Предлагаемое изобретение относится к электротехнике и может быть использовано для изготовления батареи топливных элементов с твердым полимерным электролитом, которая может быть использована в качестве источника питания портативных электронных устройств, а также в зарядных устройствах, предназначенных для мобильных телефонов и переносных компьютеров. Батарея топливных элементов с твердым полимерным электролитом найдет широкое практическое применение как источник питания мобильных портативных установок, если она будет иметь при том же объеме мощности меньшие размеры и массу, чем гальванические элементы. Зарядные устройства на основе батарей топливных элементов также могут найти широкое практическое применение, если они будут портативны, мобильны и смогут автономно работать в районах, где отсутствует централизованное энергоснабжение. В этом случае батареи топливных элементов смогут заменить гальванические элементы в портативных мобильных электронных установках, а зарядные устройства обеспечат широкое применение мобильных телефонов и переносных компьютеров в районах, где отсутствует электроснабжение. При этом технология изготовления батареи топливных элементов должна быть простой и позволять организацию массового производства.
Известна конструкция батареи топливных элементов с твердым полимерным электролитом (1), в которой единичные топливные элементы размещаются один над другим. Каждый из них состоит из мембраны, пары электродов со слоем катализатора, расположенных с двух сторон мембраны, а также пары сепараторов, предназначенных для подачи к одному электроду газообразного водорода, а к другому окислителя. Сепараторы также используют и в процессе сопряжения электродов топливного элемента с мембраной. В качестве материала уплотнительных элементов применяют полимер с полиизобутиленовой основой.
Недостатком известной конструкции батареи топливных элементов является большой объем и вес, обусловленные относительно большой толщиной и весом двух сепараторов, использующихся в каждом единичном топливном элементе. Поэтому известная батарея, состоящая из нескольких топливных элементов, имеет большую толщину, что затрудняет либо делает невозможным применение известной батареи в действующих мобильных электронных устройствах взамен традиционных источников питания.
Известен способ изготовления миниатюрного топливного элемента с твердым полимерным электролитом (2), в котором сопряжение слоев топливного элемента осуществляют без участия сепараторов, заключающийся в том, что изготавливают металлические электроды, в которых в единой конструкции содержится пористая часть электрода и токоотводы от нее, расположенные по всему краю пористой части электрода. На поверхность токоотводов наносят клеевую пленку. Между пористыми частями электродов укладывают пленку твердого полимерного электролита. После чего проводят термическое прессование пакета при давлении 0,8-2 МПа и температуре 150°C. В процессе термического прессования пористую часть электродов внедряют в каталитические слои на пленке твердого полимерного электролита, а токоотводы склеивают между собой и получают миниатюрные топливные элементы.
К достоинству способа следует отнести прочную связь между электродами и твердым полимерным электролитом, что исключает необходимость механического прижима слоев топливного элемента. При этом уменьшается вес и объем топливного элемента.
Известен способ изготовления топливного элемента с твердым полимерным электролитом (3). Способ предназначен для изготовления топливных элементов большой мощности и заключается в том, что на сетчатой подложке изготавливают анодный и катодный электродные слои, которые в единой металлической конструкции содержат определенное число пористых электродных основ, токоотводов от них и шину для отвода тока от электродного слоя. Для чего на сетчатой подложке защищают разрозненные участки, предназначенные для пористых электродных основ, а на свободную поверхность сетчатой подложки осаждают электролитическую медь и никель и получают сплошные токоотводы и шину. На оборотную сторону электродных слоев осаждают шероховатый осадок электролитического никеля. На поверхность токоотводов и шины электродного слоя укладывают клеевую прокладку. В пленке твердого полимерного электролита вырезают окна, соответствующие расположению клеевой прокладки, и укладывают ее между электродами. Затем проводят прессование слоев топливного элемента, при котором шероховатая поверхность электродных слоев внедряется в пленку твердого полимерного электролита, а токоотводы и шины электродных слоев склеивают между собой.
Преимущество известного способа заключается в том, что он позволяет изготавливать топливный элемент с твердым полимерным электролитом, имеющим малую толщину при большой поверхности электродных слоев до 1000 квадратных сантиметров и прочную связь между слоями, исключающую необходимость в применении сепараторов для сопряжения слоев топливного элемента.
Известен способ изготовления батарей топливных элементов с твердым полимерным электролитом (4). Способ включает изготовление слоистого блока из единичных топливных элементов. Каждый единичный топливный элемент состоит из двух электродных слоев, между которыми расположена пленка твердого полимерного электролита. С двух сторон каждого единичного топливного элемента располагают сепараторы. Каждый сепаратор оборудован реакционными камерами, через которые топливо или окислитель поступают к электродам. Сепараторы оборудованы также каналами для принудительной подачи топлива или окислителя в соответствующие камеры. Кроме того, сепараторы имеют проходные каналы и для выпуска отработанных продуктов из камер. Каналы для подачи и выпуска продуктов имеют различные размеры, что обеспечивает необходимое давление в камерах. Входные и выходные каналы соединены со сборниками продуктов с помощью коллекторов. Способ принят за прототип.
К недостаткам способа прототипа следует отнести низкую удельную мощность батареи топливных элементов. Это объясняется большой массой и объемом батареи из-за несовершенства конструкции батареи топливных элементов, в которой каждый электрод сопряжен с камерой для топлива или окислителя, которая является частью сепаратора. Поскольку батарея топливных элементов состоит из двух единичных топливных элементов, а каждый топливный элемент включает два электрода, то батарея топливных элементов имеет четыре сепаратора. Это увеличивает толщину и массу батареи. Кроме того, для передвижения топлива и окислителя через камеры, расположенные в сепараторе, необходимы миниатюрные насосы, а для сопряжения разрозненных слоев батареи топливных элементов необходимы приспособления для их механического прижима. Это также увеличивает толщину и массу батареи. Большая толщина известной конструкции батареи топливных элементов затрудняет или делает невозможным ее применение в портативных мобильных устройствах. Технология изготовления батареи топливных элементов способом прототипа сложная, трудоемкая и малопригодная для массового производства.
Задачей предлагаемого изобретения является разработка способа изготовления единичной батареи топливных элементов с твердым полимерным электролитом с меньшей толщиной и массой и большей удельной мощностью. При этом толщина и масса батареи топливных элементов должна быть соизмеримой или меньше чем толщина и масса источников питания, основанных на гальванических элементах, что может позволить использовать батарею топливных элементов в качестве источников питания портативных мобильных электронных устройств. Кроме того, способ должен позволять на основе определенного числа единичных батарей топливных элементов изготавливать зарядное устройство для мобильных телефонов и переносных компьютеров, которые можно было бы использовать длительное время в автономном режиме в районах, где отсутствует централизованное электроснабжение. Заявленный способ изготовления батареи топливных элементов должен быть простым, не требовать сложного оборудования для своего осуществления и быть пригодным в массовом производстве.
Поставленная задача достигается тем, что в известном способе (4) батарею топливных элементов изготавливают из единичных топливных элементов, камер для топлива, каналов для поступления топлива в камеру и отвода отработанных продуктов из камеры, коллектора и сборника для топлива. Заявленный способ отличается тем, что при изготовлении батареи топливных элементов из двух единичных топливных элементов их располагают в батарее таким образом, что электроды топливных элементов, которые предназначены для окисления топлива, устанавливают друг против друга. Между этими электродами топливных элементов по всему их периметру размещают диэлектрическую прокладку определенной толщины и приклеивают к ним. В результате получают камеру, предназначенную для топлива, которая принадлежит обоим топливным элементам. Каналы для поступления топлива в камеру и отвода из нее отработанных продуктов создают в толщине прокладки. Электроды единичных топливных элементов, которые предназначены для восстановления окислителя, располагают с внешней стороны батареи и они находятся в контакте с кислородом в составе воздуха. В результате получают единичную батарею топливных элементов с твердым полимерным электролитом. Определенное число единичных батарей топливных элементов устанавливают в горизонтальный ряд и соединяют их между собой последовательно. После чего определенное число горизонтальных рядов единичных батарей соединяют между собой параллельно и получают зарядное устройство с необходимым напряжением и мощностью, в котором все составляющие его единичные батареи топливных элементов расположены в одной плоскости. Единичные батареи в зарядном устройстве устанавливают в окна пластмассовых рамок. Число окон в каждой пластмассовой рамке соответствует числу единичных батарей в горизонтальном ряду, а число пластмассовых рамок в зарядном устройстве равно числу горизонтальных рядов единичных батарей. Пластмассовые рамки соединяют между собой гибким материалом, что позволяет сложить плоское зарядное устройство в пакет и получить мобильное зарядное устройство.
Предлагаемый способ поясняется на фиг.1-3. На фиг 1 представлена единичная батарея топливных элементов с твердым полимерным электролитом. На фиг.2 показано плоское зарядное устройство в виде горизонтальных рядов единичных батарей. На фиг.3 показано зарядное устройство в виде мобильного портативного пакета.
Единичная батарея топливных элементов 1, фиг 1, состоит из двух единичных топливных элементов 2 и 3, изготовленных по способу (2), и камеры для топлива 4. Топливные элементы 2 и 3 состоят из электродов 5 и 5', предназначенных для окисления топлива, и электродов 6 и 6', предназначенных для восстановления окислителя. Каждый электрод содержит пористую часть 7 и токоотвод от нее 8. Между пористой частью 7 электродов 5 и 6, а также 5' и 6' расположена пленка твердого полимерного электролита 9 с нанесенными с двух ее сторон каталитическими слоями. Между токоотводами 8 электродов 5 и 6 расположена клеевая прокладка. Камера 4 состоит из стенок, образованных электродами 5 и 5' и диэлектрической прокладкой 10. Прокладка 10 имеет два отверстия, расположенные с двух противоположных сторон прокладки. Отверстия в прокладке предназначены для установки каналов 11 и 12. Прокладку 10 приклеивают к токоотводам 8 электродов 5 и 5'. В качестве материала прокладки 10 может быть использована пластмасса, которая должна удовлетворять следующим требованиям: высокая электрическая прочность, химическая стойкость в органических растворителях, водостойкость и механическая прочность. Таким требованиям удовлетворяет, например, стеклотекстолит марки СТ-11 (5). Стеклотекстолитовую прокладку получают путем прессования пакета из стеклоткани марки Э толщиной 0,1-0,12 мм, пропитанной термореактивным клеем, при температуре отверждения клея. Толщина прокладки 10 равна толщине камеры 4. Толщина прокладки 10 определяется числом слоев стеклоткани, уложенных в пакет для прессования. Клеевое связующее для склеивания прокладки 10 с топливными элементами 2 и 3 должно удовлетворять следующим требованиям: хорошая адгезия к металлу и пластмассе, химическая стойкость и влагостойкость. Таким требованиям отвечает, например, клей на основе полиуретана марки ПУ- 2/10 (6). Каналы 11 и 12 изготавливают из прозрачного термопласта, например из полипропилена. Каналы 11 и 12 имеют одинаковые размеры и конструкцию, которая состоит из опорной части, по форме и размерам соответствующей отверстиям в прокладке 10, она предназначена для установки и закрепления каналов 11 и 12 в отверстиях прокладки 10, и крышки, которая выступает над поверхностью прокладки 10. Крышка имеет два трубчатых патрубка, которые предназначены для поступления топлива в камеру 4, а также для удаления отработанных продуктов. Трубчатые патрубки имеют колпачки, которыми закрывают патрубки при герметизации камеры.4. На фиг 1 показан процесс заполнения камеры 4 топливом из резервуара для топлива. Сборник топлива расположен выше батареи топливных элементов 1. Гибкая трубка сборника топлива соединена с патрубком канала 12. С патрубка канала 11 снимают колпачок, после чего начинают заполнять камеру 4. Топливо, заполняя камеру 4, выдавливает из нее воздух, который выходит в открытый патрубок канала 11. После появления топлива в канале 11 прекращают подачу топлива из сборника. Патрубок канала 11 закрывают колпачком, после чего отделяют гибкую трубку сборника от патрубка канала 12 и его закрывают колпачком.
Поскольку метанол характеризуется большим значением удельной плотности энергии, равной 4720 Вт-час/литр, то суточное потребление метанола миниатюрной батареей может быть равно нескольким сантиметрам кубическим. Необходимое количество метанола для продолжительной работы батареи топливных элементов можно разместить в портативном сборнике топлива. Топливо из сборника можно выдавливать в соответствующий канал, так как он имеет гибкие стенки. Канал 12 также используют при необходимости освобождения камеры 4 от отработанных продуктов. Электроды 6 и 6' топливных элементов 2 и 3 обращены непосредственно к окислителю в составе воздуха. Такая конструкция единичной батареи топливных элементов имеет существенно меньший объем, чем батарея топливных элементов, изготовленная способом прототипа, так как в предложенной конструкции батареи только одна топливная камера 4 заменяет четыре сепаратора, которые надо было бы применить, если бы батарею из двух единичных топливных элементов изготавливали бы способом прототипа. Объем камеры 4 равен объему метанола, который необходим для непрерывной работы батареи топливных элементов в течение, например, 48 часов. Объем метанола при мощности, равной, например, 0,2 Вт, и продолжительности работы батареи при полном заполнении камеры 4 метанолом в течение 48 часов и плотности энергии метанола, равной 4,72 Вт-час/см3, равен (0,2 Вт×48 час):4,72 Вт-час/см3=2 см3. Поверхность стенок камеры 4, состоящих из электродов топливных элементов, поверхность которых равна, например, 5,05×2,см=10,1 см2. Толщина камеры 4 равна: 2 см3:10,1 см2=0,2 см. Толщина батареи топливных элементов равна сумме толщин двух топливных элементов 2 и 3 и камеры 4. Толщина топливного элемента, изготовленного по способу (2), равна 0,02 см. Тогда толщина единичной батареи топливных элементов равна 0,02+0,02+0,2=0,24 см или 2,4 мм. Толщина батареи топливных элементов, которая изготовлена способом прототипа, существенно больше чем 2,4 мм, так как только толщина одного сепаратора в батарее равна не менее 2 мм. Как видно, разработанная конструкция единичной батареи топливных элементов эффективна, так как позволяет существенно уменьшить толщину батареи топливных элементов и увеличить ее удельную мощность. Предложенный способ изготовления батареи топливных элементов простой, так как сводится к изготовлению диэлектрической прокладки 10 и каналов 11 и 12 и последующей сборке конструкции батареи топливных элементов путем склеивания прокладки 10 с топливными элементами 2 и 3. К преимуществу разработанного способа можно отнести и то, что работа батареи топливных элементов не нуждается в миниатюрных насосах для подачи окислителя и топлива в камеры, а также и в приспособлениях для механического сопряжения технологических слоев, составляющих батарею.
Поскольку два единичных топливных элемента в батарее, фиг.1, соединены между собой последовательно проводником 13, то при напряжении единичного топливного элемента, равного 0,5-0,6 В, напряжение единичной батареи, состоящей из двух топливных элементов, равно 1-1,2 В, что соответствует численному значению рабочего напряжения гальванических батареек. Кроме того, толщина батареи топливных элементов существенно меньше толщины гальванических батареек, поэтому единичная батарея топливных элементов может быть применена в качестве источников питания в портативных мобильных электронных устройствах. Предложенный способ изготовления батареи топливных элементов может быть реализован без существенных затрат на приобретение нового оборудования и в массовом производстве.
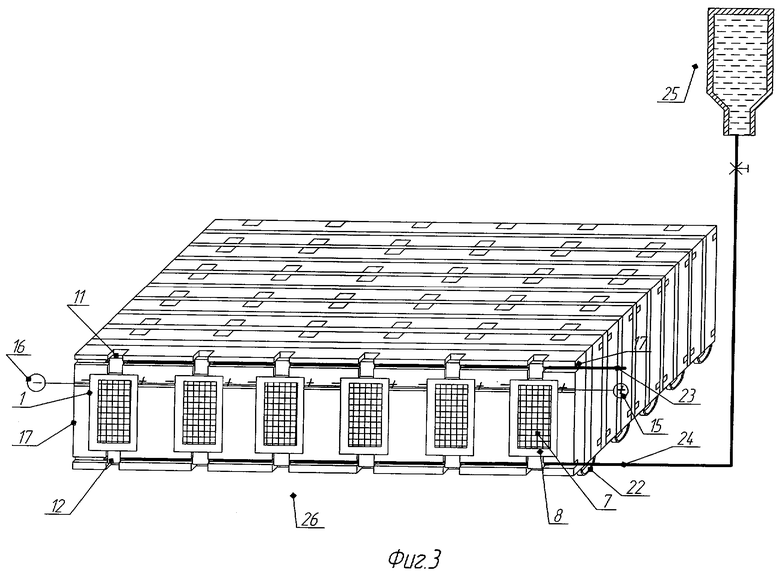
Кроме того, на основе новой конструкции батареи топливных элементов можно изготавливать плоское зарядное устройство, предназначенное для мобильного телефона и переносного компьютера. На фиг.2 показано плоское зарядное устройство, в котором единичные батареи топливных элементов 1 устанавливают в горизонтальный ряд 14. Их соединяют между собой в электрическую цепь последовательно с входным и выходным контактами цепи 15 и 16 соответственно. Число единичных батарей топливных элементов, которые устанавливают в горизонтальный ряд 14 и соединяют между собой последовательно, зависит от требуемой величины напряжения зарядного устройства и величины напряжения единичной батареи топливных элементов. Мощность зарядного устройства зависит от мощности, которую генерирует один горизонтальный ряд единичных батарей 14, и числа таких горизонтальных рядов единичных батарей в зарядном устройстве, которые соединяют между собой в электрическую цепь параллельно. Каналы 11, а также каналы 12 всех единичных батарей топливных элементов, установленных в горизонтальный ряд 14, соединяют между собой с помощью полых трубок, которые натягивают на трубчатые патрубки каналов, что позволяет одновременно заполнять топливом единичные батареи топливных элементов в горизонтальном ряду 14.
Для установки и крепления единичных батарей в горизонтальном ряду 14 изготавливают пластмассовые рамки 17, которые имеют окна 18. Окна 18 по форме и размерам соответствуют форме и размерам единичной батареи 1. Окна 18 имеют карманы 19 для размещения канала 11, а также и карманы 20 для размещения канала 12. Пластмассовые рамки 17 можно изготавливать из прочной как из термопластичной, так и термореактивной пластмассы, например из полипропилена, ударно прочного полистирола или пресс-порошка с термореактивным клеевым связующим. Изготовление пластмассовых рамок 17 возможно как методом литья, так и методом прессования в соответствующих пресс-формах(7). Эти методы позволяют за одну технологическую операцию изготовить рамку 17 с карманами 19 и 20 и технологическими пазами 21. Технологические пазы 21 в рамке 17 предназначены для размещения проводов, которые соединяют единичные батареи в ряду 14 в последовательную электрическую цепь. Кроме того, технологические пазы в рамке 17 используют также для размещения трубок, соединяющих каналы 11 и 12 единичных батарей в ряду 14 для осуществления одновременного заполнения топливом камер 4 единичных батарей в ряду 14. Изготавливают необходимое число горизонтальных рядов единичных батарей и соответствующее им число пластмассовых рамок 17. В окна 18 рамки 17 устанавливают единичные батареи топливных элементов 1. В пазы 21 рамок 17 устанавливают провода, соединяющие в последовательную электрическую цепь единичные батареи топливных элементов, Кроме того, укладывают полые трубки, соединяющие каналы 11, а также каналы 12. Затем рамки 17 соединяют между собой гибкой тканью 22, например тканью марки 1045-ПК-28, которую изготавливают по ТУ-38105716-84 из одного слоя капрона с односторонним резиновым покрытием. Такая гибкая ткань - атмосферостойкая, водонепроницаемая, стойкая в органических растворителях. В результате получают плоское зарядное устройство. Заполняют топливом батареи топливных элементов в ряду 14, для чего с патрубка коллектора 23 отделяют колпак, а к коллектору 24 подсоединяют трубку от сборника топлива 25. Плоское зарядное устройство можно сложить при изгибе ткани 22 в пакет 26, фиг.3.
Толщина пакета 26 зависит от толщины пластмассовой рамки 17 и количества рамок в зарядном устройстве, например, при толщине рамки 17, равной 2,4 мм, и расстоянии между рамками 17 в пакете, равном 2 мм, толщина пакета из десяти рамок 17 будет иметь толщину 44 мм. При такой толщине пакета зарядное устройство будет портативным и мобильным. Зарядное устройство, изготовленное по заявленному способу, может работать автономно, поэтому его можно использовать в районах, удаленных от централизованного энергоснабжения. При необходимости возможно заполнять камеры 4 батарей топливных элементов в зарядном устройстве, которое сложено в пакет 26. Для чего сборник топлива 25 подсоединяют к коллектору 24, фиг 3. При большом значении плотности энергии метанола необходимый запас метанола для работы зарядного устройства в течение нескольких суток можно разместить в портативной мобильной таре, что также способствует использованию зарядного устройства на основе единичных батарей в районах, где отсутствует электроснабжение.
Процесс изготовления единичной батареи топливных элементов заявленным способом - простой. Он сводится к изготовлению прокладки 10 с двумя отверстиями, каналов 11 и 12 с крышками, имеющими по два трубчатых патрубка, которые закрывают колпачком, к изготовлению необходимого числа пластмассовых рамок 17 с отверстиями 18 для размещения в них единичных батарей топливных элементов 1 и технологических пазов 21. Предложенный способ изготовления батареи топливных элементов может быть осуществлен на известном оборудовании в массовом производстве.
Способ реализуется следующим образом.
Пример 1. Изготавливают единичную батарею топливных элементов, конструкция которой представлена на фиг 1, включающую два топливных элемента с твердым полимерным электролитом 2, 3 и камеру, предназначенную для топлива 4. В качестве топлива применяют метанол, а в качестве окислителя - кислород в составе воздуха. Батарею топливных элементов изготавливают длиной 50,5 мм и шириной 27,6 мм. Топливные элементы 2 и 3 в составе батареи 1 изготавливают способом (2). В соответствии с уровнем техники топливный элемент с твердым полимерным электролитом может генерировать ток с величиной плотности тока 5 или 6 мА/см2, при напряжении, равном 0,5 или 0,6 В. Батарея 1, фиг.1, состоит из двух топливных элементов 2 и 3, которые соединяют между собой последовательно проводником 13. Поэтому напряжение батареи топливных элементов равно 2×0,6 В=1,2 В. Величина тока батареи топливных элементов определяется генерирующей ток поверхностью электродов топливного элемента, равной 5,05 см×2,76 см, и плотностью генерированного тока, равного 0,006 А/см2. Величина тока батареи топливных элементов равна (5,05 см×2,76 см)×0,006 А/см2=0,0836 А. Определяем мощность единичной батареи топливных элементов: 0,0836 А × 1,2 В=0,1 Вт. Мощность единичной батареи топливных элементов соответствует мощности цилиндрической батарейки типа АА, равной 0,1 Вт, с длиной 50,5 мм и диаметром 14,5 мм. Определяем объем и толщину топливной камеры 4. Принимаем, что объем камеры 4 должен вмещать такое количество метанола, которое обеспечивает непрерывную работу батареи в течение 48 часов при мощности батареи 0,1 Вт. При плотности энергии метанола, равной 4,72 Вт-час/см3, объем метанола, необходимый для непрерывной работы батареи в течение 48 часов, равен (0,1 Вт×48 час):4,72 Вт-час/см3=1,016 см3. В соответствии с уравнением химической реакции окисления метанола кислородом она протекает в присутствии одной молекулы воды. Поэтому в качестве топлива необходимо применять водный раствор метанола от 10 до 64%. Применение водного раствора метанола связано с увеличением объема камеры 4, поэтому необходимо к расчетному количеству объема метанола добавить воду до получения объема водного его раствора. Например, при концентрации метанола, равной 30% к расчетному объему метанола, равному 1,016 см3, нужно добавить воду в количестве 2 см3. Объем водного раствора метанола равен 3,016 см3, соответственно и объем камеры 4 также равен 3,016 см3. Зная объем камеры 4 и величину поверхности стенок камеры, можно определить толщину камеры 4. Толщина камеры 4 равна: 3,016 см3: (5,05 см×2,76 см)=0,21 см. Толщина батареи топливных элементов равна сумме толщин топливных элементов 2 и 3 и толщины камеры 4. Толщина топливного элемента с твердым полимерным электролитом равна сумме толщин двух электродов 5 и 6 и толщины пленки твердого полимерного электролита 9. Толщина электрода топливного элемента, изготовленного по способу (2), равна 0,0035 см, толщина пленки твердого полимерного электролита равна 0,01 см. Толщина топливного элемента равна (2×0,0035)+0,01=0,017 см. Зная толщины топливных элементов 2 и 3 и камеры 4, определяем толщину батареи топливных элементов: (2×0,017 см)+0,21 см=0,244 см. Определяем объем батареи топливных элементов: 5,05 см×2,76 см×0,244 см=3,4 см3.
Определяем вес батареи топливных элементов, который равен сумме весов двух топливных элементов 2 и 3, прокладки 10. Вес топливного элемента, который равен сумме весов двух электродов топливного элемента плюс вес твердого полимерного электролита. Пористые электроды 5 и 6 в топливном элементе изготовлены из никеля.
Вес электрода топливного элемента определяет объем электрода и удельный вес материала электрода. Вес электрода равен 5,05 см×2,76 см×0,0035 см×8,9 г/см3=0,434 г. Вес пленки твердого полимерного электролита равен
5,05 см×2,76 см×0,01 см×1,15 г/см3=0.16 г. Вес топливного элемента с твердым полимерным электролитом равен (0,434 г×2)+0,16 г=1,028 г.
Вес прокладки 10 определяется объемом прокладки и удельным весом материала прокладки.
Объем прокладки при толщине - 0,21 см, ширине - 0,3 см и длине ее сторон - 2,76 см и 5,05 см равен (2×2,76 см×0,21 см×0,3 см)+(2×5,05 см×0,3 см×0,2 см)=0,93 см3. Вес прокладки 10, изготовленной, например, из полистирола, равен: 0,93 см3×1,14 г/см3=1,06 г.
Вес батареи топливных элементов равен (2×1,028 г)+1,06 г=3,116 г. Таким образом единичная батарея топливных элементов, изготовленная заявленным способом, имеет следующие технические характеристики: мощность 0,1 Вт, напряжение 1,2 В, габаритные размеры: 5,05 см×2,76 см×0,24 см, объем 3,4 см3 и вес 3,116 г. Для сравнения приводим технические характеристики цилиндрического гальванического элемента типа 316: начальное напряжение 1,5 В, продолжительность работы не менее 48 часов, конечное напряжение 0,9 В, габаритные размеры: высота 5,05 см, диаметр 1,45 см, объем 8,3 см3, вес 20 г. Как видно, толщина, объем и вес единичной батареи топливных элементов, изготовленной заявленным способом, существенно меньше толщины (диаметра), объема и веса цилиндрической гальванической батарейки типа 316. Поэтому единичная батарея топливных элементов имеет более высокую удельную мощность и может быть использована в качестве источника питания в портативных электронных устройствах.
Пример 2. Изготавливают миниатюрную батарею топливных элементов по технологии примера 1, которая могла бы заменить плоскую гальваническую батарейку с габаритными размерами типа F - 25: длина - 22,6 мм, ширина - 22,6 мм, высота - 5,85 мм. Миниатюрная батарея топливных элементов включает два топливных элемента, у которых электроды имеют длину - 22,6 мм и ширину - 22,6 мм. При плотности генерирующего тока на электроде топливного элемента, равной 5 мА/см2 и поверхности электрода, равной 2,26 см×2,26 см величина тока, генерирующего топливным элементом, равна: (2,26 см×2,26 см)×5 мА/см2=25,53 мА. Напряжение топливного элемента с твердым полимерным электролитом, работающего на метаноле, равно 0,5 В. При последовательном соединении двух топливных элементов в батарее величина напряжения батареи равна сумме напряжений на каждом топливном элементе (0,5 В+0,5 В)=1,0 В. Тогда мощность батареи топливных элементов равна: 1,0 В×0,025А=0,025 Вт. Определяем объем метанола, необходимый для непрерывной работы батареи в течение 48 часов: (0,025 Вт×48 час):4,72 Вт-час/см3=0,254 см3. При использовании в качестве топлива 30% раствора метанола необходимо к 0,254 см3 метанола добавить 0,546 см3 воды. Поэтому необходимый объем 30% раствора метанола для непрерывной работы в течение 48 часов равен 0,951 см3. Соответственно, и объем камеры 4, предназначенной для топлива, равен 0,951 см3. Тогда толщина топливной камеры равна 0,951 см3: (2,26 см×2,26 см)=0,186 см. Принимаем толщину камеры 4 равной 0,2 см. Определяем толщину миниатюрной батареи топливных элементов, которая равна сумме толщин топливных элементов 2 и 3 и толщины камеры 4. Толщина топливного элемента равна сумме толщин электродов и толщине пленки полимерного электролита: (0,0025 см+0,0025 см+0,01 см)=0,015 см. Толщина батареи равна (0,015 см+0,015 см)+0,2 см=0,23 см или 2,3 мм. Таким образом, размеры миниатюрной батареи топливных элементов (равны 22,6×22,6×2,3 мм) существенно меньше чем размеры компактного источника питания на основе топливных элементов, разработанного фирмой Toshiba, который попал в «Книгу рекордов Гиннеса» в 2006 году как самый маленький источник питания на основе топливных элементов, размер которого равен 22×56×4,5 мм (http://Science.Compulenta.ru /1732267/). Как видно, толщина миниатюрной батареи топливных элементов, изготовленной заявленным способом, в два раза меньше чем толщина топливного элемента, занесенного в книгу рекордов Гиннеса. Миниатюрная батарея топливных элементов может быть использована в портативных электронных устройствах в качестве источника питания.
Пример 3. Изготавливаем зарядное устройство для мобильных телефонов мощностью 3 Вт и напряжением 5,5 В. Зарядное устройство включает определенное число единичных батарей топливных элементов, которые изготовлены по технологии примера 1 и имеют следующие характеристики: напряжение - 1,2 В, вес 3,116 г, объем 3,4 см, размеры: длина - 5,05 см, ширина - 2,76 см и толщина - 0,24 см. В качестве топлива применяют водный раствор метанола, а в качестве окислителя - кислород в составе воздуха. Число единичных батарей, которые нужно установить в последовательную электрическую цепь 14 фиг.2, чтобы напряжение зарядного устройства имело значение 5,5 В, равно 5,5 В:1,2 В=4,58. Поэтому в одном горизонтальном ряду 14 зарядного устройства устанавливаем пять единичных батарей топливных элементов. Изготавливают пластмассовые рамки 17 с пятью окнами 18, имеющие размеры 5,05×2,76×0,24 см, предназначенные для размещения единичных батарей. Устанавливают в окна рамки 17 пять единичных батарей и соединяют между собой последовательно. Получаем электрическую цепь с двумя выводными контактами 15 и 16. Число горизонтальных рядов 14 единичных батарей в зарядном устройстве определяется величиной тока, которую должно генерировать зарядное устройство, и величиной тока, которую может генерировать один горизонтальный ряд единичных батарей 14. Величина тока зарядного устройства мощностью 3 Вт и напряжением 5,5 В равна 3 Вт:5,5 В=0,545А. При последовательном соединении единичных батарей топливных элементов в ряд 14 величина тока в цепи равна величине тока в единичной батарее. При плотности генерируемого тока в батарее, равной 0,005А/см2, и генерируемой поверхности батареи, равной 5,05 см×2,76 см=13,93 см2, величина тока в последовательной цепи единичных батарей топливных элементов 14 равна 13,93 см2×0,005А/см2=0,0696А. Определяем число горизонтальных рядов единичных топливных элементов 14, которые должны быть в зарядном устройстве, чтобы при параллельном их соединении величина тока зарядного устройства была равна 0,545 А. Число рядов 14 равно 0,545 А:0,0696 А=7,8. Принимаем число рядов единичных батарей 14 в зарядном устройстве равным восьми. Для крепления единичных топливных батарей в зарядном устройстве изготавливают восемь пластмассовых рамок 17 с окнами 18. Окна 18 имеют форму и размеры, которые соответствуют форме и размерам единичной батареи топливных элементов. Окна 18 также имеют карманы 19 и 20 для размещения каналов 11 и 12, предназначенных для поступления топлива в батарею и отвода отработанных продуктов из нее. Рамки 17 имеют технологические пазы 21, предназначенные для проводников, последовательно соединяющих единичные батареи топливных элементов. Определяем длину рамки 17 из пять окон, если расстояние между окнами в рамке равно 0,25 см. Длина рамки равна (5×2,76 см)+(6×0,25 см)=15,46 см. Определяем ширину рамки 17, если расстояние от края рамки до окна 18 равно 0,3 см. Ширина рамки равна (0,3×2)+5,05 см=5,65 см. Толщина рамки равна толщине единичной батареи, которая равна 0,24 см. Изготавливаем восемь пластмассовых рамок из прочного полистирола размером 15,46 см×5,75 см×0,24 см, каждая из которых имеет по пять окон 18. Устанавливаем в окна пластмассовых рамок 14 единичные батареи топливных элементов. Соединяем восемь пластмассовых рамок 17 с помощью гибкой прорезиненной ткани 22. Получаем плоское зарядное устройство, в котором каждая единичная батарея топливных элементов с двух ее внешних сторон находится в контакте с кислородом в составе воздуха. Определяем вес зарядного устройства, который зависит от веса единичных батарей топливных элементов и веса пластмассовых рамок. Вес пластмассовой рамки зависит от объема материала рамки и его удельного веса. Объем материала рамки 17 зависит от площади материала рамки 17 и ее толщины. Объем материала в рамке 17 равен площади рамки за вычетом объема, который занимают в рамке пять окон 18. Площадь рамки равна (15,46 см×5,65 см)-5×(5,05 см×2,76 см)=17,6 см2. Объем материала рамки 17 равен 17,6 см2×0,244 см=4,2 см3. Вес рамки 17, изготовленной из полистирола, равен 4,2 см×1,14 г/см3=4,7 г. Вес зарядного устройства, состоящего из (5×8)=40 единичных батарей топливных элементов и 8 пластмассовых рамок, равен (40×3,116 г)+(8×4,7 г)=162 г. Определяем размеры зарядного устройства после укладки пластмассовых рамок 17 с единичными батареями топливных элементов в пакет 23. Длина пакета соответствует длине рамки 17 и равна 15,46 см, высота пакета соответствует высоте рамки 17 и равна 5,65 см, толщина пакета равна сумме толщин восьми рамок 17 и расстояний между ними в пакете. Расстояние между рамками в пакете при хранении зарядного устройства или его транспортировке равно 0,2 см. Толщина пакета равна (0,24 см×8)+(0,2 см×8)=3,52 см. Размер зарядного устройства, сложенного в пакет, равен 154,6 мм×56,5 мм×35,2 мм. Вес зарядного устройства равен 162 г. Кaк видно, изготовленное по заявленному способу зарядное устройство, предназначенное для мобильного телефона, портативно и мобильно и может работать длительное время в автономном режиме.
Пример 4. Изготавливаем зарядное устройство по технологии примера 3, которое предназначено для переносного компьютера, мощностью 12 Вт и напряжением 17 В. Зарядное устройство изготавливаем из единичных батарей топливных элементов, которые имеют следующие параметры: напряжение 1,2 В, размеры 5,05×2,76×0,24 см, плотность генерируемого тока 5 мА/см2, вес 3,11 г, объем 3,4 см3. Определяем число единичных батарей топливных элементов, которое необходимо установить в ряду 14 и соединить их последовательно, чтобы получить напряжение батареи топливных элементов, равное 17 В. Необходимое число единичных батарей в ряду 14 равно 17 В:1,2 В=14. Число единичных батарей топливных элементов, которые необходимо установить в ряду 14, равно четырнадцати. Определяем мощность электрической цепи из четырнадцати единичных батарей топливных элементов, соединенных между собой последовательно. При последовательном соединении единичных батарей мощность электрической цепи зависит от напряжения цепи и величины тока, генерируемого единичной батареей топливных элементов. Величина тока, генерируемая единичной батареей, зависит от величины ее поверхности и плотности генерируемого тока. Величина тока в последовательной цепи топливных элементов равна (5,05 см×2,76 см)×0,005А/см2=0,0696 А. Мощность электрической цепи из четырнадцати последовательно соединенных батарей топливных элементов равна 17 В×0,0696
А=1,18 Вт. Число электрических цепей мощностью 1,18 Вт, необходимых для достижения мощности зарядного устройства, равного 12 Вт, равно 12 Вт:1,18 Вт=10,1. Принимаем число таких цепей в зарядном устройстве равным десяти. Определяем число единичных батарей в зарядном устройстве, оно равно 14×10=140. Для установки и крепления ста сорока единичных батарей в зарядном устройстве изготавливаем пластмассовые рамки 17, каждая из которых включает семь окон 18, а следовательно, предназначена для семи единичных батарей топливных элементов. Число рамок 17 в зарядном устройстве равно 140:7=20. Рамка 17 содержит семь окон 18, расстояние между окнами 18 равно 0,25 см. Длина рамки 17 равна (2,76 см×7)+(0,25 см×8)=21,32 см. Ширина рамки 17 равна высоте окна 18 и расстоянию от края окна до краев рамки, которое равно 0,35 см. Ширина рамки равна 5,05+(0,35×2)=5,75 см. Толщина рамки 17 равна толщине единичной батареи топливных элементов и равна 0,24 см. Пластмассовые рамки 17, после того как в окна 18 установлены единичные батареи топливных элементов и проведено последовательное соединение электрической цепи, а также соединены между собой каналы для поступления топлива в единичные батареи, соединяют между собой в единую конструкцию с помощью гибкой ткани 22. Двадцать пластмассовых рамок разделяют на десять пар. Единичные батареи в каждой паре рамок 17, каждая из которых содержит по семь единичных батарей, соединяют между собой последовательно. После чего десять пар рамок 17 соединяют между собой параллельно. В результате получают плоское зарядное устройство мощностью 12 Вт и напряжением 17 В, в котором все сто сорок единичных батарей расположены так, что электроды их топливных элементов, которые предназначены для восстановления окислителя, обращены к кислороду в составе воздуха. Затем плоское зарядное устройство (фиг.2) укладывают в пакет 26 (фиг.3).
Определяем размеры зарядного устройства, сложенного в пакет 26. Длина пакета 26 равна длине рамки 17 с семью окнами 18, предназначенными для единичных батарей топливных элементов. При расстоянии между окнами 18 в рамке 17, равными 0,25 см, длина рамки 17 равна (7×2,76 см)+(8×0,25 см)=21,32 см. Определяем высоту пакета 26, она равна высоте окна 18, и расстояние от края окна 18 до края рамки 17, равное 0,35 см. Высота пакета 23 равна 5,05 см+(2×0,35 см)=5,75 см. Определяем толщину пакета 26 исходя из числа пластмассовых рамок в пакете. Расстояние между рамками в пакете равно 0,05 см. При толщине рамки, равной 0,24 см, и расстоянии между рамками 0,05 см толщина пакета 23 равна (20×0,24 см)+(18×0,1 см)=6,4 см. Размер зарядного устройства, собранного в пакет, равен 213,2×57,5×64 мм. Определяем вес зарядного устройства. Он равен весу ста сорока единичных батарей и весу двадцати пластмассовых рамок. Вес единичной батареи топливных элементов равен 3,11 г. Определяем вес пластмассовой рамки, содержащей семь окон размером 5,05 см×2,76 см×0,24 см. Определяем объем, занимаемый материалом рамки. Он равен объему рамки 17 за вычетом объема, предназначенного для семи окон 18. Объем материала рамки 17 равен (21,32 см×5,75 см×0,24 см)-(7×5,05 см×2,76 см×0,24 см)=6 см3. Вес материала рамки 17 равен 6 см3×1,1 г/см3=6,6 г. Вес зарядного устройства мощностью 12 Вт и 17 В равен (140×3,11 г)+(20×6,6 г)=567,4 г. Как видно, зарядное устройство, изготовленное предложенным способом, портативно и мобильно.
Техническим результатом является уменьшение толщины и увеличение удельной мощности единичной батареи топливного элемента, что позволяет поместить батарею топливных элементов в корпус портативного электронного устройства и одновременно обеспечить пользователю такой же объем мощности, как и у обычной гальванической батарейки. Технология изготовления единичной батареи топливных элементов проста и может быть осуществлена на действующем оборудовании в массовом производстве. Кроме того, из определенного числа единичных батарей топливных элементов можно изготовить зарядное устройство, предназначенное для мобильного телефона и переносного компьютера. При этом получают такую конструкцию зарядного устройства, в котором все единичные батареи топливных элементов находятся в одной плоскости со свободным доступом воздуха с двух сторон каждой единичной батареи. Толщина плоского зарядного устройства не превышает 3 мм. Возможна укладка плоского зарядного устройства в мобильный пакет. Зарядное устройство на основе единичных батарей топливных элементов работает автономно и может быть использовано в районах, удаленных от централизованного энергоснабжения.
Для достижения указанного технического результата в соответствии с предложенным способом изготавливают новую конструкцию единичной батареи топливных элементов, которая состоит из двух топливных элементов, объединенных между собой общей камерой, предназначенной для метанола, а в качестве окислителя используют кислород в составе воздуха.
Уменьшение толщины единичной батареи топливных элементов и увеличение удельной ее мощности обусловлено возможностью применения в новой конструкции батареи очень тонких топливных элементов, не превышающих 0,5 мм. (Такие тонкие топливные элементы можно изготовить в соответствии с патентами России (2) 2008 г. и (3) 2007 г.) Толщина же топливной камеры, которая объединяет два топливных элемента в новой конструкции батареи, не превышает 2 мм. Поэтому толщина батареи топливных элементов, изготовленной по заявленному способу, не превышает 3 мм. Это меньше чем толщина известных конструкций батарей топливных элементов, а также толщины гальванических батареек. Поэтому единичная батарея топливных элементов может быть размещена в корпусе портативных электронных устройств. В разработанной конструкции зарядного устройства на основе единичных батарей топливных элементов необходимое напряжение зарядного устройства создается при последовательном соединении определенного числа единичных батарей, расположенных в горизонтальном ряду. Необходимую мощность зарядного устройства создают путем параллельного соединения горизонтальных рядов единичных батарей топливных элементов. В результате получают плоскую конструкцию зарядного устройства толщиной, равной толщине единичной батареи. При этом все единичные батареи в зарядном устройстве с двух их сторон находятся в среде кислорода воздуха.
Единичные батареи топливных элементов устанавливают и закрепляют в окнах пластмассовых рамок. Число пластмассовых рамок равно числу горизонтальных рядов единичных батарей. Разрозненные пластмассовые рамки соединяют между собой гибкой тканью. Это позволяет плоское зарядное устройство сложить в компактный и мобильный пакет, который удобно использовать в походных условиях.
Способ изготовления как единичной батареи топливного элемента, так и зарядного устройства на основе единичных батарей простой. Он не требует специального оборудования для своего осуществления и может быть реализован на действующем оборудовании.
Таким образом, предложенное решение обеспечивает получение технического результата: уменьшение толщины батареи топливных элементов, увеличение ее удельной мощности, упрощение технологии изготовления батареи топливных элементов, возможность осуществления массового производства единичных батарей. Кроме того, на основе определенного числа единичных батарей изготавливают плоское зарядное устройство для мобильных телефонов и переносных компьютеров, которое можно складывать в мобильный пакет и использовать в районах, где отсутствует централизованное электроснабжение.
Источники информации
1. Патент США 6531236 от 11.03.2003. Батарея топливных элементов с протонообменными мембранами.
2. Патент России 2325012 от 20.05.2008. Способ изготовления миниатюрного топливного элемента с твердым полимерным электролитом.
3. Патент России 2333576 от 19.03.2008. Способ изготовления топливного элемента с твердым полимерным электролитом.
4. Патент JP 3272980 от 08.04.2002. Батарея топливных элементов.
5. Справочник по электрохимическим материалам. Том.1. М.: Энергия. 1974, стр.498.
6. Неметаллические материалы. Справочник. М.: Машгиз, 1962, стр.175.
7. Неметаллические материалы. Справочник. М: Машгиз, 1962, стр.82.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2325012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2007 |
|
RU2333576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЛАМОВ ОЧИСТКИ СОДЕРЖАЩИХ МЕТАЛЛЫ СТОЧНЫХ ВОД | 1996 |
|
RU2096349C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2504868C2 |
| Микро-планарный твердооксидный элемент (МП ТОЭ), батарея на основе МП ТОЭ (варианты) | 2017 |
|
RU2692688C2 |
| ТОПЛИВНАЯ БАТАРЕЯ | 1971 |
|
SU294383A1 |
| УЗЕЛ ГЕРМЕТИЗАЦИИ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216826C2 |
| БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С МЕМБРАНОЙ ИЗ ПОЛИМЕРНОГО ЭЛЕКТРОЛИТА | 1999 |
|
RU2231172C2 |
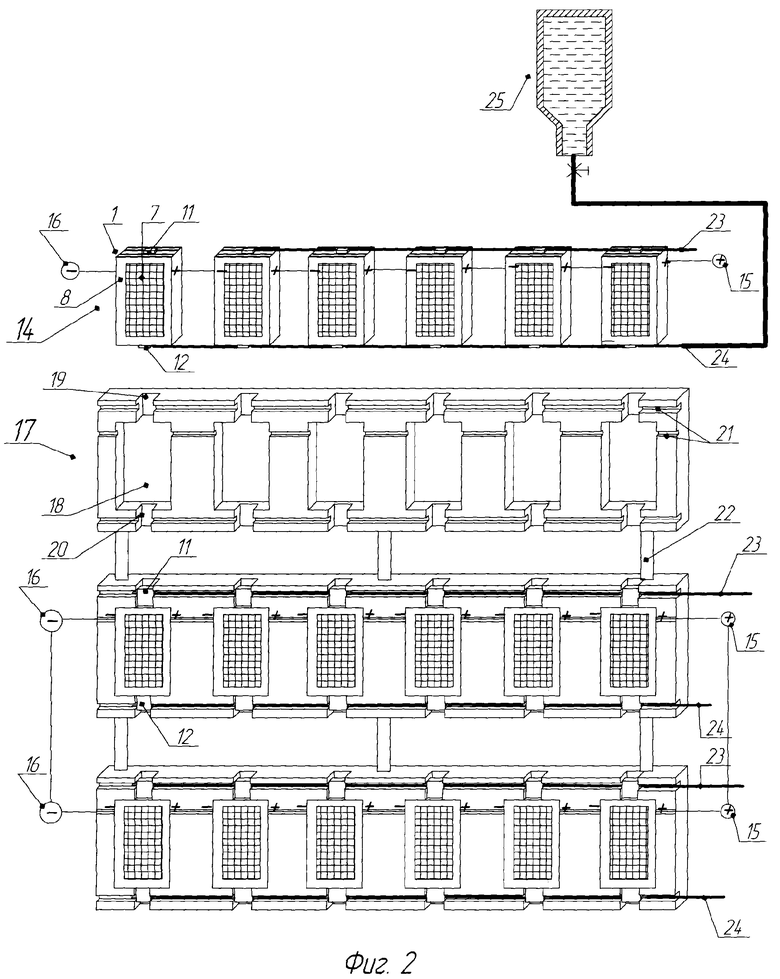
Изобретение относится к области электротехники и может быть использовано для изготовления батареи топливных элементов с твердым полимерным электролитом, предназначенной как для портативных мобильных электронных устройств, так и для изготовления зарядного устройства на основе батарей топливных элементов. Зарядное устройство предназначено для мобильных телефонов и переносных компьютеров. Согласно изобретению два топливных элемента (2) и (3) устанавливают в батарее (1) таким образом, что электроды топливных элементов (5) и (5'), которые предназначены для окисления топлива, устанавливают друг против друга. Затем между ними по всему периметру размещают диэлектрическую прокладку (10), которую приклеивают к поверхности токоотводов (8) электродов (5) и (5'). В результате получают камеру (4), предназначенную для топлива. В качестве топлива применяют метанол. Камера (4) оборудована каналами (11) и (12) для поступления топлива и отвода из камеры отработанных продуктов. Электроды (6) и (6') топливных элементов (2) и (3) предназначены для восстановления окислителя, обращены к кислороду в составе воздуха. Топливные элементы (2) и (3) соединены между собой в последовательную электрическую цепь проводником (13). Напряжение батареи равно 1-1,2 В, размеры батареи топливных элементов равны 50,5×27,6×2,4 мм. Вес батареи топливных элементов равен 3,11 г, объем 3,4 см3. Техническим результатом является уменьшение толщины и увеличение удельной мощности батареи топливных элементов, упрощение ее конструкции. Возможность изготовления батареи топливных элементов на простом оборудовании в процессе массового производства. 1 з.п. ф-лы, 3 ил.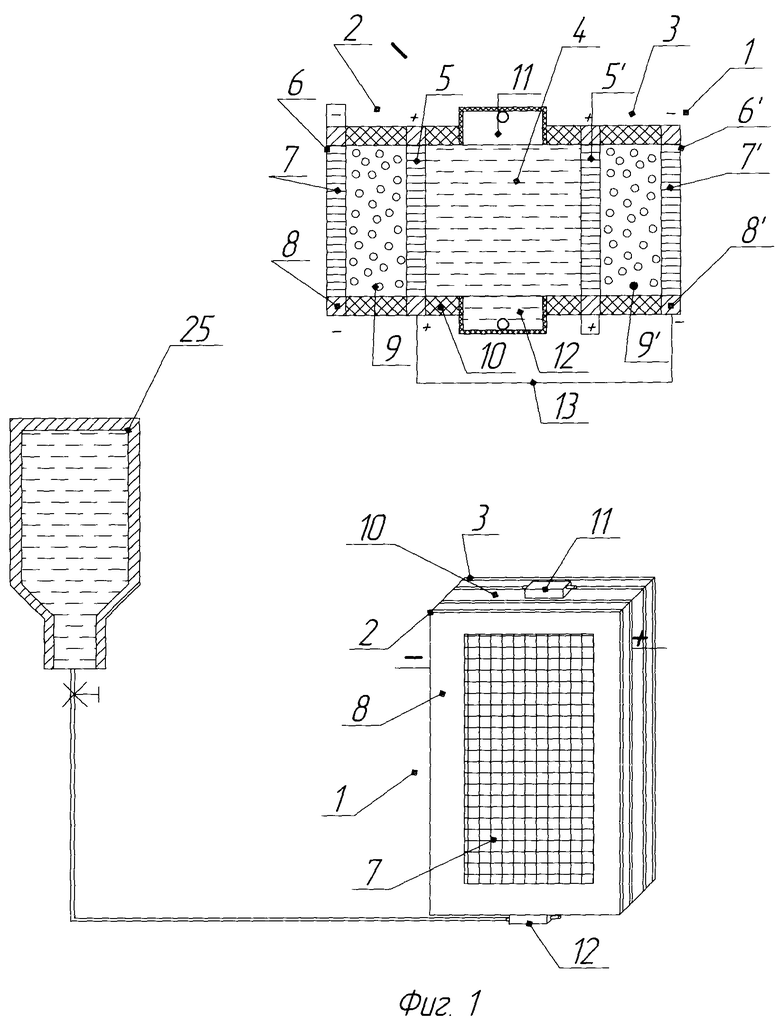
1. Способ изготовления батареи топливных элементов с твердым полимерным электролитом, включающий изготовление батареи из единичных топливных элементов, камер для топлива, каналов для поступления топлива в камеру и отвода отработанных продуктов из камеры, коллектора и сборника для топлива, отличающийся тем, что при изготовлении батареи топливных элементов из двух единичных топливных элементов их располагают в батарее таким образом, что электроды топливных элементов, которые предназначены для окисления топлива, устанавливают друг против друга, между этими электродами топливных элементов по всему их периметру размещают диэлектрическую прокладку определенной толщины и приклеивают к ним, в результате получают камеру, предназначенную для топлива, которая принадлежит обоим топливным элементам, каналы для поступления топлива в камеру и отвода из нее отработанных продуктов создают в толщине прокладки, электроды единичных топливных элементов, которые предназначены для восстановления окислителя, располагают с внешней стороны батареи, они находятся в контакте с кислородом в составе воздуха, в результате получают единичную батарею топливных элементов с твердым полимерным электролитом.
2. Способ изготовления батареи топливных элементов с твердым полимерным электролитом по технологии п.1, отличающийся тем, что определенное число единичных батарей топливных элементов устанавливают в горизонтальный ряд и соединяют их между собой последовательно, после чего определенное число горизонтальных рядов единичных батарей соединяют между собой параллельно и получают зарядное устройство с необходимым напряжением и мощностью, в котором все составляющие его единичные батареи топливных элементов расположены в одной плоскости, единичные батареи в зарядном устройстве устанавливают в окна пластмассовых рамок, число окон в каждой пластмассовой рамке соответствует числу единичных батарей в горизонтальном ряду, а число пластмассовых рамок в зарядном устройстве равно числу горизонтальных рядов единичных батарей, пластмассовые рамки соединяют между собой гибким материалом, что позволяет сложить плоское зарядное устройство в пакет и получить мобильное зарядное устройство.
| JP 11016590 А, 22.01.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2325012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2007 |
|
RU2333576C1 |
| US 6531236 B1, 11.03.2003. | |||

