со
со
to а
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения толщины футеровки доменной печи | 1986 |
|
SU1397487A1 |
| Устройство для контроля износа футеровки доменной печи | 1986 |
|
SU1477745A1 |
| СПОСОБ ПО ОПРЕДЕЛЕНИЮ РАЗГАРА ГОРНА И ЛЕЩАДИ ДОМЕННОЙ ПЕЧИ С ПОМОЩЬЮ ЗЕРКАЛЬНО-ТЕНЕВОГО МЕТОДА УЛЬТРАЗВУКОВОЙ ЛОКАЦИИ | 2001 |
|
RU2211247C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2007 |
|
RU2326320C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2529332C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2006 |
|
RU2305134C1 |
| Дуговая сталеплавильная печь | 1980 |
|
SU901783A1 |
| Кожух электродуговой печи для плавки огнеупоров | 1987 |
|
SU1495618A1 |
| Нагреватель | 1988 |
|
SU1612382A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ | 1969 |
|
SU247513A1 |
бб 8еешаа жг В)Д9 ж- « 5Ш ьШ а5ша5 К
Ичобрегеине птноснтся к металлургии в Ччтстиостн к способлм контроля толщины футероэкн доненн « печей.
Целью Н11ибретення является повыше- иио точности из мер ни rt тс лщинм футе- роеки 53 счет учета изменения условий рлспростракения ультршвука при нзме- мсиии температуры впли.йодов.
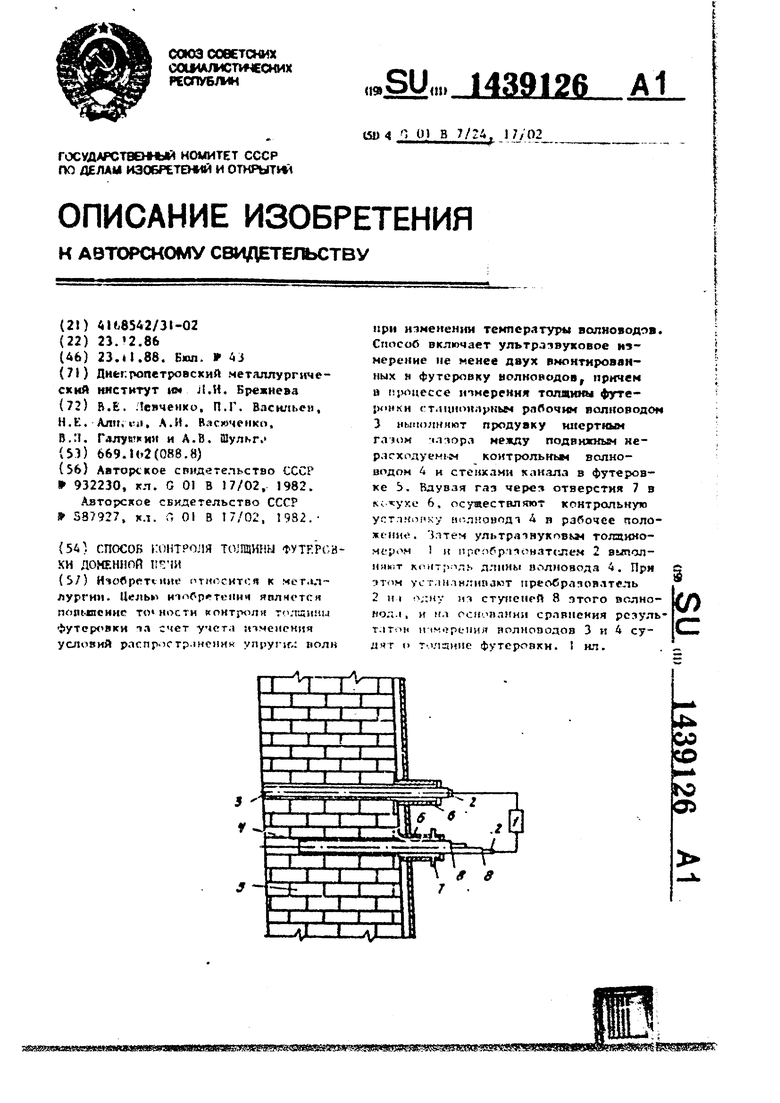
На чертеже представлена схема ре- алиллиии способа контроля толщины футеровки.
В преддаглс-моП схеме применяют ynbTpasByxoBoft то;пцнномер I, соединенный с пьезоэлектрическими преоораэователями 2, один иэ которых закреплен на наружном торце рабочего волновода 3, а другой - я клруянон торце нерасходуемого контрольного волиорода 4.
РлСочиЛ волновод 3 установлен в канале по всей толшине кситролируемоЛ футеровки 5 печи так, что его внутрен иий торец расположен заподлицо с ра- ОочеЯ поверхностью футеровки 5. Внут- ,реилнА торс нерлсхолуемого (IV:HOB; - да 4 расположен ииутри кандла п футеровке 5, илпр11мер, на расстоянии 0,t-0,2 м от рабочей ее поверхности.
Наружмая часть ролководов 3 н заключена в металлические 6, которые снабжены сл-тьмяховыми уплст- иениямк и хчлодил HHKJMH. рн эт.м в кожухе нерлсхопуомого волнозоД ьп плнены отн рстия 7, чсрет К торые П Tvi-vojj м«. ялу ло;п1См ( ;ДОм н стонл t- м ка,л,) .Jiyrj pouKft 5, . контрольной кррасхолуемого яол НОЯОД.1 н р-«Лочее положение, вдувлк Т инерткий га под давлением, nppatJin.i- KdiiM давление внутри печи. Нерлсходу волновод 4, Т1кже как и рлбоЧИЛ волновод 3, выполняют С1ШОСНЫХ,
монолитным, без вяутренниос полостей, стенок и т.д.
На ир/жН(1м конце нерасходуемого вс лнопода выполнены контролт. ступени 8 дл« раэмез1ения ультразвукового преоЛрлч з 1атолч 2.
Процесс ко ч;1я футеровки осу- яествлдшт в сг.- дусидек и рядке.
Чероз отверстия 7, выпЬлиеикые а гожухс Ь иерасходувмого волновод. «, 11полуи,)|11Т ta uip между ITHM волнойо- дом и стенгаии кдиллд в футеровке 5, а тпкже сло одиую от волновода часть к. имрртиьм гаюм под давлением 230-300 кПп, Ультрдпвуковын толаиио- исром I {например; прибором УТ-92 П)
5
0
5
0
5
S
0
5
ог. ределяют длину рабочего волновода 3. Осуществляют контрольную установку иераскодуемого волиоводл 4 в рабочее положение , Для этого задвигают его в канал внутри футсроики до момента сопржосновения внутреннего торца этого волновода с материалами, расположенными внутри печи в не- посрадственноП блиюсти от рабочей поверхности футеровки.
При элдвнжении волновода 4 фиксируют величину его перемещения внутрь футеровки 5 относительно кожуха б с йёлью последующего точного определения длины контролируемой части нерас- ходуемого волновод.ч А.
Выбирают для размещения ультразвукового преобразователя одну иэ ступеней 8, которая расположена иа таком расстоянии (1,) от кожуха печи, которое близко, но превывает расстояние (1) от наружного торца рабочего волновода 3 до кожуха печи. И меряют длину (А) контролируемой части нерасходуемого волновода ульт- рачвукопым тслщин мером J и сравнивают это показание с показанием (в) длини рабочего волновода 3 по данньм из- мерен 1я ультразвуковым толщиномером 1.
При услпв1м Л -К -задвигают нерас- ходуем.1й нолповод к глубь канала в фу- терозке, оРс спсчин Д- Б. После этого уме11Ь пл8«лт длину мчятролируемоА части itcpacxo.iycM -.ro воян.)1ода 4 путем укор.1 и«. ллннк выбранной ранее ступени, оСес :счив равенство 1 , 1 Коли npii этом , выдвига т нерас- ходуек гй а ллнонод i из канала в фу- те рояке, сохраняя при этом равенство 1, 1;. г. укорачивания длины ныбракяой ступени и контроля значе- иия А и Б. При А Б судят о толщине футеровки по длине контролируемой части нерасходуемого волновода ч.
Нс11олъз 1вание предлагаемого технического ретения смеет преимущества по сравнению с известными способами контроля тплганны, так как позволяет учитывать температурную погр«аность I ипмсрснхн толгаимы футеровки доменной кечи, а также другие изменения услоянЛ распрострлиеиия упруппс колебаний 1 волноводах.
Контроль толщины футеровки домен- 1ых печеП с применением предлагаемого способа позволит следить за дииа- чикой ипмеисмия рабочего , пре3J43
дулреждать аварийные остановки целе- налравленио использовать технологические факторы, способет укщйе увеличению срока службы футеровки.
Формула иэобретеиия
Способ контроля толвшны футеровк и домеииой печи, включающий иэнереиие времени распространения ультраэвуко- вой волны от источника в двух волноводах, один нэ которых является рабочим, отлнчающиАс я тем,
6
что, с «елью ловыаеиия точности роля за счет учетя нэменсняя условий распространения ультразвука при из- кенеиии темлературы волновояов, переметают в каиале футеровки печи коит- рольнь волновод, причем толцину футеровки определяют в момеит равенства времени распростраиаиия ультразв;г ковой волны в рабочем и контрольном волноводах при одинаковом полохеиим источников ультраэвуковьос колебаний по отношенн к кожуху печи.
| Ультразвуковой способ контроля толщины | 1980 |
|
SU932230A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ рентгенологического исследования толстой кишки | 1976 |
|
SU587927A1 |
| Г, 01 В 17/02, 19S2.(54) СПСХЗОБ СОИТРОЛЯ ТОЛЩИНЫ ФУТКРСВ- КН ДОМЕННОЙ | |||
