Заявляемое техническое решение - держатель анода и способ его изготовления - относится к области цветной металлургии и может быть использовано при производстве алюминия и магния электролитическим способом в электролизерах.
Известно техническое решение [1] - способ соединения токопровода (держателя анода) электролизера для получения алюминия в электролизе. Для соединения токопровода электролизера токопроводы помещают в потенциал внешнего магнитного поля, после чего проводят сварку плавлением. Сварку осуществляют переменным током повышенной частоты до 20000 Гц с созданием дополнительного магнитного поля в зоне сварки.
Данное техническое решение направлено на сокращение расхода электроэнергии за счет уменьшения сопротивления соединения (контакта) токопроводов, т.е. свариваемых, деталей. Однако при сварке токопроводов больших толщин, до 200 мм, средняя их часть, зачастую непроварена. Это является очагом для повышения электрического сопротивления токопровода и, как результат, увеличение потерь электроэнергии.
Также при работе электролизера с ванны выделяется большое количество тепла, токопроводы постоянно находятся в зоне повышенной температуры. Кроме того, от прохождения тока большой плотности токопроводы нагреваются. Вследствие этого, происходит коррозия непроваренного участка, а под воздействием высокого напряжения и наличия очага разрушения соединения, возникают вихревые токи, которые во взаимодействии с температурой образуют электрокоррозию. Со временем процесс разрушения сварного соединения ускоряется и имеет прямую зависимость - чем больше очаг разрушения, тем быстрее протекает суммарный процесс корродирования соединения. Площадь очага разрушения увеличивается, а площадь соединения уменьшается. Под собственным весом нижняя часть токопровода, то есть траверса с контактными элементами, обрывается и уходит в ванну расплава. Процесс плавления алюминия прекращается.
Для восстановления процесса необходимо длительное время. Кроме того, в раскрытии сущности и в примере конкретного осуществления изобретения описан способ, который можно выполнить непосредственно там, где работают электролизеры, и создают токопроводными элементами основное внешнее магнитное поле (ОВМП).
Для проведения процесса сварки переменным током с частотой до 20000 Гц в зоне формирования шва необходимо создать автономное дополнительное магнитное поле (ДЦМП). которое предотвращает выбрасывание расплавленного металла из зоны сварки, так называемый, гидродинамический эффект.
Для создания ДЦМП необходим источник питания, который рассчитывается, подбирается в деталях по схеме и комплектуется в единое устройство. Это составляет определенные затраты. Кроме того, устранять поломки токопроводов (держателей анода), в условиях повышенных температур и при наличии магнитных полей, вредно и опасно для человека.
Известна конструкция держателя анода [2], содержащая алюминиевую штангу и стальной кронштейн (траверсу), соединенные алюминиевыми пластинами, установленными на противоположные боковые стороны штанги и стального кронштейна. К алюминиевой штанге пластины прикреплены электродуговой сваркой, а к стальному кронштейну - сваркой взрывом. Недостатком указанной конструкции является малое сечение привариваемых взрывом пластин, которые работают на растяжение при высоких температурах окружающей среды и самого держателя, нагревающегося воздействием передаваемой электроэнергии. Как следствие - малая эксплуатационная способность и большой расход электроэнергии.
Известна конструкция держателя анода [3], содержащая алюминиевую штангу и стальной кронштейн (траверсу) с пазом, соединенные по бокам биметаллическими пластинами (алюминий-сталь) с выступом. К алюминиевой штанге пластины тоже прикреплены электродуговой сваркой, а со стальным кронштейном пластины соединены при помощи их выступов в пазу и зафиксированы дуговой сваркой.
Данная конструкция требует повышенного расхода электроэнергии из-за плохого контакта между биметаллической пластиной и несвариваемыми участками кронштейна. Кроме того, при сварке алюминия с алюминием и стали со сталью, происходит расслоение разнородных металлов биметаллической пластины, образующееся от значительных усадочных напряжений.
Также известна конструкция держателя анода [4], содержащая алюминиевую токоподводящую штангу, жестко соединенную со стальной траверсой, имеющей паз. В пазу расположена штанга, с двух сторон которой установлено по биметаллической вставке. Контактные поверхности соединения разнородных металлов вставки образуют с вертикалью угол. По сторонам вставка закреплена дуговой сваркой к штанге и траверсе. Как и в ранее описанном техническом решении, в данном - прилегающие поверхности алюминия к алюминию и стали со сталью имеют большие непроваренные участки.
Недостатком указанной конструкции является потеря электроэнергии за счет большого контактного сопротивления несвариваемых участков. Кроме того, при сварке переходника с алюминиевой штангой и стальной траверсой создается высокая температура, которая негативно действует на соединение разнородных металлов (алюминий-сталь). Так, причиной разрушения держателей анода является образование по границам соединения разнородных металлов хрупких интерметаллидов, возникающих при температурах (даже кратковременных) выше 250°С.
Склонность переходника к охрупчиванию наблюдается и при более низких температурах, 150°С при условии длительной выдержки. Эта опасность сохраняется при термическом воздействии сварочного источника в процессе приварки к переходнику элементов держателя анода, причем применение при этом дуговой сварки особенно опасно. Это объясняется, прежде всего тем, что дуговые источники не позволяют фокусировать тепло в узком месте, а прогревают в месте сварки большие объемы близлежащего металла. Из этого следует, что изготовленные по данным источникам держатели анодов имеют низкие механические и электрические характеристики.
Для устранения указанных недостатков поставлена задача создания держателя анода, обеспечивающего надежное соединение штанги с траверсой и обеспечивающего минимальные потери электроэнергии при прохождении тока.
Поставленная задача решается созданной конструкцией держателя анода и способом его изготовления.
Предложенная конструкция держателя анода, так же как и известная, содержит токопроводящую алюминиевую штангу, жестко соединенную со стальной траверсой посредством биметаллического переходника.
В отличие от известного технического решения переходник расположен между торцами штанги и траверсы, при этом площади под сварку переходника равны площадям под сварку штанги и траверсы.
Способ изготовления держателя анода, так же, как и в известном техническом решении, включает сварку плавлением штанги с переходником и траверсы с переходником.
В отличие от известного технического решения сварку выполняют в вакууме электронно-дуговым способом.
Таким образом, отличительные признаки имеют ряд положительных качеств, которые влияют на технический результат, а именно:
- переходник расположен между торцами штанги и траверсы. Так как штанга выполнена из алюминия, а траверса из стали, то размещение переходника между ними позволяет упростить конструкцию держателя анода;
- площади под сварку переходника равны площадям под сварку штанги и траверсы. Это свидетельствует о том, что переходник, состоящий из двух разнородных металлов, имеет, например, плоские площади сварки. Такие же площади под сварку имеют штанга и траверса. Данный признак позволяет достичь эффекта передачи электроэнергии всей площадью торца штанги через всю площадь переходника всей торцевой площади траверсы. Это значит, что все смежные токопроводящие и передающие площади - плоские и не имеют разделки, выпуклостей или впадин;
- сварку выполняют в вакууме электронно-лучевой сваркой, что обеспечивает качественную сварку однородных металлов за счет сфокусированного луча, которым достигается высокая температура плавления металлов и поддержание ванны расплава в малом объеме. Кроме того, электронно-лучевая сварка позволяет проводить сваривание смежных деталей на большой скорости (10 мм/сек). При такой скорости зона прогревания свариваемых деталей весьма незначительна. Это значит, что температура переходника в зоне соединения «алюминий-сталь» достигает невысоких кратковременных значений (100-120°С). Такая температура не способствует образованию очагов разрушения (интерметаллидов) соединения «алюминий-сталь» биметаллического переходника. К тому же электронно-лучевая сварка проводится в вакууме без доступа кислорода. Металл, кипящий в ванне расплава, не окисляется, а выделяемые газы постоянно удаляются, чем обеспечивается уплотнение расплавленного металла, а значит и свариваемого шва.
Перечисленные выше отличительные признаки необходимы и достаточны для решения поставленной задачи. Все отличительные признаки находятся в причинно-следственной связи с получаемым результатом и позволяют на высоком техническом уровне создать конструкцию и осуществить способ изготовления анода.
Суть технического решения заключается в том, что при сварке плавлением штанги из алюминия и траверсы из стали, применяют биметаллический переходник, который одной стороной сваривают с торцом штанги, а другой конец - с траверсой, то есть в стык. При этом сварку выполняют в вакууме электронным лучом.
Сущность технического решения поясняется чертежом.
На чертеже изображен участок соединения штанги с траверсой.
Держатель анода включает штангу 1 из алюминия и траверсу 2 из стали. Между торцом штанги 1 торцом траверсы 2 расположен биметаллический переходник. Одна сторона переходника 3 - алюминиевая, другая сторона 4 - стальная. На чертеже стрелками показана электронно-лучевая сварка, а тонкими линиями - зона сварки.
В соответствии с предлагаемым способом изготовления соединение (сборка) держателя анода осуществляется в такой последовательности.
На вертикально установленную траверсу 2 (сталь 20Л) расположили биметаллический переходник стальной (12Х18Н10Т) стороной 4 и предварительно крепили ручной аргонно-дуговой сваркой с двух противоположных сторон. После этого, на алюминиевую (А) сторону 3 переходника устанавливали и с двух противоположных сторон также предварительно крепили аргонно-дуговой сваркой алюминиевую (А7) штангу 1. Предварительное крепление траверсы, переходника и штанги проводили с зазором не более 0,1-0,3 мм между свариваемыми площадями, при этом свариваемые между собой площади равны.
Окончательное крепление траверсы, переходника и штанги выполняли с двух нескрепленных сторон (с переустановкой) электронно-лучевой сваркой в вакууме 10-4 мм рт.ст., обеспечивая гарантированный провар за счет осуществления однопроходной сварки в 2/3 толщины рабочего сечения.
Для выполнения процесса соединения держателя анода применяли следующие режимы электронно-лучевой сварки при напряжении - 60 кВ:
- для стали:
ток сварки - 550 мА,
ток фокусирововки - 710 мА,
скорость сварки - 600 мм/мин,
развертка: амплитуда - 1,5 мм (поперечная)
частота-100 Гц;
- для алюминия:
ток сварки - 330 мА,
ток фокусировки - 720 мА,
скорость сварки - 600 мм/мин,
развертка: амплитуда - 2 мм (поперечная)
частота - 200 Гц.
Таким образом, получили сварные швы высокого качества без изменения структуры свариваемых металлов в околошовной зоне. Ширина сварного шва в пределах 2-5 мм.
Предлагаемая технология изготовления держателей анодов с применением электронно-лучевой сварки позволяет освоить в производстве новую конструкцию держателя анода, заключающуюся в торцовом соединении штанги, переходника и траверсы. Это достигается за счет сварки узкосфокусированным лучом высокой мощности, который обеспечивает полное проплавление соединяемых деталей по всему сечению (90×200), без разделки кромок, без применения присадочных материалов, без окисления сварного шва и с нагревом металла в зоне соединения «алюминий-сталь» биметаллического переходника ниже температуры образования интерметаллитов.
Данный способ изготовления держателя анода обеспечивает минимальное остаточное напряжение, не вызывающее деформации и разрушения биметаллического переходника. Как показали механические и электрические испытания готовые изделия имеют высокие эксплуатационные характеристики. Падение напряжения постоянного тока между штангой и траверсой при силе тока 500 А не превышало 1,5 мВ.
Источники информации
1. Патент РФ №2034098, МПК С25С 3/16.
2. A.C. СССР №395507.
3. А.С. СССР №751174.
4. Патент РФ №2075553, МПК С25С 3/12 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Держатель угольного электрода | 1981 |
|
SU1041606A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| ДЕРЖАТЕЛЬ МНОГОБЛОЧНОГО АНОДА | 1994 |
|
RU2075554C1 |
| ДЕРЖАТЕЛЬ ОБОЖЖЕННОГО АНОДА | 1994 |
|
RU2075553C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2232831C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЁРОВ АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605885C1 |
| Анододержатель обоженного анода | 1978 |
|
SU717155A1 |
| КРОНШТЕЙН АНОДОДЕРЖАТЕЛЯ | 2013 |
|
RU2535438C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
Изобретение относится к цветной металлургии, в частности к держателю анода и способу его изготовления, и может быть использовано при производстве алюминия и магния электролитическим способом в электролизерах. Держатель анода содержит токоподводящую алюминиевую штангу, жестко соединенную сваркой плавлением со стальной траверсой посредством биметаллического переходника. Переходник расположен между торцами штанги и траверсы, при этом площади под сварку переходника равны площадям под сварку штанги и траверсы. Способ изготовления держателя анода включает соединение токоподводящей алюминиевой штанги со стальной траверсой сваркой плавлением посредством переходника. Сварку ведут в вакууме электронно-лучевой сваркой с расположением переходника между торцами штанги и траверсы, при этом площади под сварку переходника равны площадям под сварку штанги и траверсы. Техническим результатом является достижение высоких эксплуатационных характеристик изделия - держателя анода. 2 н.п. ф-лы, 1 ил.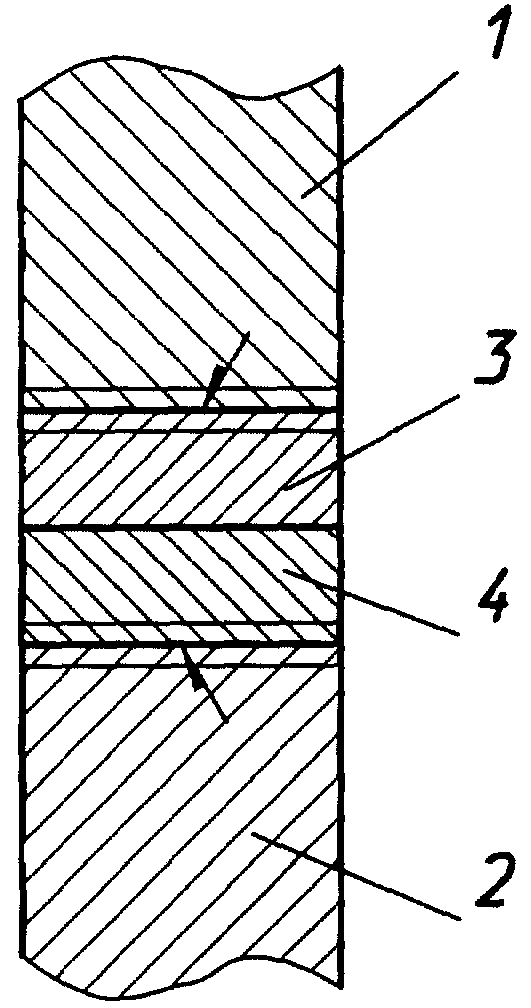
| ДЕРЖАТЕЛЬ ОБОЖЖЕННОГО АНОДА | 1994 |
|
RU2075553C1 |
| Сжим для микроскопических препаратов | 1939 |
|
SU56708A1 |
| Измеритель скорости ультразвука | 1980 |
|
SU1068801A1 |
| US 6558525 B1, 06.05.2003 | |||
| WO 2004083488 A, 20.09.2004 | |||
| AU 2003274399 A, 04.05.2004. | |||

