Изобретение относится к восстановлению деталей машин электроконтактной наплавкой и может найти применение в различных отраслях машиностроения для восстановления деталей машин цилиндрической формы.
Известен способ восстановления изношенных поверхностей деталей машин типа вал [1], при котором к восстанавливаемой поверхности вращающейся детали автоматически, по касательной, под малым углом подают электродную проволоку или полосу. За зоной горения дуги к детали с определенным усилием прижимают роликом полосу. Сварочная ванна образуется за счет проплавления только поверхности детали. Металл сварочной ванны под действием дуги выбрасывается на поверхность полосы и покрывает ее перед зоной приварки сплошным слоем.
Недостатком такого способа является то, что не обеспечивается надлежащее качество соединения, т.к. соединение металлов восстанавливаемой детали и привариваемой полосы под действием теплового воздействия дуги и приложенного усилия роликов происходит в твердой фазе, которая очень боится окислов. Под действием давления дуги прямого действия происходят выплески расплавленного металла восстанавливаемой детали, тем самым образуются сварочные раковины между восстанавливаемой деталью и навариваемой полосой, что приводит к неравнопрочному соединению.
Наиболее близким способом к предлагаемому, является способ восстановления изношенных поверхностей деталей машин [2], при котором к привариваемой поверхности вращающейся детали поджимается под определенным усилием ролика полоса металла. В клиновой зазор между поверхностью детали и полосы направляют под углом одна к другой две плавящиеся электродные проволоки, между которыми и поверхностью детали возбуждают электрические дуги. Факел дуги между электродными проволоками располагают по ширине полосы. Между поверхностями детали и проволоками образуют слой расплавленного металла. Дуга, горящая между проволоками и поверхностью детали, образует на их поверхностях две сварочные ванны (прослойку жидкого металла). За счет пластического деформирования проволоки прослойки, полученной из расплавленного металла сварочных ванн, на поверхности детали обеспечивается соединение.
Недостатком этого способа является то, что хоть дуги косвенного действия и не производят такого высокого коэффициента разбрызгивания металла выброса металла, как дуги прямого действия, но они вызывают более обширный разогрев поверхности металла, осуществляя больше тепловложений, которые приводят к образованию внутренних напряжений и деформаций и, соответственно, к изменению формы детали.
Технический результат - получение равнопрочного сварного соединения восстанавливаемой детали с полосой, снижение внутренних напряжений и деформаций детали, снижение внутренних дефектов в зоне соединения, улучшение сцепления навариваемой детали с полосой.
Указанный результат достигается тем, что способ восстановления изношенных поверхностей деталей машин, при котором полосу металла непрерывно поджимают к детали роликом, приваривая к вращающейся детали, при этом источник нагрева помещают между деталью и полосой и, образуя на поверхности восстанавливаемой детали сварочную ванну путем расплавления источником нагрева поверхностного слоя детали, полосу нагревают тем же источником, в процессе поджатия полосу и полученный металл прослойки пластически деформируют с пропусканием электрического тока и напряжения, а в зоне наплавки в качестве источника нагрева действует высокочастотная дуга (до 2000 Гц) с малой силой тока (6-8 А). Регулирование дуги на изделие и полосу осуществляется за счет поперечного магнитного поля дополнительно введенного в зону наплавки. Регулирование тепловложения в деталь и полосу осуществляется за счет изменения угла наклона магнитного поля и угла наклона неплавящегося электрода по отношению к детали. Дуга горит в среде защитного (инертного) газа, а перед наплавкой полосу протравливают кислотой. В качестве наплавленного материала возможно использовать проволоку или ленту.
Нагрев поверхности детали и поверхности полосы осуществляется неплавящимся электродом дугой высокой частоты (до 2000 Гц) и малой силы тока (6...8 А), которая производит локальный разогрев в клиновом зазоре.
Преимущества дуги высокой частоты заключается в том, что разогрев поверхности происходит мгновенно, после нагрева зона термического влияния в детали ничтожно мала, тепловложения в деталь незначительны и не вызывают внутренние напряжения, так как дуга производит локальный нагрев поверхности, как восстанавливаемой детали, так и проволоки. Кроме того, возможно перераспределять, регулировать тепловложения дуги в деталь и полосу в зависимости от их толщины путем изменения угла наклона магнитного поля. Дуга попеременно разогревает деталь и полосу. Дуга регулируется на изделие и на полосу за счет введения поперечного магнитного поля попеременно изменяющего радиальную составляющую дуги в зоне наплавки. Изменяя угол вектора поперечного магнитного потока и изменяя угол наклона электрода, осуществляем регулировку тепловложения в деталь и полосу [3]. Ток дуги, используемый при восстановлении, может использоваться как переменный, так и постоянный. Для улучшения сцепления полосы с деталью дополнительно к прижимному ролику подводится большой ток и малое напряжение, осуществляя сварку в твердой фазе при подогретой подложке [4].
Так как часть процесса восстановления происходит в жидкой фазе, то расплавленный металл контактирует с окружающим воздухом (кислородом, водородом, азотом), который окисляет расплавленный металл, образуются внутренние дефекты в зоне сцепления, например окислы, поры. Кроме того, металл, окисляясь, ухудшает сцепление навариваемой полосы с деталью. Для защиты зоны соединения от влияния окружающей среды во время наплавки полосы с целью избежание внутренних дефектов и улучшения сцепления наваренной полосы с деталью в зоне наплавки используем защитный газ (инертный газ). Перед наплавкой полосу целесообразно обезжирить и протравить кислотой. Эта технологическая операция повышает коэффициент сцепления полосы с деталью.
На чертеже изображена схема приварки полосы на поверхность изношенной детали предложенным способом.
Процесс наплавки восстанавливаемой детали происходит в следующей последовательности. Восстанавливаемую вращающуюся деталь 1 с определенным усилием F поджимают роликом 2, расположенным под углом α. К ролику 2 подведено рабочее напряжение от силового понижающего трансформатора (не показан). Из подающего устройства 3 осуществляют подачу полосы 6 к ролику 2. В клиновой зазор между поверхностями детали и полосы направляют электрическую высокочастотную дугу 4 из горелки 5, которая частично расплавляет поверхность восстанавливаемой детали и разогревает поверхность полосы. В зону сварки, в целях защиты сварочной ванны от воздуха, подается защитный (инертный) газ. При вращении детали полоса самозатягивается на ней, а через прижимной ролик дополнительно пропускается электрический ток большой силы и малого напряжения. Число оборотов подбирается таким образом, что осуществлялось перекрытие единичных площадок точек сцепления навариваемой полосы с восстанавливаемой деталью. После процесса восстановления рекомендуется провести упрочнение поверхности детали, например, электромеханической обработкой, а затем осуществить чистовую обработку восстановленной поверхности до требуемых геометрических размеров, например, алмазным выглаживанием или шлифованием.
Таким образом, предложенный способ позволяет восстановить изношенные цилиндрические поверхности деталей машин типа вал за счет получения качественного сварного соединения металла детали с полосой при высокой производительности процесса наплавки.
Предлагаемый способ может применяться при восстановлении изношенных плоских поверхностей деталей машин.
Список использованной литературы
1. Патент № 2087282.
2. Патент № 2085354.
3. Лесков Г.И. Электрическая сварочная дуга. М.: Машиностроение, 1970, стр.335.
4. Клименко Ю.В. Электроконтактная наплавка. М.: Металлургия, 1978, 128 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2352444C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2008 |
|
RU2377110C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087288C1 |
| Способ восстановления изношенных поверхностей деталей машин | 1987 |
|
SU1433739A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087282C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1710259A2 |
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1609604A2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
Изобретение может быть использовано для восстановления деталей машин цилиндрической формы электроконтактной наплавкой, в частности изношенных поверхностей типа вал. Полосу металла непрерывно поджимают к детали роликом и приваривают к вращающейся детали. На поверхности восстанавливаемой детали получают сварочную ванну путем расплавления источником нагрева поверхностного слоя детали. Полосу нагревают тем же источником. В процессе поджатия полосу и полученный металл прослойки пластически деформируют с пропусканием электрического тока через деформирующий ролик. В качестве источника нагрева используют высокочастотную дугу до 2000 Гц неплавящегося электрода с малой силой тока 6-8 А. Дополнительно осуществляют регулирование дуги на деталь и полосу за счет поперечного магнитного поля, введенного в зону приварки. Регулирование тепловложения в деталь и проволоку осуществляется за счет изменения угла наклона поперечного магнитного поля и угла наклона неплавящегося электрода. Приварку осуществляют в среде защитного газа. Для качественного сцепления полосу предварительно протравливают кислотой. Способ обеспечивает получение равнопрочного сварного соединения, снижение внутренних напряжений и деформаций, улучшение сцепления детали с полосой. 4 з.п. ф-лы, 1 ил.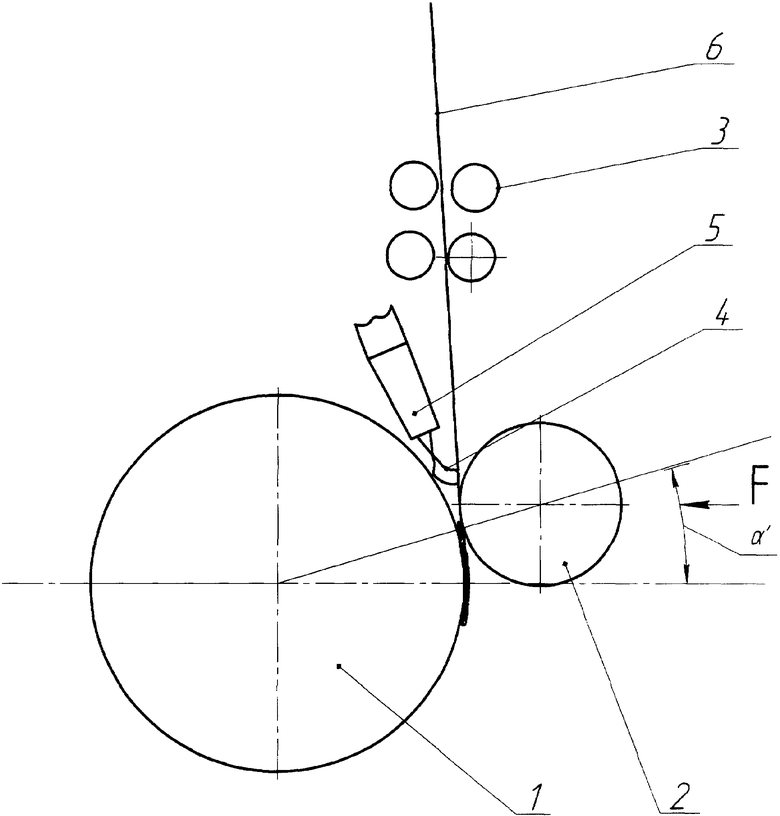
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1609604A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU258488A1 |
| Способ восстановления изношенных поверхностей деталей машин | 1987 |
|
SU1433739A1 |

