Изобретение относится к электродуговой наплавке двумя проволочными электродами под слоем флюса и предназначено для автоматической наплавки изношенных деталей.
Известен способ (авт. св. SU 1660885 A1, B 23 К 9/04, 9/18 (прототип)) для наплавки компенсирующего износ слоя металла на изделия, изготовленные из трудносвариваемых сталей, заключающийся в том, что наплавку производят двумя проволочными электродами под слоем флюса.
Производят расплавление под флюсом, подключенных к разным полюсам источника тока проволочных (основного и дополнительного) электродов в одной сварочной ванне.
Повышение качества наплавленного металла обеспечивается перераспределением тепловложения сварочной дуги в жидкую металлическую ванну за счет введения в зону горения дуги дополнительной проволоки противоположного потенциала, что способствует раздвоению дуги и, следовательно, уменьшению тепловложения в основной металл.
Известен также способ (авт. св. SU 1704974 A1, B 23 K 9/04), в котором с целью повышения качества наплавляемого валика на начальном участке наплавки основной электрод перед наплавкой замыкают на изделие через дополнительный электрод.
Изобретение позволяет уменьшить проплавление в зону термического влияния основного металла, а также уменьшить вероятность прожогов тонколистового металла в начале наплавки.
При проведении данными способами опытных наплавок изношенных гребней железнодорожных бандажированных колес, металл которых содержит около 0,6% углерода, выяснилось, что из-за интенсивного отвода тепла, обусловленного большой массой колеса и геометрическими особенностями профиля гребня, создается жесткий термический цикл процесса и, как следствие, появление горячих и холодных трещин в наплавленном слое и в зоне термического влияния. Избежать дефектов удалось только при совмещении вышеизложенных способов с предварительным подогревом до температуры существенно выше 260oC, что недопустимо для данного изделия ввиду опасности прослабления посадки бандажа на колесный центр.
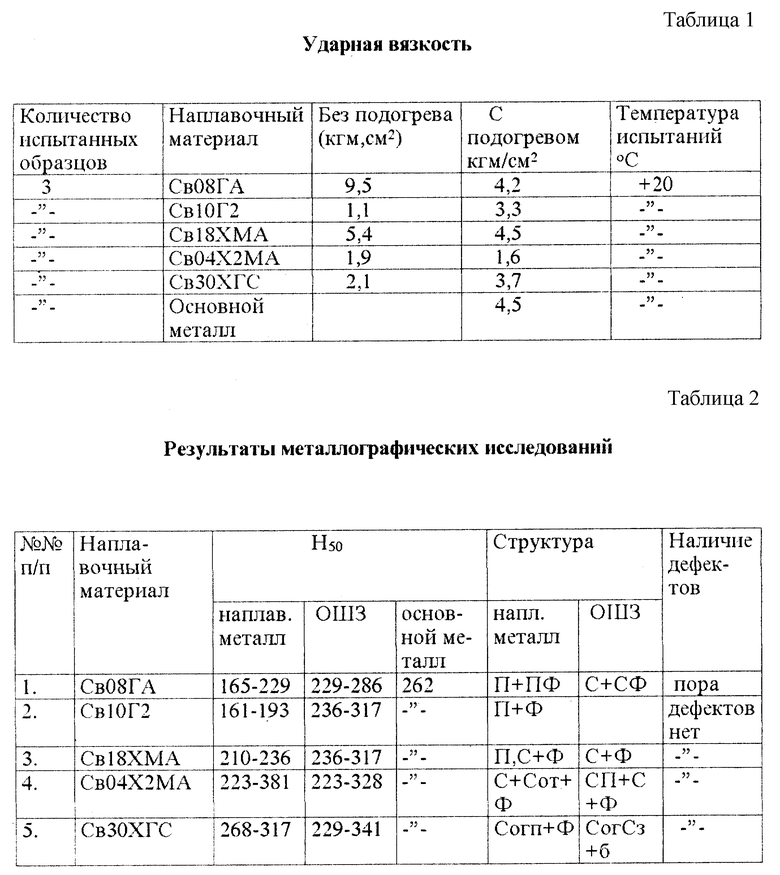
Предлагаемый способ решает задачу повышения гарантии качества наплавки, включая зону термического влияния, при восстановлении ответственных деталей железнодорожного транспорта из сталей с повышенным содержанием углерода (бандажей локомотивных колес, целнокатаных колес, колесных центров и т.п.), что подтверждается данными, приведенными в табл. 1 и 2. Произведенная оценка ударной вязкости и металлографические исследования структурных характеристик позволяют сделать следующие выводы:
- наиболее благоприятные значения ударной вязкости получены при наплавке низколегированной проволокой Св-18ХМА (4,5 кг•м/см2), что соответствует ударной вязкости основного металла (4,6 кг•м/см2);
- наплавленный металл характеризуется структурой сорбита (С) и перлита (П) с ферритными прослойками (Ф) с относительно низкой твердостью (хрупкие структуры типа мартенсит отсутствуют), что позволяет существенно снизить вероятность возникновения холодных и горячих трещин.
Решение указанной задачи достигается применением следующих технологических операций:
- предварительный нагрев наплавляемого изделия до температуры 240 - 260oC (при нагреве ниже этой температуры не удается получить бездефектной наплавки, а выше есть опасность прослабления посадки бандажа);
- наплавка двумя дугами, следующими одна за другой, сварочный ток на первой 180-200 А, на второй 280-300 А;
- после окончания основной наплавки - наложение отжигающего валика одной второй дугой и шлаковая корка с него не снимается;
- шлаковая корка с отжигающего валика не снимается до полного остывания детали;
- теплоизоляция наплавленного изделия специальным чехлом сразу после наложения отжигающего валика, что обеспечивает охлаждение детали со скоростью не более 5oC в мин.
Наиболее существенным отличительным признаком является узкий температурный интервал предварительного подогрева наплавляемого изделия - 240-260oC.
Сущность предлагаемого способа поясняет чертеж, где показано взаимное расположение электродов при наплавке, где L - вылет электрода и Δ - относительное смещение электродов 1 и 2.
Наплавку производят автоматом А 1829 проект НА 1994.00.000. ВНИИЖТ-Св.
Предлагаемый способ осуществляют следующим образом. Производят нагрев наплавляемой детали до температуры 240 - 260oC инфракрасными газовыми горелками или электрическим индуктором.
Электроды подключают к двум независимым источникам постоянного сварочного тока и располагают один за другим по направлению процесса наплавки на расстоянии 45-50 мм друг от друга, которые образует независимые сварочные ванны. Увеличение расстояние между электродами снижает эффект локального подогрева зоны наплавки к моменту подхода второго (основного) электрода. При уменьшении расстояния между электродами образуется сплошная ванна жидкого расплавленного флюса, электропроводность которого резко возрастает, аккумулируя в себе значительную часть вносимой в процесс энергии, делая токовый режим неуправляемым. Траектория перемещения первого (вспомогательного) электрода смещена относительно второго (основного) на величину Δ, равную 2-3 мм, в зависимости от диаметра электродной проволоки в направлении последовательного наложения наплавочных валиков. Границы смещения обусловлены оптимальными геометрическими параметрами поперечного сечения наплавляемого валика. Первый электрод работает в пониженном токовом режиме, нанося на наплавляемую поверхность расплавленный металл электрода без существенного проплавления основного металла, осуществляя одновременно локальный предварительный подогрев. Токовый режим второго электрода подбирают с учетом получения полноценного наплавленного валика. В результате уменьшается доля участия основного металла в расплавленном, что позволяет снизить процентное содержание углерода на поверхности наплавки и достигнуть более благоприятного уровня остаточных напряжений, обусловленного дополнительным предварительным вводом тепла первой дуги. Учитывая склонность металла с повышенным содержанием углерода к образованию горячих трещин и к хрупкому разрушению параллельно с вышеизложенными приемами, необходимо применять общий предварительный подогрев наплавляемого изделия до температуры 240-260oС. Электроды и изделие подключены к источникам питания, при этом минус на электродах. Угол наклона электродов и расстояние между ними в направлении наплавки (45-50 мм) фиксированы и обеспечиваются конструктивным исполнением узла крепления мундштуков. Смещение вспомогательного электрода относительно основного в направлении наложения валиков и вылет электродов устанавливают перед началом наплавки с помощью независимых корректоров и сохраняют до конца процесса наплавки. Переход на наплавку следующего валика осуществляют смещением всего узла крепления мундштуков в радиальном и вертикальном направлениях с помощью специальных корректоров. При этом все параметры относительного расположения мундштуков сохраняются. Одновременно с началом движения автомата в направлении наплавки включают подачу электродной проволоки первой дуги. Подачу электродной проволоки второй дуги осуществляют последующим включением соответствующего механизма подачи в момент, когда конец второго электрода поравняется с началом зажигания первой дуги. При окончании процесса наплавки сначала выключают механизм подачи электродной проволоки первой дуги. Вторую дугу выключают одновременно с выключением автомата в момент, когда она поравняется с концом наплавки первой дуги. При наплавке замкнутых (например, кольцевых) валиков обе дуги выключают в той же последовательности, но с перекрытием на ширину валика. Наплавку последнего валика осуществляют без поперечного смещения, т. е. непосредственно на предыдущий валик. Он выполняет функцию отжигающего валика и при последующей механической обработке полностью удаляется. Весь процесс наплавки осуществляют под постоянно присутствующим слоем флюса, что обеспечивается наличием специального флюсоудерживающего устройства. Удаление флюса с наплавленного изделия и шлаковой корки с последнего валика осуществляют после его полного остывания.
Повышение качества наплавленного металла обеспечивается благоприятным перераспределением тепловложения сварочных луг вследствие того, что к моменту воздействия основной дуги на металл наплавляемого участка он уже подвергся локальному тепловому воздействию первой дуги. Термический цикл наплавки в этом случае значительно смягчается. Вторым существенным фактором, влияющим на качество наплавки, является снижение доли участия основного металла в наплавленном слоя, обусловленное тем, что вторая дуга воздействует на основной металл через плакирующий валик, наложенный первой дугой. Глубина проплавления основного металла при этом снижается и, как следствие, снижается количество углерода в наплавленном слое. Уменьшение тепловложения в основной металл позволяет уменьшить величину зоны термического влияния и величину зерна, а также повысить стойкость против межкристаллитной каррозии наплавленного металла, исключить вероятность появления в основном металле холодных трещин повторного нагрева и горячих трещин в наплавленном металле и обеспечить его необходимый химический состав и механические свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой наплавки | 1989 |
|
SU1660885A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ дуговой наплавки под флюсом цилиндрических изделий | 1988 |
|
SU1539011A1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632673A1 |
| Способ дуговой наплавки под флюсом | 1989 |
|
SU1657313A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ КАТАНЫХ ЦЕНТРОВ ЛОКОМОТИВНЫХ КОЛЕС ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2584301C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
Изобретение может быть использовано при электродуговой наплавке (сварке) под флюсом высокоуглеродистых сталей с содержанием углерода до 0,6%, например ответственных деталей железнодорожного транспорта - бандажей локомотивных колес, цельнокатаных вагонных колес, колесных центров локомотивов и т.п. Наплавка (сварка) производится двумя последовательными дугами в разные сварочные ванны от двух независимых источников тока с предварительным нагревом. Отжигающий валик накладывают одной дугой с последующим контролируемым охлаждением. Шлак с него снимают после полного охлаждения детали. Способ гарантирует качество наплавки с получением высоких показателей механических свойств наплавленного металла и отсутствием горячих и холодных трещин. 2 табл., 1 ил.
Способ наплавки ответственных деталей из трудносвариваемых сталей, включающий проведение наплавки под слоем флюса двумя проволочными электродами, расположенными друг за другом, отличающийся тем, что при наплавке детали из высокоуглеродистой стали производят ее предварительный нагрев до температуры 240-260oС, наплавку проводят в раздельные сварочные ванны от двух независимых источников постоянного сварочного тока, последним накладывают отжигающий валик только вторым электродом, а после окончания наплавки деталь охлаждают со скоростью не более 5oС/мин, при этом шлак с отжигающего валика снимают после полного охлаждения детали.
| Способ двухдуговой наплавки | 1989 |
|
SU1660885A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ дуговой наплавки под флюсом цилиндрических изделий | 1988 |
|
SU1539011A1 |
| US 4521664, 04.06.1985. | |||

