Изобретение, относится к производс7ву цветмых металлов методом электролиза из расплава их солей, в частности к производству алюминия и может быть использовано при изготовлении сталеалюминиевых токоподводов к угольным анодс1м или катодам
Известен способ изготовления устройств дляподвода тока к обожженному аноду, включающий соединени алюминиевого анододержателя, стального стержня, крестовины и ниппеля, где стальной стержень соединяют с алюминиевым анододержателем с помощью сварки трением fij
Однако под воздействием динамических нагрузок, возникающих в процессе транспортно-технолргических операций, сварное соединение разнородных металлов быстро разрушается, что создает аварийные ситуации.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является держатель угольного электрода, включающий токоподводящую штангу и соединенную с ней сваркой трением траверсу с головкой и ниппелями и расположенный меходу ними составной металлический переходник 2 ,
ДанЯ1Эму устройству присущи недостаточная надежность и механическая стойкость держателя.
Цель изобретения - повышение надежности и механической стойкости держателя.
Поставленная цель достигается тем что в держателе угольного электрода, включающем токоподводящую штангу и соединенную с ней сваркой трением траверсу с головкой и ниппелями и расположенный между ними составной металлический переходник, составной металлический переходник вьтолнен в виде двух металлических насащок, расположенных на торцах токоподводяще.й штанги и головки траверсы, и установленной между ними металлической вставки, причем длина вставки составляет 0,1-0,9 длины насадки.
Внутренние образующие насадок снабжены выступами и диаметрально расположёнными перегородками, жестко
заделанными в материал вставки при изготовлении. Предлагаемое техническое решение обеспечивает достаточно высокую механическую стойкость и надежность цельносварных держателей угольного электрода, создает условия для получения наиболее качественного сварного соединения разно родных металлов, так как стальные насадки жестко закрепленные с помощью выступов или отверстий в материале штанги и вставки, а также между собой и стальной головкой кронштейна, создают достаточно высокую жестк-ость конструкции и передают динамические нагрузки на цельный более жесткий материал .штанги. Указанные пределы выбраны по следующим причинам: длина вставки не может быть менее 0,1 длины насадки, так как плотность тока в шве превышает предел допустимого; а при длине вставки более 0,9 происходит преждевременная стыковка труднодеформируемых материалов. Отношение объема внутреннего пространства между насадками к объему металла свариваемы торцов вставки и штанги менее 3/4 приводит к смещению линии сварки, а более 5/4 - к разрыву места сварки.
Принятые пределы соотношений длины вставки (а) к длине стальной насадки (32) обеспечивают условия непрерывности деформаций стальной и алюминиевой частей держателя за счет смещения сварного соединения разнородных металлов внутри стально насадки. При этом увеличивается жесткость и эксплуатационная надежность конструкции.
Ёыбранные соотношения объемов внутреннего пространства между насадками ( Y;() к объему металла свариваемых торцов ( V2) позволяют за счет улучшения качества сварки повысить механическую стойкость сварного соединения держателя.
Данные по жесткости и механической стойкости предлагаемой конструкции в сравнении с известной в зависимости от принятых пределовприведены в таблице.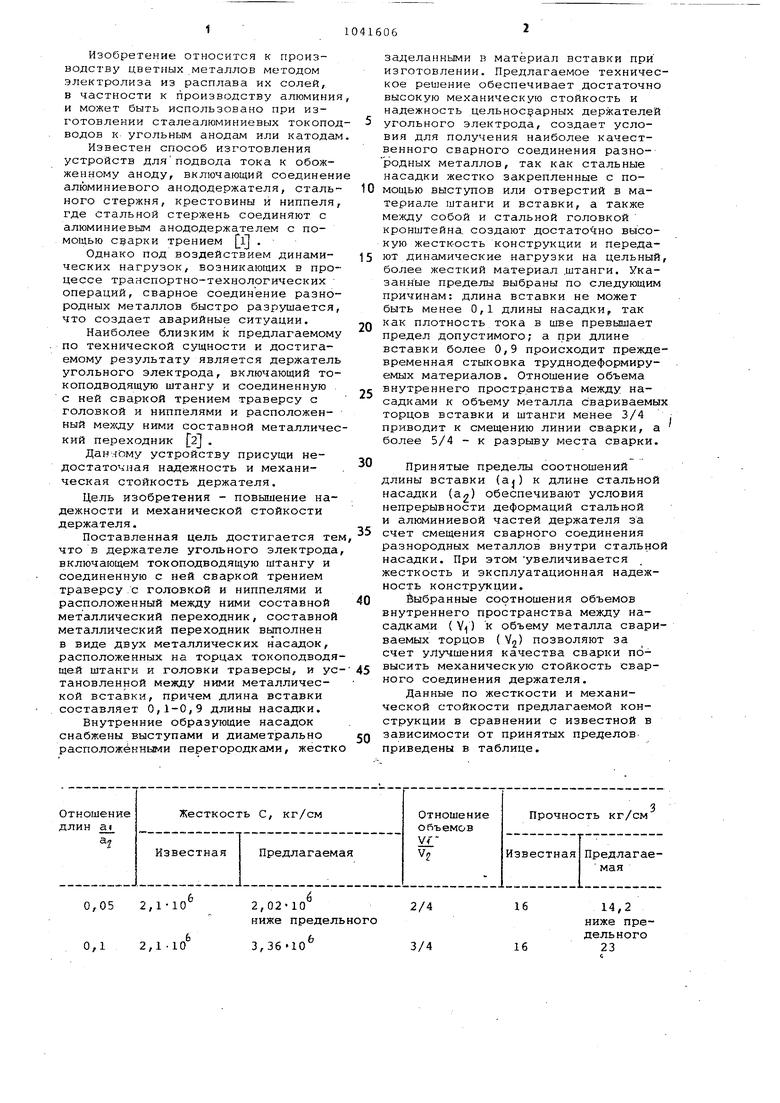
| название | год | авторы | номер документа |
|---|---|---|---|
| Держатель угольных электродов | 1981 |
|
SU1008283A1 |
| ДЕРЖАТЕЛЬ МНОГОБЛОЧНОГО АНОДА | 1994 |
|
RU2075554C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| ДЕРЖАТЕЛЬ АНОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2325470C2 |
| ДЕРЖАТЕЛЬ ОБОЖЖЕННОГО АНОДА | 1994 |
|
RU2075553C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| Анододержатель обоженного анода | 1978 |
|
SU717155A1 |
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЁРОВ АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605885C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2232831C1 |
ДЕРЖАТЕЛЬ УГОЛЬНОГО ЭЛЕКТРОДА, включающий токоподводящую штангу и соединенную с ней сваркой трением траверсу с головкой и ниппелями и расположенный между ними составной металлический переходник, отличающийся тем, что, с целью повышения надежности и механической стойкости держателя, составной металлический переходник выполнен в виде двух металлических насадок, расположенных на торцах токоподводящей штанги и головки траверсы, и установленной между ними металлической вставки, причем длина вставки составляет 0,1-0,9 ; длины насадки. да
2,02-102/4
2,1-10
ниже предельного
3,3610 3/4
2,1 -10
14,2
ниже предельного23
Размещенное в объеме между насадками контактное соединение разнородных металлов защищено от динамичес-ких нагрузок, возникающих при транспортно-технологических операциях, а также от воздействия открытого пламени и электролита. Заключенные в пространстве между насадками контактные соединения промежуточной вставки со штангой и головкой траверсы дополнительнее подвергаются осевому сжатию за счет усадки металла при сварке стальных насадок между собой и стальной головкой траверсы. Это придает элементам конструкции предварительно напряженное состояние, способствующее увеличению стойкости контактного соединения и увеличению срока его службы.
Исключение воздействия динамических нагрузок непосредственно на контактный узел позволяет сократить металлоемкость конструкции держателя за счет сокращения длины стальной части головки кронштейна и, в свою очередь, с понижением сварного соединения анододерясателя позволяет сократить металлоемкость анодной части электролизеров.
Закрепленная в металле вставки или штанги стальная перегородка, расположенная по диаметральной плоскости, улучшает качество сварного соединения алкминия со сталью, так как при трении сталь по стали головки траверсы разогреваются до более высокой температуры .и при осевом сдавливании деталей при сварке происходит лучшее молекулярное сцепление.
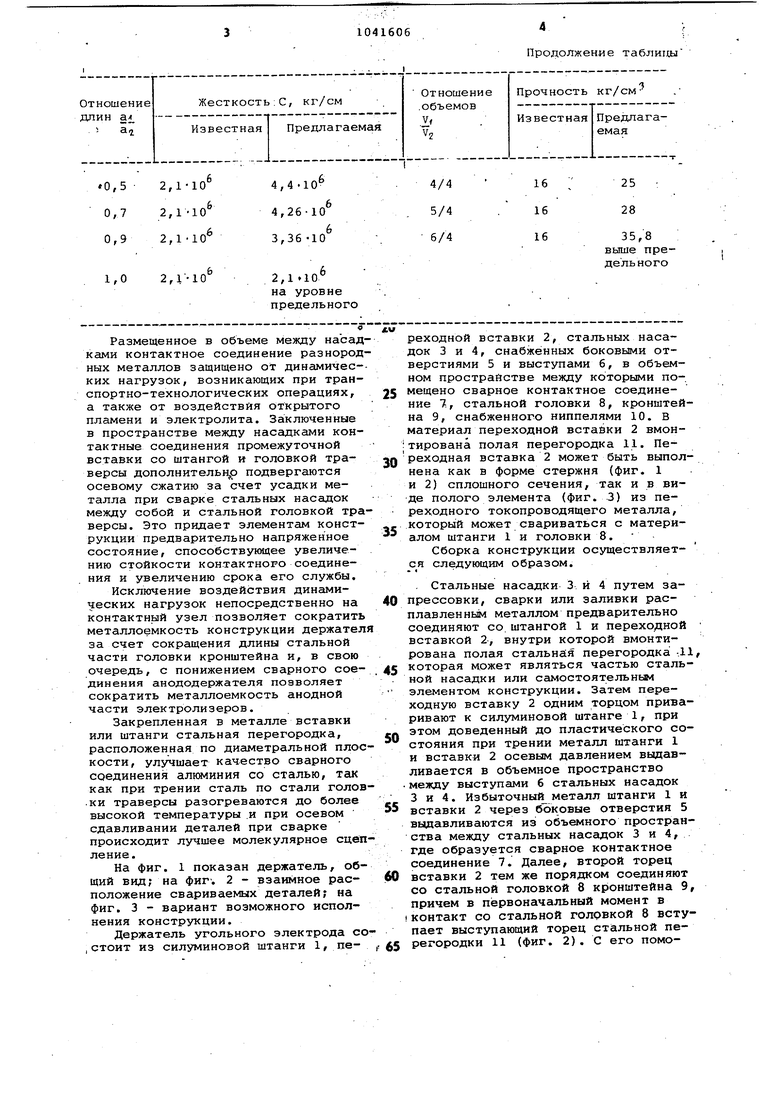
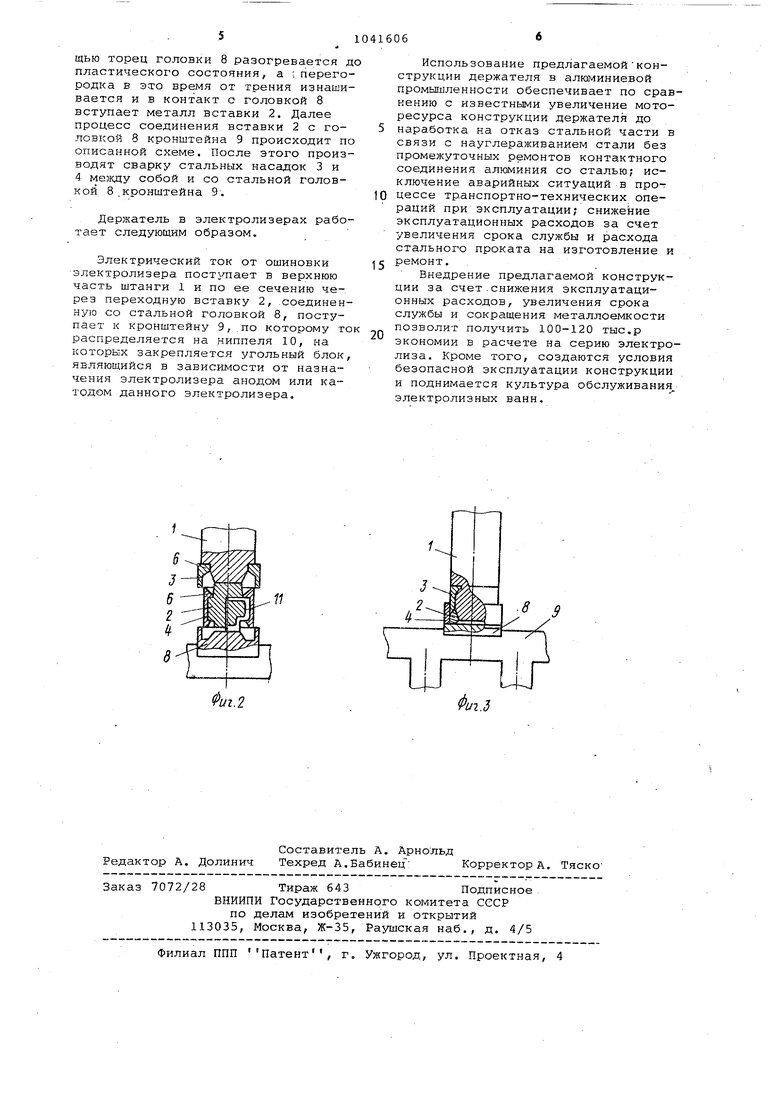
На фиг. 1 показан держатель, общий вид; на фиг. 2 - взаимное расположение свариваемых деталей; на фиг. 3 - вариант возможного исполнения конструкции.
Держатель угольного электрода со,стоит из силуминовой штанги 1, пеПродолжение таблицы
реходной вставки 2, стальных насадок 3 и 4, снабжённых боковыми отверстиями 5 и выступами 6, в объемном прострайстве между которыми помещено сварное контактное соединение 1, стальной головки 8, кронштейна 9, снабженного ниппелями 10. в материал переходной вставки 2 вмон:тирована полая перегородка 11. Переходная вставка 2 может быть выполнена как в форме стержня (фиг. 1 и 2) сплошного сечения, так и в виде полого элемента (фиг. 3) из переходного токопроводящего металла, который может свариваться с материалом штанги 1 и головки 8.
Сборка конструкции осуществляетс я следующим образом.
. Стальные насадки 3 и 4 путем запрессовки, сварки или заливки расплавленньм металлом предварительно соединяют со. штангой 1 и переходной вставкой 2-, внутри которой вмонтирована полая стальная перегородка -.11, которая может являться частью стальной насадки или самостоятельным элементом конструкции. Затем переходную вставку 2 одним торцом приваривают к силуминовой штанге 1, при этом доведенный до пластического состояния при трении металл штанги 1 и вставки 2 осевым давлением выдавливается в объемное пространство между выступами б стальных насадок 3 и 4. Избыточный металл штанги 1 и вставки 2 через боковые отверстия 5 выдавливаются из объемного пространства между стальных насадок 3 и 4, где образуется сварное контактное соединение 7. Далее, второй торец вставки 2 тем же порядком соединяют со стальной головкой 8 кронштейна 9, причем в первоначальный момент в контакт со стальной головкой В вступает выступающий торец стальной перегородки 11 (фиг. 2). С его помощью торец головки 8 разогревается до пластического состояния, а .перегородка в это время от трения изнашивается и в контакт с головкой 8 вступает металл вставки 2. Далее процесс соединения вставки 2 с головкой 8 кронштейна 9 происходит по описанной схеме. После этого производят сварку стальных насадок 3 и 4 между собой и со стальной головкой 8.кронштейна 9.
Держатель в электролизерах работает следующим образом.
Электрический ток от ошиновки электролизера в верхнюю часть штанги 1 и по ее сечению через переходную вставку 2, .соединенную со стальной головкой 8, поступает к кронштейну 9,.по которому то распределяется на ниппеля 10, на которых закрепляется угольный блок, являющийся в зависимости от назначения электролизера анодом или катодом данного электролизера.
Использование предлагаемойконструкции держателя в алюминиевой промышленности обеспечивает по сравнению с известными увеличение моторесурса конструкции держателя до наработка на отказ стальной части в связи с науглераживанием стали без промежуточных ремонтов контактного соединения алюминия со сталью; исключение аварийных ситуаций в прот цессе транспортно-технических операций при эксплуатации; снижение эксплуатационных расходов за счет увеличения срока службы и расхода стального проката на изготовление и ремонт.
Внедрение предлагаемой конструкции за счет . снижения эксплуатационных расходов, увеличения срока службы и сокращения металлоемкости позволит получить 100-120 тыс.р экономии в расчете на серию электролиза. Кроме того, создаются условия безопасной эксплуатации конструкции и поднимается культура обслуживания, электролизных ванн.
| I | |||
| Способ изготовления устройства для подвода тока к обожженному аноду | 1970 |
|
SU452623A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Л торское свидетельство СССР по заявке № 3354401/02, : кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
