Область техники, к которой относится изобретение
Данное изобретение относится к заводам по производству алюминия электролизом в расплавленных солях по методу Холла-Эру. В частности, оно относится к используемому на этих заводах оборудованию для транспортировки.
Предшествующий уровень техники
Производство алюминия в промышленности осуществляют путем электролиза в расплавленных солях, т.е. электролиза глинозема (оксида алюминия), растворенного в ванне криолитового расплава, называемой ванной электролита, согласно известному методу Холла-Эру. Электролизеры, предназначенные для производства алюминия, включают в себя электролизную ванну, оснащенную катодами, и аноды из углеродистого материала, частично погруженные в ванну электролита. Электролизная ванна содержит стальной кожух, элементы футеровки из огнеупорных материалов и катодное устройство, расположенное на дне электролизной ванны. Во французской заявке на патент FR 2806742 (соответствующей американскому патенту US 6409894) дается более детальное описание типовой структуры заводов по производству алюминия, а также используемых на них электролизеров.
В процессе работы электролизные заводы нуждаются в проведении операций по обслуживанию электролизеров («интервенций»), таких как замена анодов и ремонт электролизных ванн. Для проведения таких операций по обслуживанию наиболее современные заводы оснащены подъемно-транспортировочными приспособлениями, включающими в себя мостовой кран, который может перемещаться над электролизерами и вдоль них, а также, по меньшей мере, одну тележку, снабженную органами транспортировки и обслуживания (манипуляторами).
Ремонт электролизной ванны включает в себя операции по ее «разнабойке» и «повторной набойке». Такие операции имеют своей целью обновить тигель, образованный внутренней футеровкой и катодными элементами электролизной ванны. Данные операции могут проводиться на месте, т.е. без извлечения электролизной ванны из соответствующего электролизера, но они способны привести к нарушению функционирования электролизеров и затруднить техническое обслуживание электролизных цехов. В действительности такие операции дают много пыли, приводят к многочисленным перемещениям в электролизных цехах новых и использованных материалов и к сокращению объема производства всей серии электролизеров в связи с остановкой соответствующего электролизера во время проведения работ. В целях исключения таких неудобств является предпочтительным, чтобы ремонт электролизных ванн осуществлялся в специальном цехе, предназначенном для ремонта электролизных ванн и расположенном вне электролизного цеха.
Подъемно-транспортировочные приспособления, используемые для перемещения электролизных ванн между ремонтным цехом и электролизным цехом (или электролизными цехами) содержат, как правило, одну или две тележки, снабженные подъемными средствами. В ходе проведения операций по ремонту к кожуху электролизной ванны обычно прикрепляют одну или несколько траверс, посредством которой(ых) осуществляют манипуляции с электролизной ванной. Однако известные в настоящее время средства обладают определенными недостатками, заключающимися в невозможности исключить деформацию электролизной ванны под воздействием собственного веса, что способно привести к повреждению «набойки» и, соответственно, к возможному существенному сокращению срока эксплуатации электролизной ванны. Заявитель искал средства, позволяющие избежать эти недостатки.
Сущность изобретения
Объектом изобретения является транспортировочное устройство (устройство транспортировки) электролизной ванны электролизера, предназначенного для производства алюминия электролизом в расплавленных солях, причем упомянутая ванна является прямоугольной, имеет основную ось Х и включает в себя металлический кожух, снабженный ребордой, по меньшей мере, вдоль длинных сторон электролизной ванны, при этом упомянутое устройство включает в себя, по меньшей мере, одно средство подвески, выполненное с возможностью его захватывания подъемно-транспортировочным приспособлением, и отличается тем, что оно содержит арматуру, снабженную множеством средств жесткого крепления, распределенных таким образом, чтобы обеспечить жесткое крепление арматуры к кожуху во множестве определенных мест.
Основная идея заявителя заключалась в том, чтобы придать электролизной ванне жесткость с помощью, по меньшей мере, одного элемента жесткости, т.е. вышеназванной арматуры, которая бы располагалась между электролизной ванной и подъемно-транспортировочным приспособлением и жестко крепилась в многочисленных местах к кожуху электролизной ванны. Эта арматура позволяет сдерживать в определенных допустимых пределах деформацию кожуха электролизной ванны, в частности, за счет продольного прогиба (т.е. вдоль продольной оси электролизной ванны), когда она удерживается в подвешенном состоянии при помощи подъемно-транспортировочного приспособления, и избежать тем самым повреждения внутренней футеровки электролизной ванны во время операций по ее транспортировке.
Распределение многочисленных средств крепления по арматуре позволяет распределить нагрузку на эту арматуру, в частности, в продольном направлении электролизной ванны, и минимизировать таким образом деформацию кожуха в результате воздействия веса всего узла в сборе, приближая данную деформацию к деформации предложенного устройства. Определенные места крепления обычно распределены по определенному участку периметра кожуха. Данный участок, как правило, представляет собой, по меньшей мере, 70% длинных сторон электролизной ванны с целью минимизировать «плавающую» (незакрепленную) часть электролизной ванны.
Деформационный прогиб арматуры под действием ее собственного веса и веса электролизной ванны, к которой крепится данное устройство, предпочтительно составляет меньше ±5 мм на всю длину арматуры (в продольном направлении электролизной ванны), а более предпочтительно меньше или равен ±2 мм.
Предпочтительно арматура содержит одну или две продольные балки, предназначенные для размещения в направлении длины электролизной ванны. В первом случае балка обычно снабжена захватами (поперечинами), а средства крепления расположены по краям этих захватов. Во втором случае балки расположены преимущественно параллельно друг другу и соединены, по меньшей мере, одним поперечным брусом, а средства крепления предпочтительно распределены по балкам, необязательно на краях захватов, таким образом, чтобы обеспечить крепление каждой балки к соответствующей длинной стороне электролизной ванны.
В предпочтительном варианте реализации изобретения транспортировочное устройство также содержит регулируемые распорки, предназначенные для компенсации возможных геометрических дефектов арматуры и/или кожуха.
Кроме того, объектом данного изобретения также является применение устройства согласно изобретению на заводе по производству алюминия электролизом в расплавленных солях.
Объектом данного изобретения также является способ транспортировки электролизной ванны электролизера, предназначенного для производства алюминия электролизом в расплавленных солях, который может быть осуществлен с помощью транспортировочного устройства согласно изобретению.
Ниже изобретение описано подробнее со ссылкой на приложенные чертежи.
Фиг.1 изображает типовой электролизный цех по производству алюминия, оборудованный подъемно-транспортировочным приспособлением (механизмом).
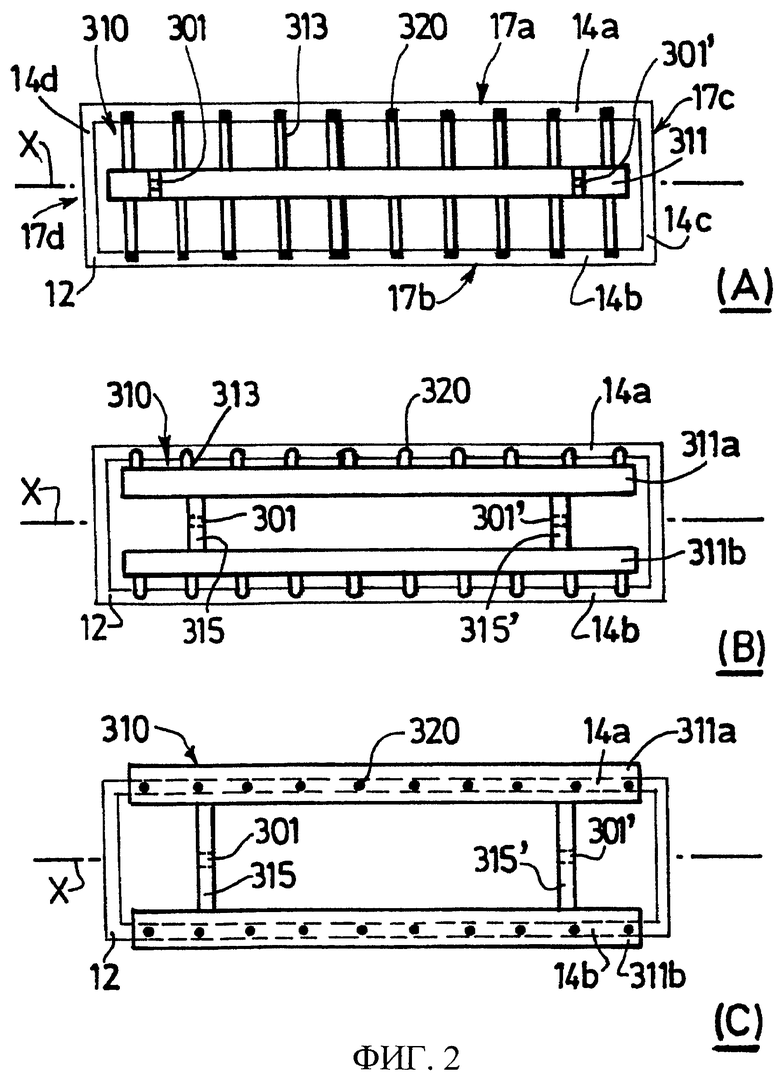
Фиг.2 схематичным образом представляет вид сверху возможных вариантов арматуры транспортировочного устройства согласно изобретению.
Фиг.3-5 иллюстрируют один предпочтительный вариант реализации транспортировочного устройства согласно изобретению.
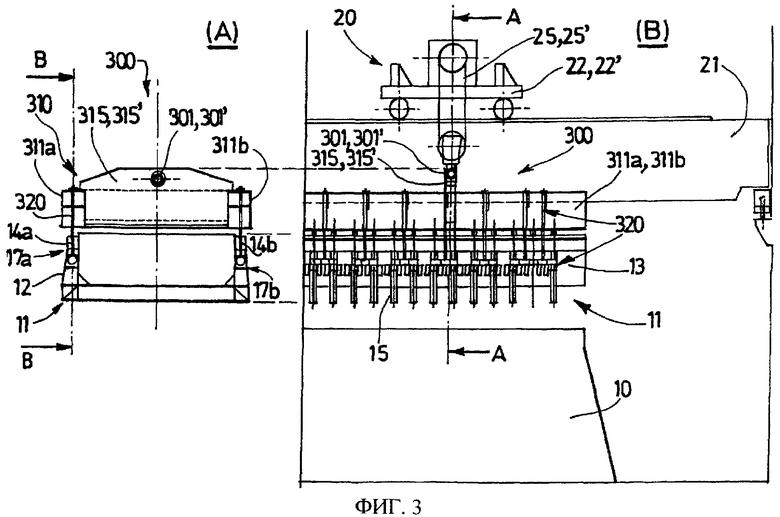
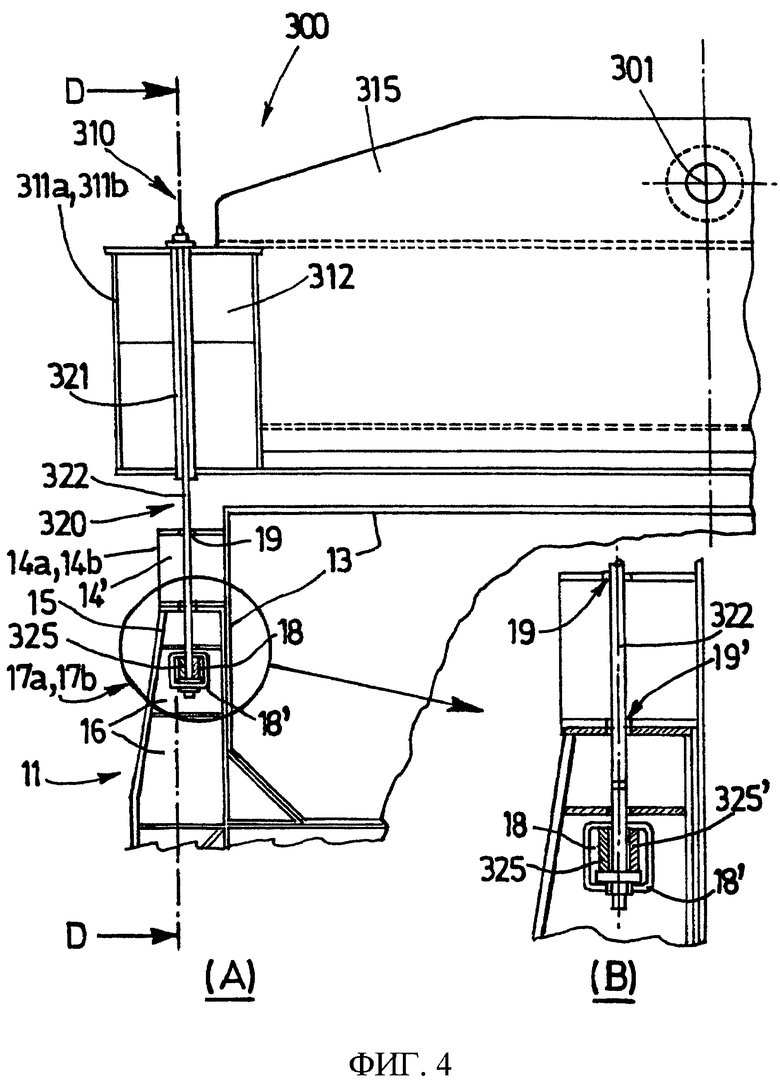
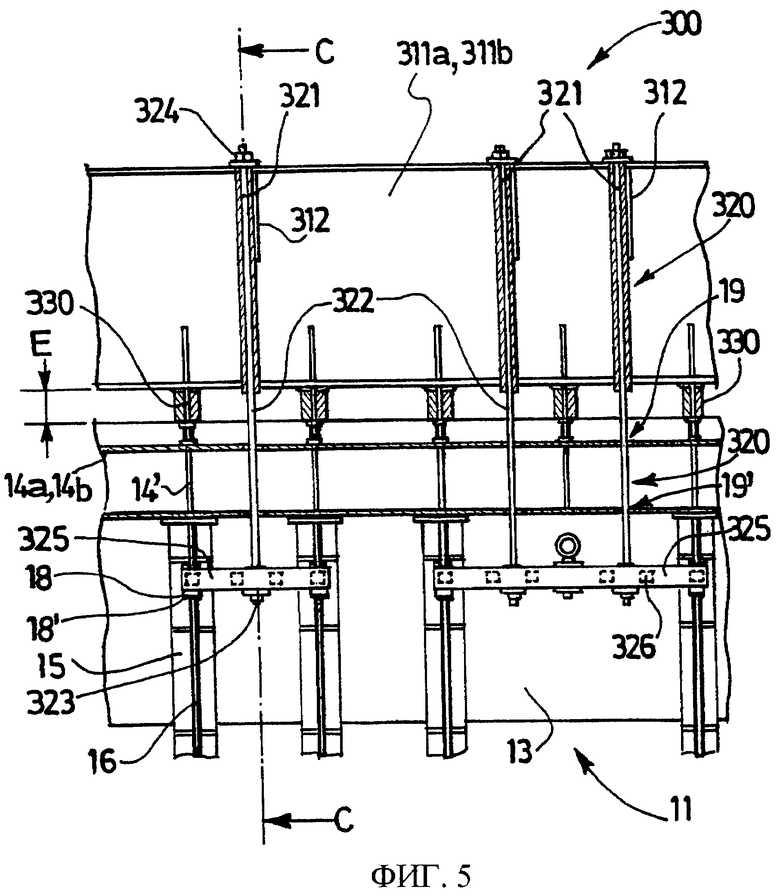
Фиг.3 изображает поперечный вид (А) и вид сбоку (В) устройства. Фиг.3(А) соответствует виду в разрезе в плоскости А-А на фиг.3(В). Фиг.3(В) соответствует виду в разрезе в плоскости В-В на фиг.3(А). На фиг.3(В) также схематичным образом показан электролизер (2) и подъемно-транспортировочное приспособление (20) в процессе транспортировки электролизной ванны (11). Фиг.4 изображает частичный поперечный вид этого устройства. На фиг.4(В) показан детальный вид одной части средства крепления электролизной ванны к транспортировочному устройству. На фиг.5 более детально, на виде сбоку, показан вариант реализации транспортировочного устройства, изображенного на фиг.3 и 4. Фиг.4 соответствует виду в разрезе в плоскости С-С на фиг.5. Фиг.5 соответствует виду в разрезе в плоскости D-D на фиг.4.
На фиг.2-5 транспортировочное устройство (300) изображено прикрепленным к электролизной ванне (11) с тем, чтобы проиллюстрировать относительное расположение этих элементов.
Электролизные заводы по производству алюминия включают в себя один или несколько электролизных цехов (1), содержащих большое количество (как правило, несколько сотен) электролизеров (2), каждый из которых содержит электролизную ванну (11) и аноды (10). Как это показано на фиг.1, электролизные ванны (11) обычно имеют вытянутую прямоугольную форму с основной осью Х; электролизные ванны (11) имеют длину L0, которая, как правило, в три раза больше ее ширины W0. Основная ось Х электролизной ванны (11) обычно проходит через центр массы электролизной ванны параллельно ее длинной боковой стороне.
Как это показано на фиг.3-5, каждая электролизная ванна (11) имеет металлический кожух (12), который включает в себя резервуар (13), реборду (14) и элементы (15) жесткости, распределенные вдоль резервуара. Реборда (14) обычно включает в себя, по меньшей мере, боковые реборды (14а, 14b) вдоль длинных сторон (17а, 17b) электролизной ванны и торцевые реборды (14с, 14d) вдоль коротких сторон (17с, 17d) электролизной ванны. Элементы (15) жесткости, как правило, состоят из утолщений (16), располагаемых перпендикулярно внешней поверхности резервуара (13). Кожух (12) футерован изнутри элементами футеровки из огнеупорных материалов (не показаны) и вмещает в себя катодное устройство (не показано).
Электролизная ванна (11) может устанавливаться или перемещаться при помощи подъемно-транспортировочного приспособления (20), выполненного с возможностью перемещения вдоль электролизеров по рельсовым путям (3, 3') при помощи средств (23, 23') приведения в движение. На фиг.1 изображены вид сбоку (фиг.1(А)) и вид по основной оси (фиг.1(В)) типового подъемно-транспортировочного приспособления.
Упомянутое приспособление (20) обычно включает в себя мостовой кран (21), по меньшей мере, одну тележку (22, 22'), способную перемещаться по мостовому крану (21), и органы (24, 24') манипулирования, которые, как правило, содержат по меньшей мере одно подъемное устройство (25, 25'), такое как таль (лебедка). Электролизная ванна (11) крепится к подъемному устройству при помощи съемных средств (30, 30') соединения, которые обычно включают в себя различные траверсы (31, 31') (по-английски «lifting beams» - подъемная консоль) и шарнирные средства (32, 32') прикрепления, такие как тяги или шарнирно-сочлененные рычаги, позволяющие производить колебательные движения вокруг точек сочленения. Траверсы (31, 31') размещаются перпендикулярно электролизной ванне (11) и крепятся к подъемному устройству (25, 25') при помощи средств (33, 33') подвески. Средства (32, 32') прикрепления обеспечивают изостатическое соединение между одним или несколькими подъемными устройствами (25, 25') и электролизной ванной (11). Известные средства (30, 30') соединения не исключают продольной и поперечной деформации электролизной ванны.
Согласно изобретению электролизная ванна (11) крепится к подъемному устройству (25, 25') посредством транспортировочного устройства (300), предназначенного для придания большей жесткости кожуху и ограничения деформации. Узел, образованный электролизной ванной (11) и транспортировочным устройством (300), может в последующем транспортироваться при помощи подъемно-транспортировочного приспособления (20).
Транспортировочное устройство (300) согласно изобретению включает в себя:
- по меньшей мере одно средство (301, 301') подвески, выполненное с возможностью его захватывания подъемно-транспортировочным приспособлением (20);
- арматуру (310), снабженную множеством средств (320) жесткого крепления, распределенных таким образом, чтобы обеспечить жесткое крепление арматуры (310) к кожуху (12) во множестве определенных мест.
Средства (320) жесткого крепления обеспечивают статически неопределимое (гиперстатическое) соединение между одним или несколькими подъемными устройствами (25, 25') и электролизной ванной (11).
Одно или несколько средств (301, 301') подвески, как правило, способны обеспечить связь подъемного устройства (25, 25') с подъемно-транспортировочным приспособлением (20). Они обычно выбраны из сквозных отверстий, систем крепления болтами и крюков.
Транспортировочное устройство (300) включает в себя, по меньшей мере, два средства (301, 301') подвески. Они располагаются на определенном расстоянии друг от друга, при этом желательно, чтобы они имели достаточное удаление относительно друг друга в целях исключения угловых колебаний кожуха в продольной плоскости в процессе транспортировки. Данный вариант позволяет также ограничить деформацию арматуры (310) под воздействием совокупного веса электролизной ванны и транспортировочного устройства.
Как это показано на фиг.2, арматура (310) предпочтительно содержит по меньшей мере одну продольную балку (311, 311a и 311b) и множество средств (320) жесткого крепления, распределенных по длине каждой балки (311, 311a и 311b) таким образом, чтобы обеспечить жесткое крепление арматуры (310), по меньшей мере, на длинных сторонах (17а, 17b) кожуха (12). Эти балки (311, 311а и 311b) предназначены для размещения в направлении длины электролизной ванны. Средства (320) крепления необязательно располагаются по краям захватов (313), которые крепятся к одной или каждой балке (311, 311а и 311b).
Каждая продольная балка (311, 311а и 311b) имеет длину L, которая преимущественно составляет более 70% от длины L0 электролизной ванны (11), а предпочтительно более 80% от L0.
В первом варианте реализации изобретения арматура (310) включает в себя продольную балку (311), предпочтительно одну единственную балку, которая предназначена устанавливаться параллельно основной оси Х электролизной ванны (11) и сверху от нее. В варианте, изображенном на фиг.2(А), продольная балка (311) снабжена захватами (313), распределенными вдоль длины этой балки, как правило, на одинаковых расстояниях друг от друга, а средства (320) крепления размещены по краям этих захватов. В данном варианте реализации средство(а) (301, 301') подвески обычно предусмотрено(ы) на балке (311).
В другом варианте реализации изобретения, два подварианта которого показаны на фиг.2(В) и 2(С), арматура (310) содержит две продольных балки (311а и 311b), параллельных друг другу, соединенных друг с другом, по меньшей мере, одним поперечным брусом или «траверсой» (315, 315') и предназначенных размещаться параллельно главной оси Х электролизной ванны (11) и крепиться к соответствующей длинной стороне (17а, 17b) кожуха (12). Средства (320) крепления распределены по балкам, необязательно по краям захватов (313). Продольные балки (311а и 311b), как правило, имеют одинаковую длину L. В данном варианте реализации средство(а) (301, 301') подвески преимущественно предусмотрено(ы) на одном или нескольких поперечных брусьях (315, 315').
В подварианте, показанном на фиг.2(С), две продольные балки (311а, 311b) установлены так, чтобы они могли быть размещены полностью или частично над каждой из соответствующих реборд (14а, 14b) кожуха (12), расположенных вдоль его длинных сторон (17а, 17b). Преимуществом данного подварианта является то, что он позволяет добиться существенного уменьшения веса арматуры (310). Другое его преимущество заключается в простоте реализации.
На фиг.3-5 изображен в качестве неограничивающей иллюстрации конкретный подвариант варианта реализации изобретения согласно фиг.2(С).
Один или несколько поперечных брусьев (315, 315') позволяют ограничить боковую деформацию арматуры (310). Они могут быть съемными, но предпочтительно, чтобы они были выполнены заодно с продольными балками (311а, 311b) для обеспечения наибольшей жесткости данного устройства.
Арматура (310) преимущественно содержит, по меньшей мере, два поперечных бруса (315, 315'), каждый из которых снабжен средством (301, 301') подвески. Данный подвариант позволяет ограничить прогиб продольных балок (311а, 311b) под воздействием совокупного веса электролизной ванны и транспортировочного устройства.
Одна или несколько балок (311, 311а и 311b) необязательно могут включать в себя усиливающие элементы (312) для придания большей прочности и жесткости; данные усиливающие элементы представляют собой, как правило, пластины, расположенные перпендикулярно основной оси балок. Балки (311, 311а и 311b) обычно образованы удлиненным телом большого сечения, обладающим сильной инерцией изгиба.
Количество различных средств (320) крепления зависит от размеров электролизной ванны. Оно больше или равно четырем, но, как правило, больше десяти. Максимальное расстояние между средствами крепления на длинных сторонах электролизной ванны обычно составляет примерно 2 метра. Средства крепления, как правило, распределены равномерно с целью упростить порядок использования устройства. Среднее расстояние между средствами крепления обычно составляет 0,5-2 метра.
Средства (320) крепления предпочтительно выбраны среди тех средств, которые позволяют обеспечить надежное прикрепление, но разъемным образом, кожуха (12) к арматуре (310), такие как конструкции из болтов и гаек.
Средства (320) крепления преимущественно включают в себя распорные винты (321), способные выдерживать силу упора на транспортировочное устройство (300), как правило, на каждую продольную балку (311а и 311b) этого устройства, с одной стороны, и на кожух (12), с другой стороны. С этой целью распорные винты (321) содержат шток (322), который обычно имеет винтовую резьбу, по меньшей мере, на обоих концах, позволяющую обеспечить крепление при помощи гаек (323, 324). На практике шток (322) может проходить сквозь отверстия (19, 19'), просверленные в ребордах (14) кожуха. Распорные винты (321) создают усилия, направленные на перемещение вверх кожуха (12) и вниз транспортировочного устройства (300), что позволяет притягивать, непосредственно или опосредованно, кожух к транспортировочному устройству и обеспечивать тем самым большую жесткость кожуха при помощи транспортировочного устройства.
Для распределения нагрузки на элементы (15) жесткости средства (320) крепления могут включать в себя опорные прокладки (325), способные обеспечить упор в элементы (15) жесткости кожуха. Данный подвариант изобретения преимущественно реализуют в случае таких кожухов, в которых элементы (15) жесткости имеют отверстия (18), в которые можно ввести упомянутые опорные прокладки (325) (см. фиг.4 и 5). Опорные прокладки (325) могут быть образованы множеством элементов (например, двумя различными прокладками (325, 325'), расположенными параллельно друг другу и разделенными распорным болтом (326)). Отверстия (18) преимущественно усиливаются с помощью усиливающих элементов (18'), которые, как правило, имеют форму части трубки.
В предпочтительном варианте реализации изобретения транспортировочное устройство (300) дополнительно содержит множество распорок (330) (или так называемых «регулируемых домкратов»), предназначенных для регулировки расстояния Е между кожухом (12) и транспортировочным устройством (300) (обычно между ребордами (14) кожуха (12) и продольными балками (311а, 311b)). Распорки позволяют также обеспечить определенные точки опоры между кожухом (12) и транспортировочным устройством (300). Распорки (330) позволяют обеспечить точную подгонку транспортировочного устройства (300) к кожуху (12) и избежать дополнительной деформации кожуха. В действительности заявитель заметил, что кожухи часто являются слегка деформированными и что упор продольных балок в кожух без дополнительных элементов регулировки способен привести к дополнительной деформации кожуха. Распорки (330) предпочтительно размещают таким образом, чтобы они упирались в наиболее жесткие части кожуха (12) (в частности, в реборды (14) кожуха, как правило, на уровне усиливающих элементов (14')). Как это показано на фиг.5, распорки (330) обычно располагаются на одной линии с опорными точками (18) распорных винтов на кожухе. Распорки (330) обычно выбирают из установочных винтов.
Объектом изобретения также является способ транспортировки электролизной ванны электролизера, предназначенного для производства алюминия электролизом в расплавленных солях, включающий в себя:
- обеспечение наличия транспортировочного устройства (300) согласно изобретению;
- установку транспортировочного устройства (300) на кожухе (12) электролизной ванны (11);
- прикрепление транспортировочного устройства (300) к кожуху при помощи средств (320) крепления;
- прикрепление транспортировочного устройства (300) к подъемно-транспортировочному приспособлению (20), как правило, органам (24, 24') манипулирования такого приспособления (20) при помощи по меньшей мере одного средства (301, 301') подвески.
После этого электролизная ванна может подниматься, перемещаться и опускаться.
В случае если транспортировочное устройство (300) имеет распорки (330), то данный способ, кроме того, включает в себя регулировку расстояния Е между кожухом (12) и транспортировочным устройством (300) при помощи упомянутых распорок (330).
В случае, если арматура (310) транспортировочного устройства (300) содержит, по меньшей мере, две продольных балки (311а, 311b), то установка транспортировочного устройства (300) на кожухе (12) электролизной ванны (11) включает в себя, как правило, совмещение этих продольных балок (311а, 311b) с боковыми ребордами (14а, 14b) кожуха (12), расположенными на его длинных сторонах (17а, 17b).
В случае если транспортировочное устройство (300) имеет распорные винты (321), то балки (311а, 311b) прикрепляют к кожуху (12) путем их завинчивания то тех пор, пока кожух не упрется в упомянутые балки или, в отдельных случаях, в распорки (330). В случае применения распорок (330) предпочтительно осуществить их регулировку перед окончательным завинчиванием распорных винтов (321).
Распорки (330) предпочтительно включают в конструкцию транспортировочного устройства (300) в целях упрощения процесса использования этого транспортировочного устройства (300) или реализации способа согласно изобретению. Распорки (330) необязательно могут быть полностью или частично отдельными от устройства или съемными. Если распорки (330) являются отдельными от транспортировочного устройства в момент его установки, то способ дополнительно предусматривает установку на место множества распорок (330), как правило, путем их вставки между арматурой (310) и кожухом (12).
Изобретение относится к транспортировочному устройству электролизной ванны электролизера. Транспортировочное устройство содержит по меньшей мере одно средство подвески, выполненное с возможностью его захватывания подъемно-транспортировочным приспособлением, и арматуру, снабженную множеством средств крепления, которые обеспечивают гиперстатичное соединение между подъемным(ми) устройством(ами) подъемно-транспортировочного приспособления и электролизной ванной, и распределенных таким образом, чтобы обеспечить жесткое крепление арматуры к кожуху во множестве определенных мест. Достигается исключение деформации кожуха электролизной ванны. 4 н. и 14 з.п ф-лы, 5 ил.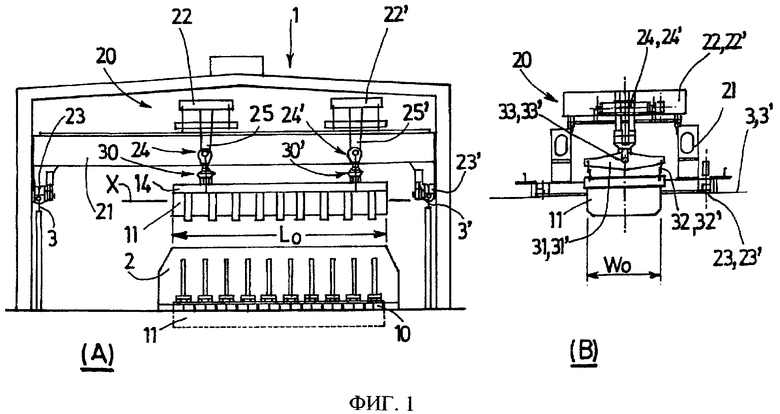
обеспечение наличия транспортировочного устройства (300) по любому из пп.1-14;
установку транспортировочного устройства (300) на кожухе (12) электролизной ванны (11);
прикрепление транспортировочного устройства (300) к кожуху при помощи средств (320) крепления;
прикрепление транспортировочного устройства (300) к подъемно-транспортировочному приспособлению (20) при помощи по меньшей мере одного средства (301, 301') подвески.
обеспечение наличия транспортировочного устройства (300) по п.13 или 14;
установку транспортировочного устройства (300) на кожухе (12) электролизной ванны (11);
регулировку расстояния Е между кожухом (12) и транспортировочным устройством (300) при помощи упомянутых распорок (330);
прикрепление транспортировочного устройства (300) к кожуху при помощи средств (320) крепления;
прикрепление транспортировочного устройства (300) к подъемно-транспортировочному приспособлению (20) при помощи по меньшей мере одного средства (301, 301') подвески.
| US 2940792 А, 14.06.1960 | |||
| FR 1526187 А, 24.05.1968 | |||
| Устройство для электромагнитного контроля механических свойств движущихся ферромагнитных материалов | 1979 |
|
SU1101726A2 |
| МОСТОВОЙ ЗАГРУЗОЧНЫЙ КРАН ДЛЯ ОБСЛУЖИВАНИЯ ЭЛЕКТРОЛИЗНЫХ ВАНН | 0 |
|
SU164949A1 |
| Устройство для обслуживания электролизных ванн | 1978 |
|
SU685726A1 |

