Область техники, к которой относится изобретение
Настоящее изобретение относится к отлитому полому коленчатому валу, используемому в двигателе внутреннего сгорания. В частности, настоящее изобретение относится к пустотелому коленчатому валу, в котором расположенная вокруг его оси часть формируется при удалении литейного стержня во время литья, и способу его изготовления.
Уровень техники
К требованиям, предъявляемым к двигателю внутреннего сгорания, относится обеспечение увеличения пробега автомобиля на единицу расхода горючего, а также высоких эксплуатационных характеристик. К требованиям, предъявляемым к коленчатым валам, относится уменьшение веса и потерь на трение. Кроме того, упрощение производственного процесса является необходимым условием для требуемого в последнее время уменьшения себестоимости. В большинстве случаев для изготовления коленчатого вала используется ковкий чугун. Однако в этом случае общий вес коленчатого вала увеличивается, поскольку диаметр вала, или другой подобный размер, должен быть выполнен большей величины для обеспечения прочностных свойств. Это влечет за собой проблему увеличения крутящего момента, требуемого, например, при запуске двигателя внутреннего сгорания.
При изготовлении пустотелого коленчатого вала посредством закладной детали в отливке известным решением вышеупомянутой задачи является прикрепление к внутренней части коленчатого вала тонкостенной металлической трубки. В этом коленчатом вале достигается уменьшение веса и не требуется протачивать смазочные отверстия. См., например, открытую для ознакомления публикацию японского патента №Sho 56-147914. Несмотря на это, трудно изготовить тонкостенную металлическую трубку посредством сгибания в осевом направлении трубки, которая служит пустотелой частью, с трубками небольшого диаметра, выступающими из этой трубки подобно веткам, которые используют в качестве смазочных отверстий. Этому коленчатому валу также присущи различные проблемы, связанные со способами обработки и изготовления, качеством, себестоимостью, и т.п., например, недостаточная жесткость, вызываемая упрочнением внутренней части коленчатого вала вследствие отбела трубки в процессе литья, и образование внутренних дефектов, вызываемых адгезией трубки и материала чугуна, окислами на поверхности трубки, и т.п. Таким образом, этот коленчатый вал не является практически применимым.
Кроме того, известно, что для уменьшения веса коленчатого вала часть шатунной шейки, часть коренной шейки и плечевую часть коленчатого вала успешно выполняют посредством удаления литейного стержня (см., например, открытую для ознакомления публикацию японской полезной модели №Sho 57-139722). К тому же обращается внимание на то, что в вышеприведенном техническом способе прочность литейного стержня для плечевой части является недостаточной. Для решения этой проблемы открытая для ознакомления публикация японской полезной модели №Sho 59-177820 описывает конструкцию, в которой в буртике плечевой части коленчатого вала предусмотрен участок раздутия для увеличения площади поперечного сечения литейного стержня плечевой части, а литейный стержень в целом подпирается с обеих концевых частей опорными основаниями. Однако утонение плечевой части посредством удаления литейного стержня имеет предел, поскольку на коленчатый вал прилагается большая нагрузка. Размер и местоположение участка раздутия также ограничены, принимая во внимание конструкцию двигателя внутреннего сгорания. В конструкции, где литейный стержень в целом подпирается с обеих концевых частей опорными основаниями, прочность литейного стержня для плечевой части все равно остается недостаточной даже при увеличении площади поперечного сечения литейного стержня для плечевой части, поскольку литейный стержень для части коренной шейки и литейный стержень для части шатунной шейки станут больше и тяжелее в сравнении с литейным стержнем для плечевой части. Особенно большая нагрузка частично прилагается на литейный стержень, в отличие от случая использования неизогнутого литейного стержня, когда используется изогнутый цельнолитой стержень для многоцилиндрового коленчатого вала и т.п. Таким образом, прочность литейного стержня является недостаточной даже в том случае, когда площадь поперечного сечения литейного стержня для плечевой части увеличивают. Это является причиной изгибания литейного стержня при его установке в литейную форму или плавучести или повреждения литейного стержня в процессе заливки расплавленного металла.
Для возмещения недостаточной прочности литейного стержня обычно используют жеребейку. Однако использование жеребейки не является предпочтительным при изготовлении пустотелого коленчатого вала. Причиной этому является то, что жеребейка содержит материал, отличный от расплавленного металла, подвергаемого различным технологическим процессам металлического покрытия. Например, жеребейка для чугунной отливки содержит материал, отличный от расплавленного металла, подвергаемого антикоррозийной обработке посредством лужения. Кроме того, жеребейка растапливается в расплавленном металле и, в конечном счете, становится частью, получающейся в результате отливки. К тому же в случае, если в пустотелом участке коленчатого вала остается песок литейной формы, он отваливается и наносит значительный вред двигателю. Следовательно, песок литейной формы после удаления литейного стержня должен быть полностью удален из пустотелого участка. Это является причиной другой технической проблемы, присущей пустотелому коленчатому валу. Более того, смазочные отверстия в части коренной шейки и в части шатунной шейки коленчатого вала протачиваются. Следовательно, в пустотелом участке остаются заусенцы и стружка, которые приводят к техническим проблемам, аналогичным упомянутым выше.
Для повышения прочности литейного стержня можно увеличить количество смолы, добавляемой в песок литейной формы, и т.п. Однако увеличение количества смолы приводит к образованию газа и имеет высокую вероятность стать причиной возникновения внутренних дефектов. Таким образом, увеличение количества смолы не является предпочтительным.
Поэтому в последние годы выполняют сквозное отверстие посредством протачивания так, что оно проходит от части коренной шейки к подшипнику верхней головки шатуна части шатунной шейки. Масло подводится к шатуну и части шатунной шейки через подводящее отверстие, выполненное в части коренной шейки (см. открытую для ознакомления публикацию японского патента №Hei 7 - 027126 и пособие Handbook of Automotive Technology, Vol.2, Design, стр.84, опубликованное издательством Seikosha в 1991 г.).
Однако упомянутый выше способ, в котором используется протачивание, не может значительно уменьшить вес коленчатого вала, также как и упомянутый выше способ, в котором используется отливка. Более того, поскольку блок цилиндров выполнен из алюминия, вследствие разницы теплового расширения зазор участка коренной шейки части становится больше и, когда масло подводится от части коренной шейки к коленчатому валу, увеличивается утечка масла. Таким образом, уменьшается эффективность подвода масла. К тому же в упомянутом выше способе, использующем протачивание, требуется сложный технологический процесс, то есть процесс выполнения смазочного отверстия по диагонали от части коренной шейки к подшипнику верхней головки шатуна части шатунной шейки. Таким образом, способ, в котором используется протачивание, не является предпочтительным в отношении изготовления и себестоимости.
При создании настоящего изобретения были проведены серьезные исследования для преодоления упомянутых выше проблем. В результате этих исследований было установлено, что уменьшение веса коленчатого вала и выполнение смазочных отверстий можно осуществить посредством придания поперечному сечению литейного стержня формы эллипса, присоединения частей опорного основания к литейному стержню в местах, которые согласуются со смазочными отверстиями соответственно в части коренной шейки и части шатунной шейки коленчатого вала, и затем осуществления отливки. В этом случае можно также эффективно предотвратить изгибание литейного стержня и плавучесть литейного стержня в процессе заливки расплавленного металла. Таким образом, изобретатели успешно завершили настоящее изобретение.
Раскрытие изобретения
Настоящее изобретение было создано на основе упомянутых выше экспериментов. Задачей настоящего изобретения является создание отлитого полого коленчатого вала и способа его изготовления, который может дополнительно уменьшить вес коленчатого вала посредством удаления литейного стержня, может предотвратить изгибание литейного стержня во время изготовления коленчатого вала и плавучесть литейного стержня в процессе заливки расплавленного металла так, чтобы добиться точного изготовления и обеспечить высокую эффективность производства, и может исключить необходимость протачивания смазочных отверстий.
В соответствии с первым вариантом выполнения изобретения отлитый полый коленчатый вал для двигателя внутреннего сгорания содержит смазочное отверстие в части коренной шейки и/или смазочное отверстие в части шатунной шейки, выполненное посредством удаления литейного стержня.
Согласно первому варианту выполнения изобретения часть опорного основания для выполнения смазочного отверстия можно отливать в форму как одно целое вместе с литейным стержнем для выполнения пустотелого участка. В другом варианте выполнения часть опорного основания, изготовленную как обособленный от литейного стержня компонент, можно собрать и объединить с литейным стержнем позже. Использование объединенной с литейным стержнем части опорного основания позволяет выполнить смазочное отверстие без последующей обработки.
В соответствии со вторым предпочтительным вариантом выполнения изобретения поперечное сечение пустотелого участка в части коренной шейки и/или части шатунной шейки полого коленчатого вала по первому варианту является эллиптическим.
Согласно второму предпочтительному варианту выполнения изобретения вес коленчатого вала можно дополнительно уменьшить посредством придания поперечному сечению пустотелого участка формы эллипса. Кроме того, достигаются следующие преимущества. Пустотелые часть шатунной шейки и часть коренной шейки оказывают влияние на уменьшение веса коленчатого вала. Применяя эллиптическое поперечное сечение, толщина которого больше в месте (в направлении), где требуется достаточная прочность, и меньше в других местах, можно добиться оптимального уменьшения веса. Более того, из производственных соображений необходимо повысить прочность изогнутых участков изогнутого литейного стержня, которые согласуются соответственно частью шатунной шейки и частью коренной шейки. Эллиптическое поперечное сечение пустотелого участка также оказывает влияние на повышение прочности литейного стержня. К тому же приданием пустотелому участку формы эллипса можно укоротить литейный стержень для выполнения смазочного отверстия (т.е. часть опорного основания).
В соответствии с третьим предпочтительным вариантом выполнения изобретения плечевая часть отлитого полого коленчатого вала по первому или второму варианту содержит пустотелый участок, имеющий эллиптическое поперечное сечение.
Согласно третьему предпочтительному варианту выполнения изобретения придание поперечному сечению пустотелого участка плечевой части формы эллипса имеет следующие преимущества. Пустотелая плечевая часть оказывает влияние на уменьшение веса коленчатого вала. Применяя эллиптическое поперечное сечение, толщина которого больше в месте (в направлении), где требуется достаточная прочность, и меньше в других местах, можно добиться оптимального уменьшения веса. Более того, из производственных соображений необходимо повысить прочность участка изогнутого литейного стержня, который согласуется с плечевой частью. Эллиптическое поперечное сечение пустотелого участка оказывает влияние на повышение прочности литейного стержня.
В соответствии с четвертым предпочтительным вариантом выполнения изобретения при изготовлении отлитого полого коленчатого вала по любому из предыдущих вариантов, или его материала, используют литейный стержень, который способен изгибаться в горизонтальном направлении, причем литейный стержень имеет эллиптическое поперечное сечение, большая ось которого проходит в вертикальном направлении к части коренной шейки и/или части шатунной шейки, а часть коренной шейки и часть шатунной шейки литейного стержня согласуются соответственно с частью коренной шейки и частью шатунной шейки коленчатого вала.
Согласно четвертому предпочтительному варианту выполнения изобретения можно повысить прочность литейного стержня, поскольку поперечное сечение литейного стержня имеет форму эллипса и его большая ось проходит в вертикальном направлении. Кроме того, также можно сократить длину литейного стержня, который служит в качестве опорного основания для выполнения смазочного отверстия в вертикальном направлении. Таким образом, можно сделать литейный стержень более устойчивым.
Следует отметить, что под материалом, используемым для описываемого здесь коленчатого вала, подразумевается продукт, который получают посредством литья, а не механической обработки.
Форма эллипса, большая ось которого проходит в вертикальном направлении, имеет преимущества по следующей причине. В случае, когда литейный стержень подпирается с обеих концевых частей, усилие, которое изгибает литейный стержень, прилагается к участку литейного стержня между точками опоры вследствие силы тяжести. Кроме того, в процессе заливки расплавленного металла на литейный стержень воздействует выталкивающая сила. Тем не менее, сдвиг литейного стержня или другое подобное отклонение, вызванное этим усилием или выталкивающей силой, можно предотвратить с помощью применения формы эллипса, в которой толщина литейного стержня больше в вертикальном направлении для повышения прочности литейного стержня. Более того, можно надежно предотвратить отклонение литейного стержня посредством использования части литейного стержня, которая выступает в вертикальном направлении, в качестве части опорного основания.
В соответствии с пятым предпочтительным вариантом выполнения изобретения, при изготовлении отлитого полого коленчатого вала или его материала по четвертому варианту, пустотелый участок и смазочные отверстия выполняют вместе, как целую часть, посредством закладной детали в отливке с использованием литейного стержня, который способен изгибаться в горизонтальном направлении и содержит множество частей опорного основания, выступающих в направлении литейной формы в части коренной шейки и/или части шатунной шейки.
Согласно пятому предпочтительному варианту выполнения изобретения тяжелую часть коренной шейки или тяжелую часть шатунной шейки, или обе части - часть коренной шейки и часть шатунной шейки, можно закрепить частями опорного основания литейного стержня. Таким образом, можно беспрепятственно производить точное литье без жеребейки для укрепления литейного стержня. Более того, можно выполнять смазочные отверстия, не требующие последующей обработки.
В соответствии с шестым предпочтительным вариантом выполнения изобретения, при изготовлении отлитого полого коленчатого вала или его материала по четвертому или пятому вариантам, пустотелый участок и смазочные отверстия выполняют вместе, как целую часть, посредством закладной детали в отливке с использованием литейного стержня, который способен изгибаться в горизонтальном направлении и содержит множество частей опорного основания, вертикально выступающих в направлении литейной формы в части коренной шейки и/или части шатунной шейки.
Согласно шестому предпочтительному варианту выполнения изобретения тяжелый участок коренной шейки или тяжелую штифтовую часть, или обе части - часть коренной шейки и часть шатунной шейки, можно закрепить частями опорного основания литейного стержня, выступающими в вертикальном направлении сверху и снизу. Таким образом, можно легко производить точное литье без жеребейки для укрепления литейного стержня. Более того, можно выполнять смазочные отверстия, не требующие последующей обработки.
В соответствии с седьмым предпочтительным вариантом выполнения изобретения, при изготовлении отлитого полого коленчатого вала или его материала по любому с четвертого по шестой варианты, поперечное сечение литейного стержня для плечевой части коленчатого вала содержит эллиптическое поперечное сечение, большая ось которого проходит в вертикальном направлении.
В соответствии с настоящим изобретением вес коленчатого вала можно уменьшить посредством выполнения коленчатого вала пустотелым с помощью литейного стержня, без ухудшения механических свойств. Кроме того, необходимость протачивания смазочных отверстий может быть устранена посредством выполнения смазочных отверстий в части коренной шейки и смазочных отверстий в части шатунной шейки как целой части с пустотелым участком внутри коленчатого вала.
К тому же в соответствии с настоящим изобретением пустотелый участок выполняется эллиптическим в поперечном сечении, и смазочное отверстие в части коренной шейки и/или смазочное отверстие в части шатунной шейки формируются/формируется посредством удаления литейного стержня. Таким образом, можно добиться дополнительного уменьшения веса коленчатого вала и повышения эффективности производства, что ведет к уменьшению себестоимости.
Способ изготовления в соответствии с настоящим изобретением позволяет надежно закрепить литейный стержень посредством использования литейного стержня, который способен изгибаться в горизонтальном направлении и содержит часть опорного основания, по меньшей мере, в одной из частей - части коренной шейки и части шатунной шейки. Таким образом, можно производить точное литье и, в то же время, выполнять смазочные отверстия. Кроме того, можно добиться повышения прочности самого литейного стержня и уменьшения веса коленчатого вала посредством выполнения литейного стержня для части коренной шейки и части шатунной шейки с поперечным сечением формы эллипса, большая ось которого проходит в вертикальном направлении.
Краткое описание чертежей
Изобретение поясняется чертежами, на которых представлено:
фиг.1 - поперечный разрез отлитого полого коленчатого вала в соответствии с одним предпочтительным вариантом выполнения настоящего изобретения;
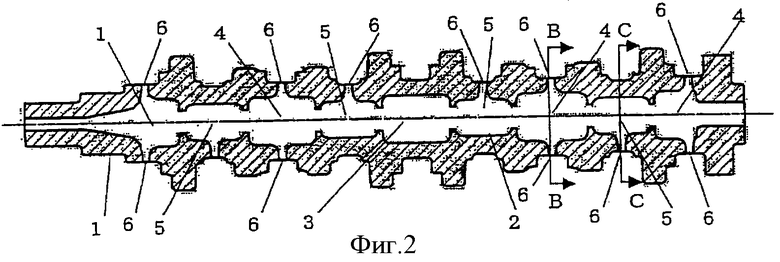
фиг.2 - поперечный разрез отлитого полого коленчатого вала по линии А-А на фиг.1;
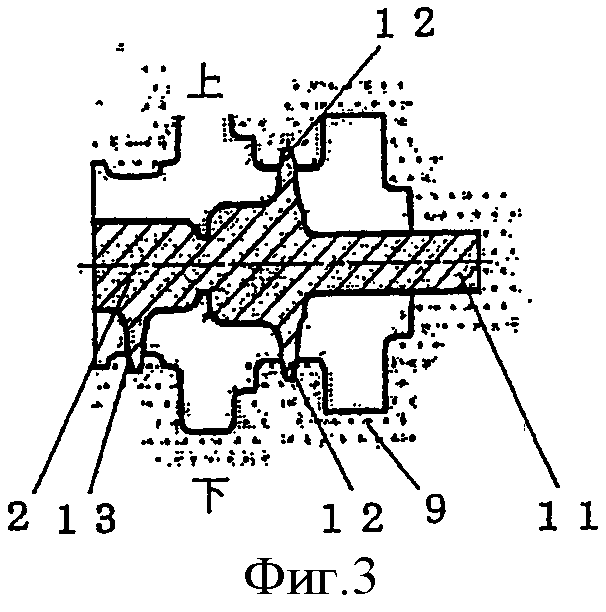
фиг.3 - частичный поперечный разрез (в вертикальном направлении) литейной формы и литейного стержня, используемых в способе изготовления согласно настоящему изобретению;
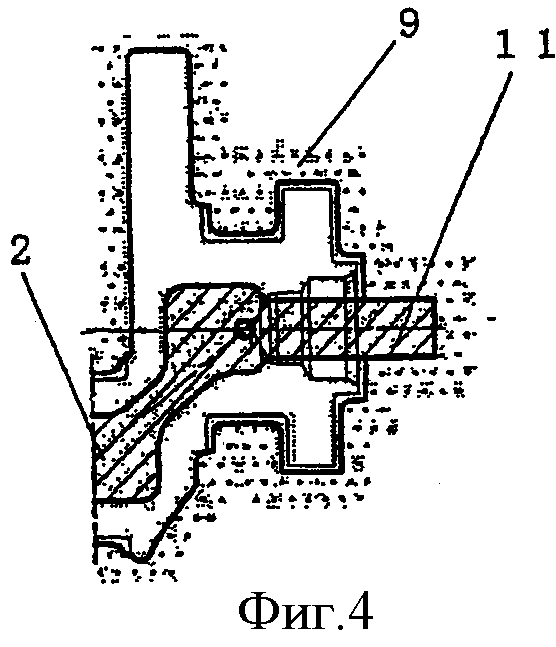
фиг.4 - частичный поперечный разрез (в горизонтальном направлении) литейной формы и литейного стержня, используемых в способе изготовления согласно настоящему изобретению;
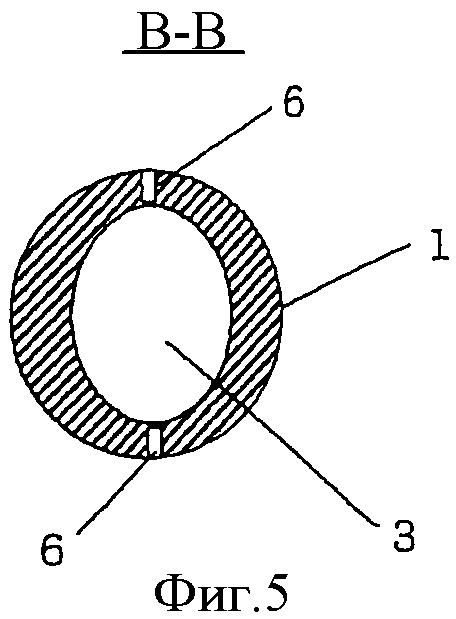
фиг.5 - поперечное сечение коленчатого вала по линии В-В на фиг.2;
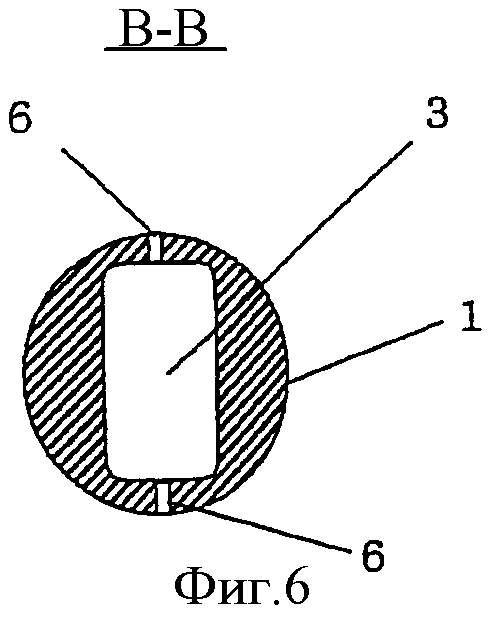
фиг.6 - другое поперечное сечение коленчатого вала по линии В-В на фиг.2;
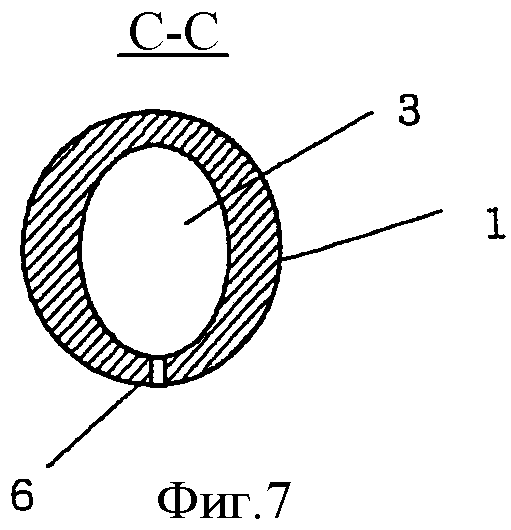
фиг.7 - поперечное сечение коленчатого вала, взятое по линии С-С на фиг.2.
Осуществление изобретения
Существо отлитого полого коленчатого вала и способа его изготовления в соответствии с предпочтительным вариантом выполнения настоящего изобретения следует из нижеследующего подробного описания, иллюстрируемого чертежами.
На фиг.1 и 2 представлены поперечные разрезы отлитого полого коленчатого вала (материала) в соответствии с одним предпочтительным вариантом выполнения настоящего изобретения.
Корпус 1 коленчатого вала содержит часть коренной шейки 4 и плечевую часть 15, которые содержат множество участков, изогнутых в горизонтальном направлении и имеют эллиптическое поперечное сечение; часть шатунной шейки 5, имеющую круглое поперечное сечение; и пустотелый участок 3, который проходит через обе осевые концевые части. Поперечные сечения части шатунной шейки 5 и обеих осевых концевых частей корпуса 1 коленчатого вала можно выполнить в форме эллипса.
Множество смазочных отверстий выполняют в части коренной шейки 4 и части шатунной шейки 5 посредством использования частей опорного основания, выполненных как одно целое с литейным стержнем. Смазочные отверстия 6 в части коренной шейки 4 и в части шатунной шейки 5 можно выполнить таким образом, что смазочные отверстия будут расположены или в верхней, или в нижней стенках каждой из частей коренной шейки 4 и частей шатунной шейки 5, или в обеих верхней и нижней стенках. Размер смазочного отверстия 6 определяют с учетом размера самого коленчатого вала и т.п. Вообще, в применении к автомобильному двигателю, предпочтительным размером смазочного отверстия 6 является ⊘5 мм или менее.
Корпус 1 коленчатого вала также содержит штифтовые части 7 подшипников верхней головки шатуна и грузы 8 кривошипа в качестве противовесов.
В настоящем предпочтительном варианте выполнения описывается случай, в котором поперечное сечение пустотелого участка 3 является эллиптическим только в части коренной шейки 4. Тем не менее, поперечное сечение пустотелого участка 3 может быть эллиптическим в обеих частях - в части коренной шейки 4 и в части шатунной шейки 5, или только в части шатунной шейки 5. Наиболее предпочтительным вариантом выполнения является случай, в котором поперечное сечение пустотелого участка 3 является эллиптическим в обеих частях - в части коренной шейки 4 и в части шатунной шейки 5. Однако поперечное сечение пустотелого участка может быть эллиптическим в одной из частей - в части коренной шейки 4 или в части шатунной шейки 5, в зависимости от формы и размера коленчатого вала.
Поперечное сечение пустотелого участка 3 выполняется в форме эллипса для плечевой части 15 пустотелого коленчатого вала по той же причине, что и для части коренной шейки 4 и части шатунной шейки 5.
На фиг.5 и 7 показаны поперечные сечения отлитого полого коленчатого вала (материала), представленного на фиг.1, в части коренной шейки 4 и в части шатунной шейки 5 в радиальном направлении. В этом примере пустотелый участок 3 имеет форму эллипса, большая ось которого проходит в вертикальном направлении. В частях коренной шейки 4 и шатунной шейки 5 выполнены смазочные отверстия 6 в верхней и нижней стенках. В настоящем предпочтительном варианте выполнения отношение большей оси к малой оси эллиптической формы поперечного сечения пустотелого участка 3 составляет 3:2. Однако это отношение можно менять в рамках диапазона, который обеспечивает достаточную прочность. Кроме того, поперечное сечение пустотелого участка 3 может иметь форму четырехугольника с закругленными углами, как показано на фиг.6, для уменьшения веса коленчатого вала, если такая форма не оказывает отрицательного влияния на прочность.
Далее следует описание изготовления пустотелого коленчатого вала в соответствии с настоящим предпочтительным вариантом выполнения.
После того как сформирована литейная форма (песчаная форма) 9, показанная на фиг.3 и 4, литейный стержень 2 фиксируют с обеих концевых частей, служащих в качестве частей 11 опорного основания, нижней литейной формой, прежде чем верхнюю литейную форму устанавливают на нижнюю литейную форму. В то же время части опорного основания части коренной шейки 12 и части шатунной шейки 13 литейного стержня 2 прикрепляют к литейной форме (песчаной форме) 9. Следует учесть, что часть коренной шейки 12 и часть шатунной шейки 13 литейного стержня 2 согласуются соответственно с частью коренной шейки 4 и частью шатунной шейки 5 коленчатого вала. Таким образом, предотвращают деформацию и смещение литейного стержня 2. Затем верхнюю литейную форму собирают с нижней литейной формой и заливают расплавленный металл, формируя тем самым пустотелый участок каждой из части коренной шейки 4, части шатунной шейки 5 и плечевой части 15 и одновременно выполняя смазочные отверстия 6 в части коренной шейки 4 и в части шатунной шейки 5.
Описанные здесь части 11 опорного основания являются частями литейного стержня 2, которые служат в качестве рукояток для прикрепления литейного стержня 2 к литейной форме (песчаной форме) 9. В настоящем предпочтительном варианте выполнения эти части располагают с обеих концевых частей литейного стержня 2. Кроме того, поскольку литейный стержень 2 прикрепляют к литейной форме (песчаной форме) 9, часть коренной шейки 12 и часть шатунной шейки 13 литейного стержня 2 также служат в качестве частей опорного основания. В настоящем предпочтительном варианте выполнения смазочные отверстия 6 выполняют посредством части коренной шейки 12 и части шатунной шейки 13, которые являются почти коническими с углом уменьшения поперечного сечения ⊘5 мм или менее.
В качестве материала для литья используют ковкий чугун, как, например, FCD700, легированный чугун и т.п.
Помимо выполнения частей опорного основания из части коренной шейки 12 и части шатунной шейки 13 часть опорного основания можно выполнить на литейном стержне 2 на участке, соответствующем боковой поверхности 14 части шатунной шейки коленчатого вала, для продления в горизонтальном направлении. Эту часть опорного основания используют для выполнения отверстия в боковой поверхности 14. В этом случае литейный стержень 2 можно надежно закрепить в горизонтальном направлении, а технологический процесс удаления песка, как, например, дробеструйную очистку, можно беспрепятственно осуществлять через это отверстие.
Удаление песка из отлитого полого коленчатого вала (материала), отлитого посредством способа изготовления по настоящему изобретению и содержащего выполненные как одно целое пустотелый участок 3 и смазочные отверстия 6, можно осуществлять обработкой расплавленными солями, как, например, в технологическом процессе Kolene. Технологический процесс Kolene можно сочетать со способом изготовления отлитого полого коленчатого вала по настоящему предпочтительному варианту выполнения.
Как описано выше, пустотелый коленчатый вал, отлитый в соответствии со способом изготовления по настоящему предпочтительному варианту выполнения, может быть качественной пустотелой отливкой, в которой нет недостатков, как, например, усадочная раковина, и может уменьшить вес на 10-20% по сравнению с цельным коленчатым валом. Кроме того, смазочный материал можно подводить от концевых частей коленчатого вала в его центральную часть. Таким образом, можно разработать эффективный маршрут для смазочного материала. Более того, можно упростить изготовление литейного стержня, его установку и т.п. и исключить необходимость протачивания смазочных отверстий. Таким образом, можно повысить эффективность производства.
Кроме того, уменьшение веса отлитого полого коленчатого вала согласно настоящему предпочтительному варианту выполнения достигается не изменением наружной части коленчатого вала, а изменением внутренней зоны части коренной шейки 4 и части шатунной шейки 5. Следовательно, можно обеспечить жесткость при изгибе без уменьшения в коленчатом вале максимального напряжения, создаваемого на закругленном угловом участке части шатунной шейки 5, на которой выполняют рифление.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2007 |
|
RU2398141C1 |
| Способ и устройство для нагартовки коленчатого вала | 2018 |
|
RU2743084C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2011897C1 |
| РАЗЪЕМНЫЙ КОЛЕНЧАТЫЙ ВАЛ | 1996 |
|
RU2128791C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2662847C1 |
| Устройство для смазки шатунного подшипника, транспортное средство, содержащее данное устройство, и способ смазки шатунного подшипника | 2018 |
|
RU2779972C2 |
| СБОРНЫЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2019743C1 |
| Установка для вибрационных испытаний двигателя внутреннего сгорания | 1986 |
|
SU1672259A1 |
| Шатунно-кривошипный узел двигателя внутреннего сгорания и способ его сборки | 1989 |
|
SU1716209A1 |
| НЕСУЩАЯ КОНСТРУКЦИЯ ДЛЯ МНОГОЗВЕННОГО КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2624081C1 |
Изобретение относится к области литейного производства. Вал содержит смазочные отверстия на участках коренной шейки и/или шатунной шейки вала. Поперечное сечение полости вала на участке коренной шейки и/или шатунной шейки вала и плечевом участке вала имеет форму эллипса. Смазочные отверстия и полость вала получают совместно, посредством охватываемого металлом при заливке литейного стержня. Стержень изогнут в горизонтальном направлении и имеет множество опорных частей, вертикально направленных в сторону литейной формы на участках коренной шейки и/или шатунной шейки вала. Стержень имеет форму эллипса, большая ось которого направлена вертикально к участкам коренной шейки и/или шатунной шейки вала. Достигается уменьшение веса литого вала без снижения механических характеристик вала и увеличение эффективности смазки шатунов. 4 н. и 2 з.п. ф-лы, 7 ил.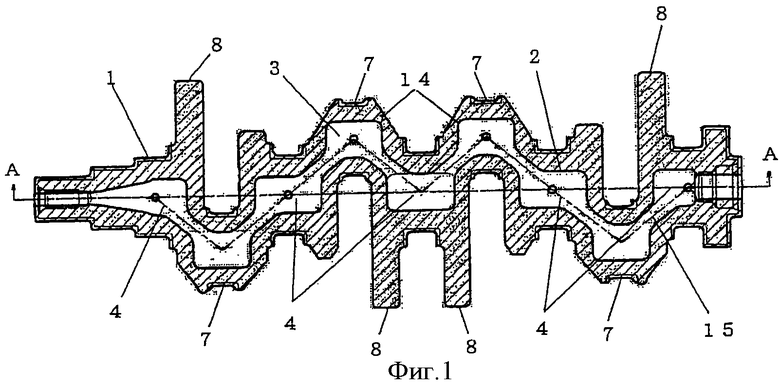
| JP 56117861 А, 16.09.1981 | |||
| JP 59229258 А, 22.12.1984 | |||
| ПОЛЫЙ РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2115834C1 |
| Способ получения коленчатых валов | 1977 |
|
SU624438A1 |

