Изобретение относится к области прокатного производства, а именно к производству холоднокатаного металла.
Известен способ холодной прокатки полос, включающий последовательное деформирование заготовки в валках и подачу на заготовку и валки технологического смазочного средства (водного раствора эмульсола) по статье А.Ф. Сарычева и. др. Прогнозирование загрязненности холоднокатаного металла методом дериватографии, журнал "Сталь", 7, 1997 г., с.42.
Недостатком известного способа является то, что использование технологических смазочных средств с отсутствием пределов физико-химических показателей приводит, с одной стороны, к ухудшению технологических условий прокатки, с другой, - к повышению загрязнения поверхности сажистыми отложениями после отжига.
Наиболее близким по технической сущности и достигаемому положительному результату (прототипом), по мнению авторов, является способ перевалки опорных валков с подшипниками жидкостного трения, описанный в информационном листке Липецкого ЦНТИ, 149 от 5.09.2000 г., серия 53.43.13 УДК 621. 771. 06. Из описания следует, что после завершения цикла прокатки полосы, включающем последовательное деформирование заготовки в рабочих валках с подачей в зону деформации полосы технологического смазочного средства и подачу смазки в подшипники жидкостного трения (ПЖТ) опорных валков, производят периодическую перевалку опорных валков, перед которой снимают давление в приточном трубопроводе подачи масла в ПЖТ и отсоединение от них шлангов подвода и отвода смазки.
Недостатками известного технического решения является следующее. При перевалке опорных валков масло из ПЖТ, а также из шлангов подвода и отвода масла, попадает в систему технологической смазки (СОЖ), что способствует изменению ее свойств и приводит к изменению условий обжатия полосы (снижается коэффициент трения между валками и полосой) и загрязнениям сажистыми отложениями. В результате этого возникает проскальзывание рабочих валков и задиры полосы, следствием чего является ухудшение качества ее поверхности, что ведет к увеличению количества брака. Вместе с этим, при перевалке опорных валков происходят значительные потери масла, используемого для смазки ПЖТ.
Задача, на решение которой направлено предлагаемое техническое решение, - предотвращение попадания масла, применяемого для смазки подшипников жидкостного трения (ПЖТ) в систему подачи технологического смазывающего средства (СОЖ), а также снижение расхода масла для ПЖТ. При этом достигается получение такого технического результата, как повышение качества полосы, снижение количества отбракованной продукции, а также снижение себестоимости производимого проката.
Вышеуказанные недостатки исключаются тем, что в способе производства холоднокатаной полосы, включающем последовательное деформирование заготовки в валках, подачу на заготовку и рабочие валки технологического смазочного средства, подачу масла в подшипники жидкостного трения (ПЖТ) валков и периодическую перевалку опорных валков, перед которой производят снятие давления в приточном трубопроводе подачи масла в ПЖТ и отсоединение от последних шлангов его подвода и отвода, перед отсоединением шлангов подвода и отвода масла от ПЖТ, через приточный трубопровод подачи масла осуществляют продувку сжатым газом ПЖТ, затем давление сжатого газа снимают, а приточный трубопровод сообщают со сливным баком.
Сопоставительный анализ предлагаемого технического решения с прототипом показывает, что заявленный способ отличается от известного тем, что перед отсоединением шлангов подвода и отвода смазки от ПЖТ, через приточный трубопровод подачи масла осуществляют продувку сжатым газом ПЖТ, затем давление сжатого газа снимают, а приточный трубопровод сообщают со сливным баком. Таким образом, заявленное техническое решение соответствует критерию изобретения "новизна".
Сравнительный анализ предлагаемого способа не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что предлагаемая совокупность существенных отличий обеспечивает получение вышеуказанного технического результата, что, по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей.
На фиг.1 схематично изображен стан холодной прокатки.
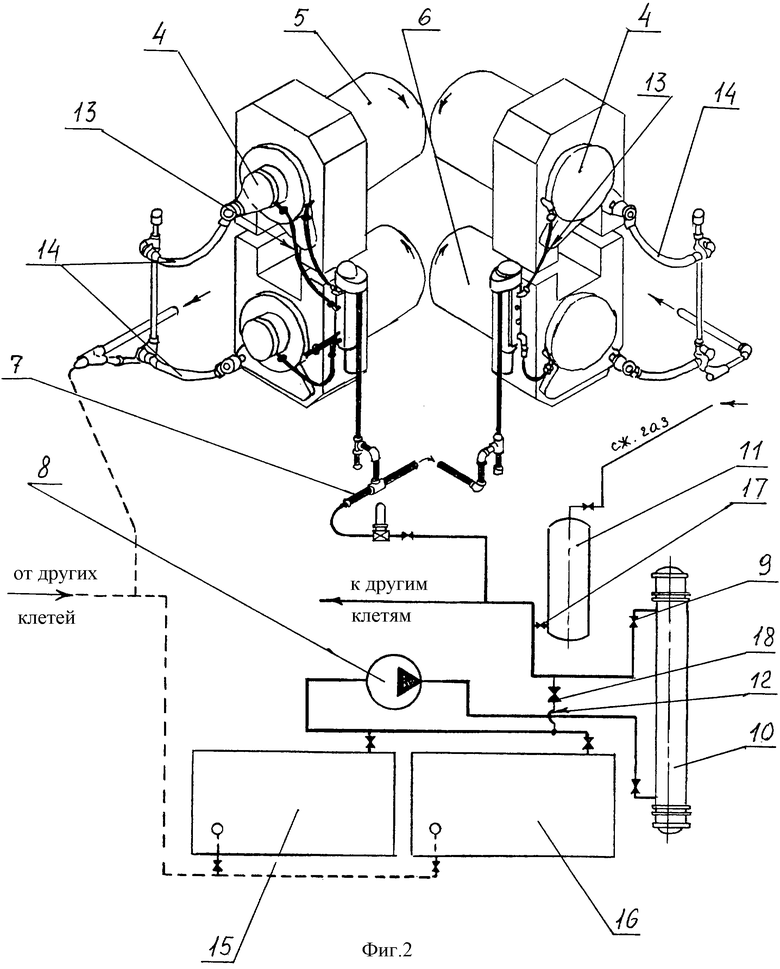
На фиг.2 схематично изображена система подвода смазки к ПЖТ опорных валков.
Способ перевалки опорных валков с подшипниками жидкостного трения (ПЖТ) при производстве холоднокатаной полосы осуществляется следующим образом.
После окончания цикла (кампании) прокатки полосы 1 проводят подготовку к очередной перевалке валков. Первоначально ведут вывалку рабочих валков 2. Перед перевалкой опорных валков 5, 6 снимают давление в приточном трубопроводе 7 подачи масла в ПЖТ 4 путем отключения насоса 8 и перекрытием крана 9 емкости 10. Затем через приточный трубопровод 7 осуществляют продувку сжатым газом, который подают из напорного резервуара 11 (байпас 12 при этом перекрыт). Масло, скопившееся в шлангах 13 подвода и в ПЖТ 4, под действием давления сжатого газа по шлангам 14 отвода масла стекает в приемные баки 15, 16. После этого давление сжатого газа снимают путем перекрытия крана 17 напорного резервуара 11, а приточный трубопровод 7 сообщают с приемными баками 15, 16, открыв при этом кран 18 байпаса 12. Шланги 13 подвода и отвода 14 масла отсоединяют от ПЖТ 4, тем самым обеспечивая более полный слив масла в приемные баки 15, 16. После проведения подготовительной работы по отсоединению шлангов 13, 14 ведут вывалку опорных валков 5, 6 согласно установленного регламента. При этом масло из системы смазки ПЖТ не теряется и не попадает в СОЖ, что способствует сохранению ее свойств и снижению потерь масла.
После вывалки комплекты опорных 5, 6 и рабочих 2 валков отправляют в ремонт, а новые комплекты заваливают в клети 19. Затем производят настройку клетей 19, заправку полосы 1 и ее прокатку с подачей СОЖ в зону деформации. При этом благодаря сохранению свойств СОЖ условия прокатки полосы 1 остаются стабильными, проскальзывания рабочих валков 2 относительно полосы 1 не наблюдается, качество поверхности полосы улучшается, и при последующей термической обработке сажистые отложения на ее поверхности отсутствуют.
Пример.
В листопрокатном производстве (ЛПП) ОАО "НЛМК" на пятиклетьевом стане непрерывной прокатки 2030 рабочие валки стана имеют диаметр 600 мм, опорные валки 1550 мм, длина их бочек составляет 2030 мм. В процессе прокатки в ПЖТ опорных валков, при помощи системы смазки, подавали масло Vacualine-146. После выработки межперевалочного срока опорных валков (50 тыс. тонн проката) проводили подготовку к их очередной перевалке и приуроченной к ней перевалке рабочих валков. Для этого первоначально произвели вывалку рабочих валков и перед перевалкой опорных валков сняли давление в приточном трубопроводе подачи масла в ПЖТ путем отключения насоса и перекрытием емкости. Затем, перекрыв кран байпаса, осуществляли продувку сжатым газом (азотом), который подавали из напорного резервуара. Масло, скопившееся в шлангах подвода и в ПЖТ, под действием давления сжатого азота, по шлангам отвода масла стекало в приемные баки. После этого перекрыли кран напорного резервуара, сняв давление сжатого азота, а приточный трубопровод сообщили с приемными баками и для чего открыли кран байпаса. Шланги подвода и отвода масла отсоединили от ПЖТ, обеспечив слив остатков масла в приемные баки. После выдержки в течение 20 мин произвели вывалку опорных валков согласно установленному регламенту. При этом масло из системы смазки не терялось и не попадало в лотки для сбора COЖ, а, следовательно, и в саму СОЖ, что обеспечило сохранение ее свойств.
После вывалки комплекты опорных и рабочих валков отправили на перешлифовку, а отремонтированные комплекты завалили в клети стана, подсоединили к ПЖТ шланги подвода и шланги отвода масла и дали давление масла в приточный трубопровод, включив для этого насос и открыв кран емкости. Затем произвели настройку клетей, заправку полосы и ее прокатку с подачей СОЖ в зону деформации. При этом прокатка полосы происходила при стабильных, обусловленных технологией, параметрах; проскальзывания рабочих валков относительно полосы не наблюдалось, качество поверхности полосы соответствовало предъявляемым к ней требованиям. После проведения отжига в колпаковых печах сажистые отложения на поверхности полосы отсутствовали.
Таким образом, использование предлагаемого технического решения позволяет выполнить поставленную задачу, при это достигается возможность получения такого технического результата, как повышение качества полосы, снижение количества отбракованной продукции, а также снижение себестоимости производимого проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2226135C2 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
| СПОСОБ ПОДАЧИ ЭМУЛЬСИИ НА НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2282513C1 |
| СПОСОБ РЕМОНТА ПРОКАТНОЙ КЛЕТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131313C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЧАЛЬНОГО МЕЖВАЛКОВОГО ЗАЗОРА ПРИ НАСТРОЙКЕ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2204451C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1998 |
|
RU2123398C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ДРЕССИРОВКЕ | 2004 |
|
RU2278755C1 |
Использование: изобретение относится к области прокатного производства, а именно к производству холоднокатаного металла. Сущность: способ производства холоднокатаной полосы включает последовательное деформирование заготовки в валках, подачу на заготовку и рабочие валки технологического смазочного средства, подачу масла в подшипники жидкостного трения (ПЖТ) валков и периодическую перевалку опорных валков, перед которой производят снятие давления в приточном трубопроводе подачи масла в ПЖТ и отсоединение от последних шлангов его подвода и отвода. Новым в способе является то, что перед отсоединением шлангов подвода и отвода масла от ПЖТ через приточный трубопровод подачи масла осуществляют продувку сжатым газом ПЖТ, затем давление сжатого газа снимают, а приточный трубопровод сообщают со сливным баком. Изобретение обеспечивает предотвращение попадания масла, применяемого для смазки подшипников жидкостного трения (ПЖТ), в систему подачи технологического смазывающего средства (СОЖ), а также снижение расхода масла для ПЖТ. 2 ил.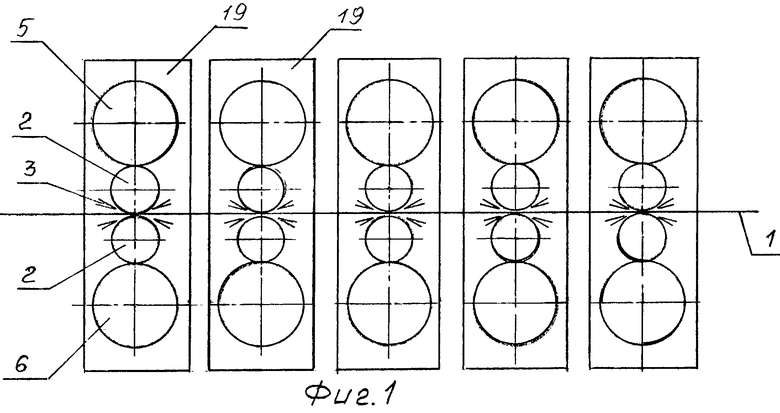
Способ производства холоднокатаной полосы, включающий периодическую перевалку опорных валков после завершения цикла прокатки полосы, перед которой производят снятие давления в приточном трубопроводе подачи масла в подшипники жидкостного трения и отсоединение шлангов подвода и отвода масла от подшипников жидкостного трения опорных валков, затем осуществляют вывалку комплекта валков и завалку нового комплекта опорных валков, отличающийся тем, что перед отсоединением шлангов подвода и отвода масла от подшипников жидкостного трения осуществляют продувку подшипников жидкостного трения сжатым газом через приточный трубопровод подачи масла, затем давление сжатого газа снимают, а приточный трубопровод сообщают со сливным баком.
| Способ перевалки опорных валков с подшипником жидкостного трения | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| - Липецкий центр научно-технической информации, 05.09.2000 | |||
| СПОСОБ ПЕРЕВАЛКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ ЛИНЕЙНОГО ПРОКАТНОГО СТАНА И РАБОЧАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006304C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1987 |
|
SU1492549A1 |
