Изобретение относится к способам восстановления изношенных поверхностей деталей машин цилиндрической формы и может найти применение в различных отраслях машиностроения.
Известен способ восстановления изношенных поверхностей деталей машин цилиндрической формы [1], при котором к восстанавливаемой поверхности вращающейся детали автоматически, по касательной, под малым углом подают электродную проволоку или полосу. Под определенным усилием прижимают роликом полосу к поверхности детали с пропусканием импульсов тока большой величины с малой величиной напряжения, в результате чего образуется сварное соединение.
Наиболее близким способом к предлагаемому является способ восстановления изношенных поверхностей деталей машин цилиндрической формы [2], при котором к поверхности вращающейся восстанавливаемой детали поджимается под определенным усилием ролика полоса металла. В клиновой зазор между поверхностями детали и полосы направляют под углом одна к другой две плавящиеся электродные проволоки, между которыми и поверхностью детали возбуждают электрические дуги. Факел дуги между электродными проволоками располагают по ширине полосы. Между поверхностями детали и полосы дуги образуют слой расплавленного металла. Дуги, горящие между полосой и поверхностью детали, образуют на их поверхностях ванны (прослойку жидкого металла). За счет пластического деформирования полосы, прослойки, полученной из расплавленного металла ванн, на поверхности детали обеспечивается образование сварного соединения.
Недостатком указанного способа является то, что дуги вызывают обширный разогрев поверхности металла, который приводит к образованию внутренних напряжений и деформации. Наличие ванны жидкого металла в зоне соединения приводит к образованию внутренних дефектов литейного характера, а высокие скорости нагрева и охлаждения способствуют образованию в зоне сплавления малопластичных зон с мартенситной структурой, приводящих к образованию горячих и холодных трещин. Наличие трещин в зоне сплавления металла детали с полосой при динамических нагрузках приводит к отслаиванию и сколам наваренных поверхностей восстановленных деталей.
Техническим результатом изобретения является получение равнопрочного соединения восстанавливаемой детали с полосой, повышение срока эксплуатации восстановленной детали.
Указанный результат достигается тем, что способ восстановления изношенных поверхностей стальных деталей машин цилиндрической формы, включающий приваривание к вращающейся детали металлической полосы при непрерывном ее поджатии к детали роликом, при этом между поверхностями детали и металлической полосы помещают источник нагрева для нагрева металлической полосы и образования между поверхностями детали и металлической полосы прослойки жидкого металла путем расплавления источником нагрева поверхностного слоя детали, а в процессе поджатия полосу и полученную прослойку металла пластически деформируют с пропусканием импульсов тока через ролик. В прослойку расплавленного металла вводят присадочную проволоку из пластичного металла, растворяющегося в жидком металле прослойки с температурой плавлением меньшей, чем температура плавления материала детали, при этом обеспечивают содержание вводимого металла присадочной проволоки в прослойке расплавленного металла, не превышающее 5%. После приваривания проводят нагрев поверхности детали выше температуры Ac1 на 50°С и медленное ее охлаждение, со скоростью, прямо пропорциональной содержанию углерода и легирующих элементов в металле восстанавливаемой детали и полосы, а после охлаждения проводят упрочнение образованной поверхности путем закалки с получением упрочненного слоя при соотношении его толщины к диаметру упрочняемой детали, равном 0,02-0,01.
В отличие от способов восстановления, описанных в источниках информации [1, 2], где восстановление и упрочнение образованной поверхности детали производится одновременно или упрочнение совсем не осуществляется, предложенный процесс восстановления изношенных поверхностей цилиндрической формы производится в две стадии. В первой стадии производится приварка полосы на изношенную поверхность детали, а во второй стадии осуществляется процесс упрочнения восстановленной поверхности детали с целью повышения ее износостойкости. Рассмотрим эти стадии более подробно.
Большинство быстроизнашивающихся деталей, которые подвергаются восстановлению, изготавливаются из среднеуглеродистых и легированных сталей, например сталь 30, 35, 40, 45, 50, 60 40Х, 45Г, 30Х2ГСНВМ, 28Х3СНМФА. Почти все стали этих групп относятся к перлитному классу, однако некоторые из них относятся к мартенситному или переходным классам. Высокие механические свойства вышеперечисленных сталей достигаются за счет легирования и соответствующей термической обработкой, которая может заключаться в закалке с последующим высоким отпуском либо в закалке и низком отпуске. При восстановлении деталей с применением высокотемпературных источников нагрева, в качестве которого выступает дуга в сочетании с контактными способами тепловложения, детали, изготовленные из вышеперечисленных сталей, испытывают изменение прочностных характеристик, связанных с тем, что процесс восстановления поверхности детали, характеризующимися высокими скоростями нагрева и охлаждения приводят к структурным изменениям в стали. В результате высоких скоростей охлаждения в зоне сплавления детали и полосы образуются хрупкие и малопластичные зоны с мартенситной структурой. Содержание мартенсита в зоне сплавления более 20% приводит к образованию трещин, наличие которых недопустимо, так как снижаются механические свойства соединения, а при динамических нагрузках - к отслаиванию и сколам приваренной полосы восстановленной поверхности детали.
При восстановлении деталей машин цилиндрической формы, изготовленных из сталей этих групп, необходимо снизить возможность образования трещин, достигаемую увеличением пластичности металла зоны сплавления располагающейся между восстанавливаемой деталью и привариваемой полосой. Снижение возможности образования трещин достигается за счет введения в прослойку расплавленного металла, расположенную между деталью и полосой, металла обладающего высокой пластичностью и растворяющимся в жидком металле прослойки соединяемых поверхностей детали и полосы, например меди. При вводе меди в виде проволоки или прутка в жидкую прослойку происходит активное расплавление и растворение вводимой меди в жидкой прослойке. При кристаллизации жидкой прослойки избыточное содержание меди выделяется по границам образующейся аустенитной структуры, обеспечивая высокую подвижность зерен аустенита, препятствуя образованию микротрещин. В момент эвтектоидного распада аустенита медь, не растворившаяся в феррите и перлите, выделяется в виде тонких твердых пленок по границам фаз, снимая возникающие напряжения за счет высоких пластических свойств, препятствуя возникновение микроразрывов и трещин в зоне сплавления, при этом на прочностные механические свойства соединения влияя незначительно.
Отличие от металлургического характера процесса заключается в том, что в предложенном способе восстановления процесс расплавления и кристаллизации металла прослойки происходит с большими скоростями и осуществляется в микрообъеме с одновременным пропусканием импульсов тока ролик.
Процентное содержание металла высокой пластичности, вводимого в прослойку расплавленного металла в виде проволоки, зависит от содержания углерода и легирующих элементов в металле восстанавливаемой детали и привариваемой полосы и, согласно экспериментальным данным, не должно превышать 5% от объема прослойки расплавленного металла. Чем больше содержится в металле восстанавливаемой детали и привариваемой полосы углерода и легирующих элементов, тем большее количество пластичного металла вводится в прослойку расплавленного металла.
Получение качественного равнопрочного соединения поверхностей детали и полосы осложняется повышенной чувствительностью восстанавливаемых деталей, изготовленных из вышеперечисленных сталей, к концентраторам напряжений, особенно при динамических нагрузках. Такая опасность тем выше, чем больше содержится в стале полосы и восстанавливаемой детали легирующих элементов и углерода. Поэтому перед соединением поверхностей детали и полосы необходимо произвести их предварительный подогрев и обеспечить низкую скорость охлаждения восстановленной поверхности детали цилиндрической формы с целью недопущения образования закалочных структур в зоне сплавления. Предварительный подогрев предназначен для повышения пластичности металла.
Предварительный подогрев осуществляется высокочастотным малоамперным источником нагрева, например высокочастотной дугой, которая обеспечивает локальный разогрев поверхностей детали и привариваемой полосы. Регулирование дуги осуществляется поперечным магнитным полем, дополнительно введенным в зону сплавления детали и полосы. Регулирование тепловложения в деталь и полосу осуществляется за счет изменения угла наклона поперечного магнитного поля и угла наклона неплавящегося электрода. Образование прослойки расплавленного металла осуществляется тем же источником нагрева. Электрод, используемый для поддержания горения высокочастотной дуги, - неплавящийся, например вольфрамовый.
Скорость охлаждения зависит от содержания в металлах полосы и восстанавливаемой детали легирующих элементов и углерода. Скорость охлаждения тем ниже, чем больше содержится в металлах полосы и восстанавливаемой детали легирующих элементов и углерода. Обеспечение требуемой низкой скорости охлаждения восстановленной поверхности детали осуществляется бездуговым тепловым источником, например индукционной установкой. Непосредственно после приварки полосы восстановленный участок поверхности детали нагревается несколькими индукторами. Нагрев индукторами поверхности детали производится до температуры на 50 С° выше точки Aс1. Указанная температура необходима для уменьшения внутренних напряжений в металле восстановленной детали цилиндрической формы. Меняя зазор и ширину индуктирующего провода или применяя магнитопроводы, можно добиться быстрого нагрева и медленного охлаждения поверхности восстановленной детали цилиндрической формы. Индуктор перемещается непосредственно за инструментом, осуществляющим приварку полосы на поверхность детали цилиндрической формы. При восстановлении деталей цилиндрической формы можно применить разъемный индуктор, конструкция которого описана в источнике [3, стр.180]. После осуществления нагрева индукционным тепловым источником рекомендуется осуществить «укутывание» поверхности восстановленной детали материалами, обладающими наименьшей теплоотдачей, например асбестовой стружкой, для уменьшения скорости охлаждения восстановленной поверхности. Альтернативой «укутыванию» является обдув поверхности восстановленной детали цилиндрической формы горячим воздухом или газом. После стадии восстановления, когда необходимо добиться минимального содержания закалочных структур в металле сплавления, необходимо перейти к стадии, где необходимо получить закалочные структуры в поверхностном слое восстановленной детали с целью повышения ее износостойкости. Повышение износостойкости достигается закалкой поверхности детали, которая может осуществляться любым высокоэффективным способом, например электромеханическим упрочнением.
В качестве глубины упрочненного слоя обычно принимают глубину, содержащую не менее 50% мартенсита. Экспериментальные исследования показывают, что цилиндрические образцы малых и средних диаметров имеют наибольшую износостойкость и усталостную прочность с получением упрочненного слоя при соотношении его толщины к диаметру упрочняемой детали, равном 0,02÷0,01. Процесс упрочнения поверхности восстановленной детали проводится на обычных режимах.
Процесс восстановления изношенной поверхности детали цилиндрической формы поясняется чертежом и происходит в следующей последовательности. Восстанавливаемую вращающуюся деталь (поз.1) с определенным усилием F поджимают роликом (поз.2), расположенным под углом α. К ролику (поз.2) подведено рабочее напряжение от силового понижающего трансформатора (на чертеже не изображен). Из подающего устройства (поз.3) осуществляют подачу полосы (поз.4) к ролику (поз.2). В клиновом зазоре, образованном поверхностями детали и полосы, возбуждают электрическую дугу (поз.5), которая частично расплавляет поверхность восстанавливаемой детали и разогревает поверхность полосы с образованием прослойки расплавленного металла. В целях защиты прослойки расплавленного металла от влияния воздуха в зону соединения подается защитный (инертный) газ. В прослойку расплавленного металла подается присадочная медная проволока (поз.6), которая попадает в прослойку расплавленного металла в виде капель. При вращении детали полоса самозатягивается на ее поверхности, а через ролик дополнительно пропускаются импульсы тока. Число оборотов вращения восстанавливаемой детали цилиндрической формы, время импульсов тока и время пауз между импульсами тока подбираются таким образом, чтобы осуществлялось перекрытие единичных площадок точек сцепления привариваемой полосы с поверхностью детали. После процесса приварки производится медленное охлаждение во избежание образования закалочных структур. За инструментом движется индуктор (на чертеже не показан), осуществляющий нагрев восстановленной поверхности и последующее ее медленное охлаждение.
После процесса приварки производится процесс упрочнения восстановленной поверхности детали электромеханической обработкой, а затем осуществляется чистовая обработка восстановленной поверхности до требуемых геометрических размеров.
Таким образом, предложенный способ позволяет восстановить изношенные поверхности деталей машин цилиндрической формы из среднеуглеродистых и среднелегированных сталей, получить равнопрочное соединение восстанавливаемой поверхности детали с приваренной полосой, снизить внутренние напряжения в образованном соединении, уменьшить количество внутренних дефектов в зоне соединения, повысить срок эксплуатации восстановленной детали при высокой производительности процесса.
Литература
1. Клименко Ю.В. Электроконтактная наплавка, М., «Металлургия», 1978., 128 с.
2. Патент №2085354.
3. Установки индукционного нагрева: Учебное пособие для вузов. Под ред. А.Е.Слухоцкого. - Л.: Энергоиздат. Ленингр. Отделение, 1981. - 328 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2008 |
|
RU2377110C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2328366C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087288C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| НАПЛАВОЧНАЯ ГОЛОВКА | 2012 |
|
RU2494843C1 |
| Способ восстановления изношенных поверхностей деталей машин | 1987 |
|
SU1433739A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087282C1 |
Изобретение относится к способам восстановления изношенных поверхностей деталей машин цилиндрической формы. Способ включает приваривание к вращающейся детали металлической полосы при непрерывном ее поджатии к детали роликом. При этом между поверхностями детали и металлической полосы помещают источник нагрева, а в процессе поджатия полосу и полученную прослойку пластически деформируют. Пластическую деформацию проводят с пропусканием импульсов тока через ролик, а в прослойку расплавленного металла вводят присадочную проволоку из пластичного металла, растворяющегося в жидком металле прослойки и с температурой плавления меньшей, чем температура плавления материала детали. При этом обеспечивают содержание вводимого металла присадочной проволоки в прослойке расплавленного металла не превышающее 5%. После приваривания проводят нагрев поверхности детали выше температуры Ac1 на 50°С и медленное ее охлаждение со скоростью, прямо пропорциональной содержанию углерода и легирующих элементов в материале восстанавливаемой детали и полосы. После охлаждения проводят упрочнение образованной поверхности путем закалки с получением упрочненного слоя при соотношении его толщины к диаметру упрочняемой детали, равном 0,02÷0,01. Технический результат - получение равнопрочного соединения восстанавливаемой детали и повышение срока ее эксплуатации. 1 ил.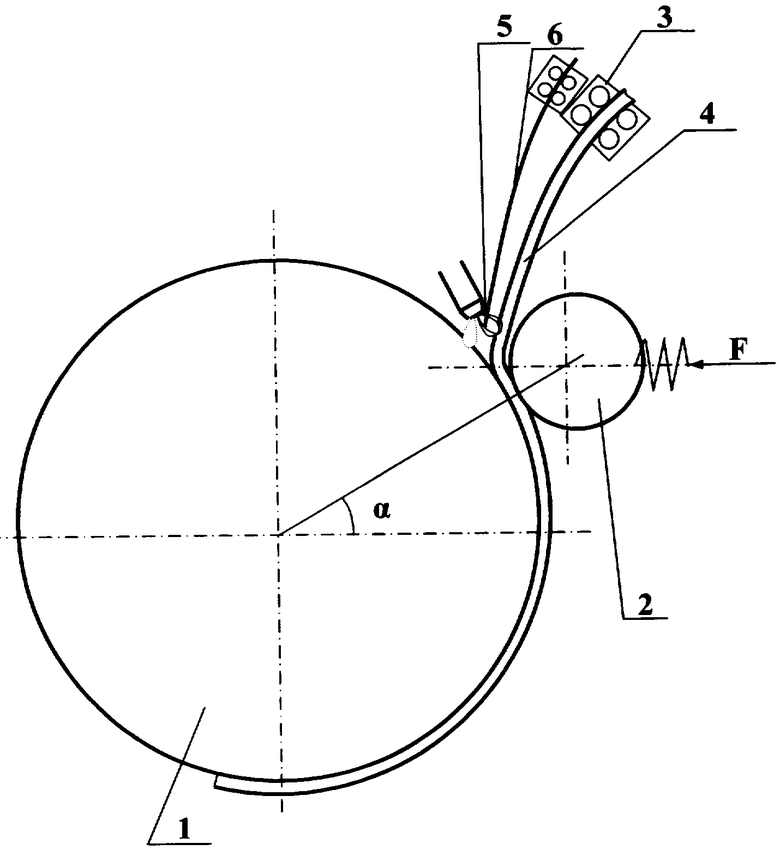
Способ восстановления изношенных поверхностей стальных деталей машин цилиндрической формы, включающий приваривание к вращающейся детали металлической полосы при непрерывном ее поджатии к детали роликом, при этом между поверхностями детали и металлической полосы помещают источник нагрева для нагрева металлической полосы и образования между поверхностями детали и металлической полосы прослойки жидкого металла путем расплавления источником нагрева поверхностного слоя детали, а в процессе поджатия полосу и полученную прослойку пластически деформируют, отличающийся тем, что пластическую деформацию проводят с пропусканием импульсов тока через ролик, а в прослойку расплавленного металла вводят присадочную проволоку из пластичного металла, растворяющегося в жидком металле прослойки и с температурой плавления меньшей, чем температура плавления материала детали, при этом обеспечивают содержание вводимого металла присадочной проволоки в прослойке расплавленного металла, не превышающее 5%, после приваривания проводят нагрев поверхности детали выше температуры Ac1 на 50°С и медленное ее охлаждение со скоростью, прямо пропорциональной содержанию углерода и легирующих элементов в материале восстанавливаемой детали и полосы, а после охлаждения проводят упрочнение образованной поверхности путем закалки с получением упрочненного слоя при соотношении его толщины к диаметру упрочняемой детали, равном 0,02÷0,01.
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| Способ восстановления изношенных поверхностей деталей машин | 1987 |
|
SU1433739A1 |
| Способ армирования поверхности изделий порошковыми материалами | 1991 |
|
SU1794619A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

