Изобретение относится к области металлургии и предназначено для определения износа футеровки металлургического агрегата с целью продления сроков его работы и предотвращения аварийных ситуаций в процессе эксплуатации.
Известен способ контроля толщины огнеупорных блоков в футеровке доменной печи с помощью упругих ударных волн с регистрацией волны, отраженной от границы огнеупорного блока. По времени задержки отраженного сигнала и известной скорости распространения упругих волн в материале футеровки вычисляется толщина огнеупорного блока, см. «Разработка неразрушающих средств контроля огнеупорной футеровки», Nippon Steel Corp., Реферативный журнал. Металлургия. - 1992, №4.
Однако на практике применение этого способа затруднительно, т.к. при работе в кожухе доменной печи возбуждаются упругие волны различного типа (продольные, поперечные, поверхностные, волны Лэмба и т.п.), распространяющиеся практически во всех направлениях по поверхности и внутрь конструкции, вследствие чего при регистрации отраженных сигналов необходимо определять тип волны и возможное направление, откуда этот сигнал пришел. Проведение такого анализа для сложных объектов, например для доменной печи, весьма проблематично.
Известен также ультразвуковой способ контроля износа футеровки шахты доменной печи с помощью волноводов, встроенных в футеровку, см. статью П.Г.Васильева и др. «Ультразвуковой контроль износа футеровки шахты доменной печи», журнал «Металлургическая и горнорудная промышленность», 1992, №3.
Недостатком этого способа является привязка диагностирования износа футеровки к месту закладки волновода и невозможность определения топографии огнеупорной футеровки горна и лещади, а также невозможность определения наличия настыли.
Известен способ измерения износа футеровки стен доменной печи, согласно которому излучают ультразвуковые колебания (УЗК) внутрь доменной печи, принимают отраженные УЗК и определяют толщину кладки доменной печи по времени распространения УЗК, см. JP №61-127804, М. кл. С21В 7/24, 1986 г.
Недостатком этого способа является невысокая точность, поскольку излучение и прием УЗК осуществляется только с одного места на кожухе доменной печи.
Наиболее близким аналогом, выбранным в качестве прототипа заявленного изобретения, является способ определения разгара горна и лещади доменной печи с помощью зеркально-теневого метода ультразвуковой локации. Согласно этому способу УЗК излучают внутрь доменной печи с восьми точек под разными углами в горизонтальной плоскости и принимают отраженные УЗК одним приемником, расположенным около излучателя. Толщину кладки доменной печи определяют по времени распространения УЗК с помощью математической модели, см. RU 2211247, М. кл. С21В 7/24, 2001 г.
С физической точки зрения данный способ не отличается от первого, поскольку на тех частотах, которые используются, излучение УЗК не направлено, они распространяются от кожуха в футеровку во всех направлениях. Также при возбуждении УЗК в кожухе доменной печи, на который установлены УЗК преобразователи, возникают волны различного типа, например волны Лэмба. Поэтому приемный преобразователь будет регистрировать сигналы от всех волн, возбуждаемых источником, а также и все акустические шумы домны. На фоне этих сигналов выделить импульс, являющийся отражением продольной ультразвуковой волны, прошедшей по прямой от источника до приемника, практически неосуществимо.
Задачей, на решение которой направлено заявленное изобретение, является повышение точности диагностирования износа футеровки металлургических агрегатов за счет повышения достоверности измерений.
Решение указанной задачи обеспечено тем, что в способе контроля износа футеровки металлургического агрегата в процессе его работы, включающем ультразвуковую локацию слоев футеровки с приемом импульсов низкочастотных ультразвуковых колебаний (УЗК) для построения топографии слоев футеровки, прием импульсов низкочастотных ультразвуковых колебаний осуществляют по меньшей мере тремя низкочастотными датчиками, установленными на кожухе работающего металлургического агрегата друг от друга на расстоянии, по каждому датчику определяют время поступления импульса и его частотные характеристики, после чего выделяют взаимный спектр низкочастотных УЗК, содержащий резонансные частоты слоев футеровки, по которому с учетом физических свойств материала футеровки определяют координаты границ и толщины слоев исследуемых участков футеровки и осуществляют построение топографии ее слоев.
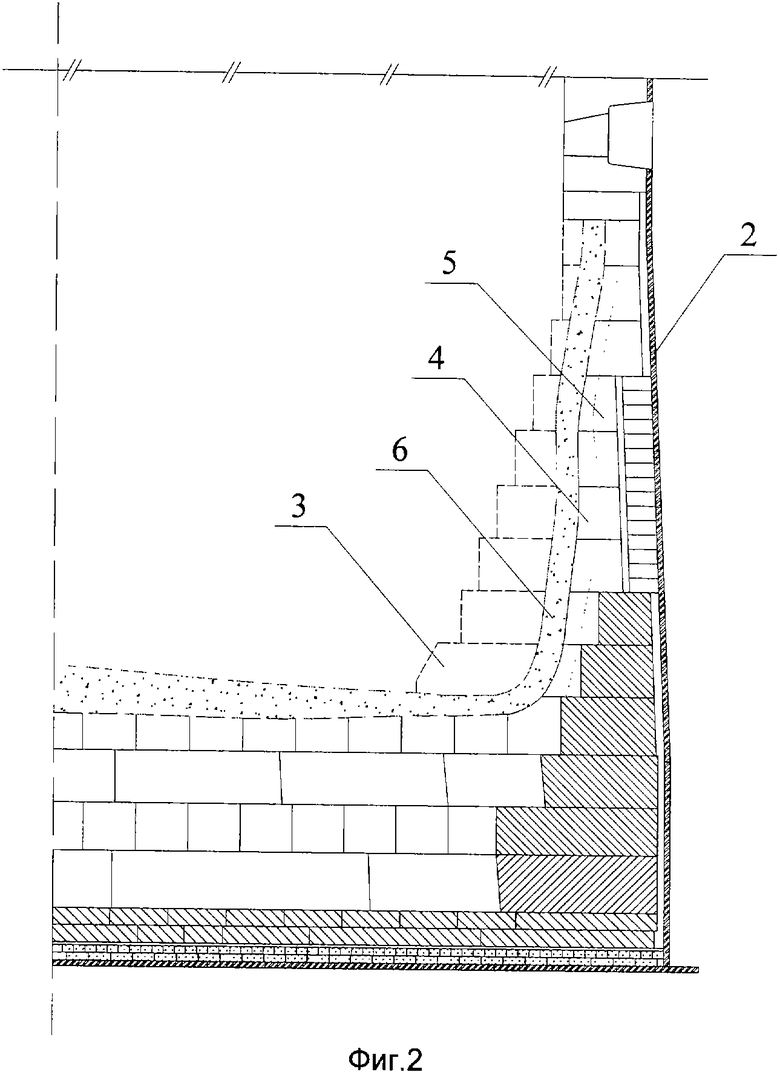
На фиг.1 представлена схема расположения датчиков на вырезе кожуха металлургического агрегата с футеровкой при низкочастотной УЗК локации; на фиг.2 - вертикальный разрез доменной печи со слоями в футеровке.
В футеровке 1, защищающей стальной кожух 2 металлургического агрегата от температурных воздействий, за время работы выгорает часть блоков 3, в результате чего образуются слои с различными физико-химическими свойствами: огнеупорные блоки делятся на перерожденные 4 и не перерожденные 5, осаждается гарнисаж 6. Во время работы агрегата в футеровке 1 возникают импульсы низкочастотных ультразвуковых колебаний, вызванные возникновением нарушений ее сплошности, перерождением материала, трением границ ее слоев друг об друга и сырья об нее во время работы агрегата. Эти импульсы распространяются от места возникновения в направлении кожуха 2 и фиксируются датчиками 7, расположенными на нем. Время их фиксации датчиками 7 различное, так как они расположены на расстоянии друг от друга. Зная разницу во времени прихода импульса по каждому датчику 7, а также взаимный спектр сигналов по этим датчикам 7, который содержит резонансные частоты слоев футеровки, можно рассчитать место положения источника импульсов в футеровке 1 относительно кожуха 2, а также определить толщины слоев футеровки 1. Импульсы низкочастотных УЗК, возникающие в слоях футеровки 1, имеют в своем составе УЗК в диапазоне частот от 100 Гц до 3 КГц. При указанных частотах ультразвуковые колебания слабо затухают в слоях футеровки 1 и на результаты не влияют помехи от структурных составляющих из-за того, что длины волн УЗК, заполняющих импульс, намного больше среднего диаметра зерна в углеродистом огнеупорном блоке.
В качестве датчиков 7 импульсов низкочастотных ультразвуковых колебаний могут быть использованы пьезоэлектрические или электромагнитные широкополосные преобразователи, которые закрепляются на кожухе 2 с обеспечением акустического контакта. Для реализации предложенного способа используют устройство, состоящее из усилителей, фильтров, синхронизированных аналого-цифровых преобразователей и ноутбука, которое позволяет с помощью трех широкополосных датчиков 7 на частоты от 10 Гц до 5 КГц синхронно записывать низкочастотные ультразвуковые колебаний кожуха 2 в местах их установки.
Запись низкочастотных ультразвуковых колебаний кожуха 2 в местах установки датчиков 7 производится в течение 5 минут. Полученные записи обрабатывают, отфильтровывают сигнал и выделяют из него импульсы низкочастотных ультразвуковых колебаний, возникших в футеровке. Затем определяют время их прихода на датчики 7 и с помощью преобразования Фурье рассчитывают их взаимный спектр по УЗК, фиксируемым разными датчиками 7. В взаимном спектре низкочастотных УЗК содержится информация о резонансных частотах слоев в футеровке, по которым рассчитывают их толщины bi, используя нижеприведенную формулу (1). При этом учитываются скорости продольной и поперечной волн в материалах слоев футеровки 1 и их зависимости от температуры.
Толщина слоев определяется из следующего выражения:
 ,
,
где υ1,t - скорости продольной и поперечной волн в материале слоев футеровки,
fi - частоты установившихся колебаний.
Скорости продольной и поперечной волн в материале слоев футеровки 1, а также их температурные коэффициенты определяют на лабораторном стенде.
На фоне помех можно выделить импульсы низкочастотных ультразвуковых колебаний, возникающие в футеровке 1 на расстоянии до 2 м от кожуха 2. Погрешность определения координат границ и толщин слоев в исследуемом объеме футеровки напротив участка кожуха, на котором расположены датчики 7, не более 3%.
Для определения топографии слоев в футеровке 1 металлургического агрегата необходимо устанавливать датчики 7 на участках кожуха 2 по периметру и по высоте агрегата с определенным шагом, а затем полученные значения аппроксимировать. Чем меньше расстояние между участками, тем больше точность построенной топографии слоев в футеровке 1. Шаг определяют в зависимости от конкретных конструктивных особенностей кожуха 2 и футеровки 1 металлургического агрегата (доступа к кожуху). Достаточно и необходимо исследовать объем футеровки 1 с шагом 2-3 метра по периметру и по высоте металлургического агрегата. Результаты исследований позволяют определить рабочий профиль, толщины настыля и гарнисажа, положение кольцевой трещины в футеровке 1 с относительной погрешностью не более 3%, что подтверждено в результате обследований футеровок доменных печей:
1) «ММК», г.Магнитогорск, Россия, доменная печь №10, 2007 г.;
2) Ispat Industries Limited, Dolvi, India, BF, 2007 г.;
3) «Западно-Сибирский металлургический комбинат», г.Новокузнецк, Россия, доменная печь №1, 2007 г.;
4) «Новолипецкий металлургический комбинат», г.Липецк, Россия, доменная печь №6, 2007 г.
В результате проведенных работ на вышеуказанных предприятиях были определены координаты границ и толщины слоев в футеровках горна, лещади и шахты доменных печей, что позволило вовремя выработать мероприятия по продлению их работы до ремонта и избежать аварии.
Способ позволяет повысить точность и достоверность определения координат (местоположение) границ и толщин слоев в футеровке металлургических агрегатов. За счет использования трех и более датчиков и применяемой схемы обработки сигналов обеспечивается выделение исследуемого сигнала и отсев помех и спектральных шумов, которые возникают в кожухе металлургического агрегата во время его работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2006 |
|
RU2305134C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2529332C2 |
| СПОСОБ ПО ОПРЕДЕЛЕНИЮ РАЗГАРА ГОРНА И ЛЕЩАДИ ДОМЕННОЙ ПЕЧИ С ПОМОЩЬЮ ЗЕРКАЛЬНО-ТЕНЕВОГО МЕТОДА УЛЬТРАЗВУКОВОЙ ЛОКАЦИИ | 2001 |
|
RU2211247C2 |
| Устройство для контроля толщины футеровки металлургического агрегата | 1984 |
|
SU1157344A1 |
| ПРОФИЛЬ ДОМЕННОЙ ПЕЧИ ДЛЯ ВЫСОКОИНТЕНСИВНОЙ РАБОТЫ | 2019 |
|
RU2722947C1 |
| Устройство для охлаждения металлурги-чЕСКиХ пЕчЕй | 1977 |
|
SU850662A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРНА И НИЖНЕЙ ЧАСТИ ДОМЕННОЙ ПЕЧИ | 1993 |
|
RU2079556C1 |
| Способ контроля работы металлурги-ческого агрегата | 1974 |
|
SU508525A1 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ФУТЕРОВКИ ГОРНА ДОМЕННОЙ ПЕЧИ | 2005 |
|
RU2299910C2 |
Изобретение относится к области металлургии и предназначено для определения износа футеровки металлургического агрегата. Способ предусматривает ультразвуковую локацию футеровки с приемом импульсов низкочастотных ультразвуковых колебаний (УЗК) по меньше мере тремя низкочастотными датчиками, установленными один от другого на расстоянии на кожухе работающего агрегата. По каждому датчику определяют время поступления импульса и его частотные характеристики. После чего выделяют взаимный спектр низкочастотных УЗК, содержащий резонансные частоты слоев футеровки, по которому с учетом физических свойств материалов футеровки определяют координаты границ и толщины слоев футеровки для построения ее топографии. Использование изобретения обеспечивает повышение точности диагностирования износа футеровки металлургических агрегатов за счет повышения достоверности измерений. 2 ил.
Способ контроля износа футеровки металлургического агрегата в процессе его работы, включающий ультразвуковую локацию слоев футеровки с приемом импульсов низкочастотных ультразвуковых колебаний (УЗК) для построения топографии слоев футеровки, отличающийся тем, что прием импульсов низкочастотных ультразвуковых колебаний осуществляют по меньшей мере тремя низкочастотными датчиками, установленными на кожухе работающего металлургического агрегата друг от друга на расстоянии, по каждому датчику определяют время поступления импульса и его частотные характеристики, после чего выделяют взаимный спектр низкочастотных УЗК, содержащий резонансные частоты слоев футеровки, по которому с учетом физических свойств материала футеровки определяют координаты границ и толщины слоев исследуемых участков футеровки и осуществляют построение топографии ее слоев.
| СПОСОБ ПО ОПРЕДЕЛЕНИЮ РАЗГАРА ГОРНА И ЛЕЩАДИ ДОМЕННОЙ ПЕЧИ С ПОМОЩЬЮ ЗЕРКАЛЬНО-ТЕНЕВОГО МЕТОДА УЛЬТРАЗВУКОВОЙ ЛОКАЦИИ | 2001 |
|
RU2211247C2 |
| JP 61127804 А, 16.06.1986 | |||
| US 4442706 А, 17.04.1984 | |||
| US 4269397 А, 26.05.1981 | |||
| Устройство для контроля износа футеровки доменной печи | 1986 |
|
SU1477745A1 |
| Способ контроля толщины футеровки доменной печи | 1986 |
|
SU1439126A1 |
| Способ измерения толщины футеровки доменной печи | 1986 |
|
SU1397487A1 |

