения
4 участок плотного контакта
5 электрод
Список ссылочных обозначений для Фигуры 14
1 поливинилхлоридная (ПВХ) труба
2 ионообменная мембрана
3 электрод
4 поверочная плита
Список ссылочных обозначений для Фигуры 15
1 поверочная плита
2 деформированный электрод
10 зажим для крепления электрода
20 направление, в котором прилагается сила
Список ссылочных обозначений для Фигур 16–21
1 никелевая проволока длиной 110 мм
2 никелевая проволока длиной 950 мм
3 рама
[1577]
<Фигуры для второго варианта осуществления>
Список ссылочных обозначений для Фигуры 22
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
[1578]
Список ссылочных обозначений для Фигур 23–25
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие
[1579]
Список ссылочных обозначений для Фигур 26–30
1 электролитическая ячейка
2 ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
[1580]
Список ссылочных обозначений для Фигуры 31
1 зажимное приспособление (SUS)
2 электрод
3 мембрана
4 никелевая пластина (подвергнутая струйной обработке оксидом алюминия с номером зернистости 320)
100 передняя поверхность
200 боковая поверхность
[1581]
Список ссылочных обозначений для Фигур 32–34
1 мембрана
2a полиэтиленовая труба, имеющая внешний диаметр 280 мм
2b полиэтиленовая труба, имеющая внешний диаметр 145 мм
3 участок отслоения
4 участок плотного контакта
5 электрод
[1582]
Список ссылочных обозначений для Фигуры 35
1 поливинилхлоридная (ПВХ) труба
2 ионообменная мембрана
3 электрод
4 поверочная плита
[1583]
Список ссылочных обозначений для Фигуры 36
1 поверочная плита
2 деформированный электрод
10 зажим для крепления электрода
20 направление, в котором прилагается сила
[1584]
Список ссылочных обозначений для Фигур 37–42
1 никелевая проволока длиной 110 мм
2 никелевая проволока длиной 950 мм
3 рама
[1585]
<Фигуры для третьего варианта осуществления>
Список ссылочных обозначений для Фигуры 43
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
[1586]
Список ссылочных обозначений для Фигур 44–46
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие 504
[1587]
Список ссылочных обозначений для Фигур 47–51
1 слоистое изделие
2 электрод для электролиза
2a внутренняя поверхность электрода для электролиза
2b наружная поверхность электрода для электролиза
3 мембрана
3a внутренняя поверхность мембраны
3b наружная поверхность мембраны
7 крепежный элемент
[1588]
Список ссылочных обозначений для Фигур 52–56
1 электролитическая ячейка
2 ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
[1589]
<Фигуры для четвертого варианта осуществления>
Список ссылочных обозначений для Фигур 63–67
1 электролитическая ячейка
2 ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
[1590]
Список ссылочных обозначений для Фигуры 68
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
[1591]
Список ссылочных обозначений для Фигур 69–71
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие
[1592]
Список ссылочных обозначений для Фигур 72–78
1 слоистое изделие
2 электрод для электролиза
2a внутренняя поверхность электрода для электролиза
2b наружная поверхность электрода для электролиза
3 мембрана
3a внутренняя поверхность мембраны
3b наружная поверхность мембраны
7 крепежный элемент
A уплотнение
B мембрана
C электрод для электролиза
A1 самый внешний периметр уплотнения
B1 самый внешний периметр мембраны
C1 самый внешний периметр электрода для электролиза
[1593]
Список ссылочных обозначений для Фигуры 79
1 зажимное приспособление (SUS)
2 электрод
3 мембрана
4 никелевая пластина (подвергнутая струйной обработке оксидом алюминия с номером зернистости 320)
100 передняя поверхность
200 боковая поверхность
[1594]
Список ссылочных обозначений для Фигур 80–82
1 мембрана
2a полиэтиленовая труба, имеющая внешний диаметр 280 мм
2b полиэтиленовая труба, имеющая внешний диаметр 145 мм
3 участок отслоения
4 участок плотного контакта
5 электрод
[1595]
Список ссылочных обозначений для Фигуры 84
1 поверочная плита
2 деформированный электрод
10 зажим для крепления электрода
20 направление, в котором прилагается сила
[1596]
Список ссылочных обозначений для Фигур 85–90
1 никелевая проволока длиной 110 мм
2 никелевая проволока длиной 950 мм
3 рама
[1597]
<Фигуры для пятого варианта осуществления>
Список ссылочных обозначений для Фигур 91–95
1 электролитическая ячейка
2 ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
[1598]
Список ссылочных обозначений для Фигуры 96
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
[1599]
Список ссылочных обозначений для Фигур 97–99
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие
[1600]
<Фигуры для шестого варианта осуществления>
Список ссылочных обозначений для Фигур 103–107
1 электролитическая ячейка
2 ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
[1601]
Список ссылочных обозначений для Фигуры 108
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
[1602]
Список ссылочных обозначений для Фигур 109–111
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие
[1603]
<Фигуры для седьмого варианта осуществления>
Список ссылочных обозначений для Фигур 112–118
1 электролитическая ячейка
2 ионообменная мембрана
2a новая ионообменная мембрана
4 электролизер
5 прижимающее устройство
6 катодный вывод
7 анодный вывод
8 рама электролизера
9 слоистое изделие
10 анодная камера
11 анод
12 анодное уплотнение
13 катодное уплотнение
18 поглотитель обратного тока
18a подложка
18b поглощающий обратный ток слой
19 днище анодной камеры
20 катодная камера
21 катод
22 металлическое упругое тело
23 токоотвод
24 держатель
30 разделительная перегородка
40 катодная конструкция для электролиза
100 электрод для электролиза
[1604]
Список ссылочных обозначений для Фигуры 119
10 подложка электрода для электролиза
20 первый слой
30 второй слой
100 электрод для электролиза
[1605]
Список ссылочных обозначений для Фигур 120–122
1 ионообменная мембрана
2 слой карбоновой кислоты
3 слой сульфоновой кислоты
4 армирующий материал сердцевины
10 тело мембраны
11a, 11b слой покрытия
21, 22 армирующий материал сердцевины
100 электролизер
200 анод
300 катод
52 армирующая пряжа
504a расходуемая пряжа
504 сквозное отверстие
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗА, СЛОИСТОЕ ИЗДЕЛИЕ, ОБМОТКА, ЭЛЕКТРОЛИЗЕР, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛИЗЕРА, СПОСОБ ОБНОВЛЕНИЯ ЭЛЕКТРОДА, СПОСОБ ОБНОВЛЕНИЯ СЛОИСТОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ | 2018 |
|
RU2744881C2 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗА | 2017 |
|
RU2720309C1 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА И ЭЛЕКТРОЛИЗЕР | 1992 |
|
RU2086710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННО-ЭЛЕКТРОДНОГО БЛОКА С ПОРИСТЫМ КАТОДОМ | 1987 |
|
RU2015207C1 |
| ИОНООБМЕННАЯ МЕМБРАНА И ЭЛЕКТРОЛИЗЕР | 2017 |
|
RU2723552C1 |
| КАТОД ДЛЯ ЭЛЕКТРОЛИЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, И ЭЛЕКТРОЛИТИЧЕСКАЯ ЯЧЕЙКА ДЛЯ ЭЛЕКТРОЛИЗА | 2015 |
|
RU2660362C1 |
| ЭЛЕКТРОДНЫЙ УЗЕЛ И ЭЛЕКТРОЛИЗЕР | 2021 |
|
RU2830159C1 |
| Способ получения хлора и гидроокиси натрия | 1978 |
|
SU1584752A3 |
| ЭЛЕКТРОЛИЗНАЯ ЯЧЕЙКА И ЭЛЕКТРОЛИЗЕР | 2013 |
|
RU2575343C1 |
| ЭЛЕКТРОД ДЛЯ ПРИМЕНЕНИЯ ПРИ ПОЛУЧЕНИИ ВОДОРОДА (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2268324C2 |
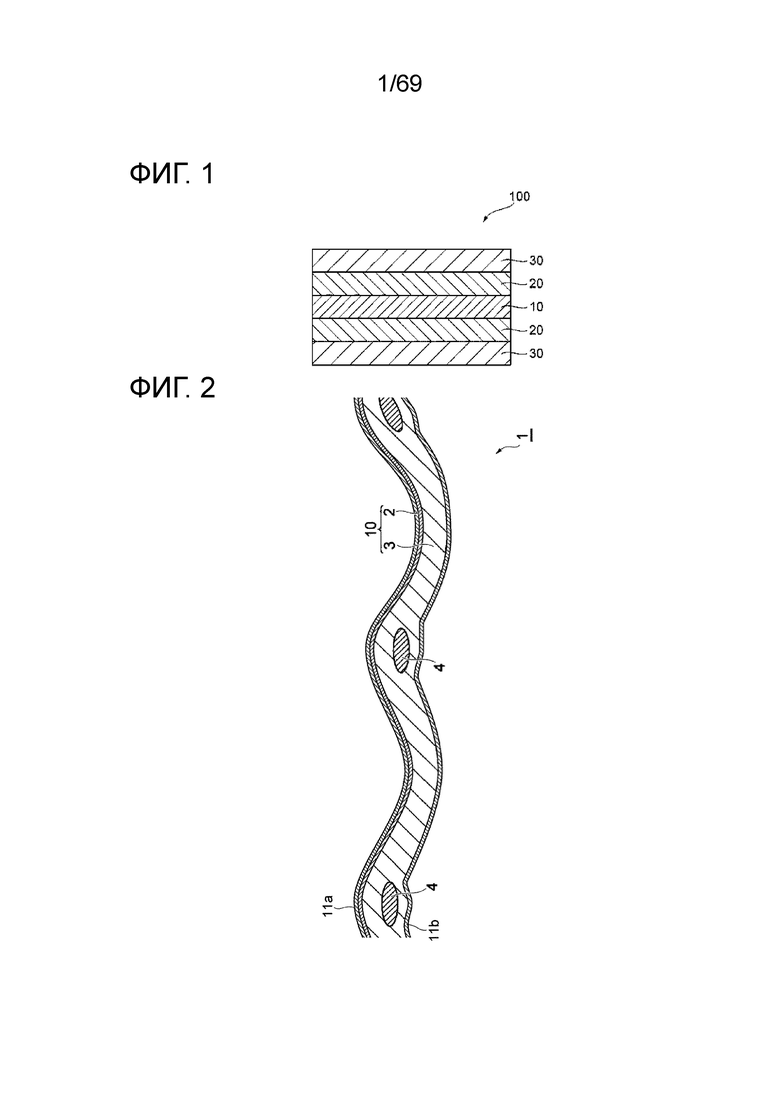
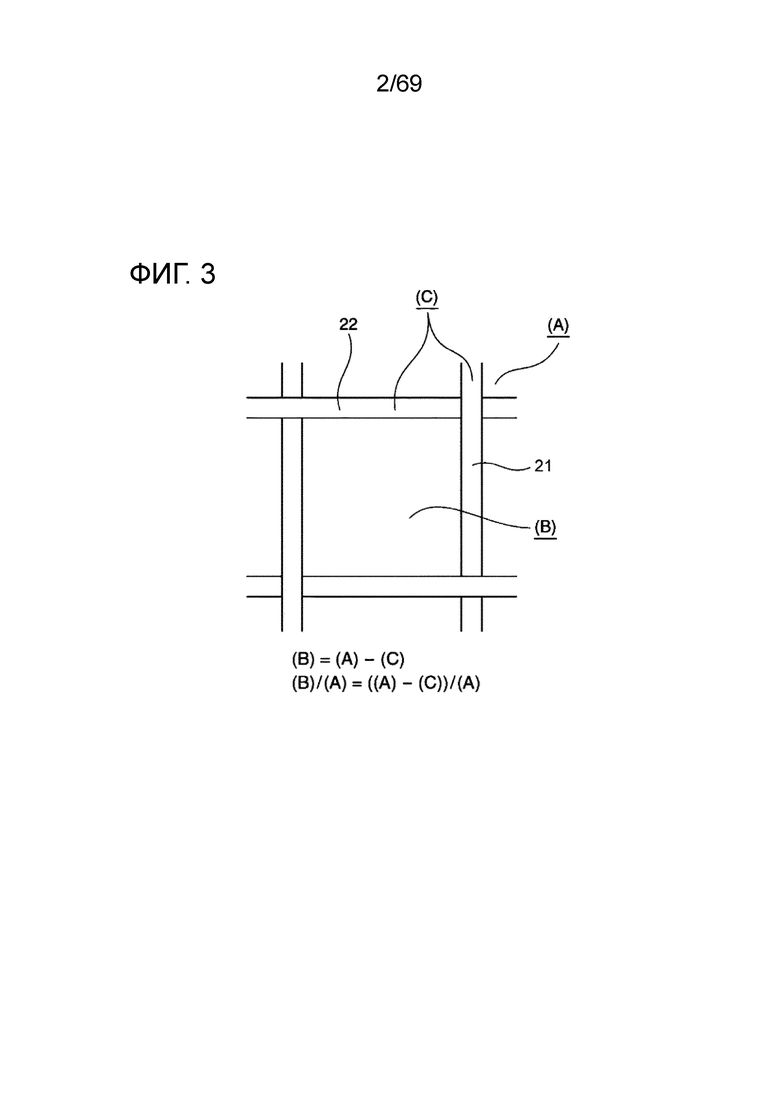
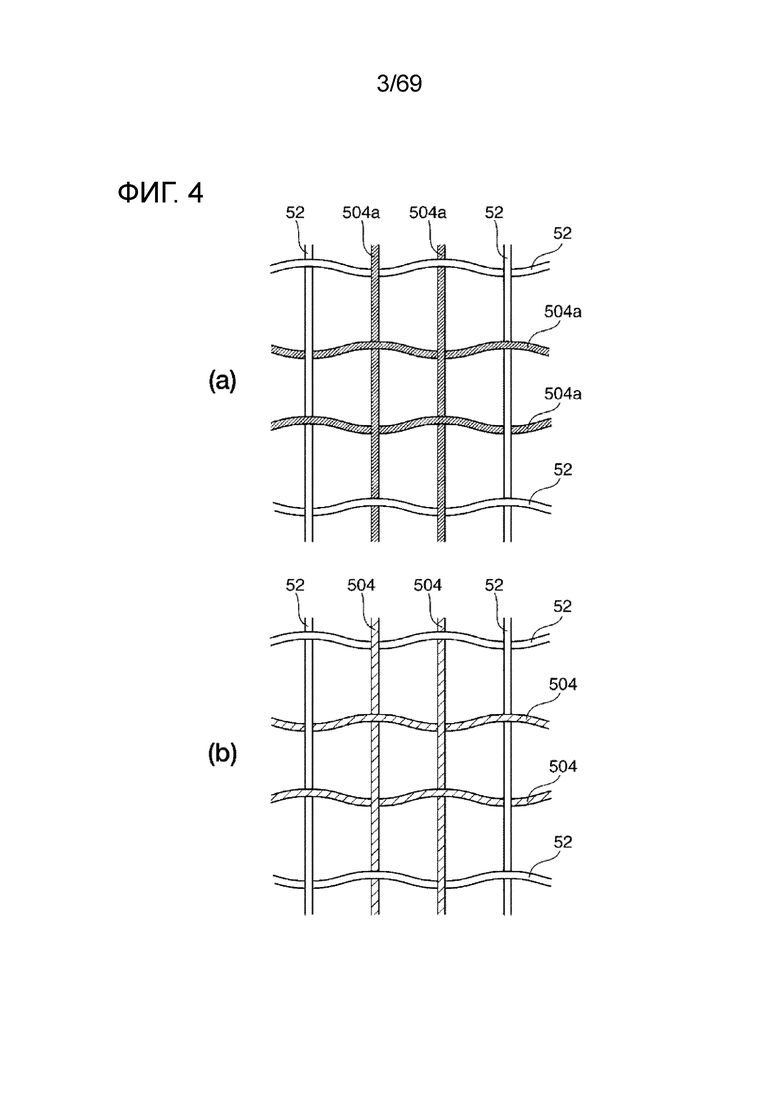
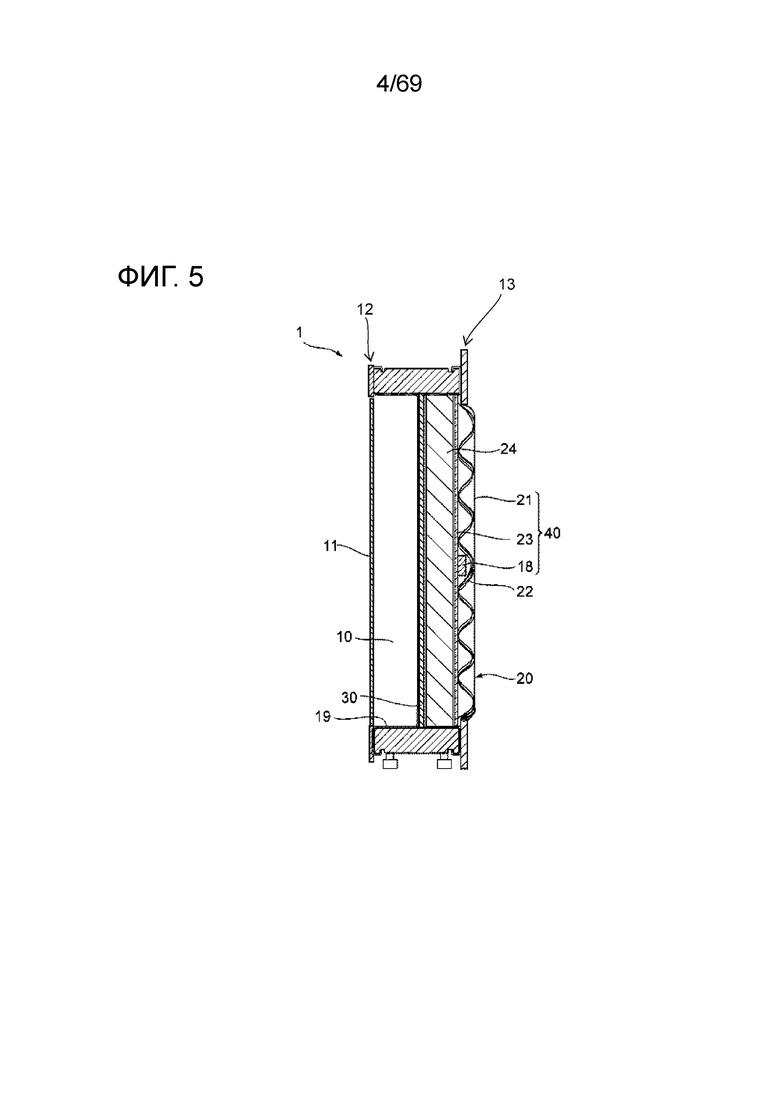
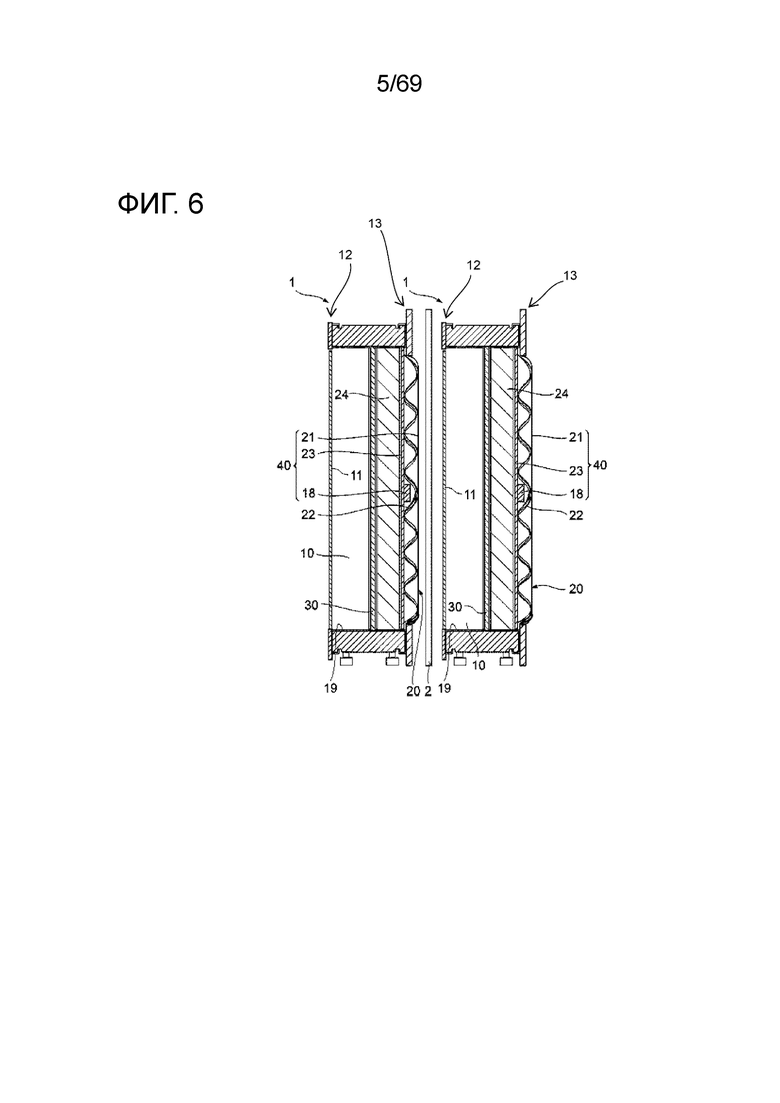
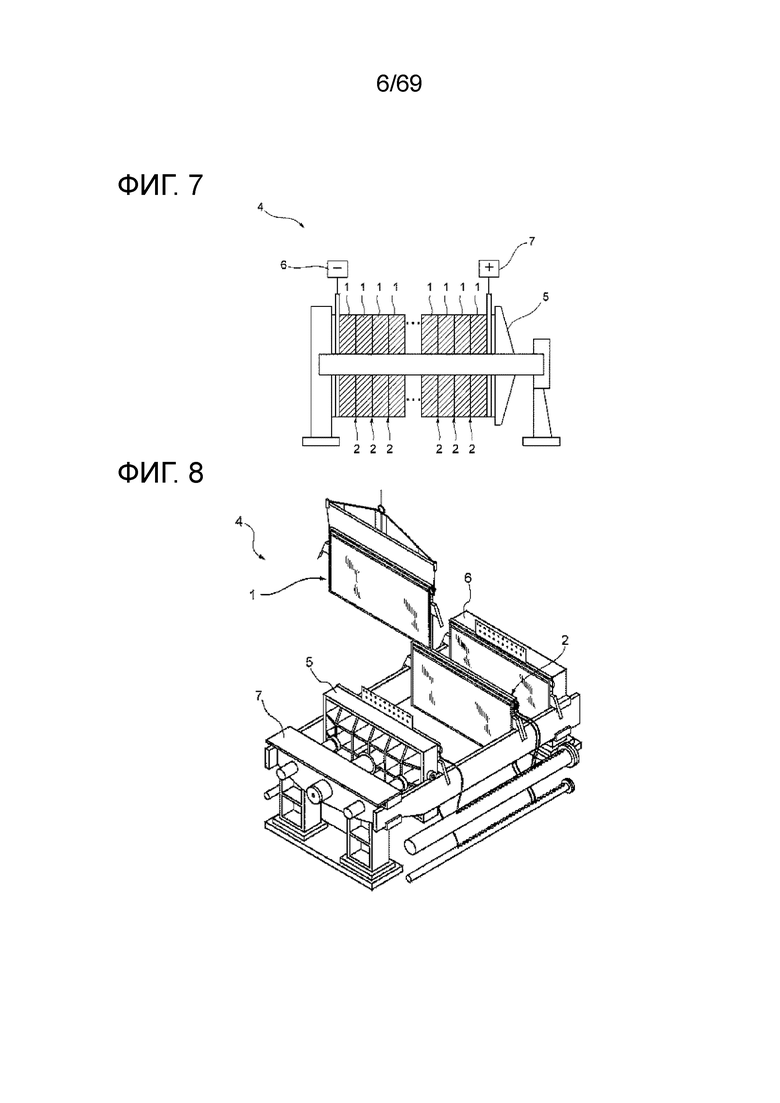
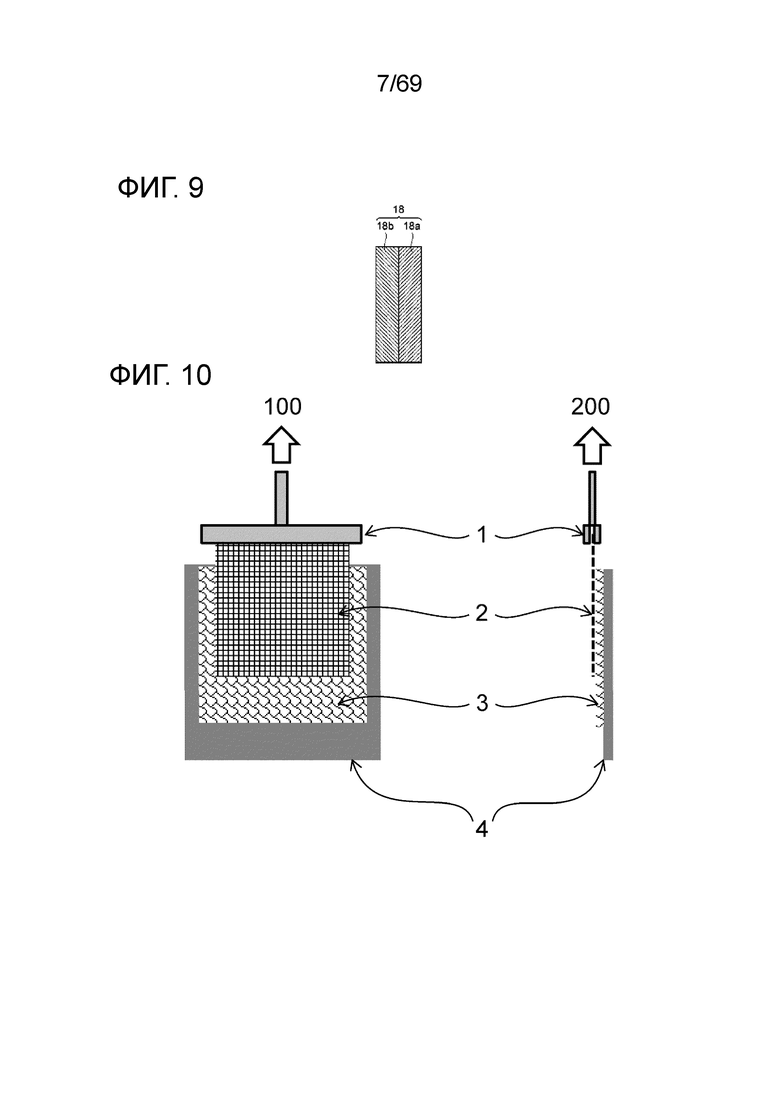
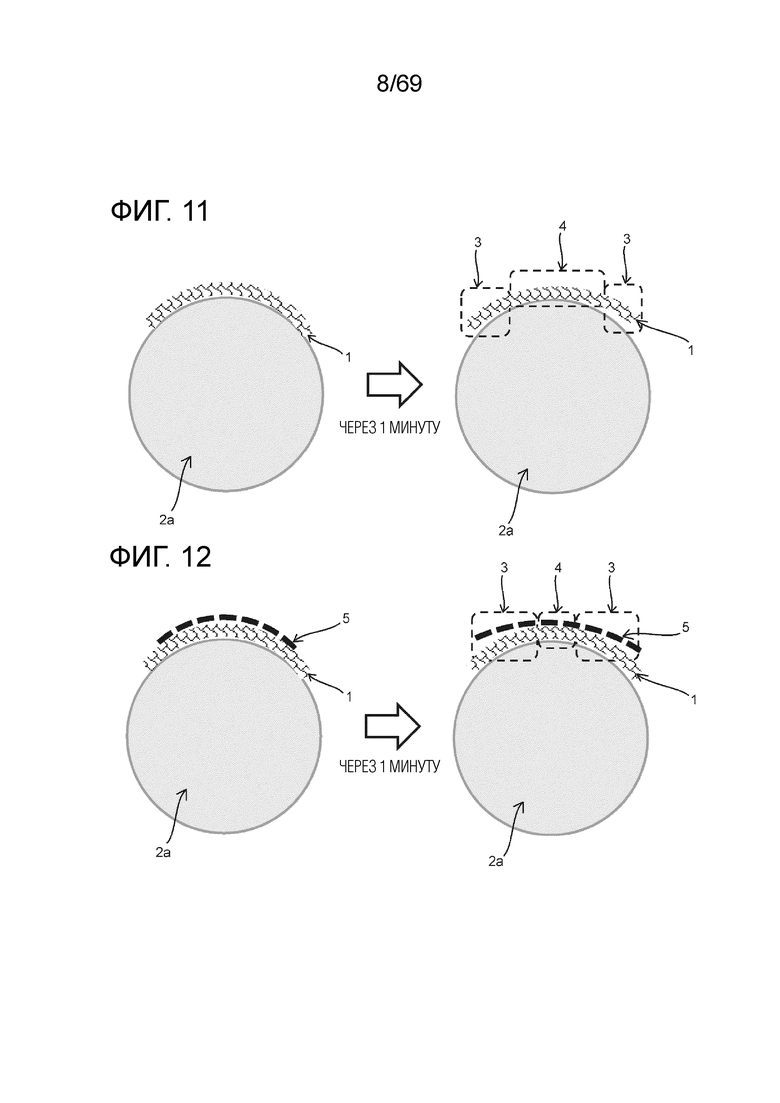
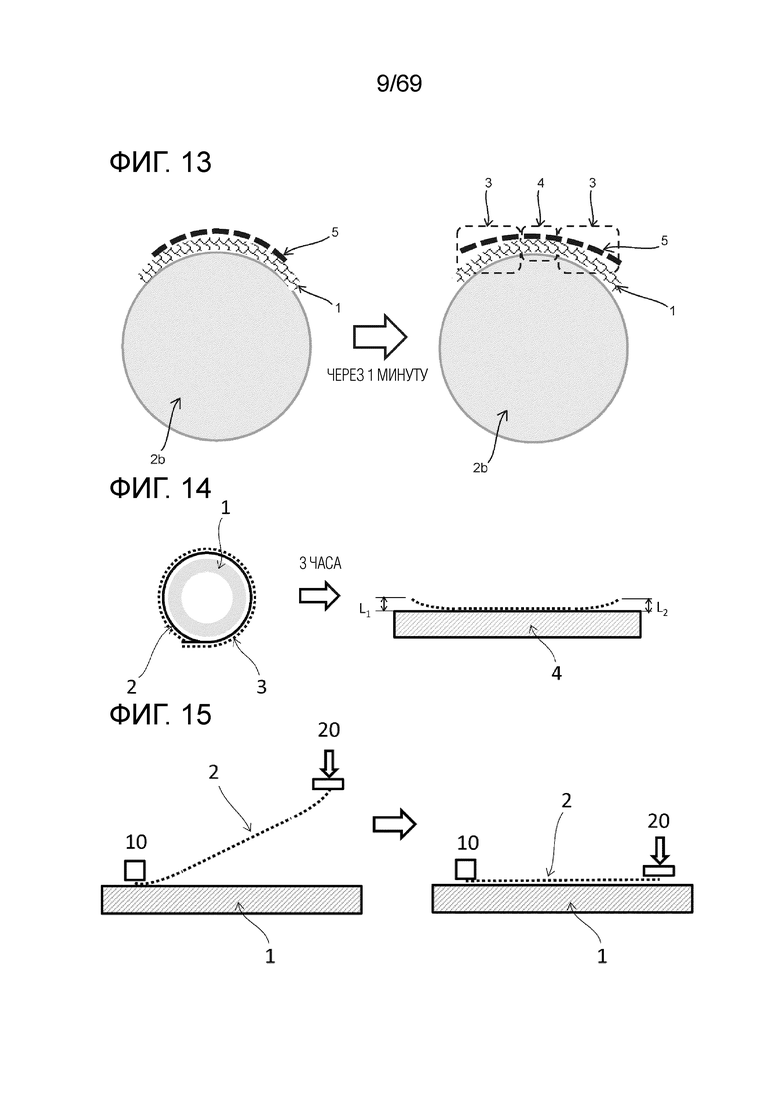
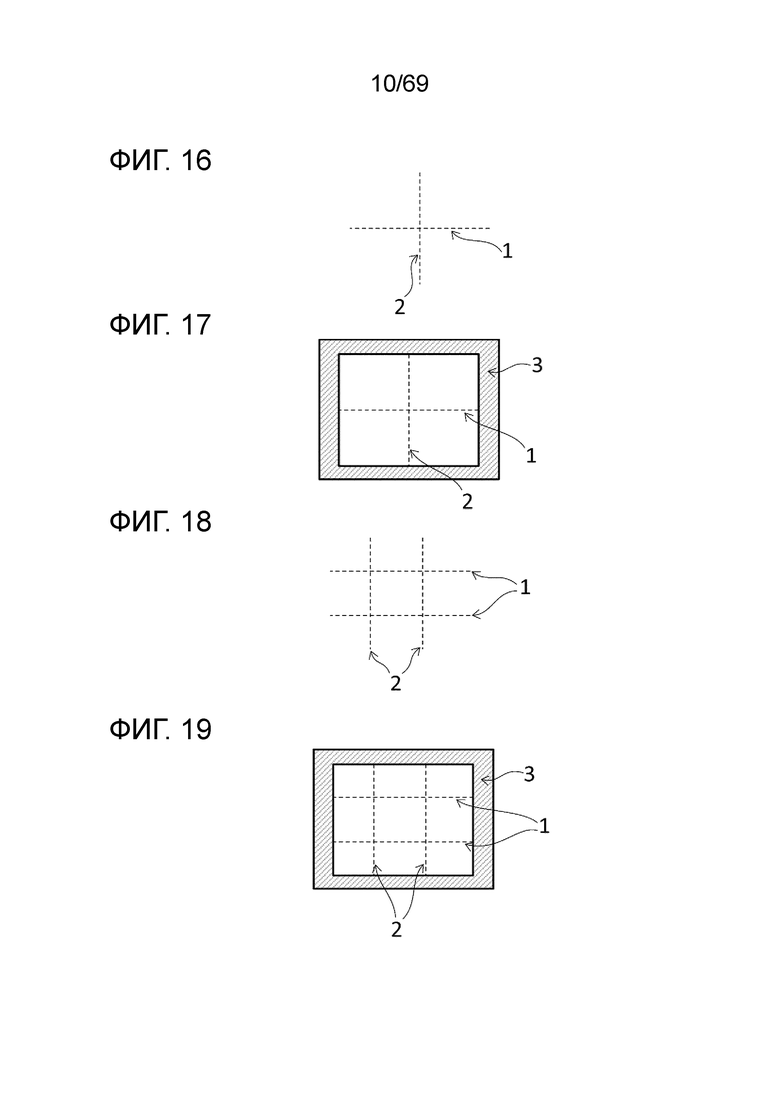
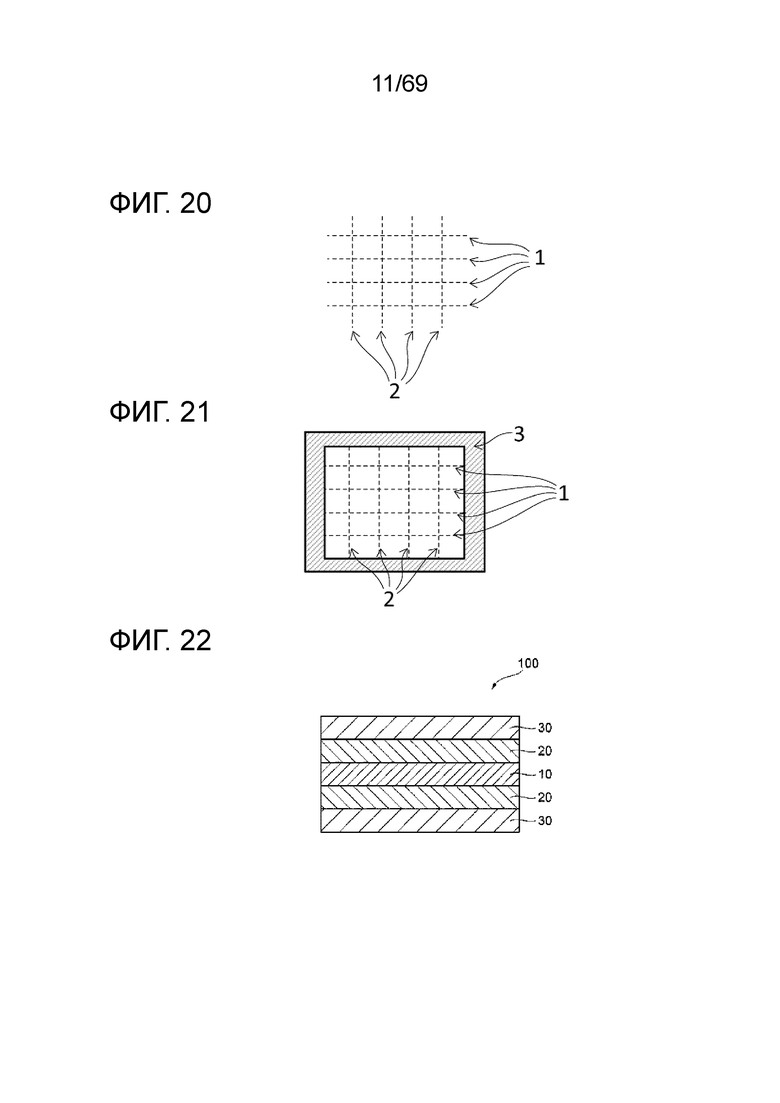
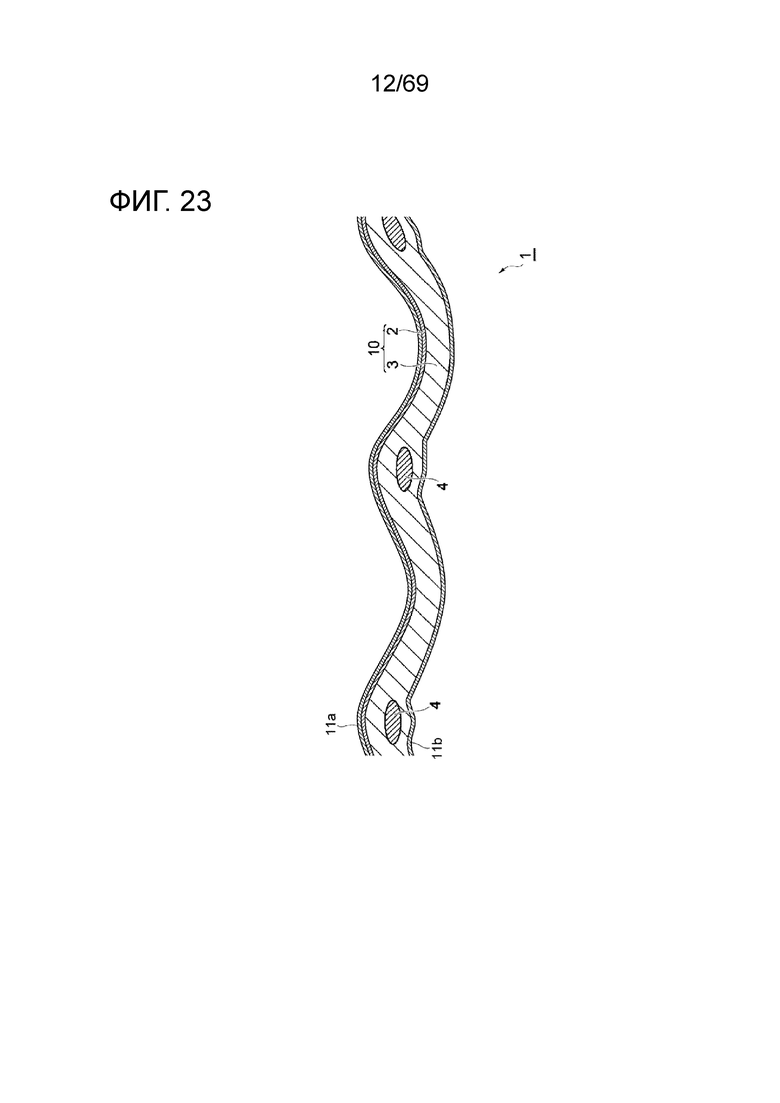
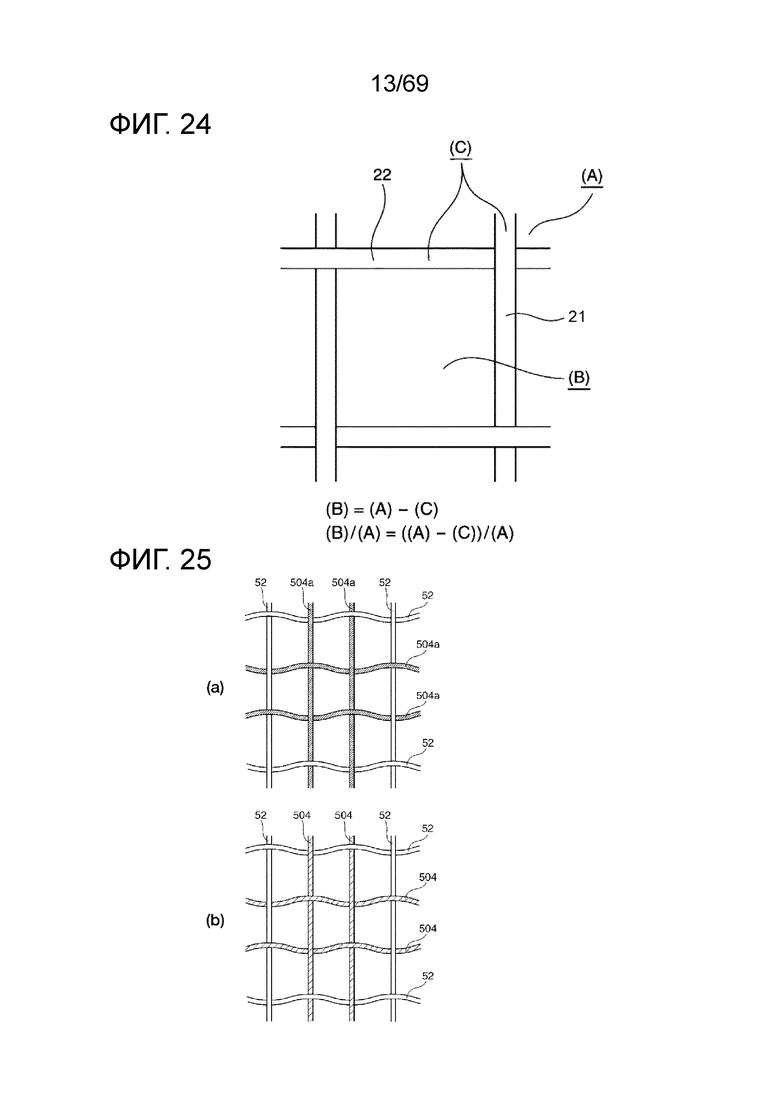
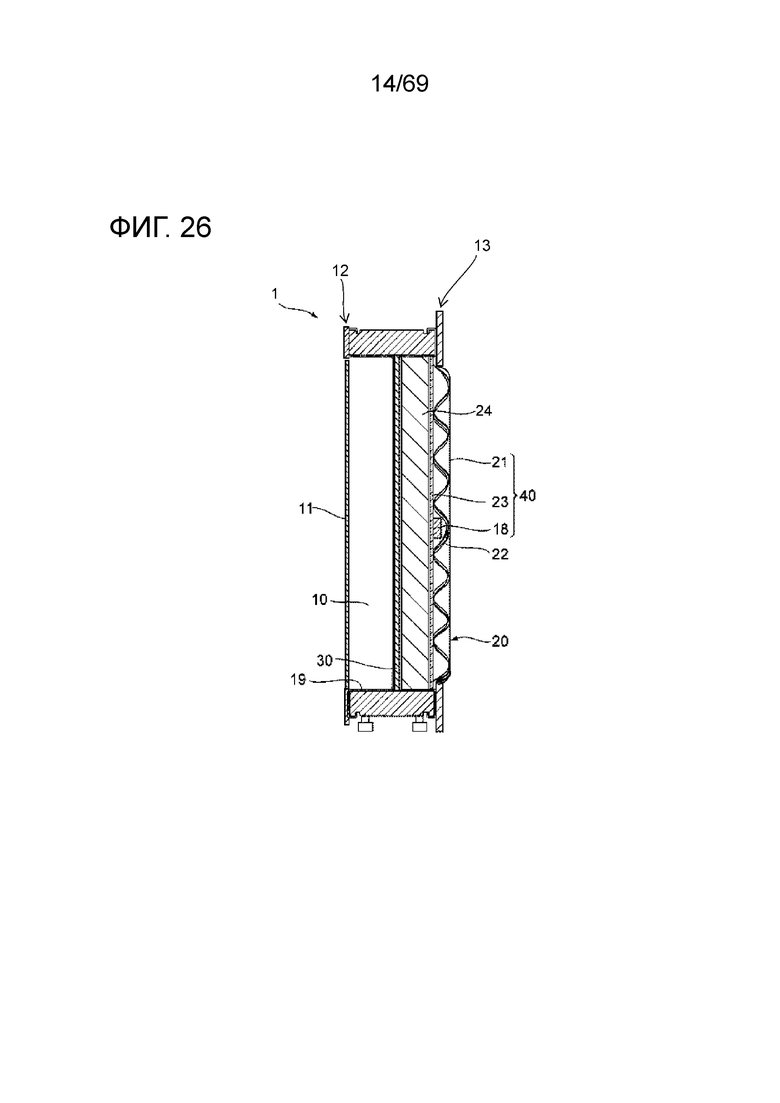
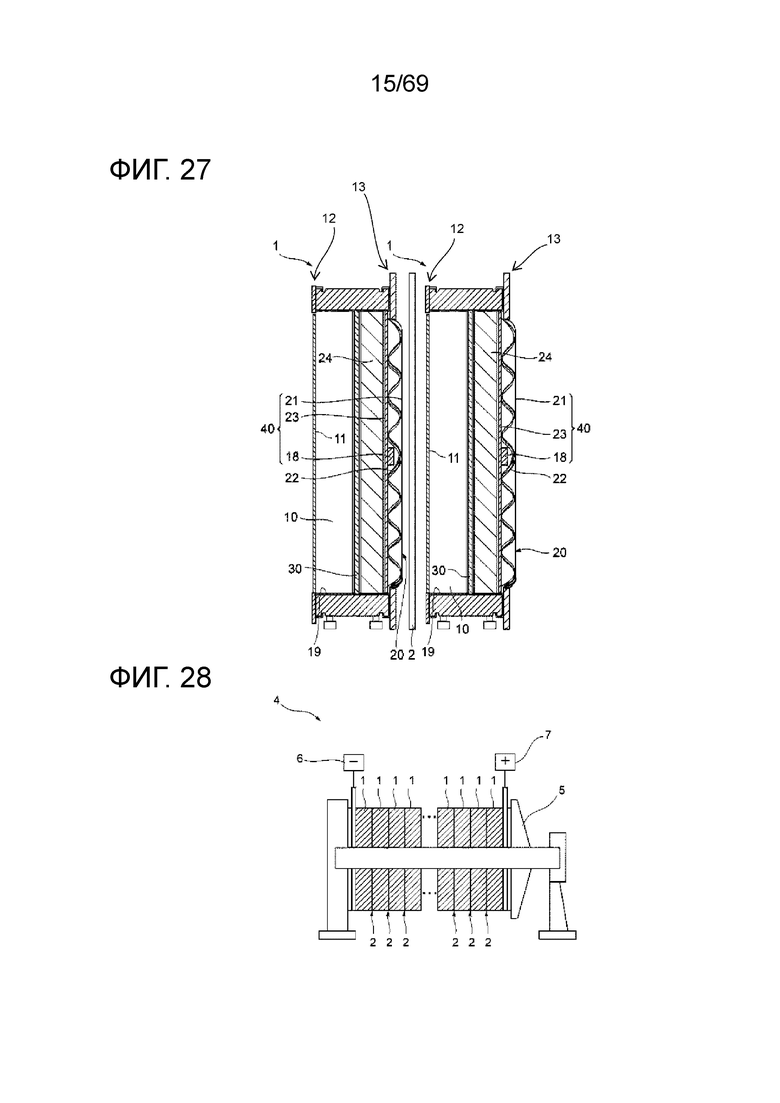
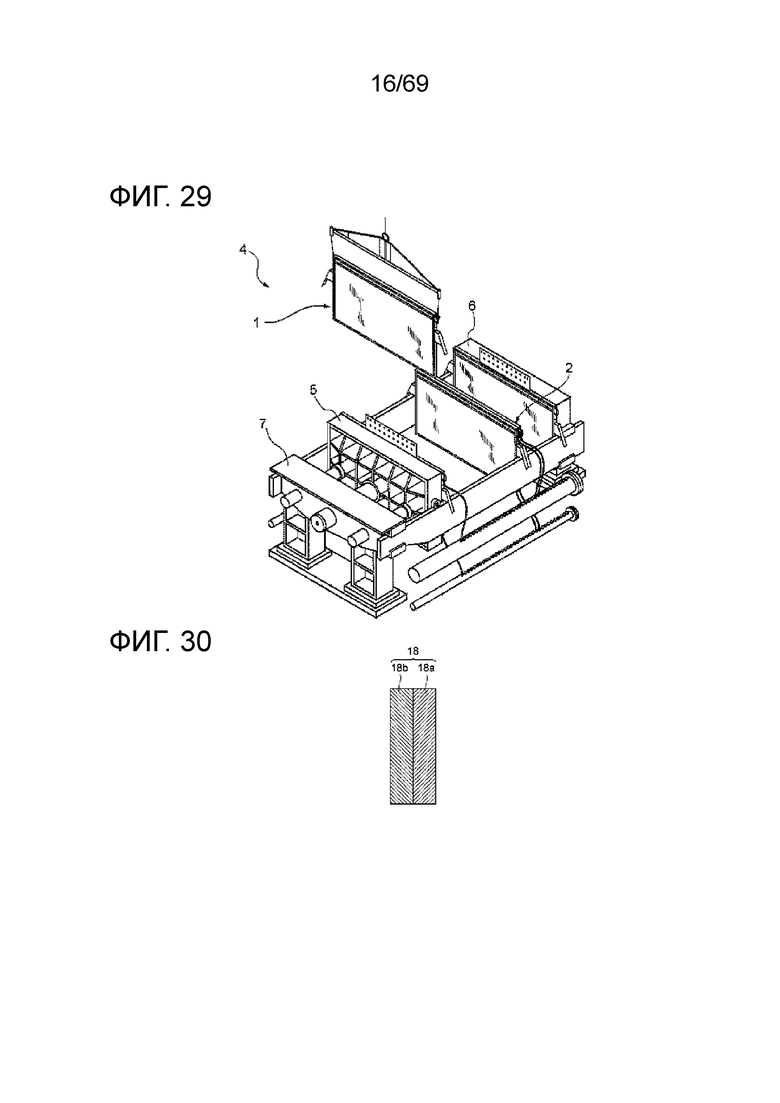
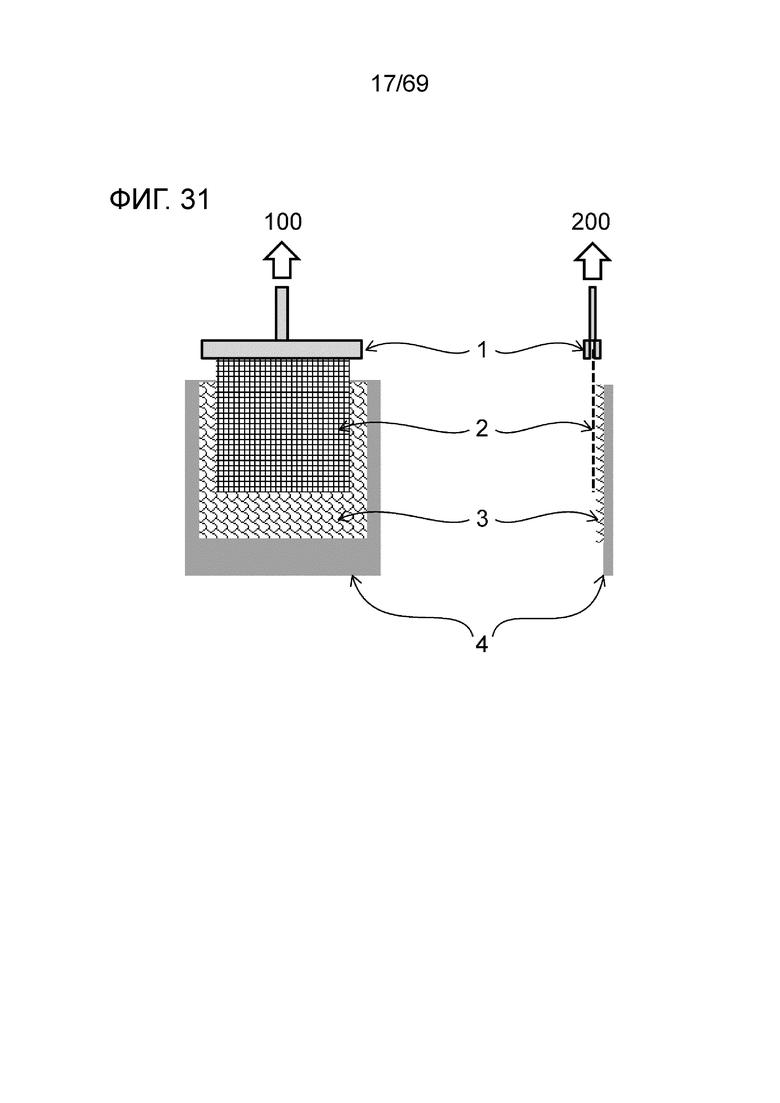
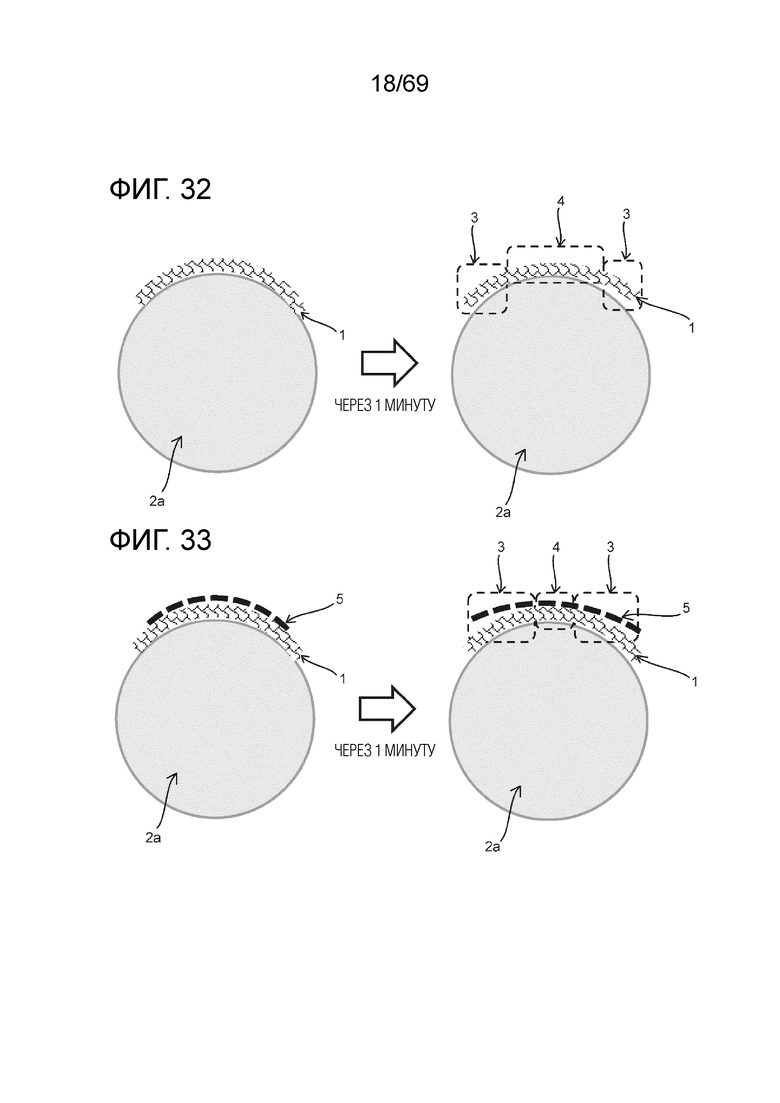
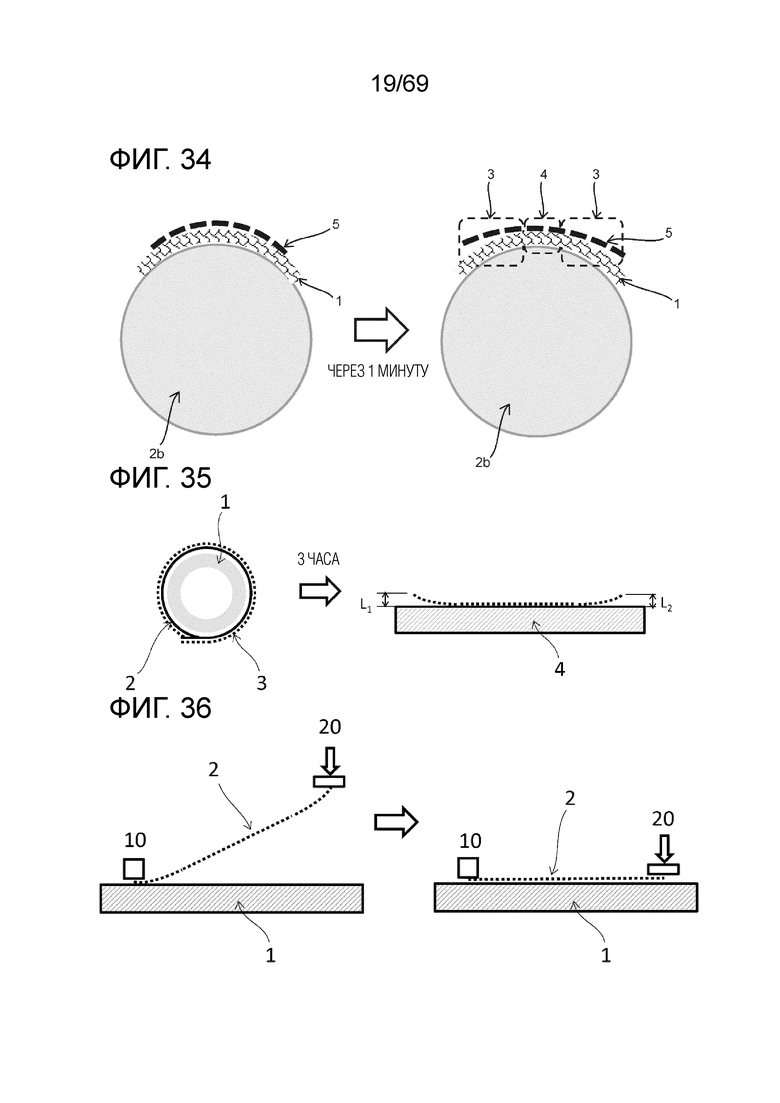
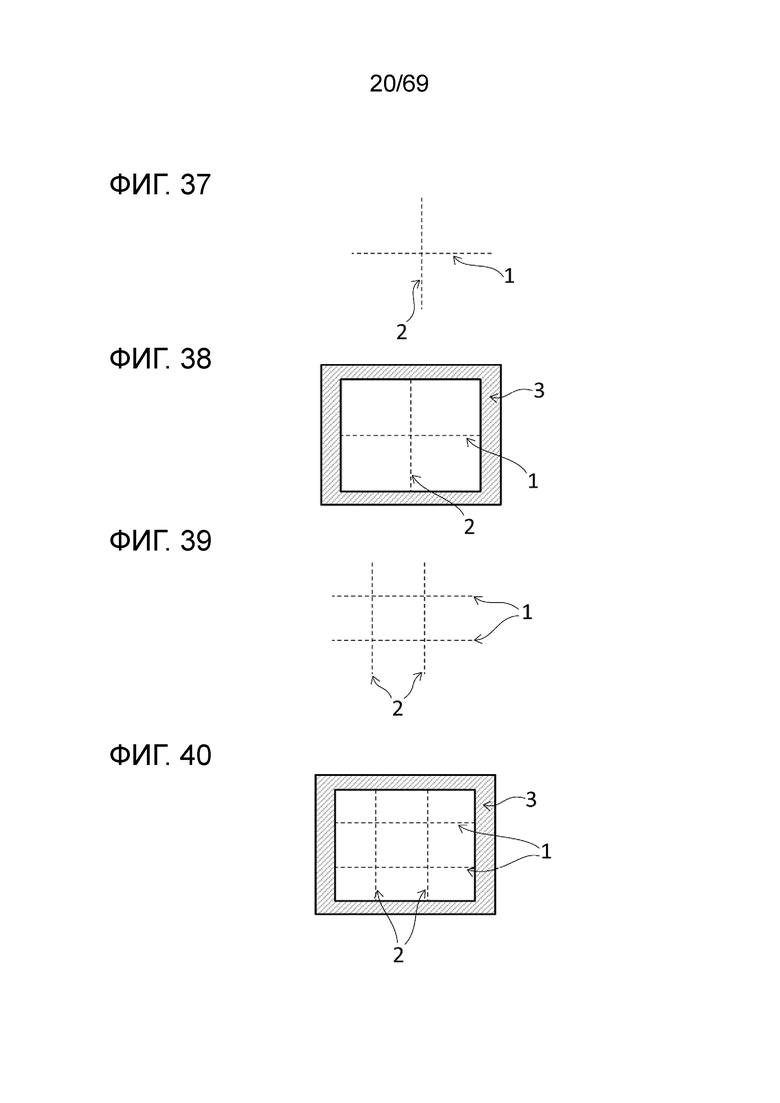
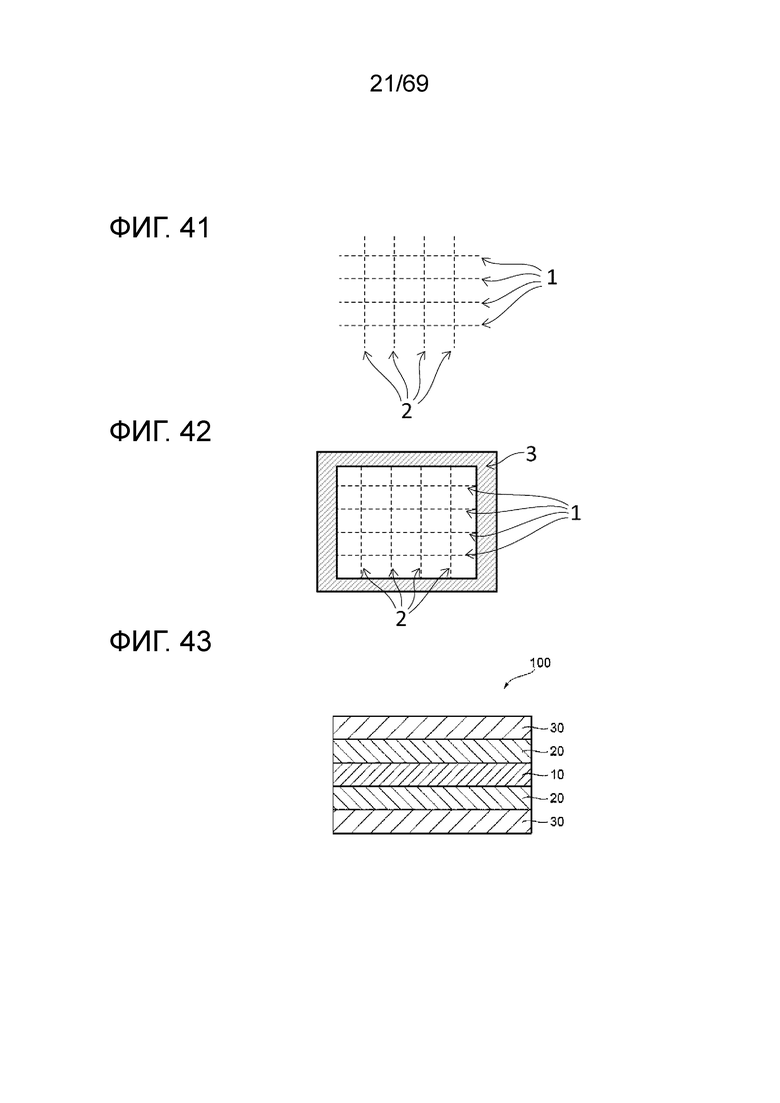
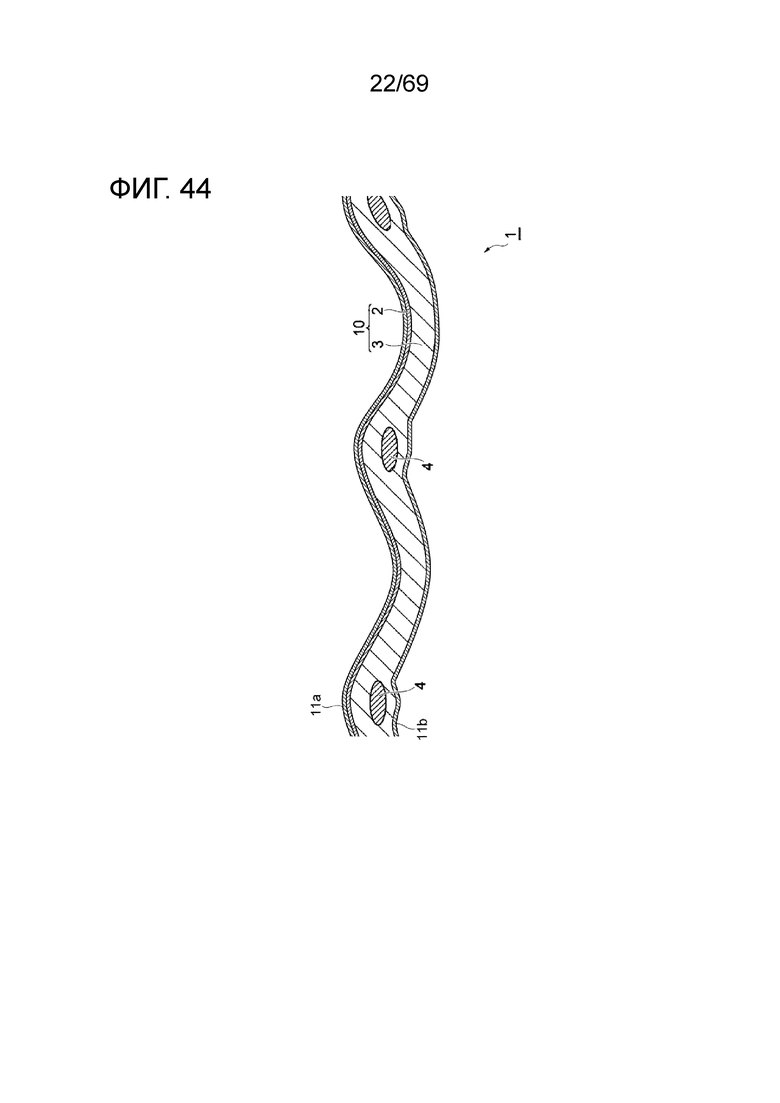
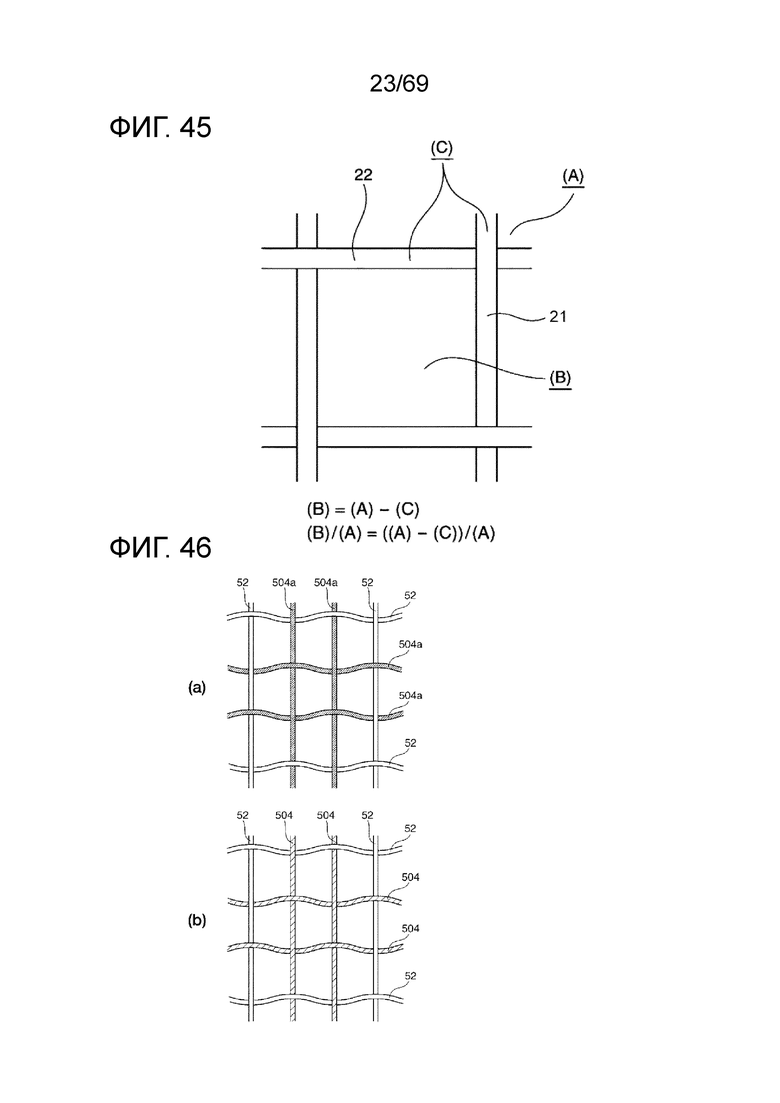
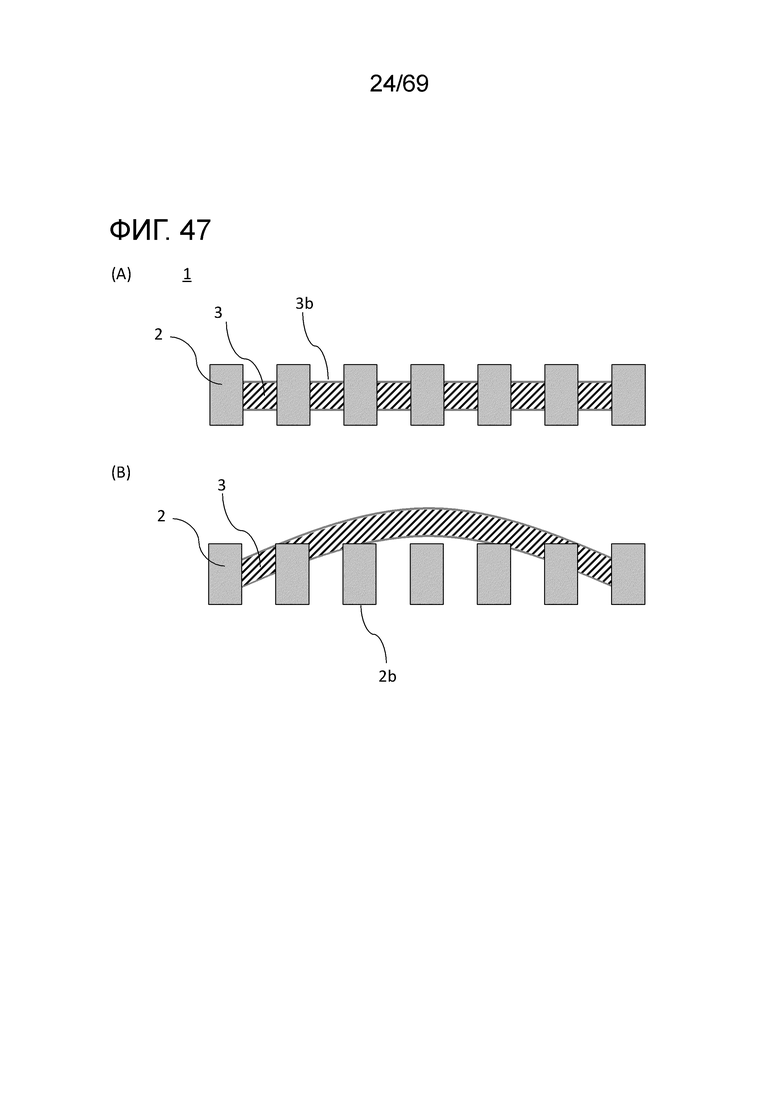
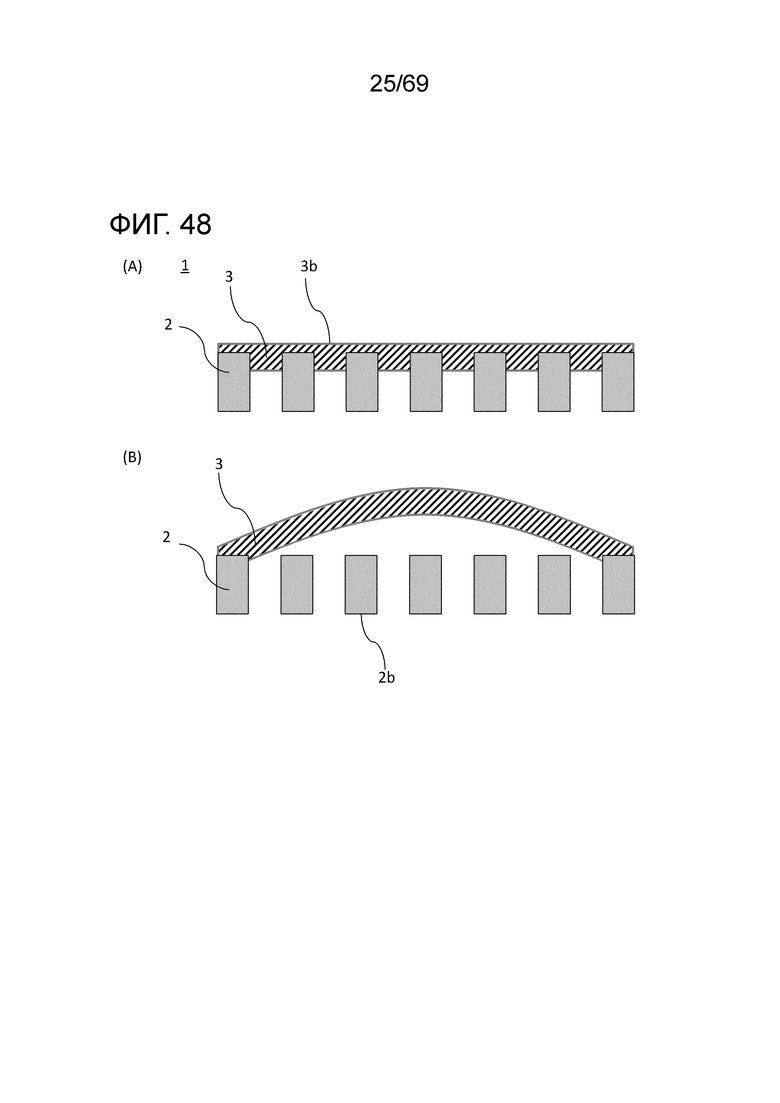
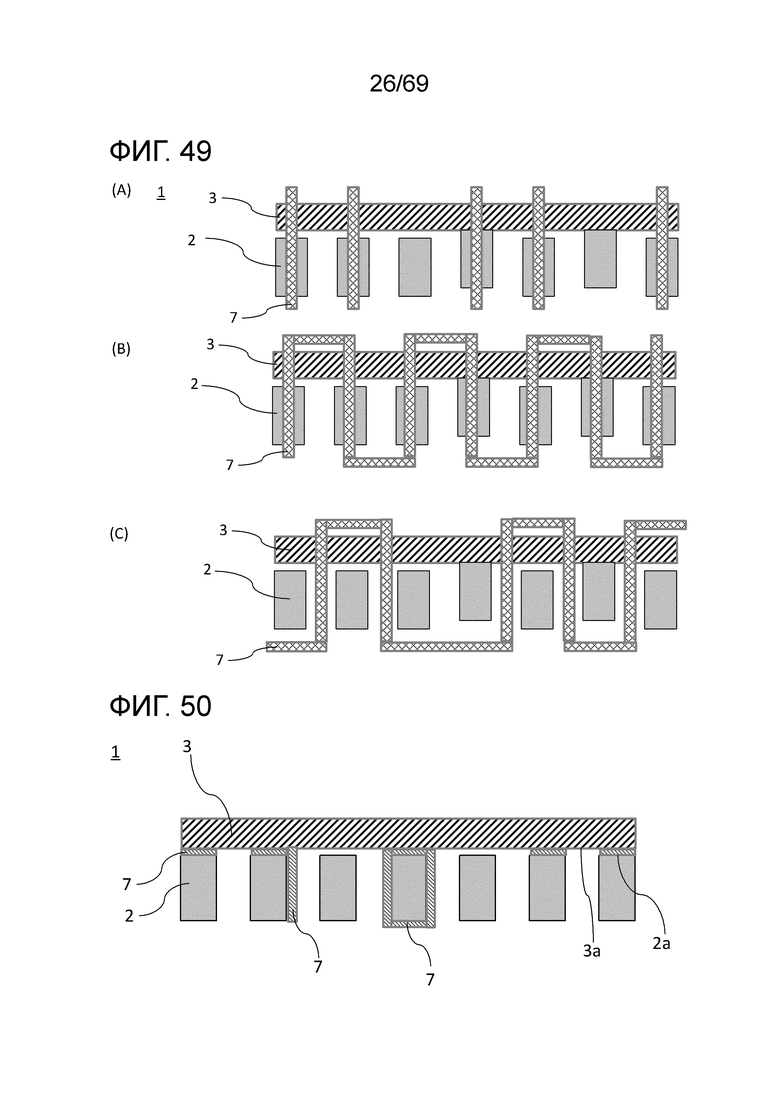
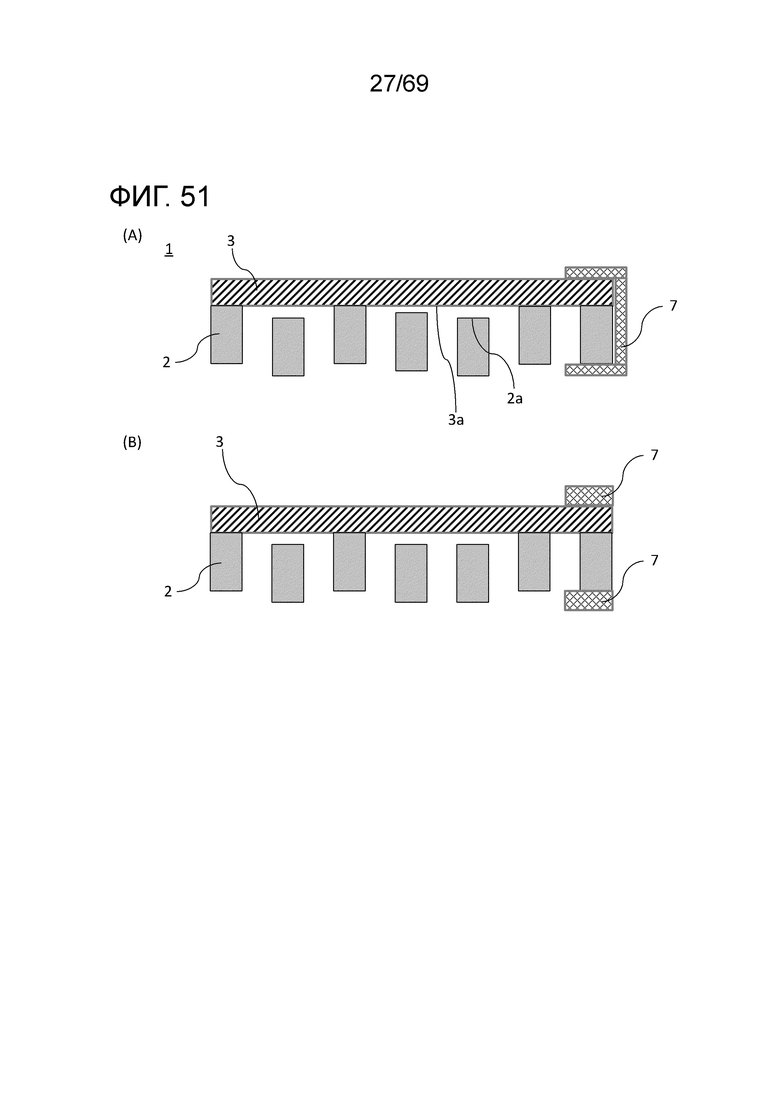
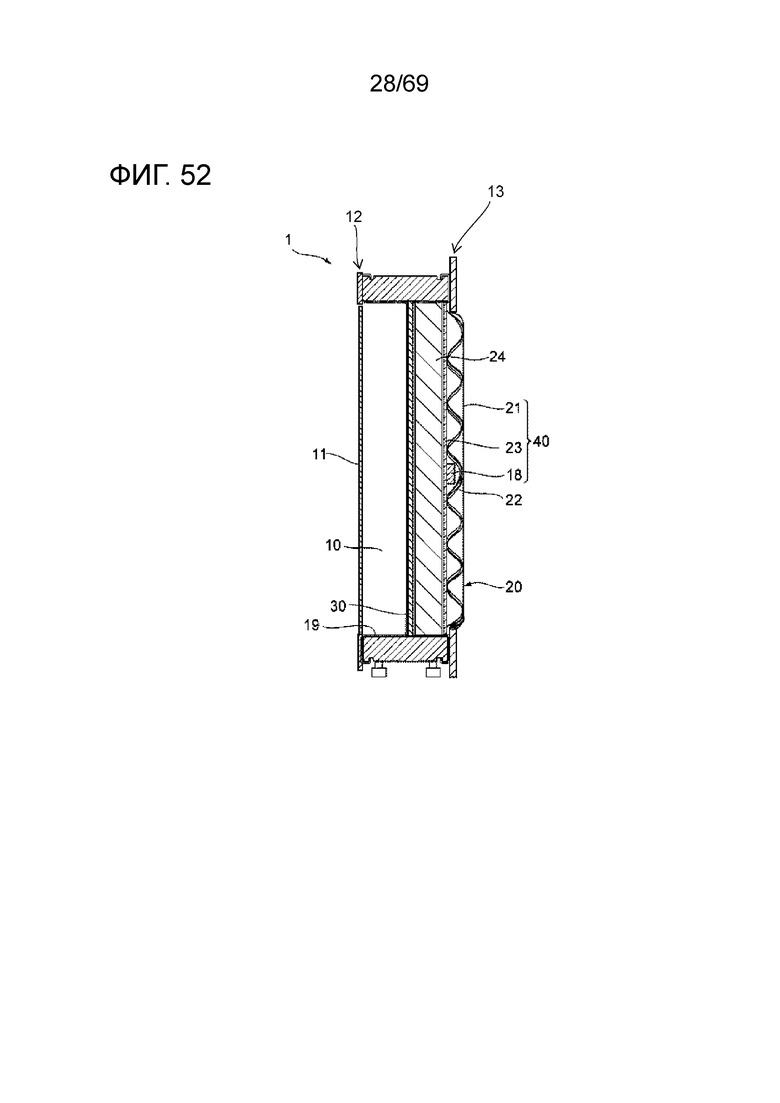
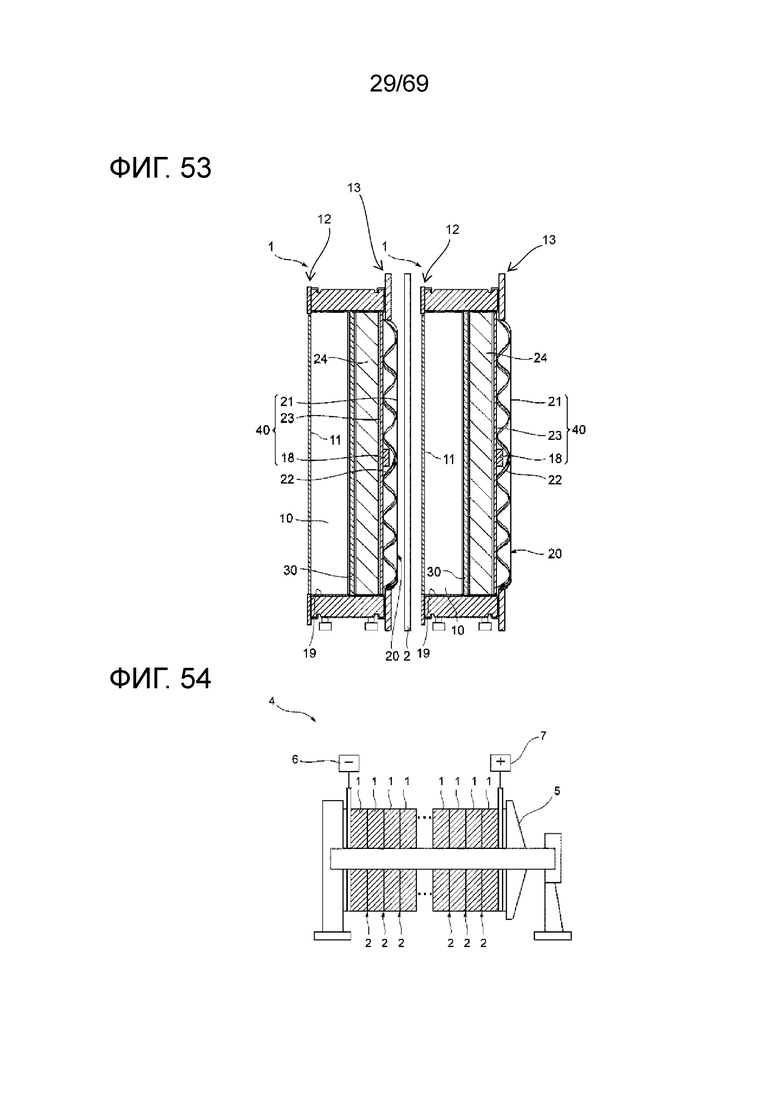
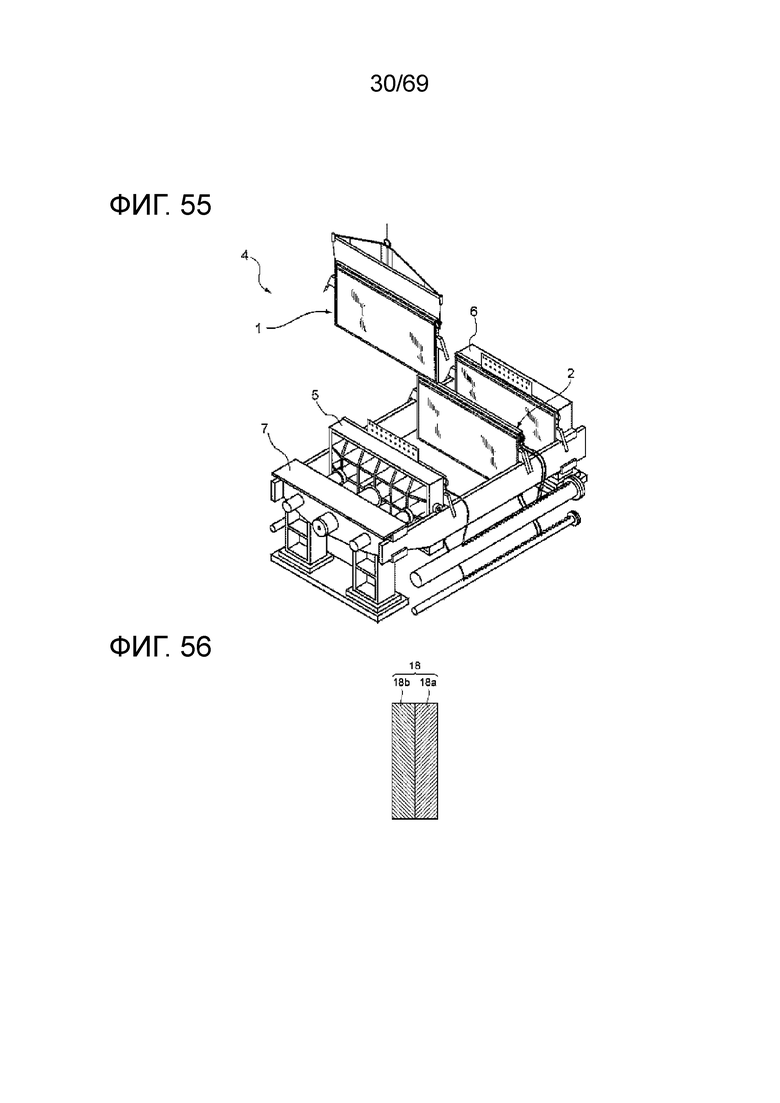
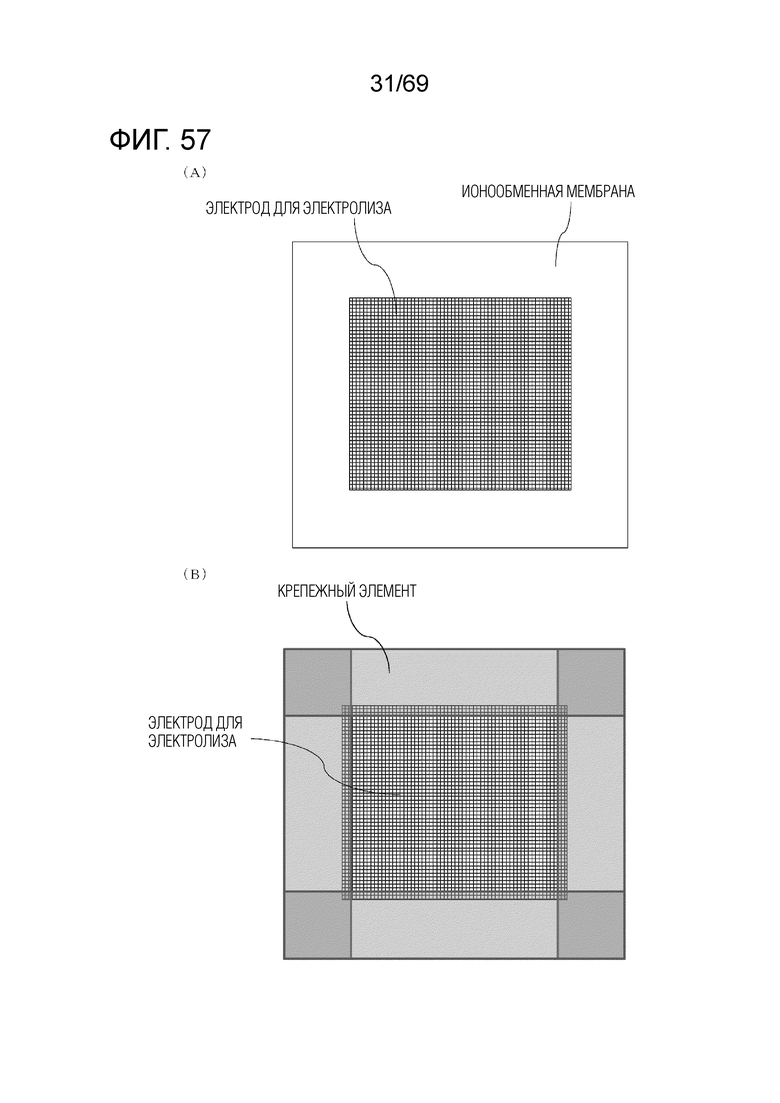
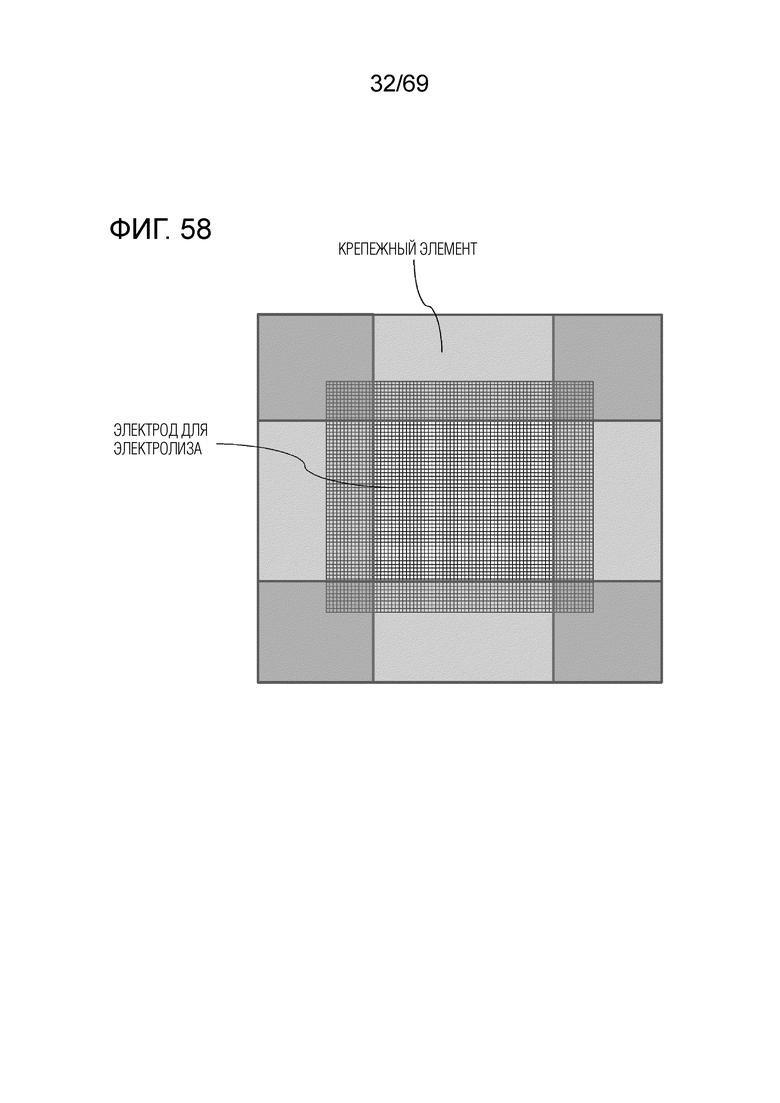
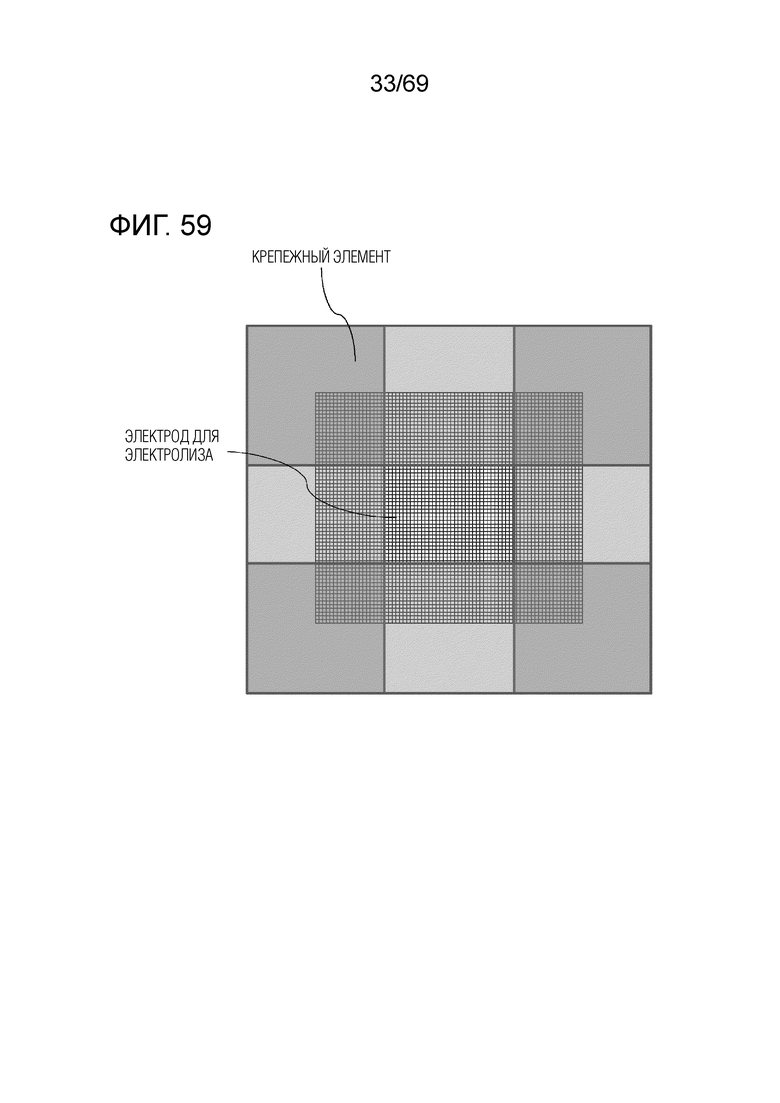
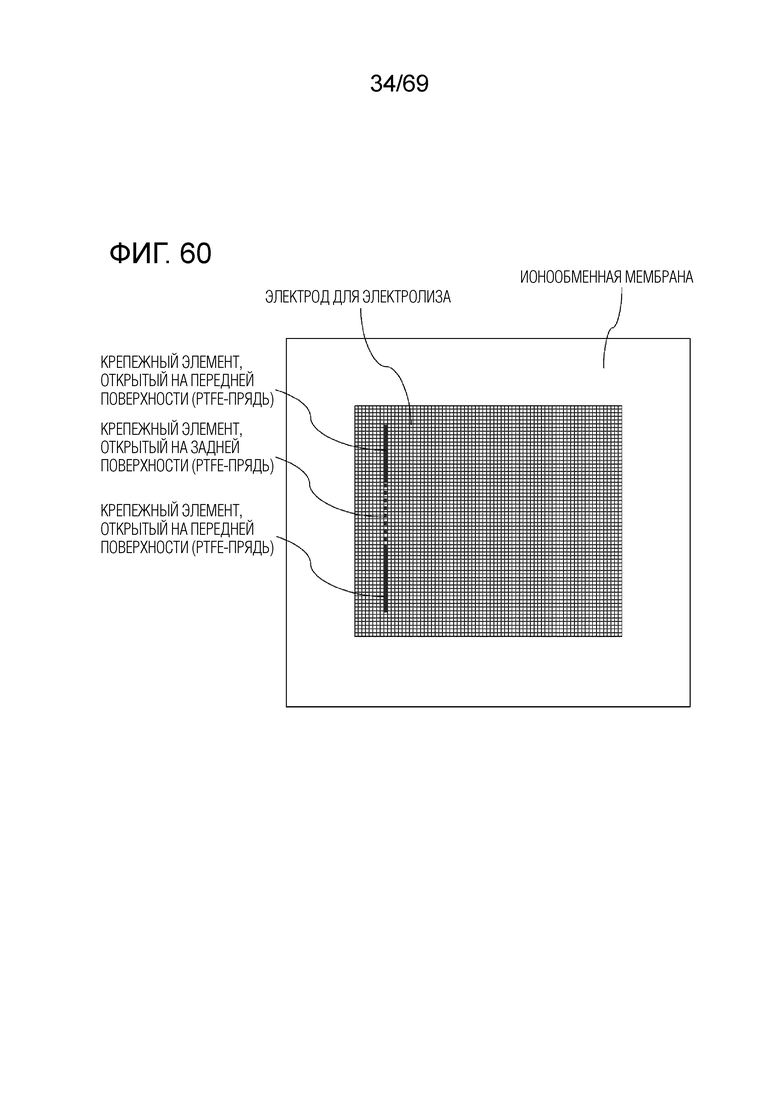
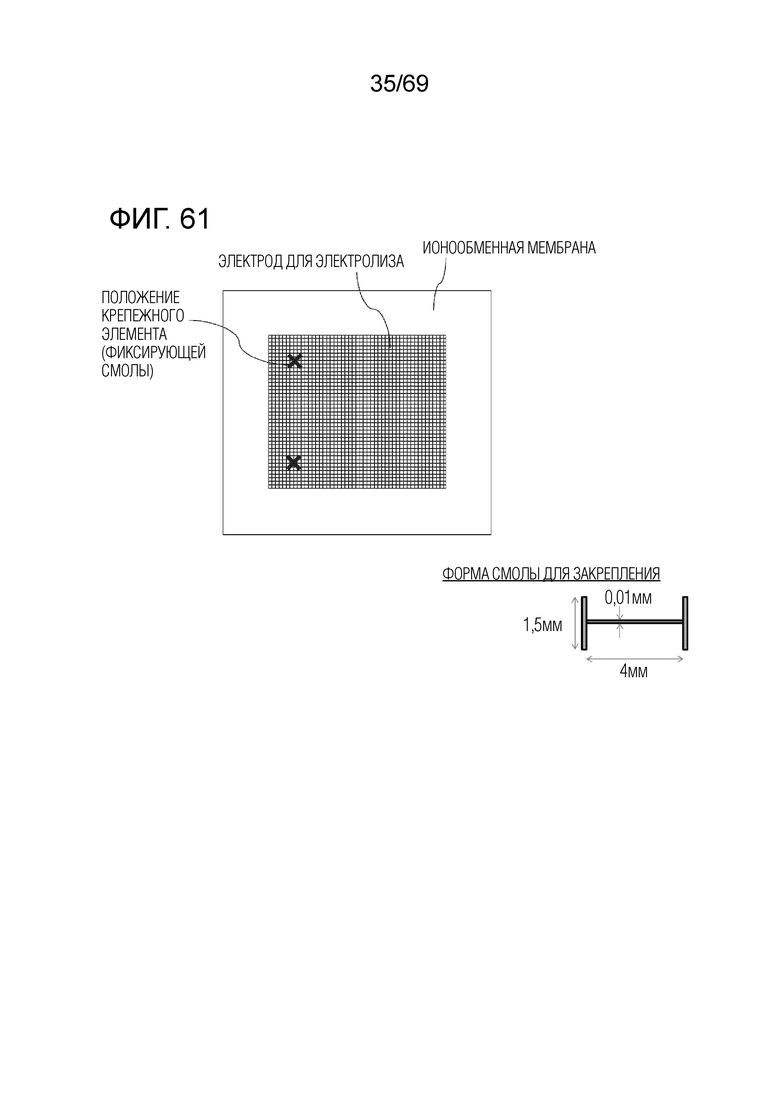
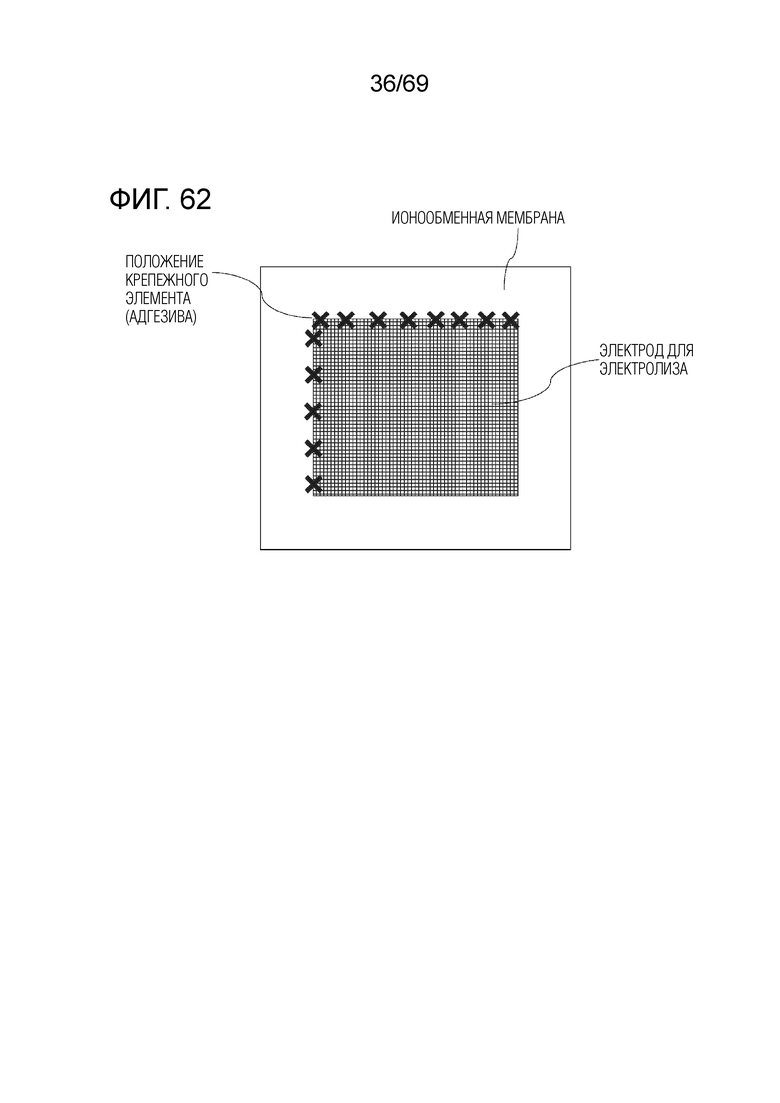
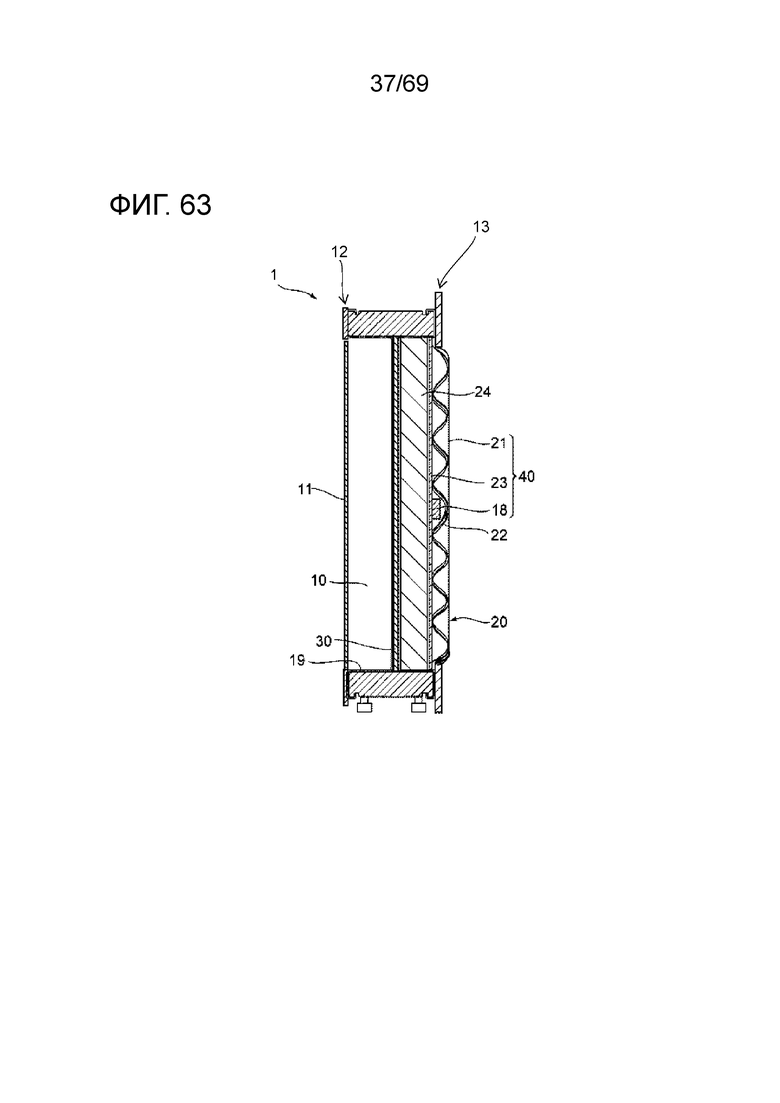
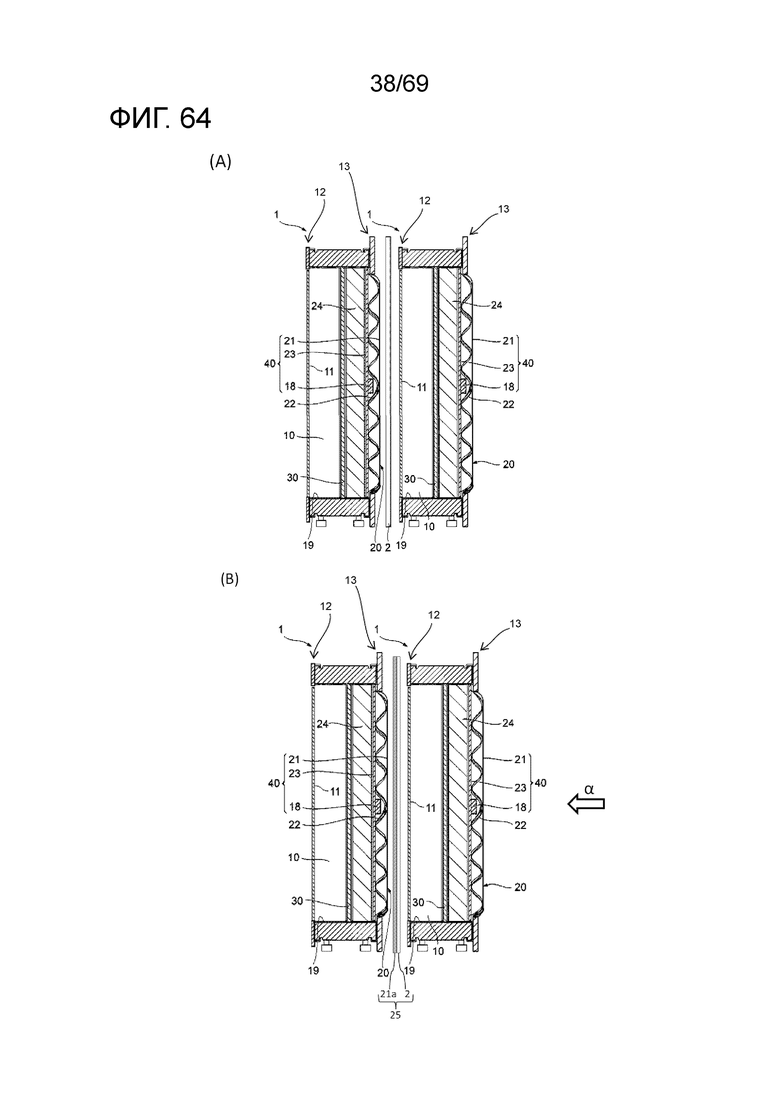
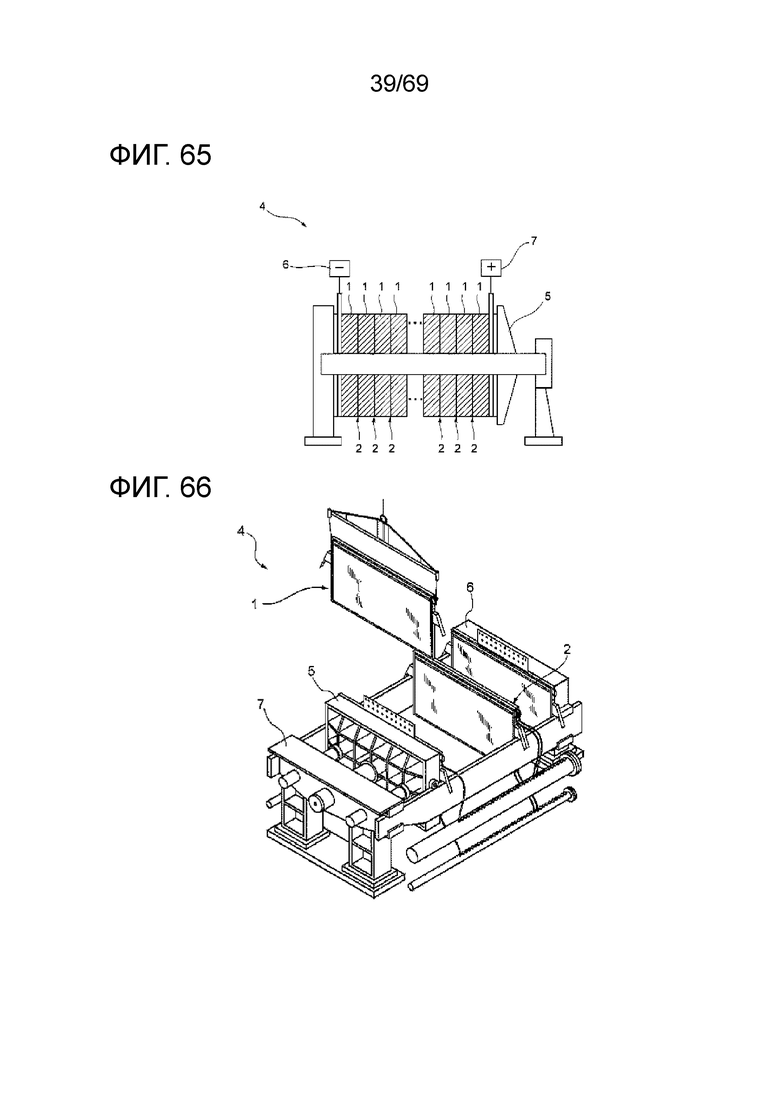
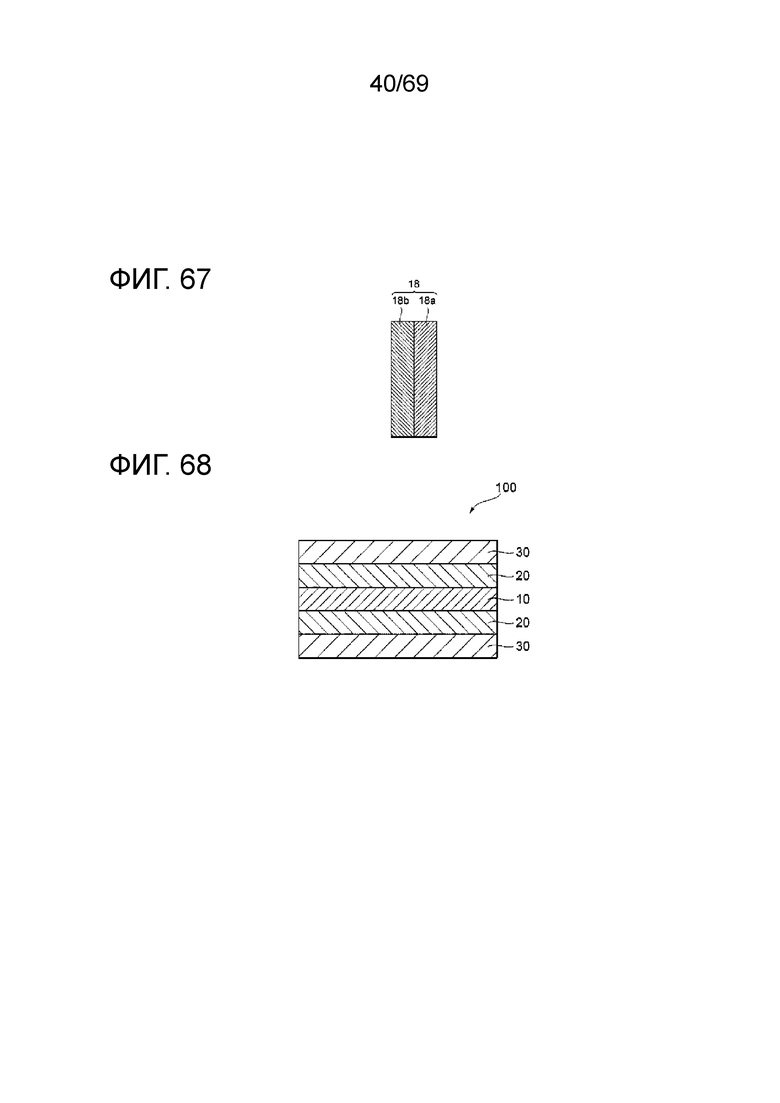
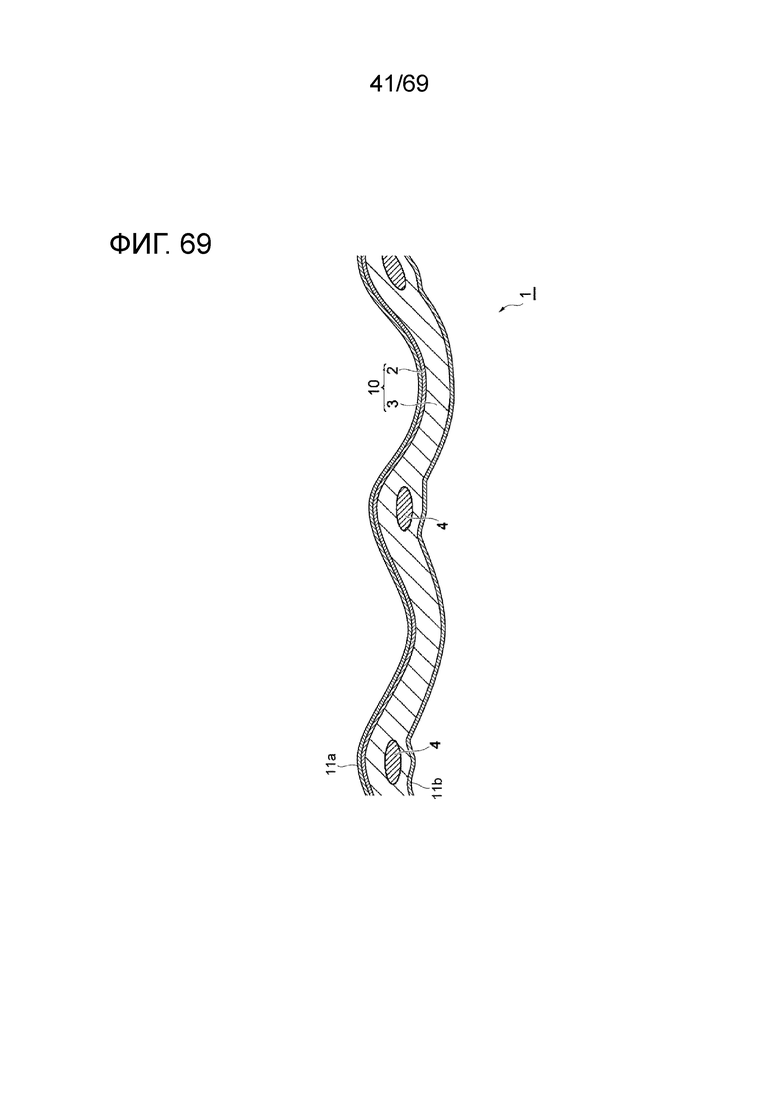
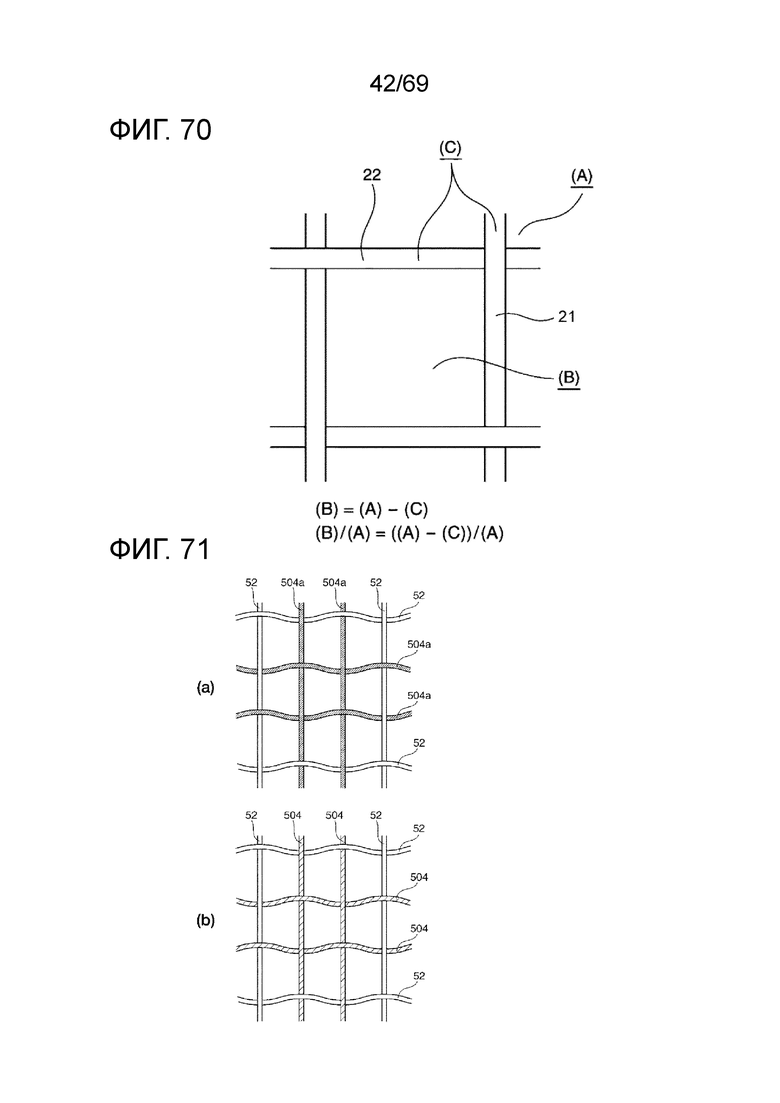
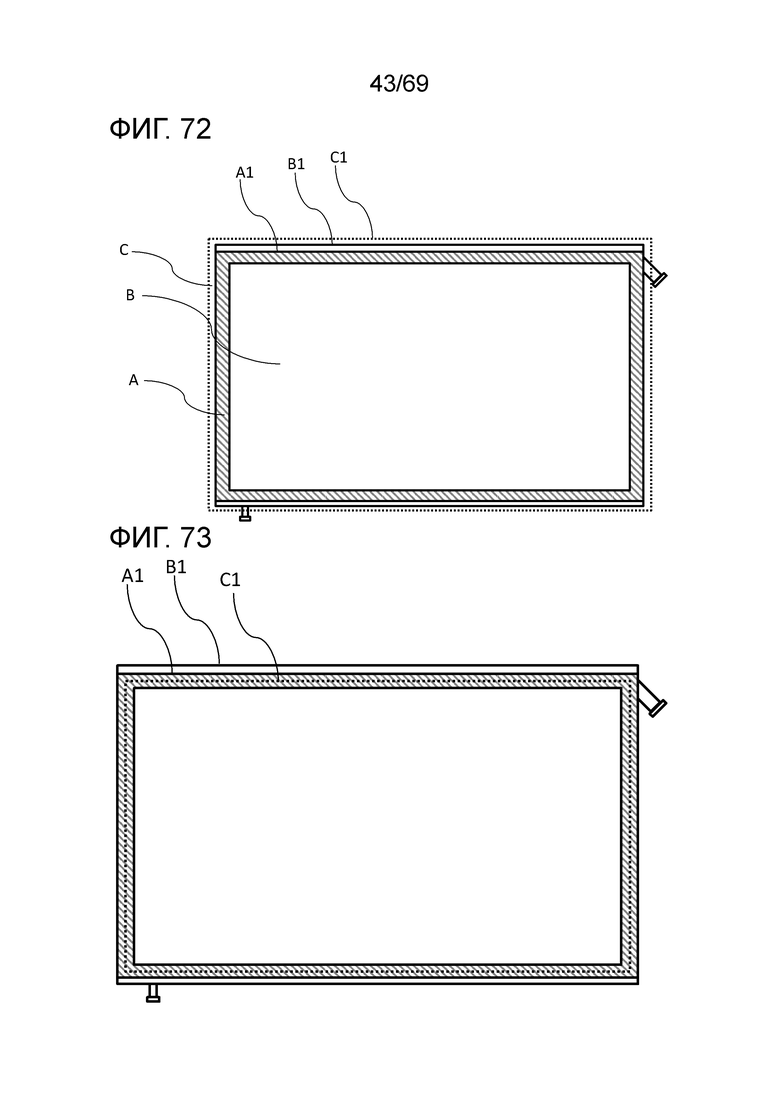
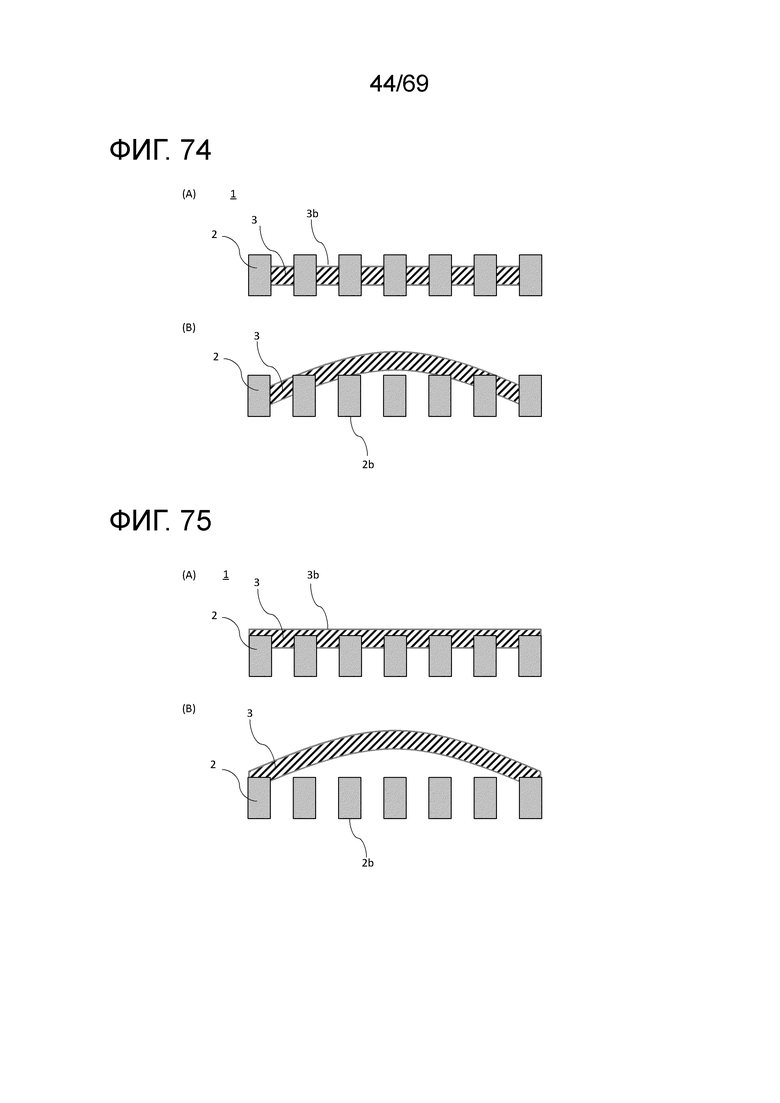
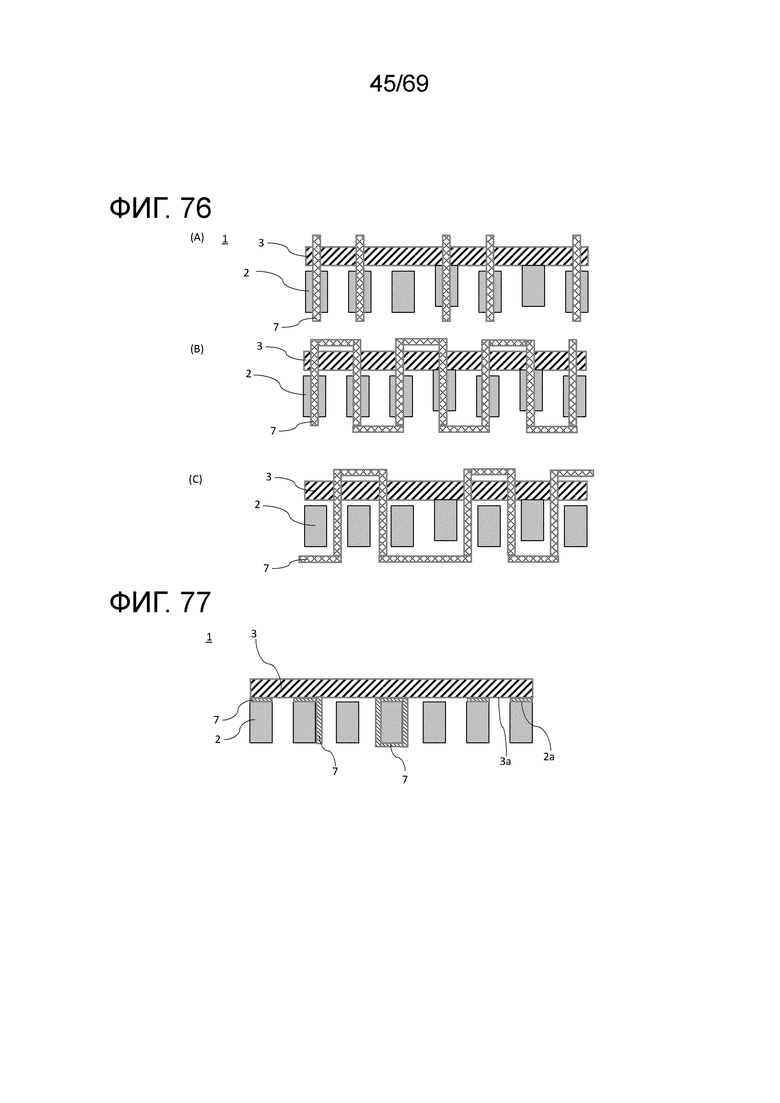
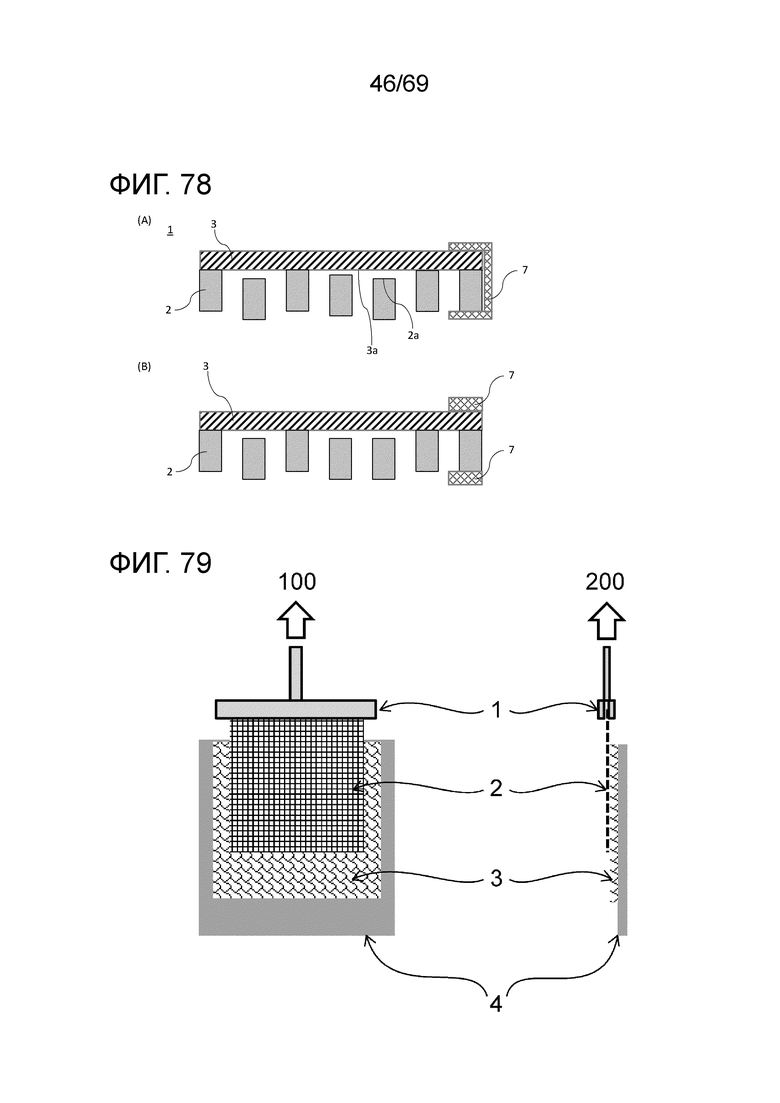
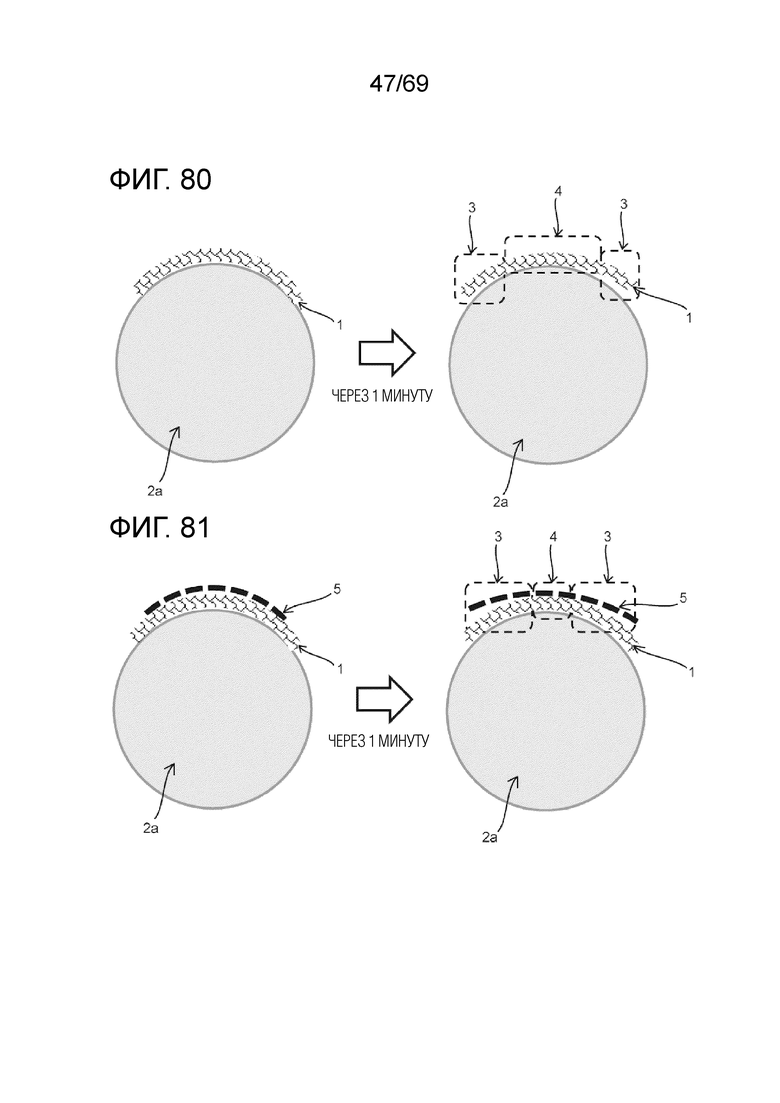
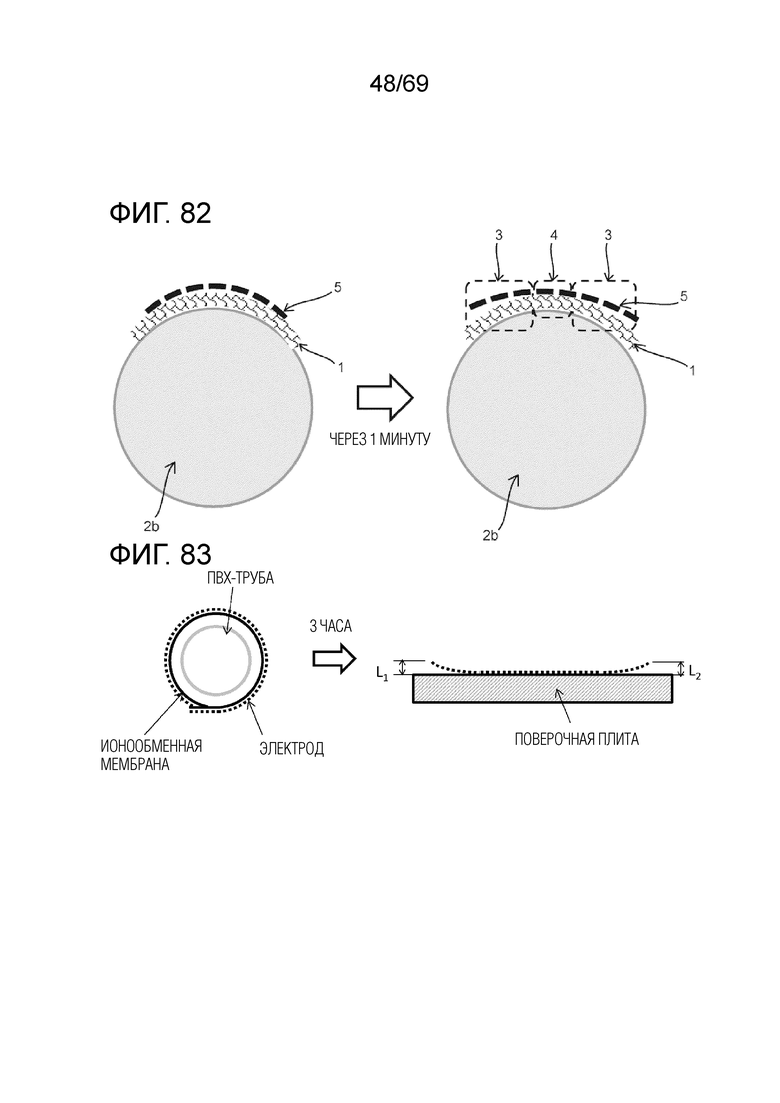
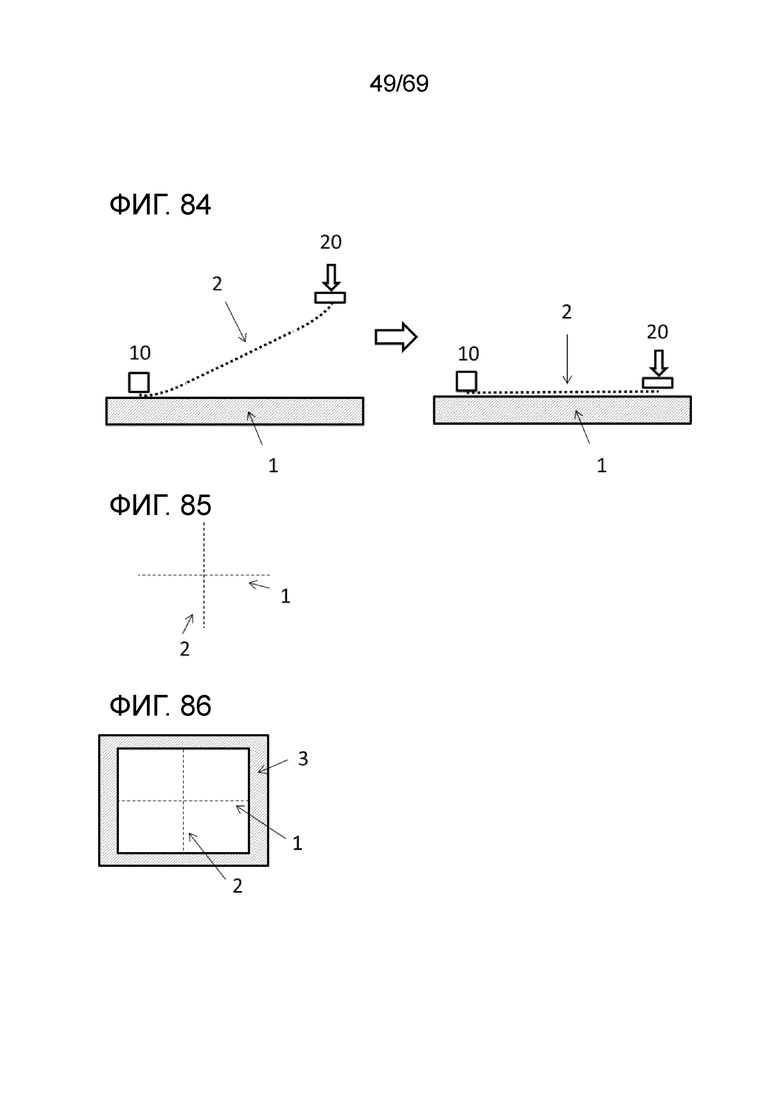
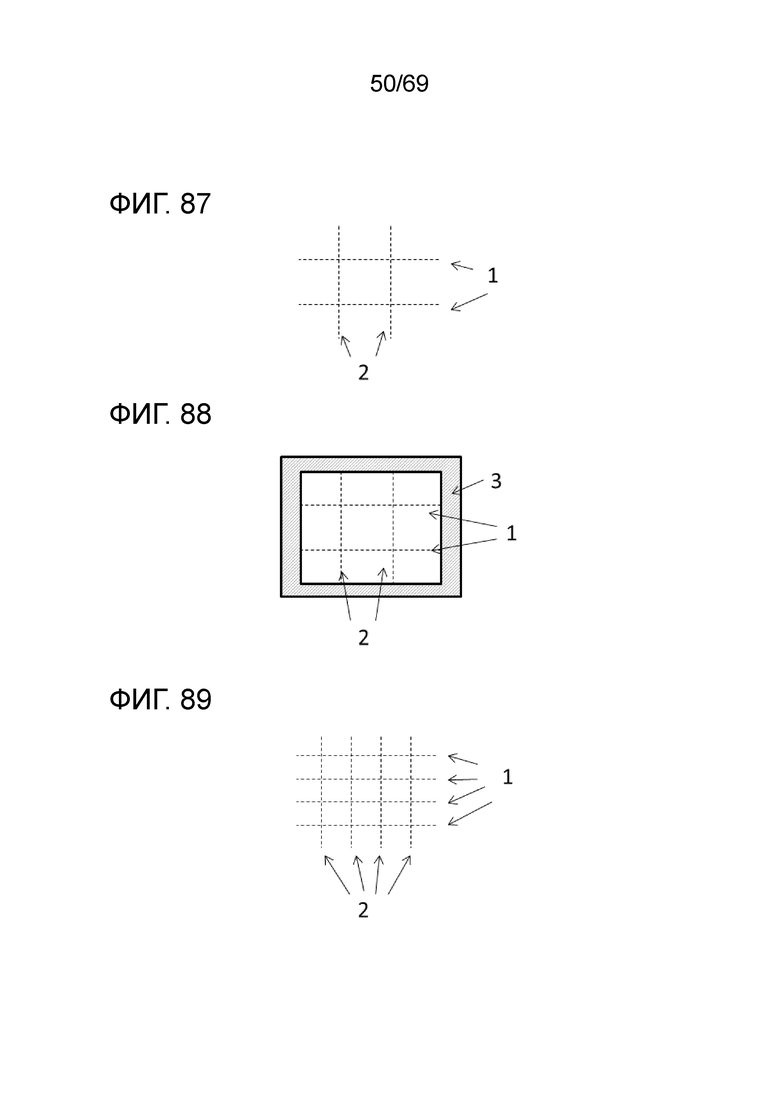
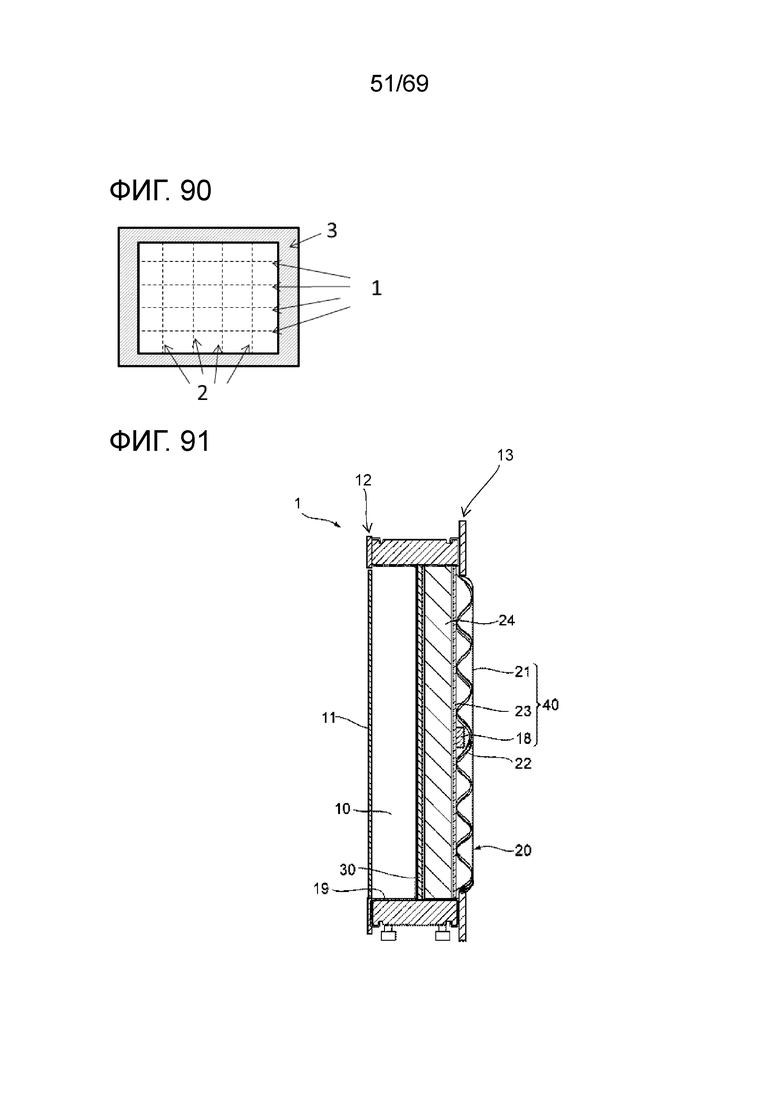
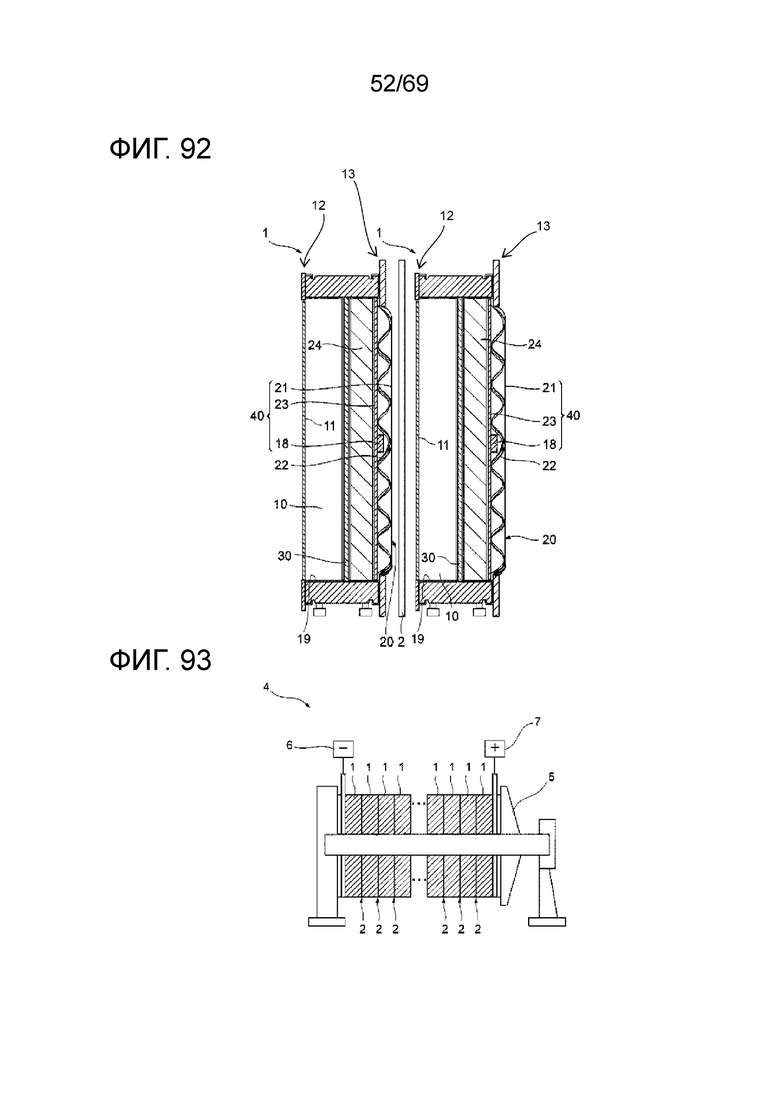
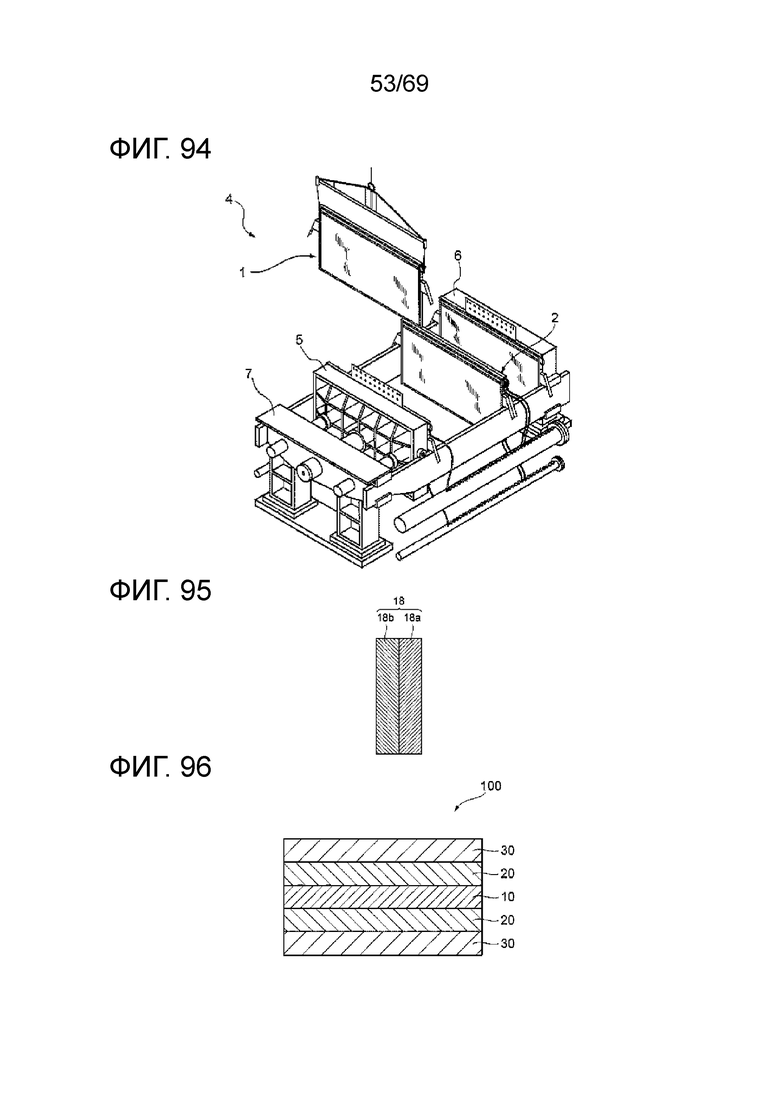
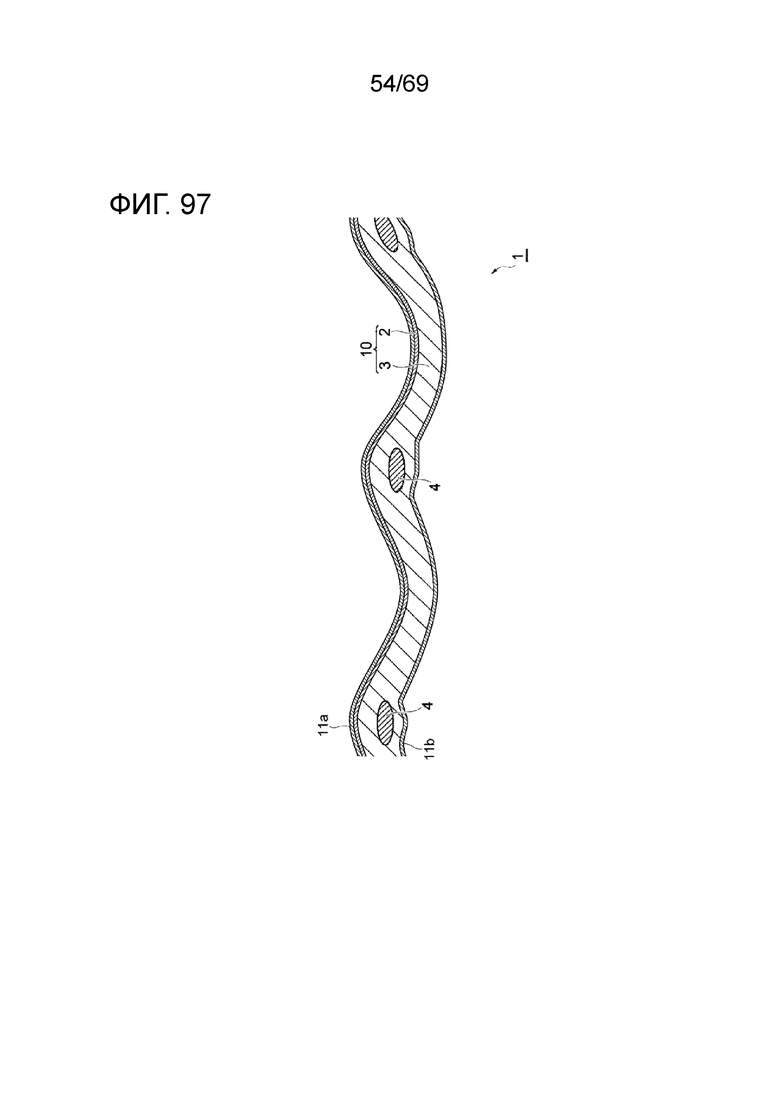
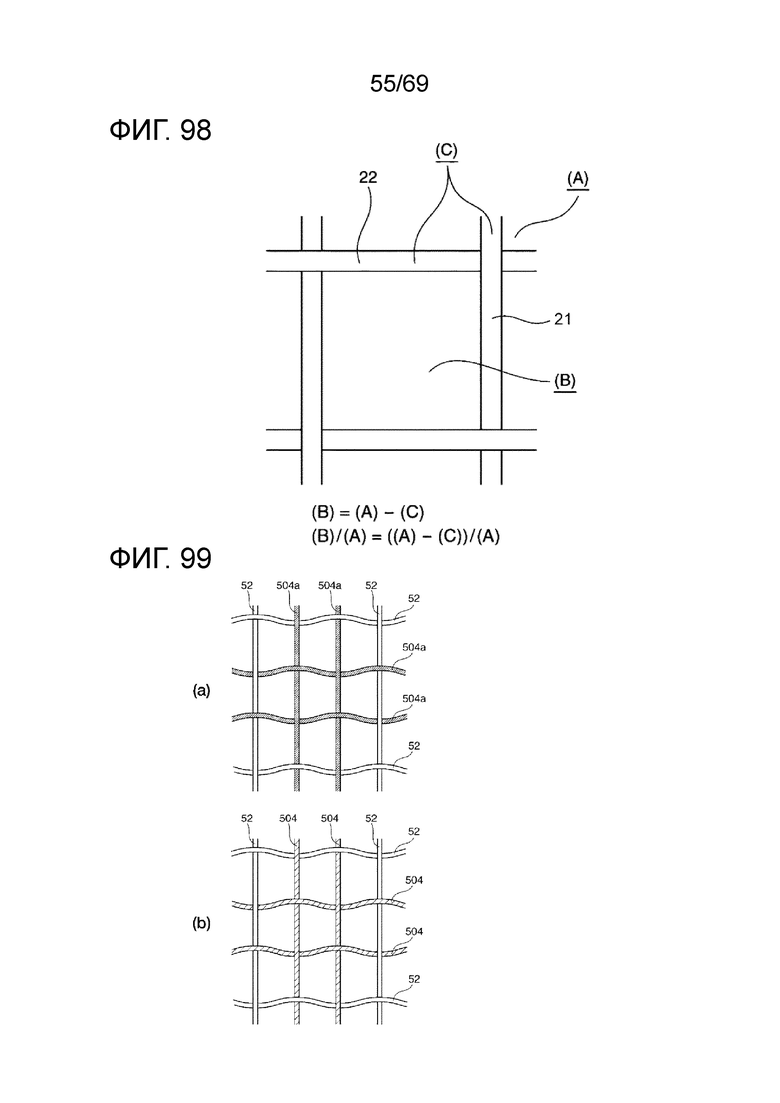
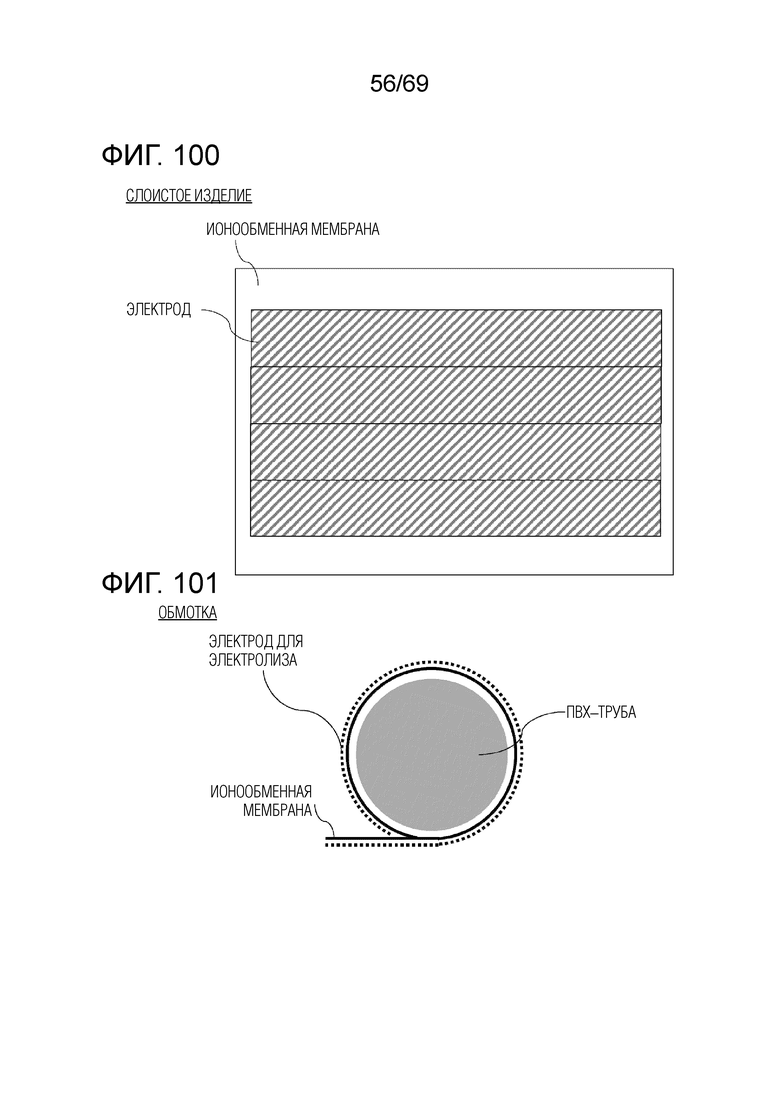
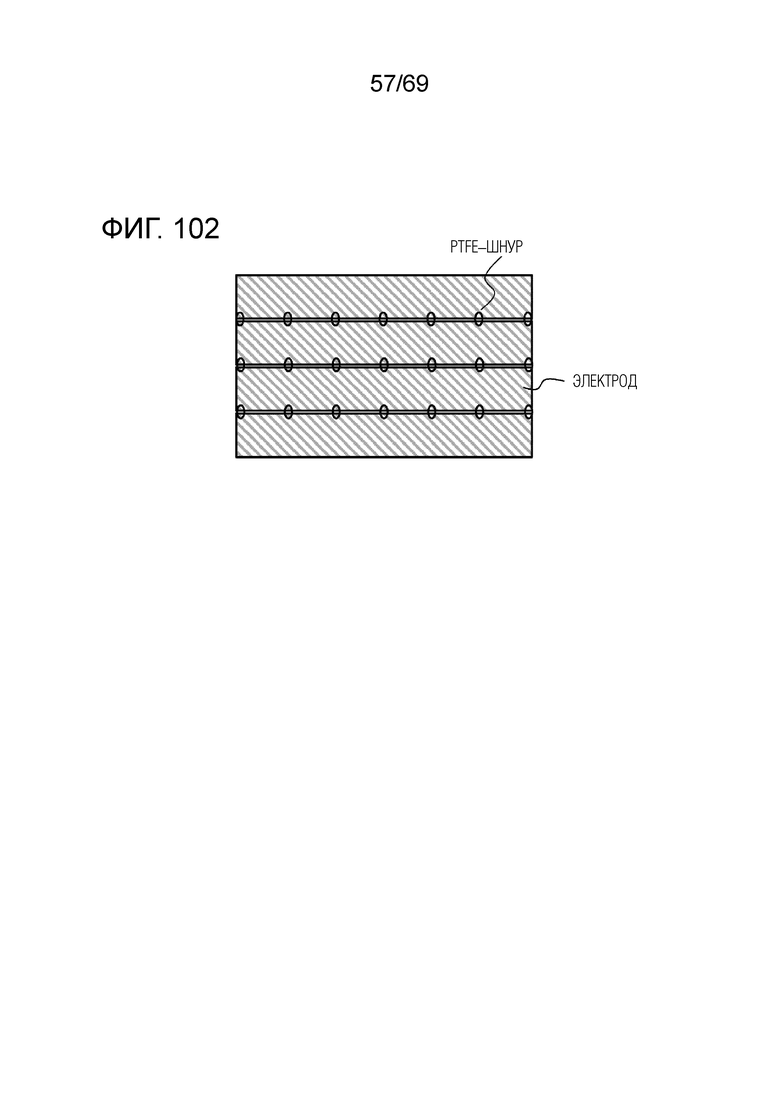
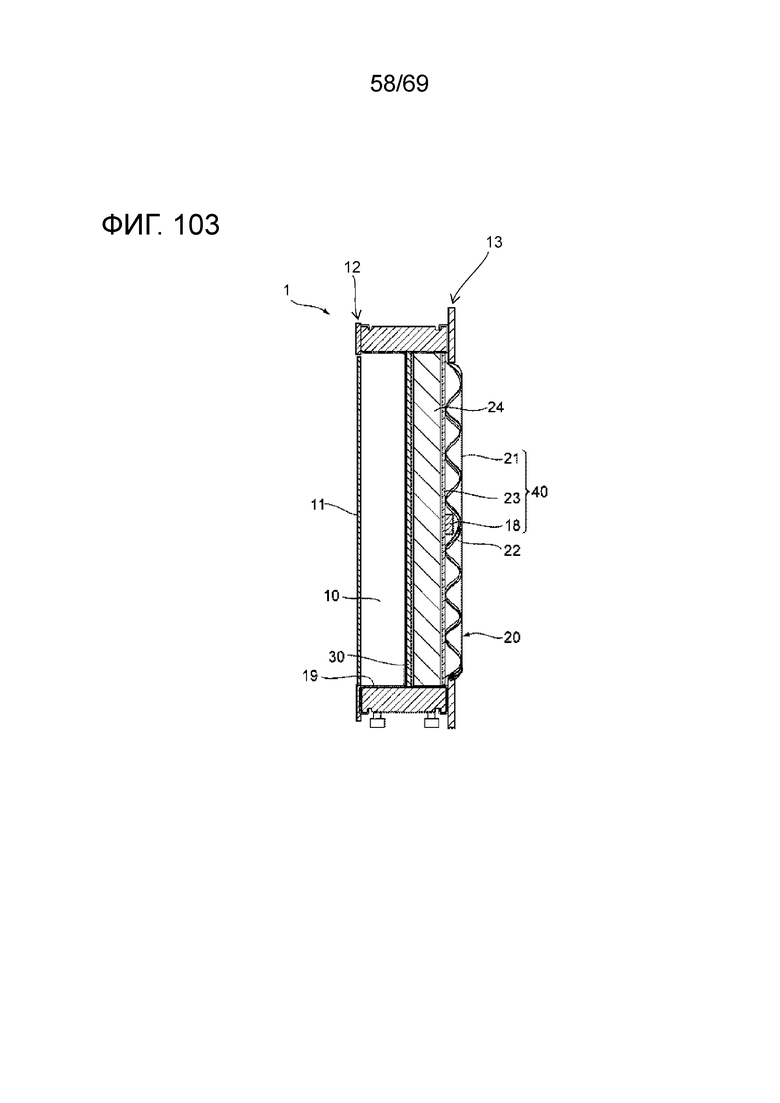
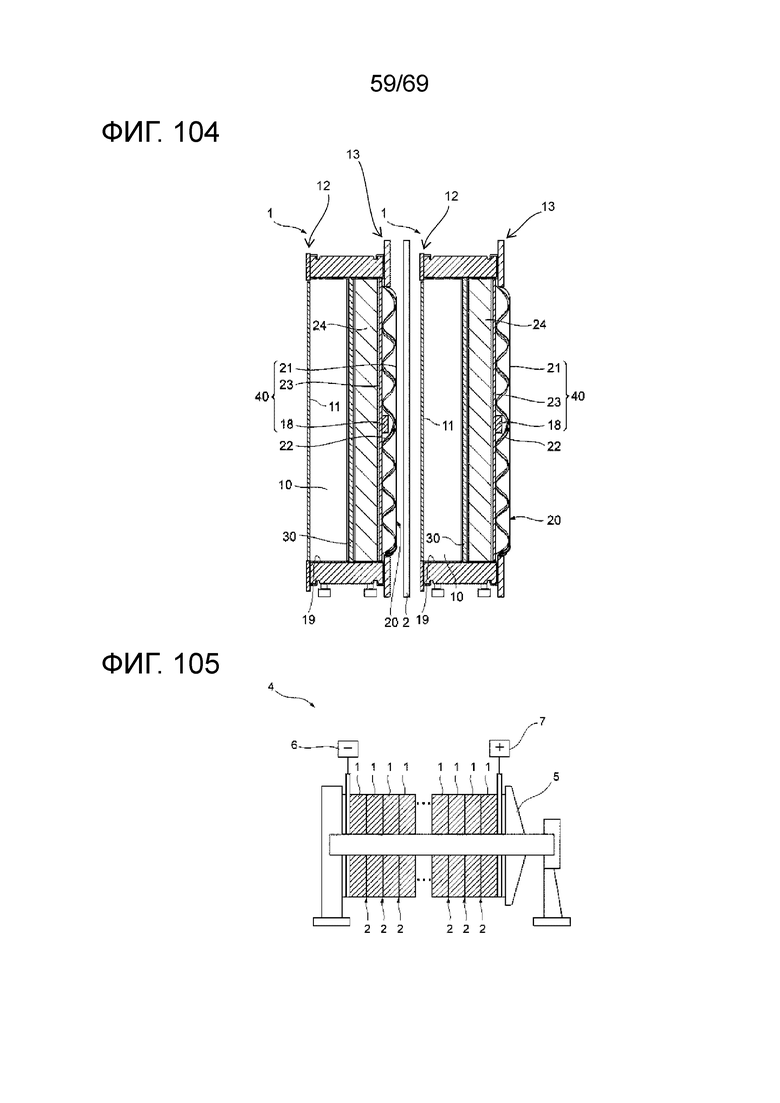
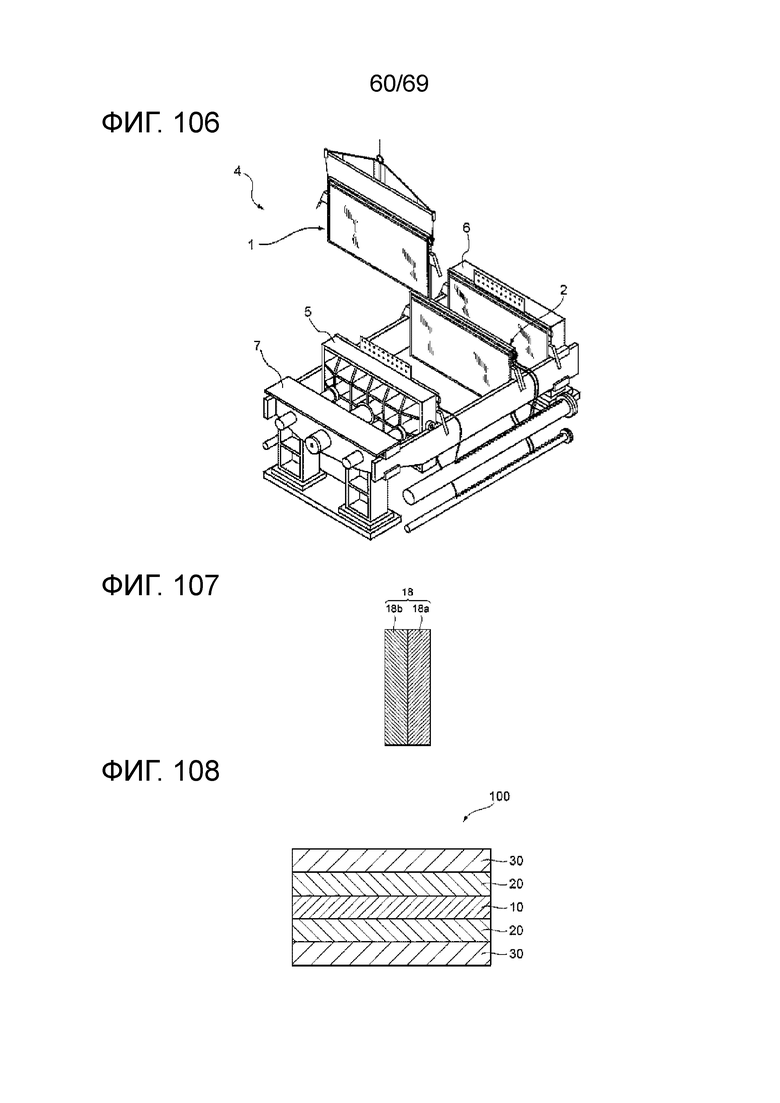
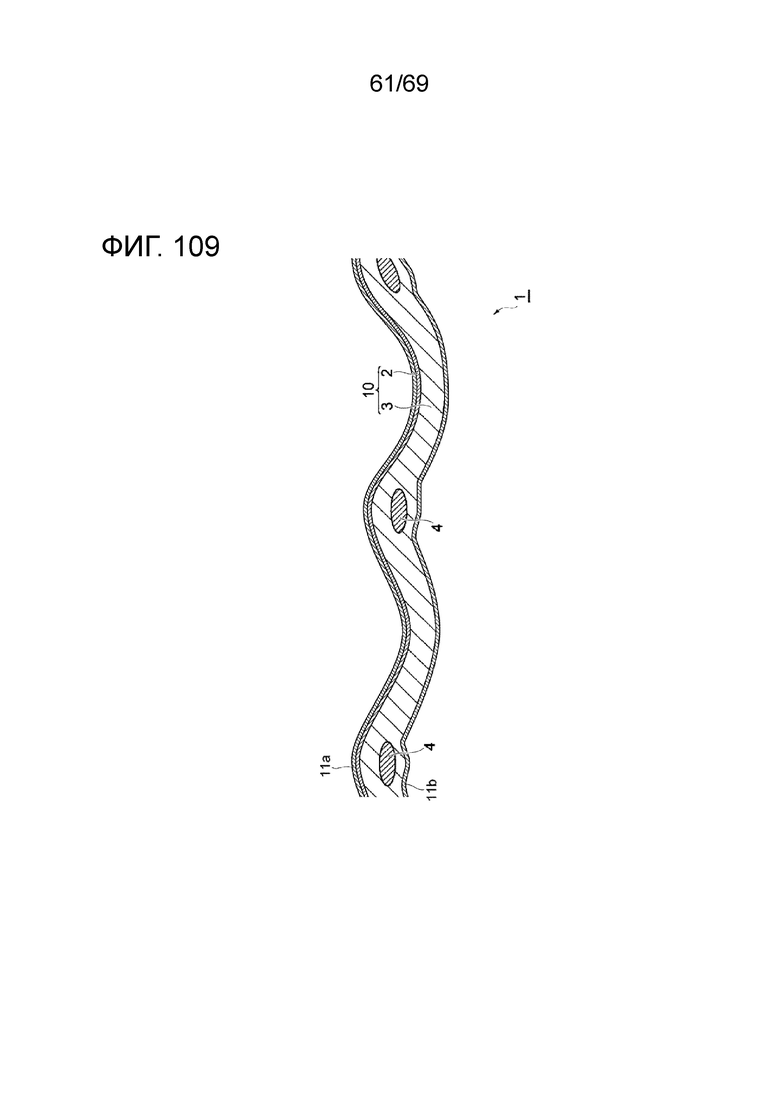
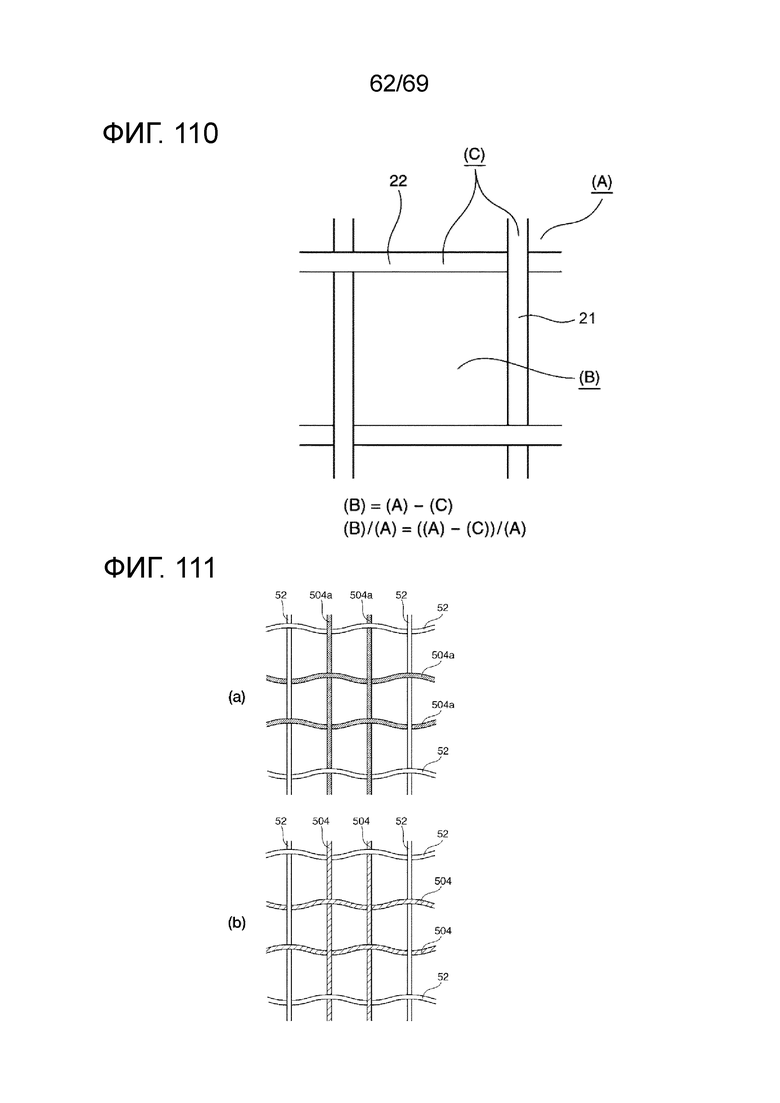
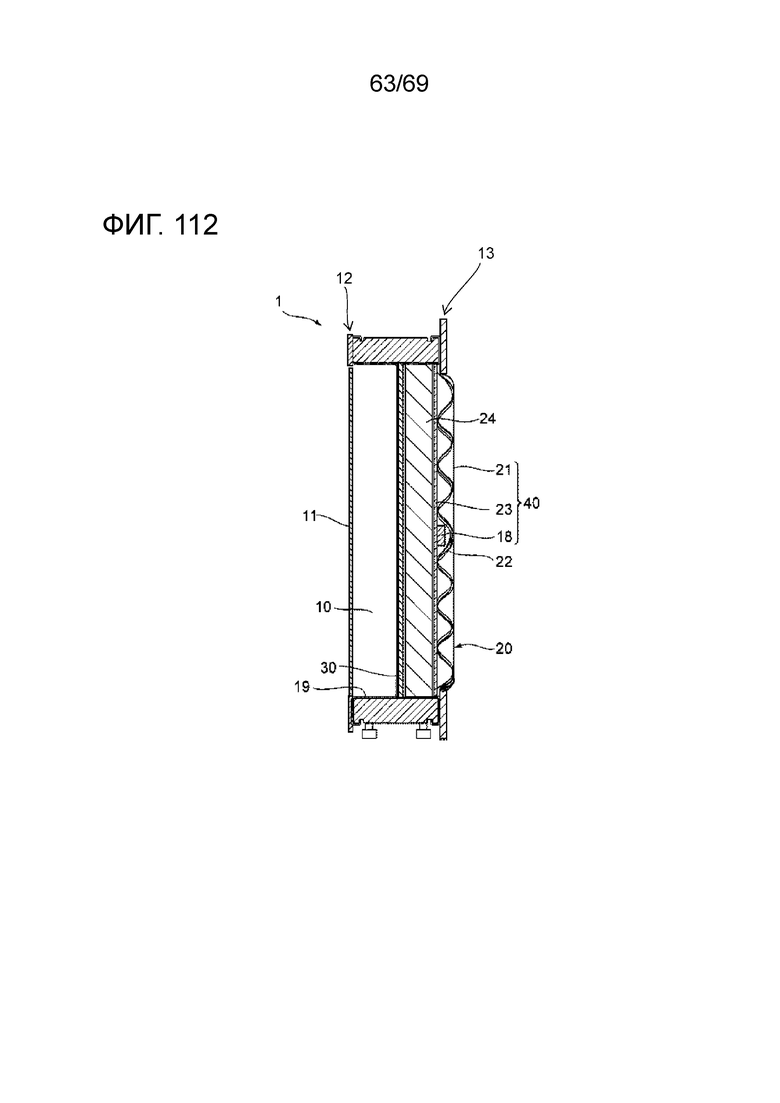
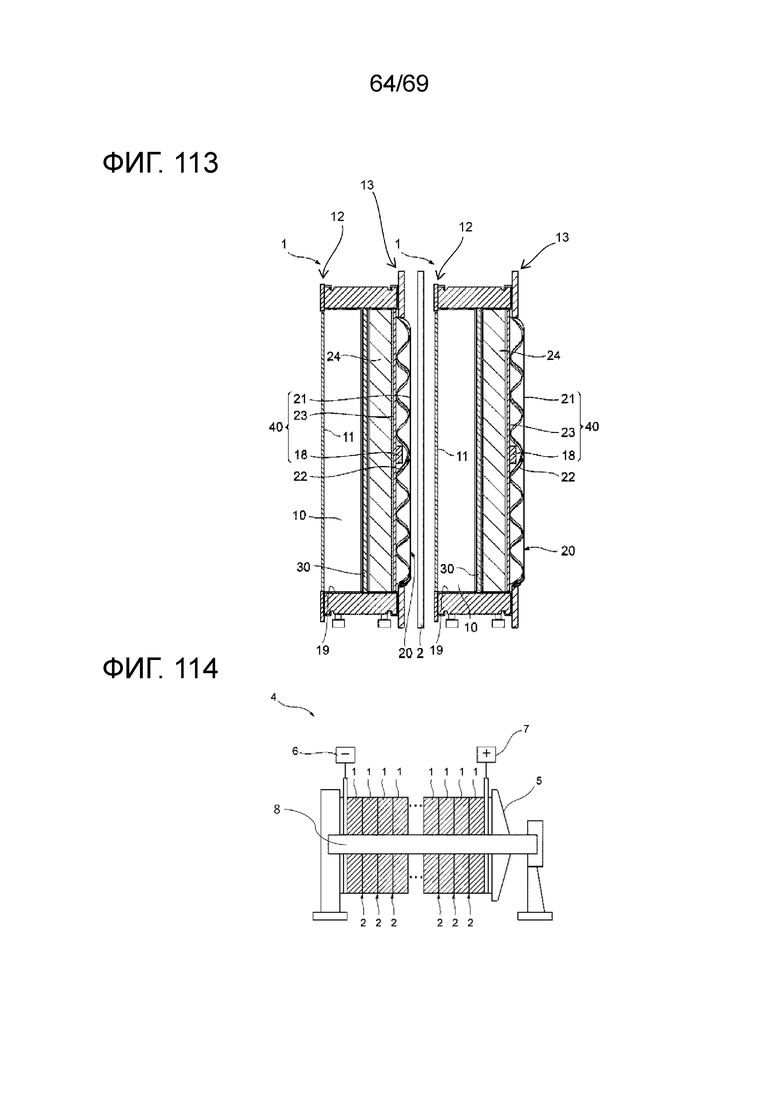
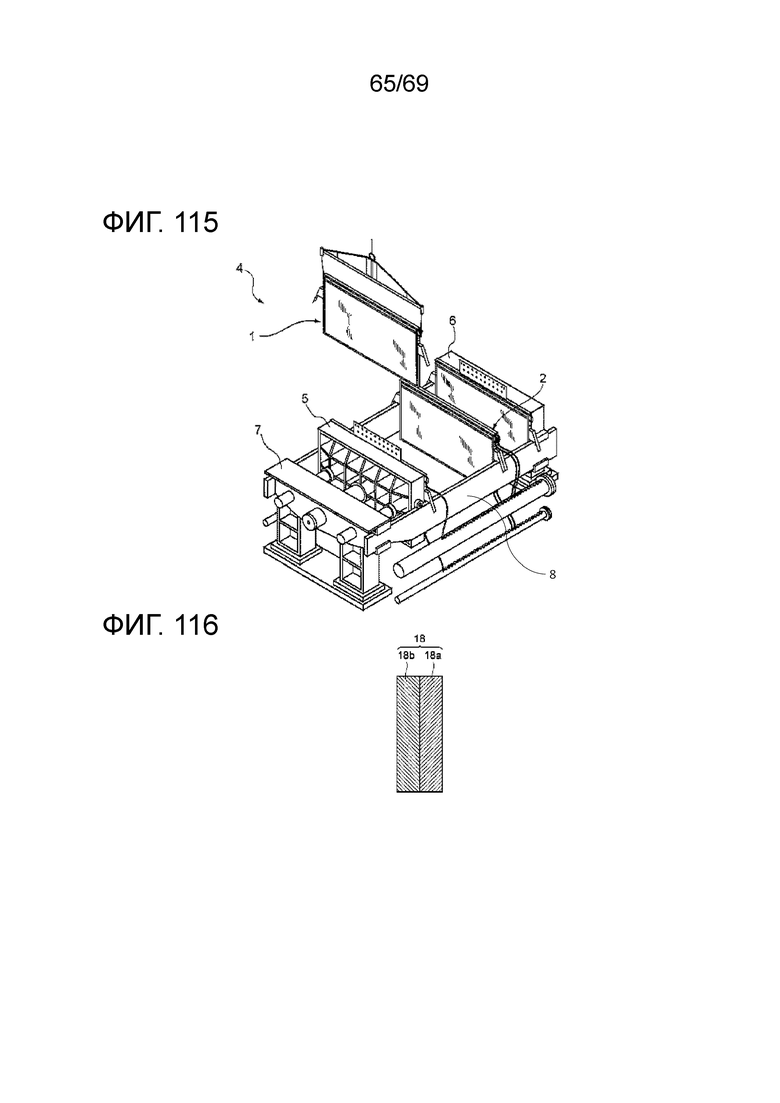
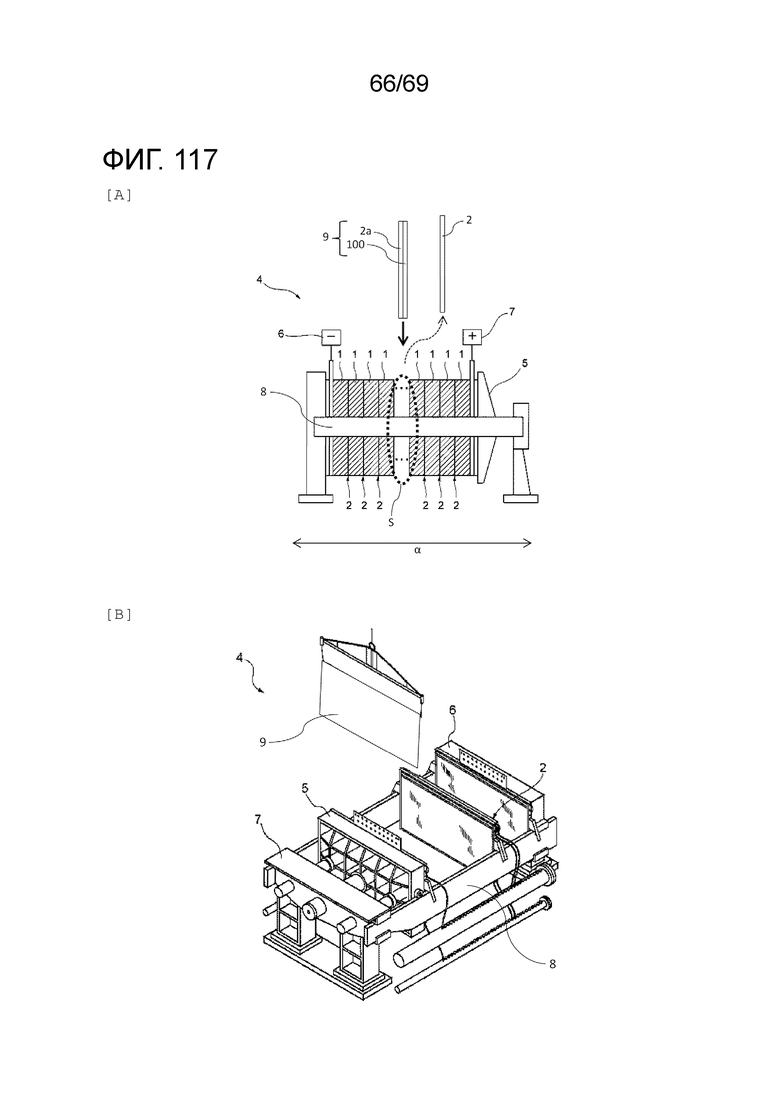
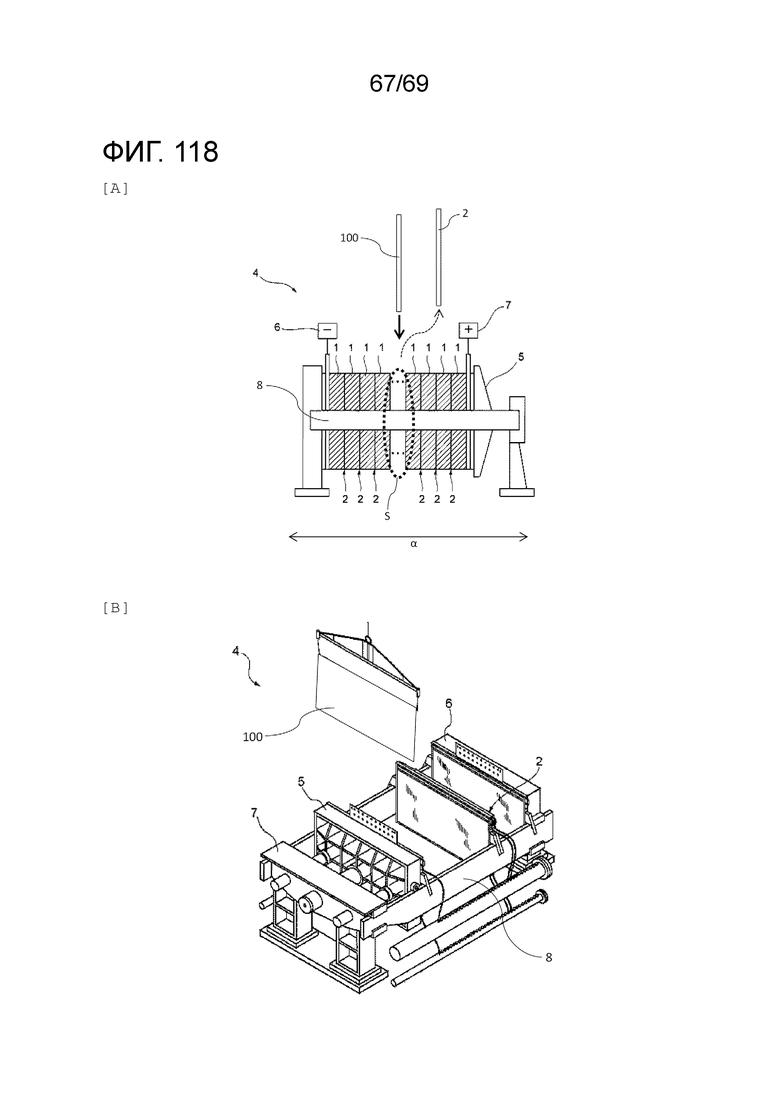
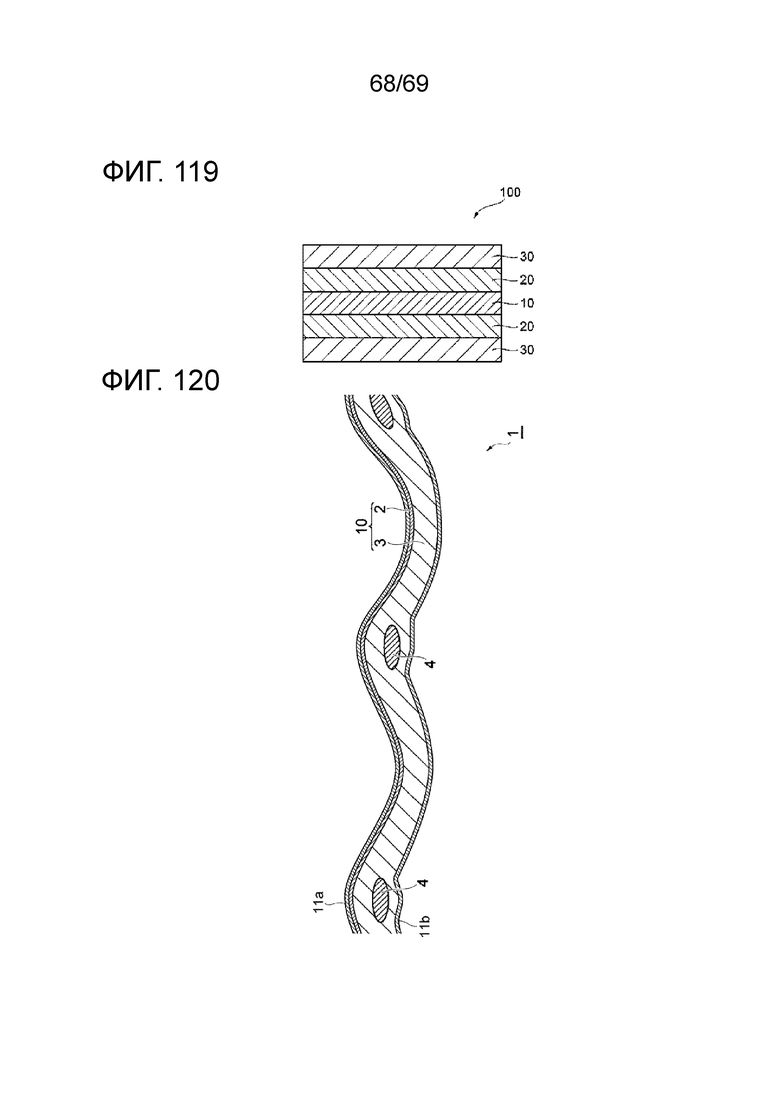
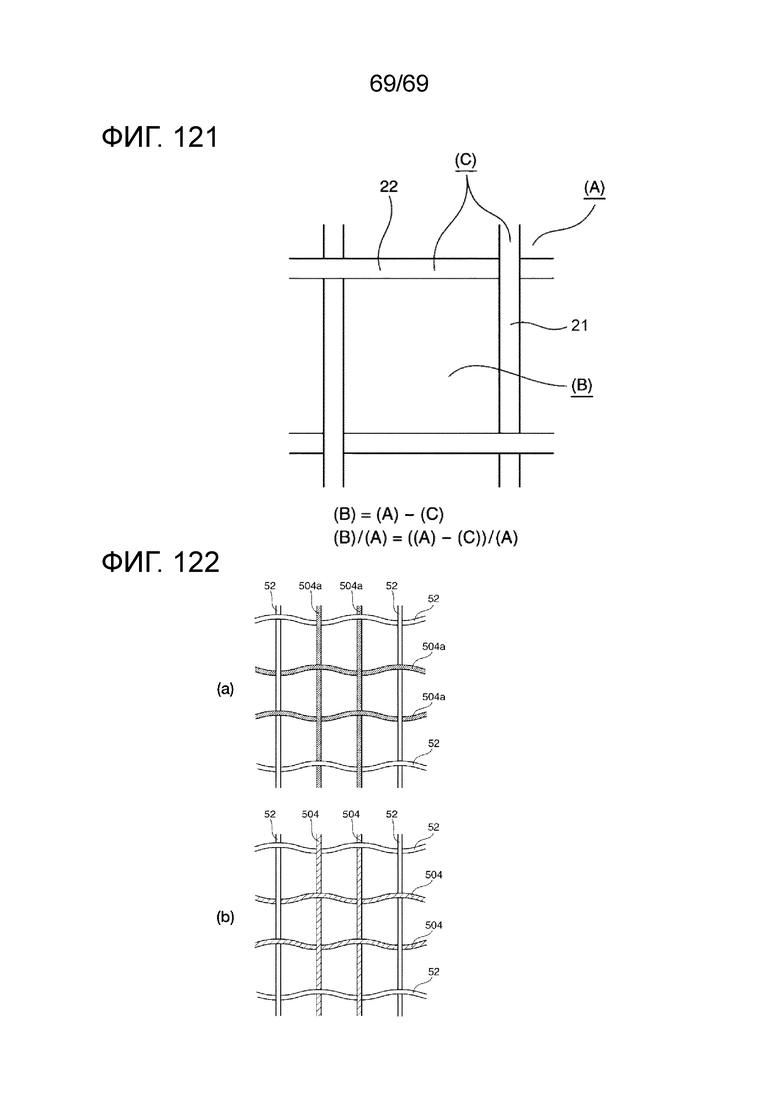
Изобретение относится к электроду для электролиза, имеющему массу на единицу площади 48 мг/см2 или менее и механическую силу, прилагаемую против силы сцепления на единицу массы × единицу площади, от 0,08 Н/(мг·см2) до 1,6 Н/(мг·см2). Также изобретение относится к двум вариантам слоистого изделия, рулону для электролиза. Изобретение облегчает транспортировку и обработку, заметно упрощает работу, когда начинается эксплуатация нового электролизера или в нем обновляется изношенный электрод, а также позволяет улучшить рабочие параметры электролитического процесса. 4 н. и 17 з.п. ф-лы, 122 ил., 7 пр., 7 табл.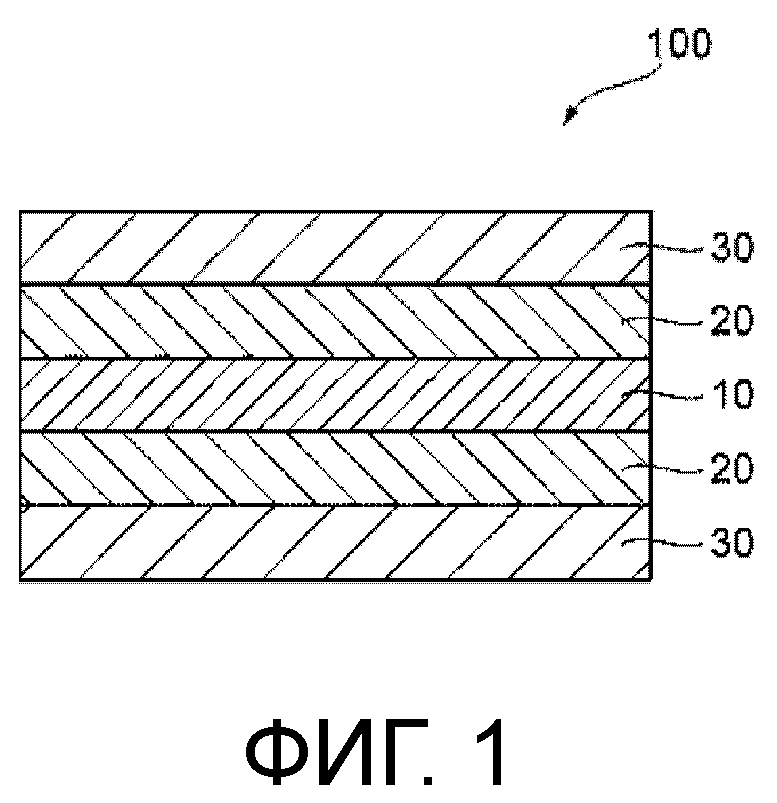
1. Электрод для электролиза, имеющий массу на единицу площади 48 мг/см2 или менее и механическую силу, прилагаемую против силы сцепления на единицу массы × единицу площади, от 0,08 Н/(мг·см2) до 1,6 Н/(мг·см2), причем приложенная сила измеряется нижеприведенными методами (i) или (ii), осуществляемыми с использованием машины для испытания на растяжение и сжатие:
[Метод (i)]
приготавливают никелевую пластину в виде квадрата со стороной 200 мм, имеющую толщину 1,2 мм и среднее арифметическое значение шероховатости (Ra) поверхности 0,7 мкм; никелевую пластину закрепляют вертикально на нижнем зажиме машины для испытания на растяжение и сжатие; ионообменную мембрану, разрезанную на квадрат со стороной 170 мм, погружают в чистую воду в течение 12 часов или более и затем используют для измерения; мембрану приводят в контакт с никелевой пластиной, увлажненной чистой водой, и обеспечивают сцепление с пластиной за счет поверхностного натяжения воды, при этом никелевую пластину и ионообменную мембрану размещают так, чтобы их верхние концы совпадали; образец электрода для электролиза разрезают на квадрат со стороной 130 мм; одну сторону электрода прокладывают между двумя пластинами из нержавеющей стали; после размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, используют четыре зажима для равномерного закрепления электрода и пластин; пластины из нержавеющей стали по центру зажимают верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод; объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекают из машины для испытания на растяжение и сжатие и погружают в ванну, содержащую чистую воду, чтобы увлажнить электрод чистой водой; пластины из нержавеющей стали по центру опять зажимают верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод; верхний зажим машины для испытания на растяжение и сжатие опускают и обеспечивают сцепление образца электрода для электролиза с поверхностью ионообменной мембраны под действием поверхностного натяжения чистой воды; размер поверхности сцепления в это время составляет 130 мм в ширину и 110 мм в длину; на электрод и ионообменную мембрану целиком набрызгивают чистую воду из промывалки, чтобы опять смочить мембрану и электрод; валик, образованный наматыванием губчатой EPDM-резины (на основе мономера этилен-пропилен-диена) закрытоячеистого типа, имеющей толщину 5 мм, вокруг поливинилхлоридной трубы (внешним диаметром 38 мм), однократно прокатывают сверху вниз, слегка прижимая к электроду, удаляя избыток чистой воды; электрод поднимают со скоростью 10 мм/минуту, начиная измерение нагрузки, и регистрируют нагрузку, когда размер участка перекрывания электрода и мембраны достигает величины 130 мм в ширину и 100 мм в длину; это измерение повторяют три раза и рассчитывают среднее значение; это среднее значение делят на площадь участка перекрывания электрода и ионообменной мембраны и на массу электрода на участке перекрывания с ионообменной мембраной, рассчитывая силу, прилагаемую на единицу массы × единицу площади (1); условия измерения в измерительной камере следующие: температура 23±2°C и относительная влажность 30±5%, при этом электрод способен держаться самостоятельно и прилипать, не сползая или не отслаиваясь, когда ему было обеспечено сцепление с ионообменной мембраной, которая была сцеплена с закрепленной вертикально никелевой пластиной, под действием поверхностного натяжения,
[Метод (ii)]
никелевую пластину, идентичную пластине в Методе (i), закрепляют вертикально на нижнем зажиме машины для испытания на растяжение и сжатие; образец электрода для электролиза разрезают на квадрат со стороной 130 мм; одну сторону электрода прокладывают между двумя пластинами из нержавеющей стали; после размещения так, чтобы центр пластин из нержавеющей стали совпадал с центром электрода, используют четыре зажима для равномерного закрепления электрода и пластин; пластины из нержавеющей стали по центру зажимают верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод; объединенный блок пластин из нержавеющей стали, электрода и зажимов на время извлекают из машины для испытания на растяжение и сжатие и погружают в ванну, содержащую чистую воду, чтобы увлажнить электрод чистой водой; пластины из нержавеющей стали по центру опять зажимают верхним зажимом машины для испытания на растяжение и сжатие, подвешивая электрод; верхний зажим машины для испытания на растяжение и сжатие опускают и обеспечивают сцепление образца электрода для электролиза с поверхностью никелевой пластины под действием поверхностного натяжения чистой воды; размер поверхности сцепления в это время составляет 130 мм в ширину и 110 мм в длину; на электрод и никелевую пластину целиком набрызгивают чистую воду из промывалки, чтобы опять смочить никелевую пластину и электрод; валик, идентичный валику в Методе (i), однократно прокатывают сверху вниз, слегка прижимая к электроду, удаляя избыток чистой воды; электрод поднимают со скоростью 10 мм/минуту, начиная измерение нагрузки, и регистрируют нагрузку, когда размер участка перекрывания электрода и никелевой пластины в продольном направлении достигает 100 мм; это измерение повторяют три раза и рассчитывают среднее значение; это среднее значение делят на площадь участка перекрывания электрода и никелевой пластины и на массу электрода на участке перекрывания с никелевой пластиной, рассчитывая силу, прилагаемую на единицу массы × единицу площади (2); условия измерения в измерительной камере следующие: температура 23±2°C и относительная влажность 30±5%, при этом электрод способен держаться самостоятельно и прилипать, не сползая или не отслаиваясь, когда ему было обеспечено сцепление с закрепленной вертикально никелевой пластиной под действием поверхностного натяжения.
2. Электрод для электролиза по п. 1, причем электрод для электролиза содержит подложку электрода для электролиза и слой катализатора, расположенный на подложке, при этом слой катализатора включает по меньшей мере один слой, а общая толщина подложки электрода для электролиза и слоя катализатора составляет 315 мкм или менее.
3. Электрод для электролиза по п. 2, причем подложка содержит никель, никелевый сплав, нержавеющую сталь или вентильный металл и имеет любую форму из перфорированного металлического листа, нетканого полотна, пористого металла, просечно-вытяжного металлического листа, металлической пористой фольги, образованной электроформованием, и тканой металлической сетки, полученной сплетением металлических нитей.
4. Электрод для электролиза по п. 3, причем подложка предпочтительно содержит по меньшей мере один элемент, выбранный из никеля и титана.
5. Электрод для электролиза по п. 3, причем подложка предпочтительно имеет форму перфорированного металлического листа или просечно-вытяжного металлического листа.
6. Электрод для электролиза по любому из пп. 2-5, причем совокупная толщина подложки электрода для электролиза и слоя катализатора предпочтительно составляет 220 мкм или менее, более предпочтительно 170 мкм или менее, дополнительно предпочтительно 150 мкм или менее, еще более предпочтительно 145 мкм или менее, в особенности более предпочтительно 140 мкм или менее, даже еще более предпочтительно 138 мкм или менее, дополнительно еще более предпочтительно 135 мкм или менее.
7. Электрод для электролиза по любому из пп. 2-6, причем среднее арифметическое значение шероховатости (Ra) поверхности подложки составляет от 0,05 мкм до 50 мкм, предпочтительно от 0,1 до 10 мкм, более предпочтительно от 0,1 до 5 мкм.
8. Электрод для электролиза по любому из пп. 2-7, причем подложка электрода для электролиза имеет толщину 300 мкм или менее, более предпочтительно 205 мкм или менее, дополнительно предпочтительно 155 мкм или менее, еще более предпочтительно 135 мкм или менее, даже более предпочтительно 125 мкм или менее, еще более предпочтительно 120 мкм или менее, даже еще более предпочтительно 100 мкм или менее, и дополнительно еще более предпочтительно 50 мкм или менее.
9. Электрод для электролиза по любому из пп. 2-7, причем толщина подложки предпочтительно составляет 5 мкм или более, более предпочтительно 15 мкм или более.
10. Электрод для электролиза по любому из предшествующих пунктов, причем доля, измеренная приведенным ниже методом (3), составляет 75% или более:
[Метод (3)]
ионообменную мембрану (квадрат со стороной 170 мм), которая получена нанесением частиц неорганического материала и связующего на обе поверхности мембраны из перфторуглеродного полимера, в который введена ионообменная группа, и образец электрода для электролиза (квадрат со стороной 130 мм) наслаивают в этом порядке; и слоистое изделие помещают на изогнутую поверхность полиэтиленовой трубы (внешний диаметр: 145 мм) так, что образец электрода для электролиза в этом слоистом изделии позиционируется снаружи в условиях температуры 23±2°C и относительной влажности 30±5%, слоистое изделие и трубу погружают в чистую воду, удаляют избыток воды, осажденной на поверхность слоистого изделия и трубу, и затем, через одну минуту после этого удаления, измеряют долю (%) площади участка, на котором образец электрода для электролиза находится в плотном контакте с мембраной, полученной нанесением частиц неорганического материала и связующего на обе поверхности мембраны из перфторуглеродного полимера, в который введена ионообменная группа.
11. Электрод для электролиза по любому из предшествующих пунктов, причем электрод для электролиза имеет пористую структуру и коэффициент открытой пористости от 5 до 90%.
12. Электрод для электролиза по любому из предшествующих пунктов, причем электрод имеет пористую структуру и коэффициент открытой пористости от 10 до 80%.
13. Электрод для электролиза по любому из предшествующих пунктов, в котором значение, полученное путем измерения электрода для электролиза указанным ниже методом (А), составляет 40 мм или менее:
[Метод (A)]
в условиях температуры 23±2°C и относительной влажности 30±5% образец, полученный наслоением ионообменной мембраны (квадрат со стороной 110 мм) и электрода для электролиза (квадрат со стороной 110 мм), наматывают вокруг и закрепляют на изогнутой поверхности втулки, выполненной из поливинилхлорида и имеющей внешний диаметр φ 32 мм, и оставляют, выдерживая в течение 6 часов; после этого, когда образец разматывают с изогнутой поверхности и электрод для электролиза отделяют от образца и размещают на плоской плите, измеряют высоты L1 и L2 участка, приподнятого от плоской плиты в вертикальном направлении на обеих кромках электрода для электролиза, и их среднее значение используют в качестве значения измерения.
14. Электрод для электролиза по любому из предшествующих пунктов, в котором вентиляционное сопротивление, измеренное в условиях температуры 24°С, относительной влажности 32%, скорости поршня 0,2 см/с и объема вентиляции 0,4 см3/см2/с, составляет 24 кПа·с/м или менее, когда электрод для электролиза имеет размер 50 мм×50 мм.
15. Слоистое изделие для электролиза, содержащее электрод для электролиза по любому из пп. 1-14.
16. Рулон для электролиза, содержащий электрод для электролиза по любому из пп. 1-14 или слоистое изделие по п. 15.
17. Слоистое изделие для электролиза, содержащее:
электрод для электролиза по любому из пп. 1-14 и
мембрану или питающий проводник в контакте с электродом для электролиза,
причем упомянутая сила, прилагаемая на единицу массы × единицу площади электрода для электролиза на мембране или питающем проводнике, составляет менее 1,5 Н/(мг·см2).
18. Слоистое изделие для электролиза по п. 17, в котором сила, прилагаемая на единицу массы × единицу площади электрода для электролиза на мембране или питающем проводнике, составляет более 0,005 Н/(мг·см2).
19. Слоистое изделие для электролиза по п. 17 или 18, в котором питающий проводник представляет собой проволочную сетку, металлическое нетканое полотно, перфорированный металлический лист, просечно-вытяжной металлический лист или пористый металл.
20. Слоистое изделие для электролиза по п. 18 или 19, содержащее, в качестве по меньшей мере одного поверхностного слоя мембраны, слой, включающий в себя смесь частиц гидрофильного оксида и полимера, в который введены ионообменные группы.
21. Слоистое изделие для электролиза по любому из пп. 18-20, в котором между электродом для электролиза и мембраной или питающим проводником размещена жидкость.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ВОДОРОДА | 2012 |
|
RU2532561C2 |

