1. Область техники
Настоящее изобретение относится к механизмам, предназначенным для извлечения воды из полотнища материала и, в частности, из волокнистого полотна, которое перерабатывают в бумажный продукт на бумагоделательной машине.
2. Уровень техники
Одним из процессов в технологии бумажного производства является процесс формирования волокнистого целлюлозного полотна путем осаждения волокнистой пульпы на формовочную проволочную сетку в формовочном участке бумагоделательной машины. При этом в формовочной части машины из пульпы отводится большое количество воды, после чего только что сформированное волокнистое целлюлозное полотно поступает в прессовом участке. Прессовый участок машины включает ряд прессующих зон контакта (nips), в которых волокнистое полотно подвергается силам сжатия, под действием которых происходит отжим воды из полотна. Наконец, полотно поступает в сушильный участок, включающий ряд нагреваемых сушильных барабанов, вокруг которых направляют бумажное полотно. При этом под действием нагретых барабанов содержание воды в бумажном листе в результате испарения уменьшается до желаемого уровня, что приводит к образованию бумажного листа.
Рост стоимости энергии делает исключительно желательным удаление максимально возможного количества воды из волокнистого полотна еще до того, как полотно поступает в сушильный участок машины. Поскольку сушильные барабаны часто нагревают изнутри при помощи водяного пара, стоимость производства указанного пара может быть значительной, особенно при необходимости испарения большого количества воды из волокнистого полотна.
Традиционно, прессовый участок включает серию зон контакта, образованных парами расположенных рядом цилиндрических прессовых валков. В последнее время было показано, что применение прессов станинного типа с удлиненной зоной контакта имеет преимущество перед применением нескольких зон контакта, образованных парами расположенных рядом цилиндрических прессовых валков. Это обусловлено тем, что время прохождения волокнистого целлюлозного полотна через длинную зону контакта больше, чем время, требуемое для прохождения полотна через зону контакта, образованную прессовыми валками. Чем дольше волокнистое целлюлозное полотно может находиться под давлением в зоне контакта, тем большее количество воды может быть удалено из полотна в этой зоне, и, следовательно, в волокнистом полотне останется меньшее количество воды, которое затем должно быть испарено в сушильном участке.
Настоящее изобретение относится к прессам станинного типа с длинной зоной контакта (long nip presses of the shoe type). В этой разновидности пресса с длинной зоной контакта зона контакта находится между цилиндрическим прессовым валком и дуговидной прижимной станиной пресса. Станина имеет вогнутую цилиндрическую поверхность с радиусом кривизны, близким к радиусу кривизны цилиндрического прессового валка. При близком физическом расположении валка и станины образуется зона контакта, которая в продольном направлении (вдоль машины) в 5-10 раз длиннее зоны контакта, образованной между двумя прессовыми валками. Поскольку длинная зона контакта в 5-10 раз длиннее зоны контакта, образуемой двумя валками в обычном прессе, так называемое время пребывания волокнистого полотна в длинной зоне контакта значительно больше, чем в зоне контакта двухвалкового пресса, при том же давлении на квадратный дюйм, оказываемом силами сжатия. В результате такого технологического усовершенствования было достигнуто весьма значительное повышение обезвоживания волокнистого полотна в длинной зоне контакта по сравнению с обезвоживанием, достигаемым при помощи зон контакта традиционных бумагоделательных машин.
Для пресса станинного типа с длинной зоной контакта необходима специальная лента, например, такая как лента, описанная в патенте США №5,238,537. Такая лента предназначена для защиты прессового сукна, служащей для поддержки, транспортировки и обезвоживания волокнистого полотна, от ускоренного износа, обусловленного прямым скользящим контактом со стационарной станиной пресса. Такая лента должна иметь гладкую, непроницаемую поверхность, которая должна скользить или перемещаться по стационарной станине, на которую нанесен слой смазочного масла. Для обеспечения минимального действия трения прессового сукна по поверхности ленты указанная лента должна двигаться через прижимное устройство с приблизительно той же скоростью, что и прессовая ткань.
Ленты, описанные в патенте США №5,238,537, изготавливают путем пропитывания текстильной основы, выполненной в виде бесконечной петли, синтетической полимерной смолой. Предпочтительно смола образует покрытие некоторой заранее заданной толщины, нанесенное по меньшей мере на внутреннюю поверхность ленты, для защиты нитей пряжи, из которых соткана текстильная основа, от непосредственного контакта с дуговидной прижимной станиной пресса с длинной зоной контакта. Именно это покрытие должно иметь гладкую, непроницаемую поверхность, которая легко скользит по смазанной станине и предотвращает проникновение смазочного масла в структуру ремня, а следовательно, загрязнение прессового сукна или сукон, а также волокнистого полотна.
Текстильная основа для изготовления ленты, описанная в патенте США №5,238,537, может быть соткана из моноволоконной пряжи в виде однослойного или многослойного переплетения, которое должно быть достаточно открытым с тем, чтобы обеспечить возможность полной пропитки сукна. Это позволяет снизить вероятность возникновения пустот в готовой ленте. При наличии таких пустот смазка, находящаяся между лентой и станиной, может проникать через ленту и загрязнять прессовую ткань или ткани, а также волокнистое полотно. Текстильная основа может быть соткана в виде плоской ленты, а потом может быть сшита в виде бесконечной петли, или она может быть соткана в виде бесконечной трубчатой петли.
В результате отверждения пропитывающий материал закрепляется на текстильной основе главным образом за счет механического сцепления, при этом отвержденный пропитывающий материал обволакивает нити пряжи текстильной основы. Кроме того, между отвержденным пропитывающим материалом и материалом нитей пряжи текстильной основы может возникать химическое или адгезионное взаимодействие.
В зависимости от размеров прессов с длинной зоной контакта ленты, предназначенные для установки на таких прессах, имеют длину, измеренную в продольном направлении вдоль бесконечной петли, образованной указанной лентой, приблизительно составляющую от 13 до 35 футов (приблизительно от 4 до 11 метров), и ширину, измеренную в поперечном направлении бесконечной петли, приблизительно составляющую от 100 до 450 дюймов (приблизительно от 250 до 1125 см). Следует понимать, что изготовление таких лент усложняется тем, что текстильная основа должна представлять собой бесконечную петлю еще до ее пропитывания синтетической полимерной смолой.
В процессе производства часто возникает необходимость изготавливать ленту с покрытием некоторой заранее заданной толщины, нанесенным как на внутреннюю, так и на внешнюю поверхность ленты. При нанесении покрытия на обе стороны ленты текстильная основа ленты будет расположена близко к нейтральной линии сгиба ленты или совпадать с этой линией. В этом случае вероятность отслоения покрытия от любой стороны ленты под действием внутреннего напряжения, возникающего при прохождении ремня вокруг валка или при подобном изгибе, имеющем место в бумагоделательной машине, будет меньше.
Кроме того, нанесение на внешнюю сторону ленты покрытия из смолы, имеющего некоторую заранее заданную толщину, позволяет выполнить в таком покрытии желобки, глухие сверленые отверстия или иные полости так, чтобы при этом не обнажить тканой текстильной основы. Указанные желобки или другие полости позволяют временно удерживать воду, отжатую из бумажного полотна валками пресса. На практике, для некоторых конфигураций пресса с длинной зоной контакта присутствие на внешней поверхности ленты некоторого объема пустот благодаря наличию желобков, сверленых отверстий и подобных деталей является необходимым условием работы.
В данной области техники известны ленты с множеством желобков, применяемые в прессах с длинной зоной контакта. Например, в патенте США №4,946,731, Dutt, описана такая лента, применяемая в прессе с длинной зоной контакта, которая содержит тканую основу, включающую по меньшей мере в одном из направлений, а именно в продольном или поперечном, (крученую) пряжу из штапельных волокон. При нанесении покрытия из полимерной смолы на тканую основу отдельные штапельные волокна выступают из нитей пряжи и попадают в материал покрытия, обволакивающий нити. Затем, в покрытии, нанесенном на внешнюю поверхность ленты, выполняют желобки, расположенные в продольном направлении. Так называемые контактные площадки (land areas), отделяющие желобки друг от друга, соединены с лентой за счет этих штапельных волокон, что уменьшает вероятность отслоения покрытия.
В другом примере, в патенте США №6,428,874, McGahern et al., описана пропитанная смолой бесконечная лента, предназначенная для использования в прессе станинного типа с длинной зоной контакта, структура основы которой пропитана материалом, изготовленным из полимерной смолы, который делает ленту непроницаемой для текучих сред, таких как масло, вода и воздух. Материал, изготовленный из полимерной смолы, образует слои на внутренней и внешней сторонах структуры основы. Внутренний слой должен быть гладким, но внешний слой должен содержать множество желобков, предназначенных для временного удержания воды, отжатой из бумажного полотна. Первичные желобки отделены друг от друга контактными площадками, которые содержат вторичные желобки, расположенные в поперечном направлении и предназначенные для снижения напряжения, служащего причиной возникновения усталости при сжатии и растрескивания под действием напряжения.
Соответственно ленты с желобчатой поверхностью, предназначенные для применения в станинных прессах, имеют целый ряд преимуществ перед лентами, поверхность которых не имеет желобков, например, такие ленты позволяют улучшить водоотводящие свойства, улучшить профиль листа, степень промывки сукна и увеличить срок службы ткани (felt conditioning and felt lifetime) (?). Однако для некоторых целей, в частности для применения в бумагоделательных машинах, работающих с более низкой скоростью, преимущества желобчатых лент менее очевидны. В частности, для использования в прессах, для которых наблюдается разбрызгивание на участке входа в зону контакта (например, в обращенных прессах), более разумным может быть применение лент, на поверхности которых высверлены глухие круглые отверстия, вместо вышеописанных лент с желобчатой поверхностью. То есть при подаче прессовой ткани в зону прижимного контакта происходит разбрызгивание на участке ввода в зону контакта. Прессовый валок отжимает воду из полотна, которая затем попадает в прессовую ткань, и далее попадает в желобки. Из-за того, что желобки проходят непрерывно по всей длине ленты, на участках входа и выхода из зоны контакта происходит разбрызгивание воды. Разбрызгивание на участке входа в зону контакта приводит к снижению объема пустот в прессовой ткани, что, в свою очередь, приводит к пониженному обезвоживанию полотна.
В соответствии с настоящим изобретением предложено решение указанной проблемы при помощи изготовления ленты с желобчатой поверхностью, предназначенной для использования в станинном прессе, причем некоторые из желобков могут не быть непрерывными, и их длина может быть меньше длины дуговидной прижимной станины пресса с длинной зоной контакта. Область зоны контакта, на которую оказывается наибольшее давление (и в которой происходит наибольший отжим воды), находится перед участком выхода из зоны контакта. В тот момент, когда желобок покидает зону контакта, отверстие указанного желобка может находиться вне участка ввода в зону контакта, или вход в зону контакта может быть заблокирован из-за того, что длина желобка меньше, чем длина дуговидной прижимной станины, и, следовательно, меньше длины зоны прижимного контакта. Поскольку вход в зону контакта блокирован (не имеет сообщения с атмосферой), разбрызгивание воды на участке ввода в зону контакта снижено или совершенно отсутствует, а гидравлическое давление внутри прессовой ткани увеличивается, что приводит к эффективному обезвоживанию полотна по мере того, как сегмент желобка на поверхности ленты покидает зону контакта. Соответственно прерывистые желобки, предлагаемые в соответствии с настоящим изобретением, снижают или устраняют разбрызгивание воды на участке входа в зону контакта и увеличивают эффективность обезвоживания.
Желобки в вышеуказанной предлагаемой ленте могут быть выполнены по существу параллельно продольному направлению (MD) машины. Альтернативно, желобки в предлагаемой ленте могут быть расположены на поверхности ленты параллельно поперечному направлению (CD) машины и могут быть как непрерывными, так и прерывистыми.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Соответственно настоящее изобретение относится к ленте, которая может быть предназначена для использования в станинном прессе с длинной зоной контакта. Указанная лента включает по меньшей мере один слой, например основу, которая может быть выполнена в виде бесконечной петли. Пресс с длинной зоной контакта может включать дуговидную прижимную станину.
Материалом на основе полимерной смолы пропитывают указанный материал или наносят по меньшей мере на одну из поверхностей слоя ленты; при этом указанный материал образует внешний слой или покрытие на этой поверхности. Внешний слой может содержать множество желобков, ориентированных главным образом в продольном направлении (MD), причем длина некоторых указанных желобков меньше длины дуговидной прижимной станины.
В других примерах реализации предложенная согласно изобретению лента включает множество непрерывных или прерывистых желобков, ориентированных по существу параллельно поперечному направлению (CD) машины.
Далее настоящее изобретение будет описано более подробно со ссылками на нижеследующие рисунки, в которых одинаковыми позициями обозначены одинаковые элементы и части.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
На Фиг.1 показан вид сбоку в разрезе пресса с длинной зоной контакта;
На Фиг.2 показан вид сверху ленты со множеством желобков, расположенных в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.3 показан поперечный разрез деталей, изображенных на Фиг.1, на котором показан желобок, входящий в зону контакта;
На Фиг.4 показан поперечный разрез деталей, изображенных на Фиг.1, на котором показан желобок, закрытый зоной контакта;
На Фиг.5 показан поперечный разрез деталей, изображенных на Фиг.1, на котором показан желобок, выходящий из зоны контакта;
На Фиг.6 показан вид сверху ленты со множеством желобков, расположенных в соответствии с еще одним из примеров реализации настоящего изобретения;
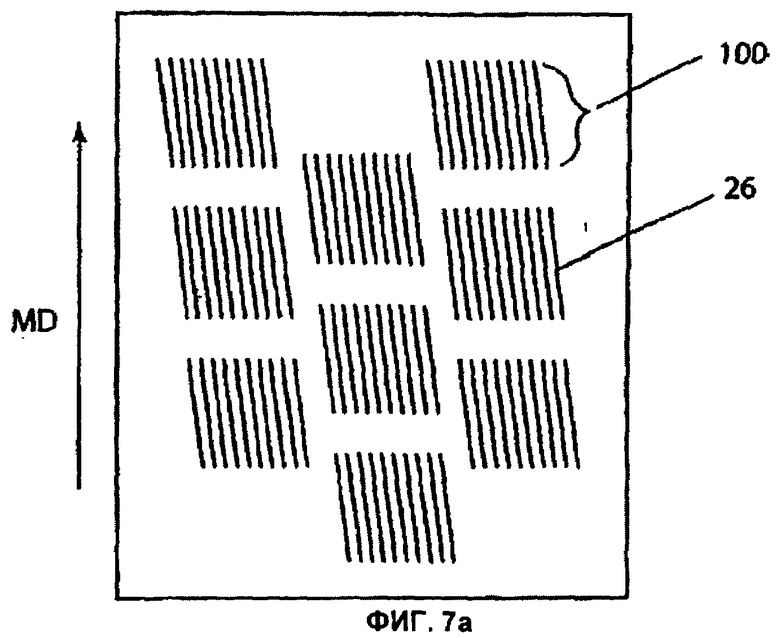
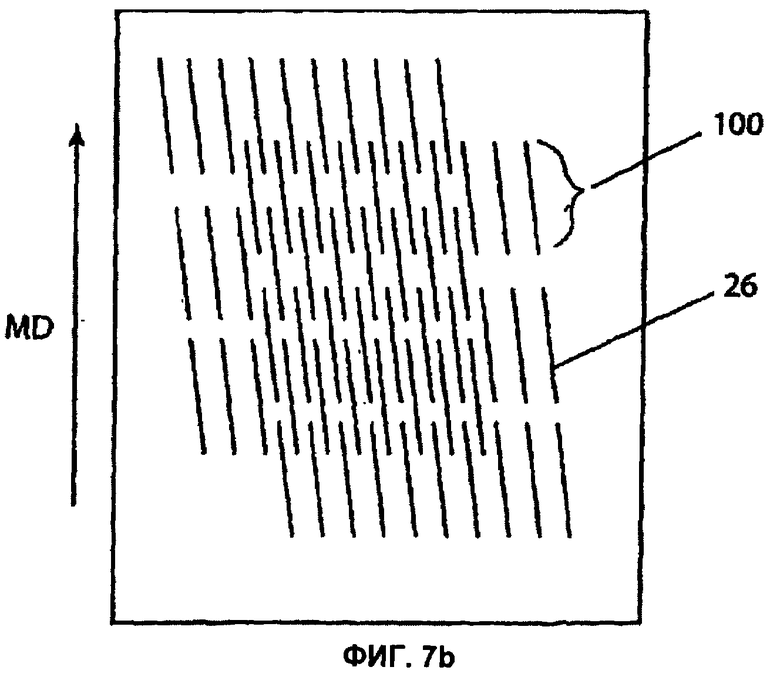
На Фиг.7 показан вид сверху ленты со множеством желобков, расположенных в соответствии с еще одним из примеров реализации настоящего изобретения;
На Фиг.8 изображена диаграмма зависимости объема воды, разбрызгиваемой на входе в зону контакта и на выходе из зоны контакта, от скорости машины и прижимной нагрузки на ленту, в которой изготовлены непрерывные желобки;
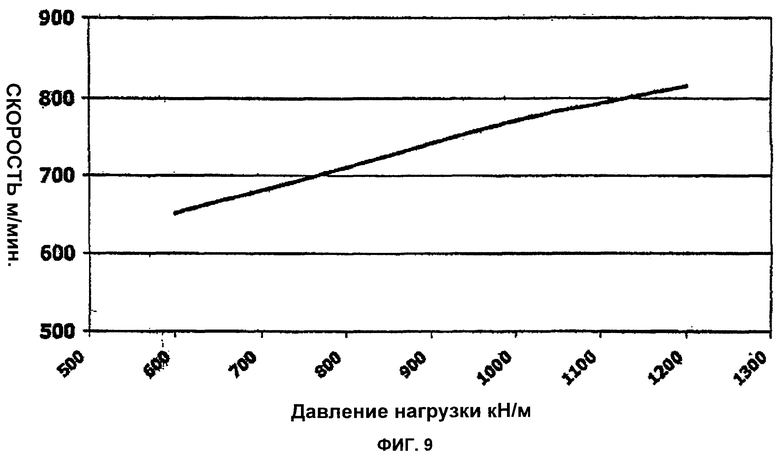
На Фиг.9 изображена диаграмма зависимости скорости исчезновения разбрызгивания на входе в зону контакта от нагрузки на ленту, в которой изготовлены непрерывные желобки;
На Фиг.10 изображена диаграмма зависимости объема воды, распыляемой на входе в зону контакта и на выходе из зоны контакта, от скорости машины и нагрузки на ленту, для ленты согласно настоящему изобретению;
На Фиг.11 показан вид сверху ленты со множеством желобков, расположенных в соответствии с еще одним из примеров реализации настоящего изобретения;
На Фиг.11а показан вид сверху ленты со множеством желобков, расположенных в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.12 показан вид сверху ленты со множеством желобков, которые расположены в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.13 показан вид сверху ленты со множеством желобков, которые расположены в соответствии с одним из примеров реализации настоящего изобретения;
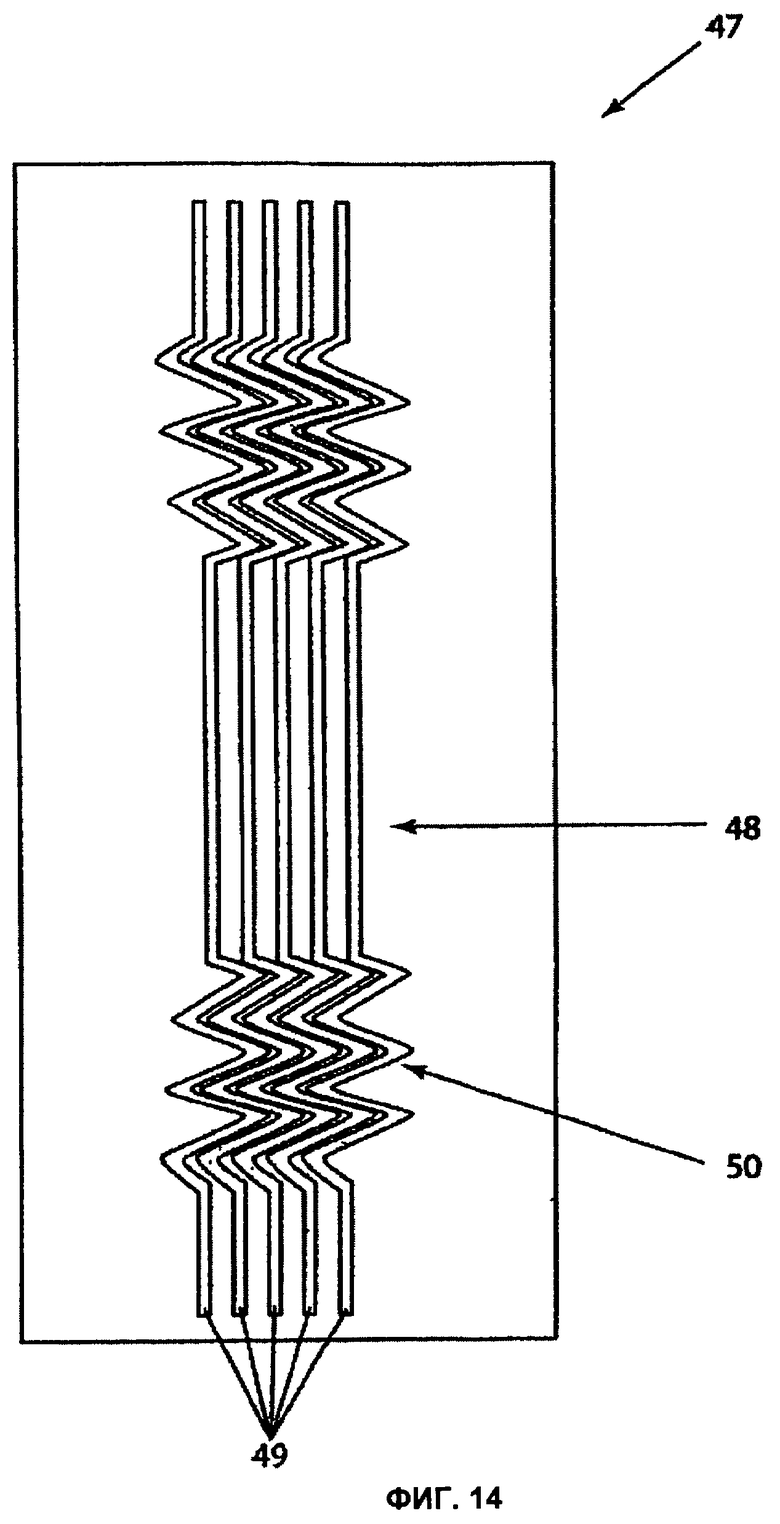
На Фиг.14 показан вид сверху ленты со множеством желобков, которые расположены в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.15 показан вид сверху ленты в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.16 изображено поперечное сечение желобка, предлагаемого в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.17 изображено поперечное сечение желобка, предлагаемого в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.18 изображено поперечное сечение желобка, предлагаемого в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.19 изображено поперечное сечение желобка, предлагаемого в соответствии с одним из примеров реализации настоящего изобретения;
На Фиг.20 изображено поперечное сечение желобка, предлагаемого в соответствии с одним из примеров реализации настоящего изобретения; и
На Фиг.21 изображено поперечное сечение желобка, предлагаемого в соответствии с одним из примеров реализации настоящего изобретения.
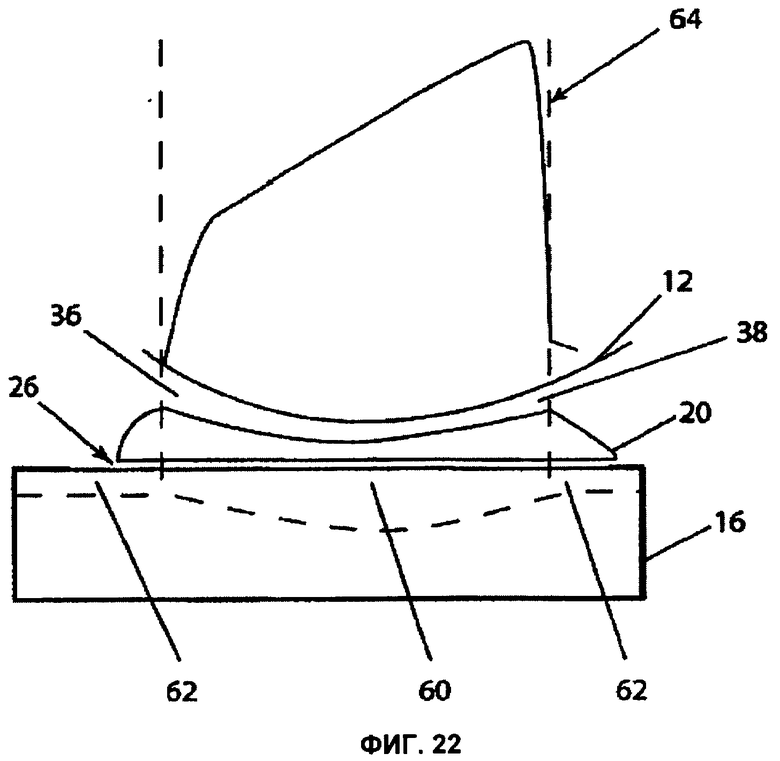
На Фиг.22 показано поперечное сечение пресса с прижимной станиной и ленты, предлагаемой в соответствии с еще одним примером реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ПРИМЕРА РЕАЛИЗАЦИИ
На Фиг.1 показан вид сбоку в разрезе пресса с длинной зоной контакта, предназначенного для обезвоживания волокнистого полотна, из которого при обработке на бумагоделательной машине получают бумажный лист. Зона 10 прижимного контакта ограничена гладким цилиндрическим прессовым валком 12 и дуговидной прижимной станиной 14. Дуговидная прижимная станина 14 имеет приблизительно такой же радиус кривизны, что и цилиндрический прессовый валок 12. Для регулирования подачи нагрузки на зону 10 контакта расстояние между цилиндрическим прессовым валком 12 и дуговидной прижимной станиной 14 можно регулировать при помощи гидравлического привода или подобного ему устройства, присоединенного к дуговидной прижимной станине 14. Гладкий цилиндрический прессовый валок 12 может представлять собой управляемый валок с выпуклой бочкой, пригнанный по дуговидной прижимной станине 14, для достижения равномерного профиля давления в поперечном направлении.
Лента 16, применяемая в прессе с длинной зоной контакта, проходит в виде замкнутой петли через зону 10 контакта, отделяя цилиндрический прессовый валок 12 от дуговидной прижимной станины 14. Вместе с ней через зону 10 контакта проходят, как указано стрелками на Фиг.1, прессовая ткань 18 и волокнистое полотно 20, из которого изготавливают бумажный лист. Волокнистое полотно 20, поддерживаемое прессовой тканью 18, входит в непосредственный контакт с гладким цилиндрическим прессовым валком 12 в зоне 10 контакта. Альтернативно, через зону 10 контакта может проходить волокнистое полотно 20, расположенное между двумя прессовыми тканями 18 (вторая прессовая ткань не показана). Лента 16, применяемая в прессе с длинной зоной контакта, также проходящая через зону 10 контакта, как указано стрелками на Фиг.1, т.е. по часовой стрелке, защищает ткань 18 от непосредственного скольжения по дуговидной прижимной станине 14, и может скользить по пленке смазочного масла, нанесенного на станину. Соответственно лента 16, применяемая в прессе с длинной зоной контакта, должна быть непроницаема для масла, чтобы не допустить загрязнения маслом прессовой ткани 18 и волокнистого полотна 20.
На Фиг.2 показан вид сверху ленты 16, предлагаемой в соответствии с одним из примеров реализации настоящего изобретения. Лента 16 имеет внешнюю поверхность 24. На верхнюю поверхность 24 нанесено множество желобков 26, расположенных в продольном направлении по всей окружности ленты 16 и предназначенных для временного удержания воды, отжатой из волокнистого полотна 20 в зоне 10 контакта. Более подробно желобки 26 будут описаны ниже.
На Фиг.3-5 показан механизм обезвоживания в зоне 10 контакта станинного пресса, происходящий в три этапа, во время которых один из желобков 26 входит в зону контакта и выходит из нее. На Фиг.3 показан поперечный разрез ленты 16 в тот момент, когда желобок 26 входит в зону 10 контакта. На Фиг.3-5 последовательно показано, как желобок 26 входит в зону 10 контакта на участке 36 ввода в зону 10 контакта, и как желобок 26 выходит из зоны 10 контакта на участке 38 выхода из зоны 10 контакта.
На Фиг.3 также показан поперечный разрез ленты 16. Лента 16 может включать по меньшей мере один слой 28 основы. Однако, кроме покрытия 34 из полимерной смолы, лента 16 также может включать дополнительные слои.
Слой 28 может быть соткан из нитей 30 (видимых сбоку на Фиг.3), расположенных в поперечном направлении или в направлении поперек машины, и нитей 32, расположенных в продольном направлении или в направлении вдоль машины. Слой 28 может быть соткан, при этом поперечные нити представляют собой нити долевой пряжи, переплетенной поверх, под и между продольными нитями 32; нити уточной пряжи составляют однослойное переплетение (single weave). Однако следует понимать, что слой 28 может быть соткан в виде плоской полосы, а потом соединен в бесконечную петлю шовным соединением. Следует также понимать, что слой 28 может быть соткан в виде двухслойного (двустороннего) переплетения или в виде любого другого переплетения, которое может быть использовано для изготовления тканых лент, применяемых в бумагоделательных машинах.
В альтернативном случае, слой 28 может представлять собой нетканую структуру в виде совокупности нитей, расположенных в поперечном направлении, и нитей, расположенных в продольном направлении, которые могут быть соединены друг с другом в точках их пересечения с образованием нетканого полотна. Далее, слой 28 может представлять собой трикотажное полотно, или плетеную ткань, или ленту из спиральных петель, подобную ткани, описанной в патенте США №4,567,077, Gauthier, содержание которого включено в настоящее описание по ссылке. Слой 28 также может быть получен экструзией полимерной смолы в виде листа или мембраны, в которой затем могут быть изготовлены отверстия. В еще одном альтернативном случае, по меньшей мере один слой 28 может включать нетканые сетчатые полотна, подобные полотнам, описанным в патенте США №4,427,734, Johnson, содержание которого включено в настоящее описание по ссылке.
Далее, слой 28 может быть получен при спиральном наматывании полос из тканых, нетканых, трикотажных, плетеных, экструдированных или нетканых сетчатых материалов в соответствии со способами, описанными в патенте США №5,360,656, Rexfelt et al., содержание которого включено в настоящее описание по ссылке. Соответственно слой 28 может включать спирально намотанную ленту, в которой каждый спиральный виток соединен со следующим витком непрерывным швом, в результате чего получают бесконечную в продольном направлении структуру 28 основы. Прессовая лента, включающая слой такого вида, описана в патентах США №5,792,323 и 5,837,080, содержания которых включены в настоящее описание по ссылке.
Смолу, такую как полимерная смола 34, наносят в виде покрытия, пропитывают или наносят каким-либо иным способом по меньшей мере на одну из поверхностей ленты 16. Полимерная смола 34 может быть нанесена в виде покрытия или каким-либо иным способом на внешнюю поверхность 24 ленты 16, то есть на поверхность, которая контактирует с прессовой тканью 18 при использовании ленты 16 в прессе с длинной зоной контакта. Кроме того, слой 23 полимерной смолы может быть нанесен в виде покрытия или каким-либо иным способом на внутреннюю поверхность 22 ленты 16, то есть на поверхность, которая скользит по дуговидной прижимной станине 14 во время использования ленты 16 в прессе с длинной зоной контакта. Слой 23 полимерной смолы может пропитывать слой 28, что делает ленту 16 непроницаемой для масла, воды и подобных им веществ. Покрытия 34 и 23 из полимерной смолы могут представлять собой полиуретан и составлять композицию из 100% твердого полиуретана. Применение твердой системы из 100% смолы, в которой по определению отсутствует материал растворителя, предотвращает образование в полимерной смоле пузырей во время процесса отверждения, который проводят после нанесения смолы на слой 28.
После отверждения полимерной смолы внутренняя поверхность 22 и/или внешняя поверхность 24 может быть отшлифована и отполирована для придания покрытию из полимерной смолы гладкой, однородной поверхности.
После отверждения полимерной смолы во внешней поверхности 24 ленты 16 могут быть вырезаны желобки 26. Альтернативно, желобки 26 могут быть выполнены прессованием на внешней поверхности 24 при помощи прессующего устройства до отверждения полимерной смолы, или указанные желобки могут быть сформованы на внешней поверхности 24 (если ленту 16 изготовляют формованием). Следует понимать, что специалистам в данной области техники известны и другие способы изготовления желобков 26.
Далее, по меньшей мере в одном из примеров реализации настоящего изобретения, желобки 26 могут быть прерывистыми. То есть желобки 26 могут быть отделены друг от друга контактными площадками 42, которые представляют собой не содержащие желобков области между соседними (и, таким образом, последовательными) желобками. Желобки 26 могут быть сформированы как в продольном направлении ленты, так и поперечном направлении ленты. В одном из предпочтительных примеров реализации изобретения, показанном на Фиг.3-5, в котором желобки были сформированы в продольном направлении, в ленте в продольном направлении были выполнены желобки 26 длиной 40, не превышающей длину станины 14 (на Фиг.1), то есть приблизительно длина желобков составляла одну треть, одну вторую, две трети и т.д. от длины станины. Например, если длина типичной дуговидной прижимной станины составляет приблизительно 250 мм, то длина 40 желобка 26 может составлять приблизительно 125 мм. Аналогично, на Фиг.11 показан пример реализации, в котором желобки 26 сформированы в поперечном направлении.
Форма, размеры, расстояние между желобками и ориентация желобков 26 может варьироваться в зависимости от применения пресса с длинной зоной контакта и/или от желаемого снижения величины разбрызгивания на участке ввода в зону контакта и от эффективности обезвоживания.
Как уже было сказано выше и показано на Фиг.3, желобок 26 входит в зону 10 контакта на участке 36 ввода и выходит из зоны 10 контакта на участке 38 выхода. Участок 36 ввода характеризуется зоной низкого давления. Когда волокнистое полотно 20 входит в зону 10 контакта, давление, создаваемое валком 12 и станиной 14, заставляет воду, содержащуюся в полотне 20, вытекать из полотна в прессовую ткань 18, которая находится в контакте с лентой 16. При этом желобок 26 вбирает в себя воду из прессовой ткани 18.
На Фиг.4 показан поперечный разрез ленты 16 в тот момент, когда желобок 26 закрыт зоной 10 контакта. Желобок 26 входит в гидростатическую зону, в которой вода, отжатая из полотна 20 и из прессовой ткани 18, находится под давлением. Желобок 26 вбирает в себя воду до полного заполнения его полости.
На Фиг.5 показан поперечный разрез ленты 16 в тот момент, когда желобок 26 выходит из зоны 10 контакта. Участок 38 выхода характеризуется зоной высокого давления. Наибольшее давление и, следовательно, наибольшее обезвоживание достигается вблизи участка 38 выхода из контактной зоны. Благодаря тому, что желобок 26 не является непрерывным, а его длина меньше длины дуговидной прижимной станины 14, желобок не достигает ввода в зону контакта или, другими словами, ввод 36 в зону контакта блокирован, и вода, извлеченная из полотна 20 и отжатая через прессовую ткань 18 в ленту 16, создает гидродинамическое давление, как было обсуждено выше на примере Фиг.4. Созданное гидродинамическое давление выталкивает воду из желобка 26 после того, как он покидает зону контакта 10 на участке 38 выхода из зоны контакта. Соответственно высокое давление заставляет воду вытекать из полотна 20 и прессовой 18 в открытый в этот момент желобок 26.
На Фиг.2, 6 и 7, 7а и 7b показаны различные варианты расположения желобков. Как показано на Фиг.2, желобки 26 могут быть расположены в виде одинакового количество рядов, причем линия, пересекающая конец каждого желобка в ряду, по существу перпендикулярна продольному направлению. Однако количество желобков в ряду и расстояние между соседними рядами в продольном направлении на ленте 16 могут изменяться в соответствии с применением пресса с длинной зоной контакта, и/или желаемым снижением величины разбрызгивания на участке ввода в зону контакта или эффективностью обезвоживания. Как уже было упомянуто выше, желобки 26 не обязательно являются непрерывными по всей длине в продольном направлении, и их длина может быть меньше длины дуговидной прижимной станины 14. Как показано на Фиг.2, желобки 26 отделены друг от друга контактными площадками 42.
На Фиг.6 показан вид сверху ленты 16', предлагаемой в соответствии с другим примером реализации настоящего изобретения. В этом примере желобки 26, ориентированные в направлении MD, расположены рядами в шахматном порядке с одинаковым сдвигом. Сдвиг показан в виде угла α. Угол α может, например, составлять 25-30°.
На Фиг.7 показан вид сверху ленты 16'', предлагаемой в соответствии с еще одним примером реализации настоящего изобретения. В этом примере желобки 26, ориентированные в направлении MD, расположены рядами в виде неповторяющегося поперечного рисунка. Другие примеры реализации также могут включать повторяющиеся рисунки рядов, расположенных в шахматном порядке.
На Фиг.7а показан еще один рисунок расположения желобков, ориентированный в продольном направлении, в котором ряды желобков образуют повторяющиеся группы или раппорты 100. Как показано на Фиг.7а, группы 100 прерывистых желобков 26 включают, например, десять желобков, расположенных практически в продольном направлении, но под углом к нему. Такие желобки могут быть вырезаны при помощи так называемого «набора фрез»; обычно их вырезают по спирали. Лента включает столько групп 100 желобков, сколько нужно для создания желаемых обезвоживающих характеристик ленты. Несмотря на то, что на рисунке показаны группы желобков, расположенных под углом к продольному направлению, другие виды ориентации желобков, в том числе и расположение в поперечном направлении, также попадают в область действия настоящего изобретения. Кроме того, несмотря на то, что на рисунке все группы 100 желобков ориентированы одинаково, настоящее изобретение не ограничено указанным расположением; напротив, настоящее изобретение включает различные ориентации групп желобков на одной ленте. На Фиг.7b показан еще один пример реализации настоящего изобретения, представляющий собой ленту, на которой сформированы перекрывающиеся желобки 26. Перекрывающиеся желобки 26 образуют прерывистые желобки, пересекающие всю поверхность ленты в виде повторяющегося рисунка. В этом случае вновь желобки 26, показанные на Фиг.7b, расположены под углом к продольному направлению, но они могут иметь любую ориентацию, включая расположение в поперечном направлении. Располагая некоторые желобки на различном расстоянии по длине ленты, можно снизить вероятность образования следов (оттисков) от той части ленты, на которую не были нанесены желобки.
В одном из примеров реализации настоящего изобретения длина желобков 26 в продольном направлении может быть любой, вплоть до длины, приблизительно совпадающей с длиной станины. Например, желобки 26 могут иметь длину приблизительно 50 мм, а расстояние между желобками 26 в продольном направлении может приблизительно составлять 25 мм. Кроме того, желобки 26 и контактные площадки 42 могут составлять любой рисунок, минимизирующий вероятность гидравлического разрыва или появления следов (оттисков) на бумажном листе. На Фиг.2, 6 и 7 желобки 26 и контактные площадки 42 имеют одинаковую ширину, хотя это и не обязательно. Тем не менее, контактные площадки 42 могут быть рассмотрены как узкие колонки из отвержденной полимерной смолы, расположенные в продольном направлении на внешней поверхности 24 ленты.
В предшествующем описании желобки 26, ориентированные в направлении MD, были рассмотрены как желобки, ориентированные в направлении вдоль машины или в продольном направлении. Желобки 26 могут быть сформированы при помощи спиральной нарезки прерывистых желобков на внешней поверхности 24 ленты. В этом случае ориентация желобков 26 может отклоняться от продольного или MD направления на небольшой угол. Кроме того, желобки 26 могут быть сформированы при помощи спиральной нарезки двух или более соседних прерывистых желобков на внешней поверхности 24 ленты, проводимых в противоположном направлении, то есть одна из нарезок представляет собой правостороннюю спираль, а другая - левостороннюю спираль. Фрезы можно попеременно снимать с поверхности ленты так, чтобы получить короткую горизонтальную полосу контактной площадки в поперечном направлении (CD полоса). CD полоса может быть расположена случайным образом на поверхности ленты в зависимости от длины ленты, длины желобка и длины контактной площадки.
В одном из эффективных примеров реализации настоящего изобретения глубина желобков 26 может приблизительно составлять 1,4 мм, а ширина лежать в диапазоне от 0,5 до 2,0 мм. Каждый желобок 26 может быть расположен на некотором расстоянии от соседнего (ширина контактной площадки) в поперечном направлении; это расстояние может находиться в диапазоне от 1,0 до 2,5 мм. Однако точное число, глубина, ширина и форма желобков 26, а также ширина контактных площадок 42 может изменяться в зависимости от конкретного применения. Соответственно существует широкий диапазон отношений размеров желобков к размерам площадок.
Несмотря на то, что были описаны желобки, расположенные в продольном направлении или в направлении вдоль машины, настоящее изобретение не ограничено указанным расположением. Иными словами, желобки могут быть расположены в любом другом направлении, таком как поперечное или CD направление, или под углом θ (таком, что 0<θ<90°) к продольному направлению. В этом случае «длина» желобков 26 может быть короче ширины станины, как, например, показано на Фиг.11 и 12.
Как показано на Фиг.11, желобки 26 могут быть расположены в виде ряда колонок, причем каждый из желобков может быть сформирован по существу, в поперечном направлении или в направлении CD. Однако количество желобков в колонке и расстояние между соседними колонками в поперечном направлении или направлении CD на ленте 17 может меняться в зависимости от применения пресса и/или от желаемого снижения величины разбрызгивания на участке ввода в зону контакта и от эффективности обезвоживания. Такие желобки могут быть прерывистыми в поперечном направлении, и их ширина (составляющая MD) может быть меньше длины дуговидной прижимной станины 14. Альтернативно, желобки, расположенные в направлении CD, могут быть непрерывными, как показано на Фиг.11а, на котором желобки 26 по существу покрывают всю ширину ленты 17 в поперечном направлении. В еще одном примере реализации желобки 26 могут быть сформированы в шахматном порядке, как, например, на ленте 17', изображенной на Фиг.12.
Лента для пресса станинного типа с желобками, расположенными в поперечном направлении или в направлении CD, имеет то преимущество, что она действует как насосное колесо или механизм в поршневом насосе. Когда желобок 26 попадает на станину, из полотна 20 отжимается вода, которая затем попадает в желобки 26 ленты 17. Так как желобки 26 сформированы в слое водонепроницаемой смолы 34, вода не вытекает из желобков 26. По мере того, как давление между прессовым валком 12 и станиной увеличивается, желобки наполняются водой, отжатой из волокнистого полотна 20. Затем продвижение ленты 17 относит воду, отжатую в желобки 26, от волокнистого полотна 20.
Так как ширина (составляющая MD) желобков 26 меньше длины станины, вода, попадающая в желобки, не может вытечь обратно и удерживается в желобках частично благодаря давлению, оказываемому прессовым валком 12. Такой пример реализации может оказаться очень полезным для низкоскоростных устройств, в которых традиционно использовали простые или не содержащие желобков ленты. Однако настоящее изобретение не ограничено указанным применением и на самом деле может быть использовано при различных скоростях процесса.
Дополнительно, предлагаемая лента может иметь другой рисунок прерывистых желобков. Например, предлагаемая лента, изображенная на Фиг.13, может содержать ряд первых желобков (таких как желобок 44) и/или ряд вторых желобков (таких как желобок 46). Полная длина и ширина каждого из желобков может быть меньше соответствующих размеров дуговидной прижимной станины 14.
При сравнении ленты 16 (Фиг.2) с лентой, на которую нанесены непрерывные желобки стандартного типа, причем, если на обеих лентах глубина желобков составляет 1,4 мм, а ширина - 0,8 мм, а ширина контактной площадки (расстояние между соседними желобками) составляет 2,1 мм, то величина разбрызгивания на участке ввода в зону контакта и величина разбрызгивания на участке выхода из зоны контакта могут быть измерены, и может быть построен график зависимости указанных величин от скорости машины и прилагаемого давления в зоне контакта.
Как видно из Фиг.8, при использовании ленты, на которую нанесены непрерывные желобки стандартного типа, при скорости, превышающей 300 м/мин, имеется разбрызгивание на участке ввода в зону контакта. Кроме того, по мере повышения скорости также возрастает величина разбрызгивания на участке ввода в зону контакта, а затем она снижается, как показано на рисунке. Также, по мере увеличения нагружаемого давления возрастает величина разбрызгивания на участке ввода в зону контакта. Соответственно существует рабочий диапазон, в котором работать с лентой, на которую нанесены непрерывные желобки стандартного типа, нежелательно.
На Фиг.9 показана скорость работы, при которой величина разбрызгивания на участке ввода в зону контакта значительно снижена в тот момент, когда лента попадает в станинный пресс. График позволяет сравнивать скорость при различных давлениях нагрузки на ленту станинного пресса, на которую нанесены непрерывные желобки. Как видно, при повышении давления нагрузки повышается скорость, необходимая для подавления разбрызгивания на участке ввода в зону контакта. Например, при давлении нагрузки, равном 600 кН/м, скорость, необходимая для подавления разбрызгивания на участке ввода в зону контакта, приблизительно равна 650 м/мин, что можно сравнить со скоростью приблизительно 810 м/мин, необходимой для подавления разбрызгивания на участке ввода в зону контакта при давлении нагрузки, равном 1200 кН/м.
Как показано на Фиг.8 и 9, разбрызгивание на участке ввода в зону контакта может присутствовать при работе станинного пресса с длинной зоной контакта, в котором применяют ленту, на которую нанесены в направлении MD непрерывные желобки стандартного типа, при скорости, превышающей 650 м/мин или менее 810 м/мин, и давлении нагрузки, находящемся в диапазоне от 600 до 1200 кН/м. Разбрызгивание на участке ввода в зону контакта снижает эффективность обезвоживания полотна и, следовательно, является нежелательной характеристикой желобчатых лент, известных ранее в настоящей области техники.
Напротив, как видно из Фиг.10, ленты, предлагаемые в соответствии с настоящим изобретением, не вызывают или практически не вызывают разбрызгивания на участке входа в зону контакта при давлении нагрузки, находящемся в диапазоне от 600 до 1000 кН/м, и скоростях, находящихся в диапазоне от 250 до 1000 м/мин. Соответственно ленты с прерывистыми желобками снижают разбрызгивание на участке входа в зону контакта и, таким образом, повышают эффективность обезвоживания полотна.
Несмотря на то, что в настоящем описании была рассмотрена лента, на которую нанесены прерывистые желобки, настоящее изобретение не ограничено указанной модификацией. То есть на предлагаемую ленту могут быть нанесены непрерывные желобки нестандартного типа. В качестве примера можно рассмотреть Фиг.14, где на ленту 47 может быть нанесен ряд непрерывных желобков 49, каждый из которых имеет прямую часть 48, за которой следует зигзагообразная часть 50, за которой вновь следует прямая часть 48 и т.д. Длина каждой из прямых и/или зигзагообразных частей может быть меньше длины дуговидной прижимной станины 14. В другом примере, изображенном на Фиг.15, на ленту 51 может быть нанесен один или более желобков 52, каждый из которых состоит из первой части 54, имеющей первую ширину, и второй части 56, имеющей вторую ширину, меньшую чем первая ширина. Длина второй или ограничивающей части 56 может быть меньше, чем длина дуговидной прижимной станины 14.
Кроме того, как уже было показано, форма желобков, наносимых на ленту, предлагаемую в соответствии с настоящим изобретением, может включать различные формы поперечного сечения. Примеры нескольких форм поперечного сечения показаны на Фиг.16-21. Следует понимать, что форма желобков, наносимых на ленту, предлагаемую в соответствии с настоящим изобретением, не ограничена указанными примерами.
Еще один эффективный пример реализации настоящего изобретения показан на Фиг.22. На Фиг.22 желобки 26 сформованы так, что их различные части имеют разную глубину, т.е. более глубокую часть 60 и более мелкую часть 62 желобка. По существу, различная глубина действует так же, как конечная часть прерывистых желобков, описанных выше. То есть более мелкая часть 62 желобка 26 препятствует легкому вытеканию воды из более глубокой части желобка 60, и, таким образом, значительно снижает склонность воды вытекать в направлении, противоположном направлению вдоль машины, что позволяет минимизировать разбрызгивание на участке ввода в зону контакта.
Желобок 26, предлагаемый в соответствии с настоящим примером реализации изобретения, непрерывен; однако в одном из эффективных примеров реализации длина более глубокой части 60 желобка 26 меньше длины зоны контакта станины. Это видно из сравнения кривой давления 64, показанной на Фиг.22, с глубиной желобка 26. На входе в прессовый валок 12 имеется зона 36 низкого давления, которая соответствует мелкой части 62 желобка 26. После этого давление быстро возрастает, и глубина желобка 26 также возрастает на этом участке. Наибольшее давление оказывается на точку, находящуюся близи окончания глубокой части 60 желобка 26.
Следует отметить, что в области мелких участков 62 давление резко падает. Так, в самих глубоких частях желобка 26, на которые оказывают самое высокое давление, из волокнистого полотна 20 отжимается наибольшее количество воды. Для ясности, на Фиг.22 не показана прессовая ткань (позиция 18 на Фиг.1), на которой расположено волокнистое полотно 20; однако специалист в настоящей области техники легко определит, что указанная ткань обычно находится между полотном 20 и лентой 16 станинного пресса.
Специалисты в данной области техники должны понимать, что существуют различные модификации настоящего изобретения, не выходящие за пределы области, защищаемой прилагаемой Формулой изобретения.



















Лента применяется в прессе с длинной зоной контакта, включающем дуговидную прижимную станину. Указанная лента содержит слой, на одну из поверхностей которого нанесено покрытие, изготовленное из полимерной смолы. Покрытие из смолы содержит множество желобков, сформированных таким образом, что они позволяют снижать разбрызгивание на участке ввода в зону контакта. 16 н. и 22 з.п. ф-лы, 22 ил.
1. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой покрытия, изготовленного из смолы, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, сформированных в указанном слое покрытия, изготовленного из смолы,
причем по меньшей мере один из указанных желобков включает первую часть, ширина которой больше ширины второй части указанного по меньшей мере одного желобка.
2. Лента по п.1, на которой желобки, по существу, сформированы в продольном (вдоль машины) направлении или в поперечном направлении.
3. Лента по п.1, на которой желобки сформированы под углом к продольному направлению.
4. Лента по п.2, в которой длина в поперечном направлении указанных желобков, проходящих, по существу, в поперечном направлении, меньше длины в поперечном направлении станинной части указанного пресса.
5. Лента по п.2 или 4, в которой длина указанных желобков в продольном направлении меньше длины в продольном направлении станинной части указанного пресса.
6. Лента по любому из пп.1-5, в которой указанные желобки включают первую часть, глубина которой больше глубины второй части указанных желобков.
7. Лента по п.1, в которой указанные желобки сформированы на основе по меньшей мере одного такого параметра, как форма, глубина или угловая ориентация.
8. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой покрытия, изготовленного из смолы, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество проходящих в поперечном направлении непрерывных желобков, выполненных в указанном слое покрытия, изготовленного из смолы,
причем указанные желобки сформированы на основе сочетания по меньшей мере двух параметров таких, как форма, ширина, глубина или угловая ориентация.
9. Лента по п.8, в которой указанные желобки включают первую часть, ширина которой больше ширины второй части указанных желобков.
10. Лента по п.8, в которой указанные желобки параллельны друг другу и расположены в продольном направлении на равном или неравном расстоянии друг от друга.
11. Лента по п.8, на которой желобки параллельны друг другу и расположены в шахматном порядке, образуя повторяющийся или неповторяющийся рисунок.
12. Лента по п.8, включающая дополнительно множество проходящих в продольном направлении прерывистых желобков, выполненных в слое покрытия, изготовленного из смолы.
13. Лента по п.8, в которой указанные желобки включают первую часть, глубина которой больше глубины второй части.
14. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, сформированных в указанном слое покрытия,
причем указанные желобки сформированы на основе по меньшей мере одного параметра такого, как форма, ширина, глубина или угловая ориентация,
причем указанные желобки включают первую прямую часть и вторую синусоидальную или зигзагообразную часть, причем обе части, по существу, расположены в продольном направлении.
15. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество желобков, выполненных в указанном слое покрытия, изготовленного из смолы,
причем указанные желобки сформированы на основе сочетания по меньшей мере двух параметров таких, как форма, ширина, глубина или угловая ориентация,
причем указанные желобки непрерывны и включают первую прямую часть и вторую синусоидальную или зигзагообразную часть, причем обе части, по существу, расположены в продольном направлении.
16. Лента для минимизации величины разбрызгивания: на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, выполненных в указанном слое покрытия, изготовленного из смолы, причем указанные желобки сформированы на основе по меньшей мере одного параметра такого, как форма, ширина, глубина или угловая ориентация,
причем указанные желобки включают первую часть, ширина которой больше ширины второй части.
17. Лента по п.16, в которой указанные желобки параллельны друг другу и расположены в продольном направлении на равном или неравном расстоянии друг от друга.
18. Способ минимизации разбрызгивания на участке входа в зону контакта в станинном прессе, включающий следующие операции:
изготовление ткани основы прессовой ленты, имеющей внутреннюю сторону и внешнюю сторону;
нанесение полимерной смолы на внешнюю сторону ткани основы и
формирование множества желобков в указанной полимерной смоле, причем указанные желобки сформированы на основе сочетания по меньшей мере одного параметра такого, как форма, ширина, глубина или угловая ориентация, причем указанные желобки включают первую прямую часть и вторую синусоидальную или зигзагообразную часть, причем обе части, по существу, расположены в продольном направлении.
19. Способ минимизации разбрызгивания на участке входа в зону контакта в станинном прессе, включающий следующие операции:
изготовление ткани основы прессовой ленты, имеющей внутреннюю сторону и внешнюю сторону;
нанесение полимерной смолы на внешнюю сторону ткани основы и формирование множества желобков в указанной полимерной смоле, причем по меньшей мере один из указанных желобков включают первую часть, ширина которой больше ширины второй части.
20. Способ по п.19, согласно которому указанные желобки выполнены прерывистыми или непрерывными и разделены контактной площадкой, выполненной в слое покрытия, полученного из полимерной смолы.
21. Способ по п.20, согласно которому указанные желобки, по существу, расположены в продольном направлении, под углом к указанному продольному направлению или в поперечном направлении.
22. Способ по п.21, согласно которому длина указанных желобков в продольном направлении меньше длины в продольном направлении станинной части указанного пресса.
23. Способ по п.21, согласно которому длина указанных желобков в поперечном направлении меньше длины в поперечном направлении станинной части указанного пресса.
24. Способ по п.19, согласно которому указанные желобки включают первую часть, глубина которой больше глубины второй части.
25. Способ по п.19, согласно которому указанные желобки параллельны друг другу и расположены в продольном направлении на равном или неравном расстоянии друг от друга.
26. Способ по п.19, согласно которому желобки параллельны друг другу и расположены в шахматном порядке, образуя повторяющийся или неповторяющийся рисунок.
27. Способ по п.19, согласно которому указанные желобки сформированы на основе по меньшей мере одного параметра такого, как форма, глубина или угловая ориентация.
28. Способ минимизации разбрызгивания на участке входа в зону контакта в станинном прессе, включающий следующие операции:
изготовление ткани основы прессовой ленты, имеющей внутреннюю сторону и внешнюю сторону;
нанесение полимерной смолы на внешнюю сторону ткани основы и
формирование множества желобков в указанной полимерной смоле, причем указанные желобки сформированы на основе по меньшей мере одного параметра такого, как форма, ширина, глубина или угловая ориентация,
причем указанные желобки включают первую прямую часть и вторую синусоидальную или зигзагообразную часть, причем обе части, по существу, расположены в продольном направлении.
29. Способ по п.28, согласно которому указанные желобки непрерывны и включают первую часть, глубина которой больше глубины второй части.
30. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество проходящих в поперечном направлении прерывистых желобков, выполненных в указанном слое покрытия, изготовленного из смолы, которые при работе остаются открытыми.
31. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющая внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество проходящих в поперечном направлении прерывистых желобков, выполненных в указанном слое покрытия, а также множество проходящих в продольном направлении прерывистых желобков, выполненных в указанном слое покрытия.
32. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющая внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, выполненных в указанном слое и проходящих, по существу, в поперечном или продольном направлении, причем по меньшей мере один из указанных желобков имеет переменную ширину и/или глубину с длиной.
33. Лента по п.32, в которой указанные желобки имеют постоянную или переменную длину в продольном или поперечном направлении.
34. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, выполненных в указанном слое, причем указанные желобки параллельны друг другу и расположены в продольном направлении на неравном расстоянии друг от друга.
35. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, выполненных в указанном слое, причем указанные желобки сформированы в шахматном порядке с образованием поперечного неповторяющегося рисунка.
36. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество проходящих в поперечном направлении непрерывных желобков, выполненных в указанном слое, а также
множество проходящих в продольном направлении прерывистых желобков, выполненных в указанном слое.
37. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество прерывистых желобков, выполненных в указанном слое, причем указанные желобки включают первую прямую часть и вторую синусоидальную или зигзагообразную часть, причем обе части, по существу, расположены в продольном направлении.
38. Лента для минимизации величины разбрызгивания на участке ввода в зону контакта в станинном прессе, включающая:
ткань основы, имеющую внутреннюю сторону и внешнюю сторону;
слой изготовленного из смолы покрытия, сформированный на указанной внешней стороне указанной ткани основы и, по существу, составляющий с ней единое целое; и
множество проходящих в поперечном направлении непрерывных желобков, выполненных в указанном слое,
причем указанные желобки, по существу, расположены в продольном направлении,
длина указанных желобков в продольном направлении меньше длины в продольном направлении станинной части пресса, и
по меньшей мере один из указанных желобков имеет переменную глубину с длиной.
| DE 19752725 A1, 02.06.1999 | |||
| US 6428874 B1, 06.08.2002 | |||
| US 4482430 A, 13.11.1984 | |||
| US 6030503 A, 29.02.2000 | |||
| КОНФИГУРАЦИЯ ПАЗОВ В ПРИЖИМНОЙ ЛЕНТЕ | 1995 |
|
RU2142032C1 |
| US 6290818 B1, 18.09.2001 | |||
| DE 4401580 A1, 01.06.1994 | |||
| US 5837080 A, 17.11.1998 | |||
| DE 4445472 A1, 27.06.1996 | |||
| DE 19752725 A1, 02.06.1999. | |||

