Известен способ восстановления изношенных -паверхностей металлических изделий, например ободов опорных катков трахтора, при котором полосу, непрерывно поджимаемую роликом, приваривают к вращающемуся «зделню.
Однако известный способ требует общего нагрева всей привариваемой полосы, что может отрицательно сказаться на качестве получаемой поверхности.
Предложенный способ отличается от известного тем, что и-сточник нагрева помещают между внутренней поверхностью привариваемой полосы и нарун :ной поверхностью изношенного изделия, которые подвергают частичному расплавлению с образованием ванны расплавленного металла. Этим достигается оплошная приварка -внутренней поверхности баядажа ,к ободу катка без изменения структуры металла бандажа, размер детали восстанавливается за один проход.
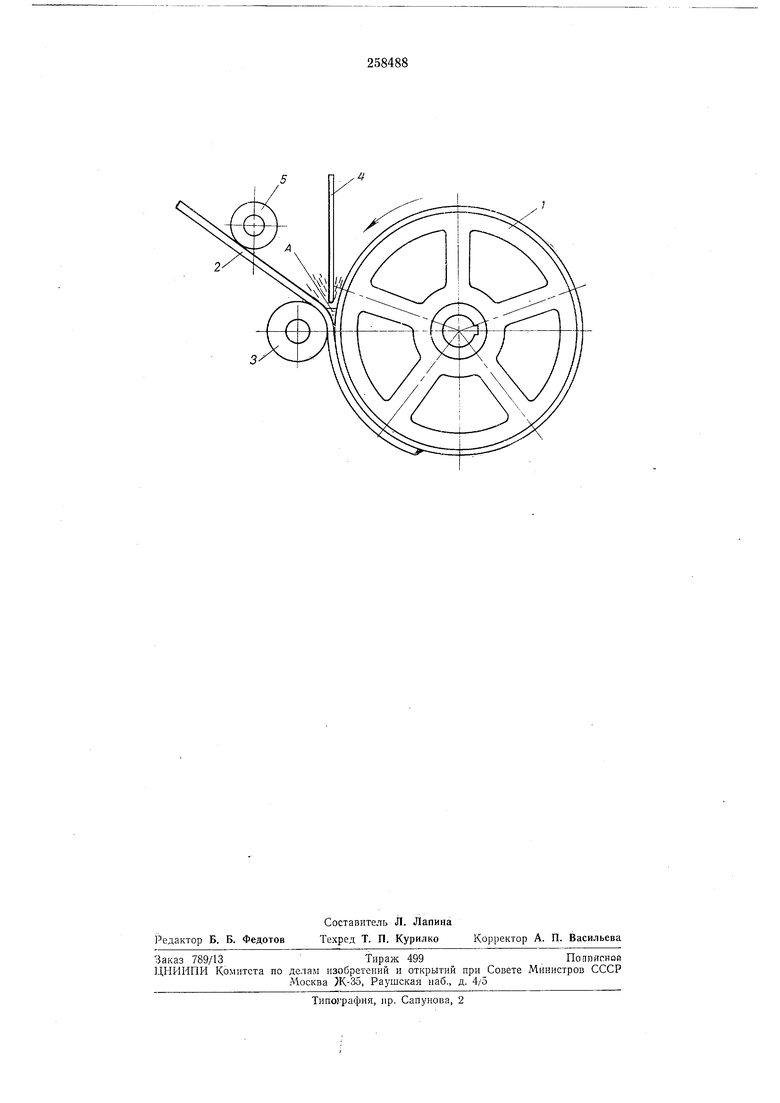
На чертеже показана схема приварки полосы к ободу катка.
Опорный каток / трактора устанавливают на каком-либо известном устройстве, которое вращает его. Один конец полосы 2 прихватывают к катку электросваркой и прижимают роликом 3. К зоне А соприкосновения полосы
и катка подводят электрод 4. При горении дуги расплавляются электрод, а также поверхности полосы и катка , в зоне А образуется ванна жидкого металла. Ролик 3 постоянно поджимает с определенны усилием полосу к катку, чем обеспечивается надежное соединение их при затвердевании металла. Ролик 5, отгибая полосу от катка, обеспечивает свободный проход электрода в зону горения.
В результате поверхность нзношенного катка покрывается приваренной полосой.
Предлол ;енный способ позволяет получить гладкую, ровную, с заданными свойствами поверхность на изношенной детали, что исключает последующую механическую обработку.
Предмет изобретения
Способ восстановления изношенных поверхностей металлических изделий, при котором
полосу, яенрерывно ноджимаемую роликом, приваривают к вращающемуся изделию, отличающийся тем, что, с целью повыщения качества получаемой поверхности, источник нагрева помещают между внутренней поверхностью привариваемой полосы и наружной поверхностью изношенного изделия, которые подвергают частичному расплавлению с образованием ванны расплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2328366C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2352444C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087288C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087282C1 |
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1710259A2 |
| Способ восстановления изношенных поверхностей деталей машин | 1987 |
|
SU1433739A1 |
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1609604A2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |