Изобретение относится к цветной металлургии и предназначается для использования в токоподводящем анодном устройстве алюминиевого электролизера.
Известна конструкция токоподводящего анодного устройства алюминиевого электролизера (Авт. свид. N 299364, МКИ C 22 D 3/02, 23.02.70), когда между алюминиевой штангой и стальным ниппелем установлена переходная металлическая вставка и при соединении штанги с ниппелем введены дополнительные токоподводящие элементы. Недостатком данной конструкции является низкая прочность и повышенное электросопротивление контакта штанга-вставка-ниппель, а также использование дополнительных токоподводящих элементов для улучшения проводимости контакта, что значительно усложняет конструкцию.
Известна конструкция токоподводящего анодного устройства алюминиевого электролизера (Авт. свид. N 717155, МКИ C 25 C 3/16, 13.04.78), когда между свариваемыми частями алюминиевой штанги и стальной траверсы помещена переходная алюминиевая вставка. Недостатком данной конструкции является низкая прочность контакта штанга-вставка-траверса из-за образования хрупкой интерметаллидной прослойки, характерной для сварки трением разнородных металлов. Кроме этого, в данном контакте происходят значительные потери электроэнергии из-за высокого электросопротивления образующейся при сварке трением интерметаллидной прослойки.
Известна конструкция токоподводящего анодного устройства алюминиевого электролизера (Пат. ФРГ N 2349151, МКИ H 01 R 5/04, 29.09.73), когда алюминиевый или медный анододержатель соединен со стальной траверсой через биметаллический (алюминий+сталь, медь+сталь) переходник, полученный сваркой взрывом. Недостатком данной конструкции является низкая прочность биметалла алюминий+сталь, что является характерным для сварки взрывом толстолистового биметалла без использования специальных промежуточных прослоек, а в контактных узлах электролизеров в основном применяется толстолистовой биметалл. Кроме этого, при последующей приварке биметалла алюминий+сталь к частям анодного устройства происходит резкое снижение прочности соединения вследствие образования хрупкой интерметаллидной прослойки из-за небольшой толщины данного биметалла, а значит и недостаточного удаления границы раздела алюминия со сталью от отрицательного воздействия высокотемпературного нагрева как от сварки плавлением, так и в результате нагрева от электролизной ванны. К другим недостаткам данной конструкции следует отнести значительные потери электроэнергии из-за образования интерметаллидной прослойки, имеющей высокое электросопротивление, а также расход дорогостоящей дефицитной меди.
Наиболее близким по технической сущности является конструкция анодного штыря алюминиевого электролизера (Пат. России N 2118407, МКИ C 25 C 3/12, 14.12.93, опубл. Бюл. 24, 1998), в которой стержень выполнен составным из жестко соединенных между собой верхней и нижней частей, при этом верхняя часть снабжена сердечником из металла с повышенной по отношению к стали электропроводимостью; сердечник в нижней части имеет коническое углубление, а нижняя часть стержня - соответствующий ему осевой выступ; между сердечником и составными частями стержня установлена биметаллическая вставка. Недостатком данной конструкции является снижение прочности и долговечности из-за образования хрупкой интерметаллидной прослойки и ненадежного соединения сердечника со стержнем путем их запрессовки, которое в процессе эксплуатации (частого планового снятия и установки анодного штыря на электролизер) постепенно расшатывается и может привести к разрушению всей конструкции. Также к недостаткам следует отнести сложность и трудоемкость работ из-за применения точной фрезеровки при изготовлении конического углубления в сердечнике и соответствующего ему выступа в стержне. Кроме этого, в данной конструкции происходят потери электроэнергии вследствие высокого электросопротивления интерметаллидной прослойки и неплотного контакта из-за запрессовки сердечника со стержнем, что по прочности и надежности значительно уступает сварке.
Задачей данного изобретения является создание новой более надежной конструкции анодного штыря при минимальных потерях электроэнергии.
Технический результат, который обеспечивается при осуществлении изобретения, - это увеличение прочности и долговечности, а также снижение перепада напряжения.
Поставленный технический результат достигается тем, что в анодном штыре алюминиевого электролизера, содержащем алюминиевую штангу, стальной стержень и вставку, последняя выполнена из композиционного материала сталь+алюминий+алюминий с соотношением слоев 1:(0,1-0,2):1 с двумя запрессованными на всю толщину прутками, установлена между штангой и стержнем и соединена с ними по всему периметру сваркой плавлением с катетом не более 0,24 от ее толщины.
В отличие от прототипа в заявляемом объекте вставка выполнена в виде композиционного материала сталь+алюминий+алюминий, что позволяет обеспечить высокую прочность соединения при сварке взрывом толстых слоев алюминия и стали, т. к. сварка взрывом и тем более прокатка без применения специальных промежуточных прослоек не позволяет добиться высокой прочности толстолистового соединения алюминия со сталью, а также уменьшить потери электроэнергии за счет отсутствия возможности образования хрупкой интерметаллидной прослойки с высоким электросопротивением из-за наличия больших толщин алюминия и стали, а значит и значительного удаления их границы соединения от отрицательного воздействия высоких температур в результате последующей приварки композиционной вставки к алюминиевой штанге и стальному стержню.
Выполнение композиционного материала с соотношением слоев 1:(0,1-0,2):1 позволяет обеспечить высокую прочность и низкое электросопротивление соединения алюминия со сталью за счет последовательной приварки сваркой взрывом сначала тонкой алюминиевой прослойки, а затем и толстого слоя алюминия, что исключает возможность образования оплавленных участков и интерметаллидов на границе соединения алюминия со сталью из-за применения малой высоты заряда взрывчатого вещества при приварке тонкой алюминиевой прослойки, в то время, если бы приваривали сваркой взрывом к стали сразу толстый слой алюминия, то неизбежно образование на границе соединения алюминия со сталью оплавленных участков и интерметаллидов, отрицательно влияющих на прочность и электропроводность данного соединения. Кроме этого, обеспечивается равномерное и значительное удаление границы соединения алюминия со сталью от отрицательного высокотемпературного воздействия сварных швов, которыми композиционная вставка соединена с алюминиевой штангой и со стальным стержнем, т.е. этого расстояния достаточно, чтобы на границе алюминия со сталью не образовалась хрупкая интерметаллидная прослойка с высоким электросопротивлением. При выполнении толщины алюминиевой прослойки соотношением меньше 0,1 происходит снижение прочности вследствие прожогов тонкой алюминиевой прослойки и образования на границе соединения алюминия со сталью сварочных дефектов (расслоения, участки оплавов и интерметаллидов). Выполнение толщины алюминиевой прослойки соотношением больше 0,2 нецелесообразно экономически из-за повышенного расхода дорогостоящего алюминия и взрывчатых веществ.
Выполнение вставки с двумя запрессованными на всю толщину стальными прутками позволяет повысить надежность и долговечность за счет исключения возможности отсоединения (отрыва) стального стержня от алюминиевой штанги, что может произойти в результате резкого снижения прочности композиционной вставки на границе соединения алюминия со сталью вследствие образования на этой границе хрупкой интерметаллидной прослойки из-за перегрузки в электроконтактных узлах электролизера или из-за нарушения требований его правильной эксплуатации.
Установка композиционной вставки между алюминиевой штангой и стальным стержнем и соединение ее с ними по всему периметру сваркой плавлением позволяет повысить надежность и долговечность за счет обеспечения максимально возможной площади соединения вставки со штангой и стержнем, что позволит уменьшить значение срезающих напряжений, возникающих от собственного веса стального стержня.
Выполнение сварных швов с катетом не более 0,24 от толщины вставки позволяет сохранить высокую прочность полученной сваркой взрывом композиционной вставки и после приварки ее к алюминиевой штанге и стальному стержню за счет удаления границы соединения алюминия со сталью на расстояние, исключающее возможность образования хрупкой интерметаллидной прослойки вследствие отрицательного высокотемпературного воздействия от сварных швов, а также уменьшить потери электроэнергии за счет отсутствия обладающей высоким электросопротивлением интерметаллидной прослойки и наличием сварных швов с небольшим поперечным сечением, что соответственно уменьшает количество типичных сварочных дефектов (пор, трещин, шлаковых включений и др.), отрицательно влияющих на электропроводность швов. При выполнении сварных швов с катетом более 0,24 от толщины вставки происходит снижение прочности соединения и увеличение потерь электроэнергии за счет образования хрупкой интерметаллидной прослойки из-за недостаточного удаления границы соединения алюминия со сталью от отрицательного высокотемпературного воздействия от сварных швов.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен общий вид анодного штыря алюминиевого электролизера; на фиг. 2 - то же, вид сверху.
Анодный штырь алюминиевого электролизера состоит из алюминиевой штанги 1, стального стержня 2 и композиционной вставки, включающей стальной слой 3, тонкую алюминиевую прослойку 4, толстый алюминиевый слой 5, и двух стальных прутков 6. Вставка соединена со штангой и стержнем по всему периметру сварными швами 7 с катетом K не более 0,24 от толщины вставки, что позволяет сохранить высокую прочность вставки и обеспечить ее минимальное переходное электросопротивление. Вставка выполнена в виде композиционного материала сталь+алюминий+алюминий с соотношением слоев 1:(0,1-0,2):1 с двумя запрессованными на всю толщину стальными прутками, что позволяет обеспечить высокую прочность и равномерное значительное удаление границы соединения алюминия со сталью от отрицательного высокотемпературного воздействия сварных швов, а также увеличить надежность и долговечность за счет исключения возможности отсоединения (отрыва) стального стержня от алюминиевой штанги.
Работа анодного штыря алюминиевого электролизера происходит следующим образом. От общей электрической цепи ток подается на алюминиевую штангу 1, далее ток проходит по композиционной вставке, состоящей из стального слоя 3, тонкой алюминиевой прослойки 4, толстого алюминиевого слоя 5 и двух запрессованных стальных прутков 6, и подается на стальной стержень 2, который погружен в анодную массу самообжигающегося анода. В процессе эксплуатации анодного штыря его рабочие токоведущие части постоянно подвергаются воздействию повышенных температур, а также воздействию срезающих и изгибающих напряжений. Поэтому к работе анодного штыря предъявляются высокие требования при его эксплуатации. Эти требования обеспечиваются выполнением вставки в виде композиционного материала сталь+алюминий+алюминий с соотношением слоев 1:(0,1-0,2):1 с двумя запрессованными на всю толщину стальными прутками, при этом вставка соединена со штангой и стержнем по всему периметру сваркой плавлением с катетом не более 0,24 от ее толщины.
Сборка предлагаемой конструкции анодного штыря алюминиевого электролизера происходит в следующей последовательности. На первом этапе осуществляется изготовление композиционной вставки. Для этого сначала сваркой взрывом последовательно получают толстолистовой композиционный материал сталь+алюминий+алюминий с соотношением слоев 1:(0,1-0,2):1. Затем в полученном сваркой взрывом композиционном материале высверливают два цилиндрических отверстия на всю толщину, и в эти отверстия запрессовывают два стальных прутка, выступающие концы прутков срезаются и зачищаются. На втором этапе осуществляют соединение полученной на первом этапе композиционной вставки со штангой и стержнем, при этом соединение осуществляют по всему периметру сваркой плавлением с катетом не более 0,24 от ее толщины.
Пример исполнения
Исходными материалами для изготовления композиционной вставки были: сталь Ст3. по ГОСТ 380-79 толщиной 20 мм и алюминий А5 по ГОСТ 4784-74 толщиной основного слоя 20 мм и толщиной прослойки 1-5 мм. Материалом штанги была стандартная алюминиевая шина сечением 100 х 100 мм, материалом стержня был стальной сердечник диаметром 140 мм.
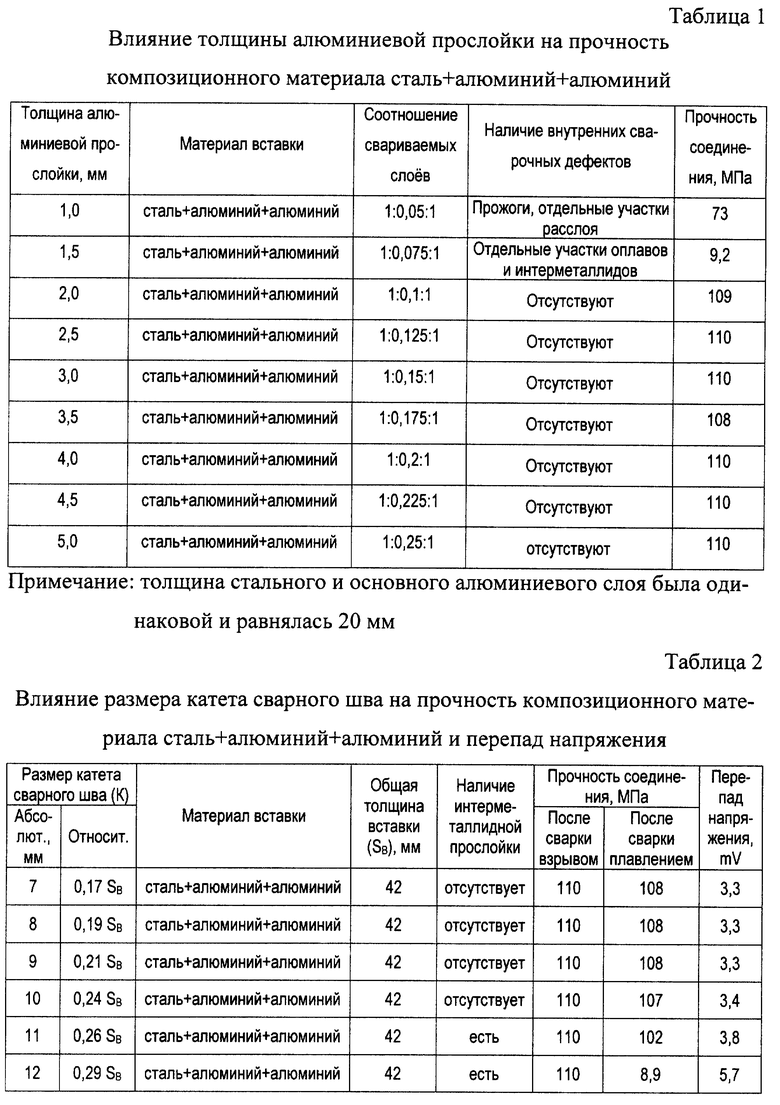
На первом этапе осуществлялось изготовление последовательной сваркой взрывом композиционного материала сталь+алюминий+алюминий. При этом толщина алюминиевой прослойки изменялась в соотношении 1:(0,05-0,25):1. Полученный сваркой взрывом данный композиционный материал разрезался на образцы для проведения механических испытаний и металлографических исследований. Данные о влиянии толщины алюминиевой прослойки на прочность композиционного материала сталь+алюминий+алюминий приведены в табл. 1. Полученные результаты исследований показали, что наиболее оптимальная толщина алюминиевой прослойки в композиционном материале сталь+алюминий+алюминий равна соотношению слоев 1: (0,1-0,2): 1. При таком соотношении слоев прочность композиционного материала самая высокая (средняя прочность соединения составляет 109 МПа) и на границе соединения отсутствуют внутренние сварочные дефекты. При выполнении толщины алюминиевой прослойки соотношением меньше 0,1 происходит снижение прочности вследствие прожогов тонкой алюминиевой прослойки и образования на границе соединения алюминия со сталью сварочных дефектов (расслоения, участки оплавов и интерметаллидов). Выполнение толщины алюминиевой прослойки соотношением более 0,2 нецелесообразно экономически, т.к. ведет к повышенному расходу дорогостоящего алюминия и взрывчатых веществ. Затем в полученном сваркой взрывом композиционном материале сталь+алюминий+алюминий высверливались два отверстия диаметром 10 мм, в которые запрессовывали два стальных прутка диаметром также 10 мм.
На втором этапе осуществлялось соединение композиционной вставки, изготовленной на первом этапе, с алюминиевой штангой и со стальным стержнем по всему периметру сваркой плавлением. При этом размер катета сварного шва изменялся в пределах от 0,17 до 0,29 общей толщины вставки.
На последнем этапе после сварки плавлением опытно-промышленные анодные штыри устанавливались на электролизеры ОАО "Волгоградский алюминий" для проведения термомеханических испытаний, металлографических и электрофизических исследований в течение 6-й месяцев эксплуатации. В процессе эксплуатации анодных штырей производили замеры перепада напряжения контакта штанга-стержень, а также вырезались образцы для проведения термомеханических испытаний и металлографических исследований.
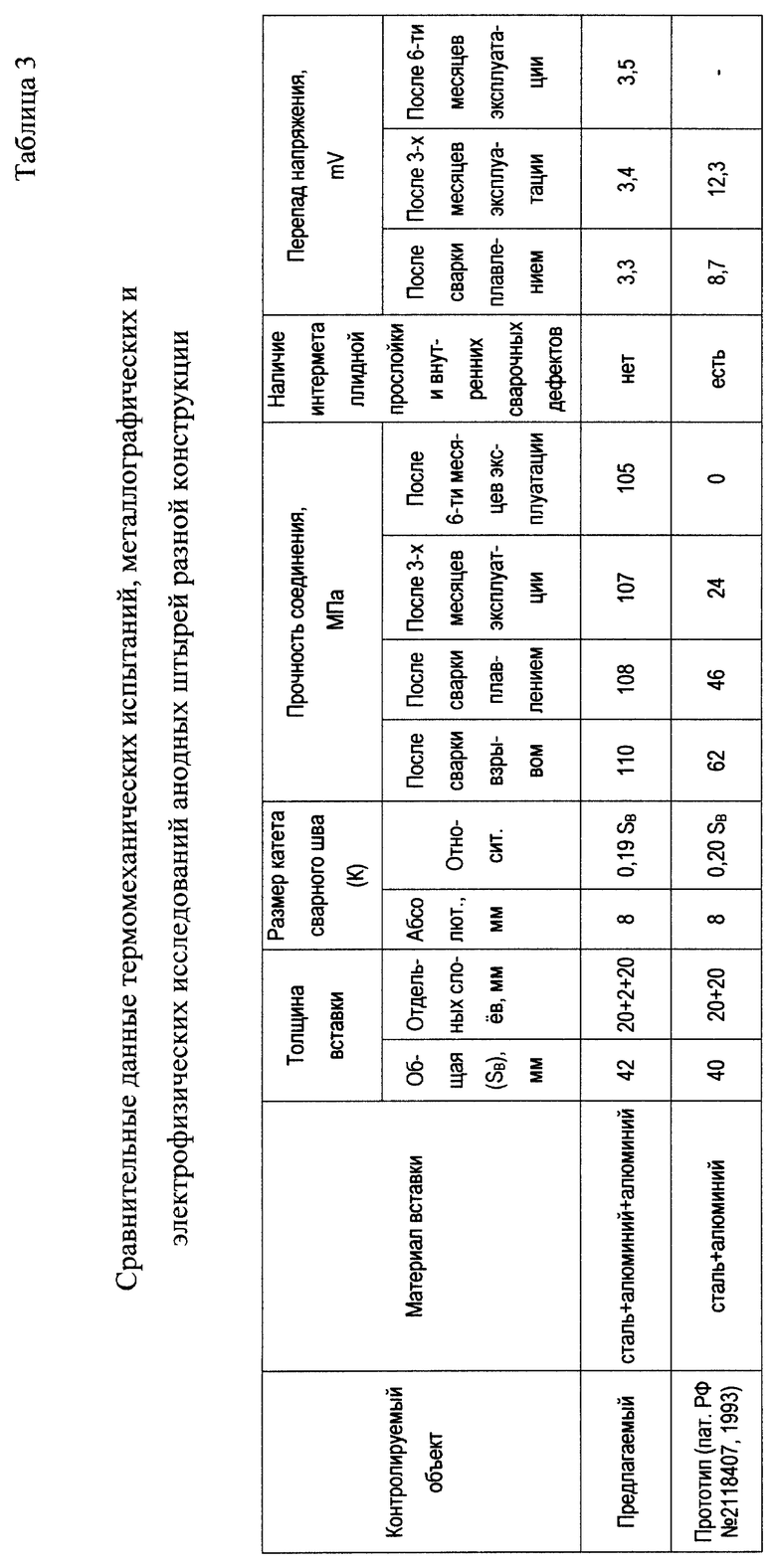
Данные о влиянии размера катета сварного шва на прочность композиционного материала сталь+алюминий+алюминий и перепад напряжения приведены в табл. 2. Полученные результаты исследований показали, что оптимальный размер катета K составляет не более 0,24 от общей толщины композиционной вставки. Такое соотношение катета сварного шва обеспечивает высокую прочность соединения как после сварки взрывом ( σсоед = 110 МПа), так и после сварки плавлением ( σсоед = 108 МПа), а также минимальные значения перепада напряжения ( Δ U = 3,3 mV). При выполнении сварных швов с катетом более 0,24 от толщины вставки происходит снижение прочности соединения и увеличение потерь электроэнергии за счет образования хрупкой интерметаллидной прослойки из-за недостаточного удаления границы соединения алюминия со сталью от отрицательного высокотемпературного воздействия сварных швов.
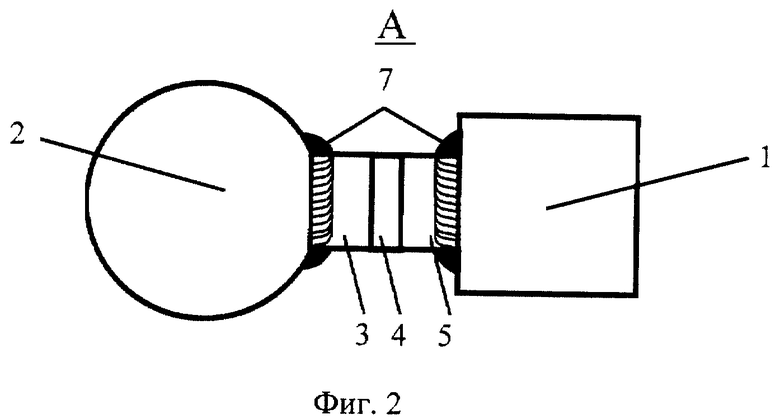
Сравнительные данные термомеханических испытаний, металлографических и электрофизических исследований анодных штырей разной конструкции (предлагаемого и прототипа) приведены в табл. 3. Полученные результаты исследований показали, что предлагаемый анодный штырь по сравнению с прототипом имеет более высокую прочность, долговечность и значительно меньшие значения перепада напряжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2232831C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2194600C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2165483C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2202456C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2221682C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА АЛЮМИНИЙ-ТИТАН | 2004 |
|
RU2255849C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |
Изобретение относится к цветной металлургии и предназначается для использования в токоподводящем анодном устройстве алюминиевого электролизера. Техническим результатом изобретения является увеличение прочности и долговечности, а также снижение перепада напряжения. Предлагается анодный штырь алюминиевого электролизера, содержащий алюминиевую штангу, стальной стержень и вставку, которая выполнена из композиционного материала сталь+алюминий+алюминий с соотношением слоев 1 : (0,1-0,2) : 1 с двумя запрессованными на всю толщину стальными прутками, установлена между штангой и стержнем и соединена с ними по всему периметру сваркой плавлением с катетом не более 0,24 от ее толщины. 3 табл., 2 ил.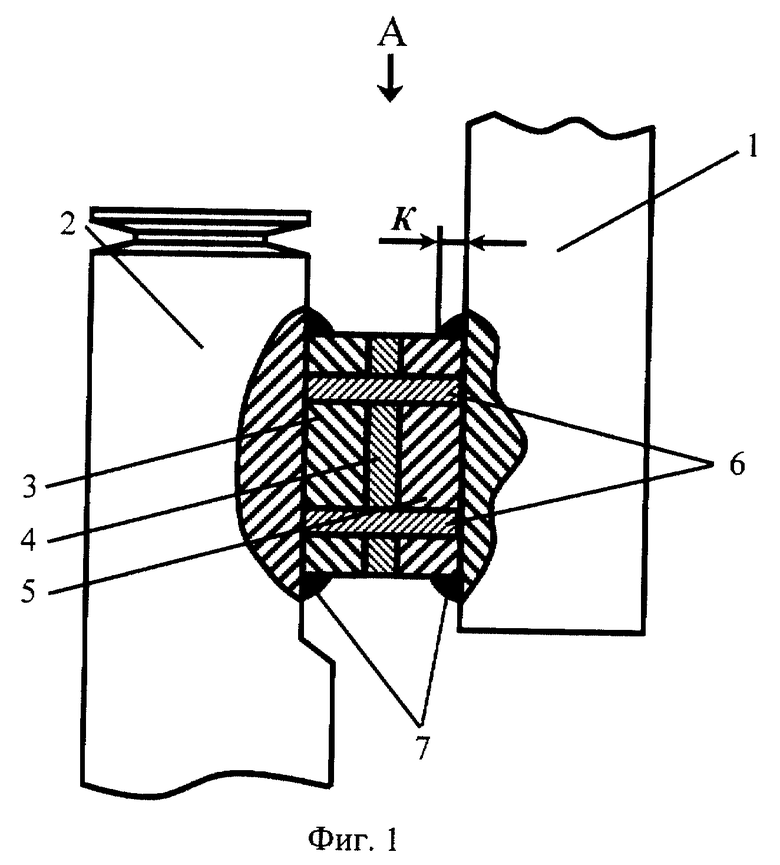
Анодный штырь алюминиевого электролизера, содержащий алюминиевую штангу, стальной стержень и вставку, отличающийся тем, что вставка выполнена из композиционного материала сталь + алюминий + алюминий с соотношением слоев 1 : (0,1 - 0,2) : 1 с двумя запрессованными на всю толщину прутками, установлена между штангой и стержнем и соединена с ними по всему периметру сваркой плавлением с катетом не более 0,24 от ее толщины.
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| RU 2059740 C1, 10.05.1996 | |||
| СОСТАВНОЙ ШТЫРЬ ДЛЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1966 |
|
SU222671A1 |
| ТОКОПОДВОДЯЩИй ШТЫРЬ для АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 0 |
|
SU275419A1 |
| Газогенератор для газификации мелкораздробленного топлива во взвешенном слое | 1939 |
|
SU58046A2 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "УТКА В ЛУКОВОМ СОУСЕ" | 2007 |
|
RU2349151C1 |

