Настоящее изобретение относится к нагартовке коленчатого вала, который имеет шатунные шейки, коренные шейки и щеки кривошипа, согласно ограничительной части п. 1 формулы изобретения.
Изобретение также относится к устройству для ударного упрочнения коленчатого вала согласно ограничительной части п. 21 формулы изобретения.
Изобретение также относится к коленчатому валу.
Вследствие непрерывного поступательного развития и повышения производительности двигателей внутреннего сгорания и предъявляемым к ним строгим требованиям по выбросам загрязняющих веществ современные двигатели постоянно подвергаются все большей и большей нагрузке. По этой причине моторостроительная промышленность предъявляет высокие требования к прочности, в том числе, коленчатого вала, который подвергается высокой нагрузке и который важен для функционирования двигателя внутреннего сгорания. При этом, с точки зрения конструкции, часто требуется, чтобы коленчатый вал мало весил и был небольшого размера для экономии места. Для конструкции коленчатого вала это означает, что увеличения допустимой нагрузки следует достигать не за счет увеличения поперечного сечения, т. е. посредством момента сопротивления поперечного сечения коленчатого вала, а, насколько это возможно, посредством состояний локального внутреннего напряжения сжатия. По этой причине современные коленчатые валы изготавливают с использованием самых разных способов машинной и термической обработки, чтобы коленчатые валы могли подвергаться воздействию все более высоких уровней мощности двигателя.
Примерами таких способов являются термические обработки, такие как способы упрочнения поверхности посредством индукционной закалки и цементирования, лазерного упрочнения или азотирования, и способы деформационного упрочнения, такие как упрочняющее накатывание, дробеструйная нагартовка или ударное упрочнение. Это широко распространенные и по большей части вполне отлаженные способы, которые пригодны для самых разных целей.
Что касается примеров таких способов, см. следующие документы: EP 1 479 480 A1, EP 0 788 419 B1, EP 1 612 290 A1, DE 10 2007 028 888 A1 и EP 1 034 314 B1.
Ударное упрочнение, в частности, является эффективным способом повышения усталостной прочности, в частности, усталостной прочности при изгибе и усталостной прочности при кручении, коленчатых валов. При этом повышения усталостной прочности достигают за счет ударных сил, вводимых в коленчатый вал путем холодной обработки, предпочтительно проковки с помощью специальных ударных инструментов, в нагруженных областях при переходах в поперечном сечении и изменениях в поперечном сечении. Что касается примеров такого процесса, см. DE 34 38 742 C2 и EP 1 716 260 B1.
Во избежание неблагоприятного введения напряжений сдвига во время локальной проковки в DE 34 38 742 C2 предлагают во время действия импульса давления не допускать относительного движения между сообщающим импульс телом и поверхностью инструмента поперек направления импульса. С этой целью во время введения внутренних сжимающих напряжений посредством ударных инструментов движение подачи следует выполнять в пошаговом режиме.
В качестве дальнейшего развития этого способа в EP 1 716 260 B1 было предложено непрерывно вращать коленчатый вал в ходе процесса машинной обработки, причем во время введения внутренних сжимающих напряжений посредством ударного воздействия ударного инструмента на сегмент коленчатого вала, подлежащий машинной обработке, вращательное движение коленчатого вала прекращается на время действия ударного инструмента на коленчатый вал. При этом ударные давления выбирают так, чтобы вращательное движение коленчатого вала принудительно останавливалось ударным движением.
Однако для этих целей в приводном устройстве требуются сложные компоненты, такие как, например, трансмиссии, муфты и/или системы пружин, чтобы предотвращать повреждение устройства «принудительными остановками». Кроме того, тактовая частота коленчатого вала и введение внутренних сжимающих напряжений должны быть надежно синхронизированы с точки зрения процесса. При этом механические компоненты, требуемые для обеспечения надежной установки, являются сложными и дорогостоящими.
Хотя коленчатые валы обычно подвергают вышеупомянутым термически обработкам и/или процессам нагартовки, еще один структурный аспект может, тем не менее, приводить к трудностям, в частности, относящимся к усталостной прочности коленчатого вала. Чтобы обеспечить возможность подачи масла во время работы коленчатого вала, каждые из коренных шеек и шатунных шеек снабжены смазочными отверстиями. Такие смазочные отверстия могут отрицательно сказываться на выносливости коленчатого вала. Поэтому в местах нахождения смазочных отверстий необходимо обеспечить, чтобы способность коленчатого вала выдерживать нагрузку не снижалась ниже допустимого уровня. В частности, из-за высоких требований, предъявляемых к прочности при кручении коленчатого вала, конструкторы ограничены тем самым с точки зрения размеров, положения и/или выравнивания смазочных отверстий.
Решение данной проблемы с помощью настоящего изобретения, заключается в создании усовершенствованного способа нагартовки и устройства ударного упрочнения коленчатого вала, в частности, с целью повышения усталостной прочности коленчатого вала.
Эта цель достигается для способа посредством признаков, указанных в п. 1 формулы изобретения, а для устройства посредством признаков, указанных в п. 21 формулы изобретения.
Наконец, целью изобретения также является создание усовершенствованного коленчатого вала, в частности, с точки зрения его усталостной прочности.
Что касается коленчатого вала, то цель достигается посредством признаков, указанных в п. 22 формулы изобретения.
Зависимые пункты формулы изобретения и признаки, описанные ниже, относятся к предпочтительным вариантам осуществления и реализациям настоящего изобретения.
В способе согласно настоящему изобретению для нагартовки коленчатого вала, который имеет шатунные шейки, коренные шейки и щеки кривошипа, причем шатунные шейки и коренные шейки имеют смазочные отверстия, предусмотрена нагартовка по меньшей мере одного конца смазочного отверстия одного из смазочных отверстий и/или по меньшей мере одного цилиндрического участка одного из смазочных отверстий.
Далее в настоящем документе шатунные шейки и коренные шейки в некоторых случаях для простоты будут упоминаться просто как «шейки». При этом выражение «шейки» может относиться как к шатунным шейкам, так и к коренным шейкам, а также только к шатунным шейкам или только к коренным шейкам. Если не указано иное, то выражением «шейки» охватываются все три варианта.
Настоящее изобретение, в частности, предпочтительно подходит для повышения усталостной прочности, например, коленчатых валов длиной от 0,2 до 8 м или более и/или шатунных шеек диаметром от 30 до 500 мм или более. Однако особенно предпочтительно настоящее изобретение подходит для повышения усталостной прочности крупных коленчатых валов длиной от 1,5 до 8 м или более и/или шатунных шеек диаметром от 100 до 500 мм или более.
Конец смазочного отверстия может быть частью смазочного отверстия, которая проходит в смазочное отверстие на определенную глубину от устья смазочного отверстия или от перехода смазочного отверстия в опорные поверхности связанной шатунной шейки или коренной шейки. Поэтому верхнюю часть смазочного отверстия или ту часть смазочного отверстия, которая выходит на опорную поверхность, можно называть концом смазочного отверстия. Конец смазочного отверстия может содержать по меньшей мере устье или переход в опорную поверхность шейки. Однако конец смазочного отверстия может по существу также проходить в смазочное отверстие на глубину 50%, предпочтительно на глубину 25%, особенно предпочтительно на глубину 10%, например, на глубину 5% или 2%, от устья смазочного отверстия.
В контексте настоящего изобретения конец смазочного отверстия может представлять собой не более, чем переходной радиус при переходе в опорную поверхность. Конец смазочного отверстия может также представлять собой переходной радиус при переходе в опорную поверхность и прилегающий скос или прилегающую фаску. Конец смазочного отверстия может также представлять собой просто скос или фаску смазочного отверстия; необязательно присутствующий переходной радиус при переходе в опорную поверхность может быть, соответственно, отнесен к опорной поверхности в контексте определения настоящего изобретения. Таким образом, конец смазочного отверстия может также проходить в смазочное отверстие на определенную глубину от скоса или фаски.
Цилиндрический участок смазочного отверстия может быть любой частью смазочного отверстия внутри коленчатого вала. Длина цилиндрического участка смазочного отверстия может быть произвольной и может также охватывать всю длину смазочного отверстия. Она, в частности, может быть также частью, которая не образует часть конца смазочного отверстия. В контексте определения в соответствии с настоящим изобретением цилиндрический участок смазочного отверстия не содержит ни переходного радиуса, ни скоса или фаски.
Соответственно, в контексте настоящего изобретения разные участки смазочного отверстия могут быть нагартованы в каждом случае независимо или в любой комбинации:
- переходной радиус при переходе в опорную поверхность шейки; и/или
- скос или фаска смазочного отверстия; и/или
- по меньшей мере один цилиндрический участок смазочного отверстия или внутренняя боковая поверхность смазочного отверстия на любой глубине.
Авторы изобретения обнаружили, что нагартовка по меньшей мере одного из концов смазочного отверстия и/или, возможно, части или всего смазочного отверстия может повысить выносливость коленчатого вала. Благодаря этому коленчатый вал может быть даже лучше адаптирован к работе двигателя. В частности, в случае нагартовки по меньшей мере одного из концов смазочного отверстия в соответствии с настоящим изобретением усталостная прочность при кручении коленчатого вала может быть улучшена.
Кроме того, авторы изобретения обнаружили, что нагартовка по меньшей мере одного цилиндрического участка смазочного отверстия может тоже улучшить выносливость коленчатого вала. При этом, в частности, полезной может оказаться также нагартовка только цилиндрического участка, например, нагартовка начальной области и/или средней области смазочного отверстия без упрочнения одного или более концов смазочного отверстия, в частности, без упрочнения переходного радиуса или скоса/фаски смазочного отверстия.
Кроме того, благодаря упрочнению концов и/или цилиндрических участков смазочных отверстий в соответствии с настоящим изобретением возможности в планировании и проектировании коленчатого вала с точки зрения профиля смазочный отверстий, количества смазочных отверстий и/или диаметров смазочных отверстий, возрастают, так как прочность при кручении коленчатого вала в меньшей степени подвержена отрицательному воздействию смазочных отверстий, чем это обычно происходит в известном уровне технике.
При упоминании смазочного отверстия шатунной шейки в контексте настоящего изобретения оно по существу может быть также смазочным отверстием коренной шейки, если иное не указано явным образом, и наоборот. Смазочное отверстие, конец и/или цилиндрический участок которого подлежит нагартовке, может по существу присутствовать в любой точке приложения нагрузки или опорной поверхности коленчатого вала, например, это может быть также входным или выходным валом коленчатого вала. Соответственно, выражения «шатунные шейки» и «коренные шейки» могут быть истолкованы специалистом в данной области техники со своей точки зрения.
В зависимости от типа используемого коленчатого вала смазочные отверстия могут быть предусмотрены в нескольких, большинстве или всех шатунных шейках. Соответственно, в зависимости от типа соответствующего коленчатого вала смазочные отверстия могут быть предусмотрены в нескольких, большинстве или всех коренных шейках.
В шейке (шатунной шейке или коренной шейке) могут быть предусмотрены одно, два или более смазочных отверстий. Например, в случае коленчатых валов двигателей с V-образным расположением цилиндров в шатунных шейках, как правило, предусмотрены два смазочных отверстия, которые смещены по оси вдоль оси вращения коленчатого вала, чтобы предпочтительно были присоединены два шатуна. В отличие от этого в коленчатом вале двигателя с однорядным расположением цилиндров в шатунных шейках, как правило, предусмотрено одно смазочное отверстие.
Смазочные отверстия могут проходить или простираются насквозь через шейки. Т. е. входные отверстия или устья и, таким образом, концы смазочных отверстий могут быть предусмотрены на обеих сторонах шейки (это касается, в частности, коренных шеек). Однако смазочные отверстия могут также заканчиваться внутри шейки и, следовательно, могут быть сформированы, например, в виде слепых отверстий (это касается, в частности, шатунных шеек).
Способ в соответствии с настоящим изобретением и устройство в соответствии с настоящим изобретением могут быть также применены или использованы в случае коленчатых валов, которые уже предварительно подвергнуты машинной обработке с использованием других способов для повышения их характеристик усталостной прочности. Таким образом, например, коленчатый вал, который был упрочнен при помощи индукционного упрочнения, может быть улучшен задним числом путем нагартовки концов смазочных отверстий и/или цилиндрических участков смазочных отверстий. Аналогичным образом возможно улучшение неупрочненных (мягких), а также азотированных, азотоцементированных или упроченных лазером коленчатых валов путем нагартовки концов смазочных отверстий и/или цилиндрических участков смазочных отверстий.
Предпочтительно можно предусмотреть предварительное упрочнение точек приложения нагрузки шатунных шеек и/или коренных шеек коленчатого вала известным способом, затем нагартовку, предпочтительно методом ударного упрочнения, переходных радиусов между шатунными шейками и щеками кривошипа и/или переходных радиусов между коренными шейками и щеками кривошипа, и после этого нагартовку одного, нескольких или всех концов смазочных отверстий и/или одного, нескольких или всех цилиндрических участков смазочных отверстий. Последовательность машинной обработки во время нагартовки, в частности, во время ударного упрочнения, может быть произвольной, и, в частности, возможно также одновременное выполнение этапов машинной обработки.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено ударное упрочнение конца смазочного отверстия или концов смазочных отверстий и/или одного или более цилиндрических участков.
Настоящее изобретение будет описано далее по существу на основе ударного упрочнения по меньшей мере одного конца смазочного отверстия. Однако это не следует понимать как ограничение. В частности, в дополнение к ударному упрочнению конца смазочного отверстия или независимо от него также возможно ударное упрочнение по меньшей мере одного цилиндрического участка смазочного отверстия.
По существу для упрочнения конца и/или цилиндрического участка смазочного отверстия могут быть также предусмотрены другие способы нагартовки, в том числе холодная прокатка, дробеструйная нагартовка и/или проковка.
Однако ударное упрочнение, в частности, оказалось предпочтительным способом нагартовки, который может быть реализован технически эффективным образом с точки зрения нагартовки концов смазочных отверстий и/или цилиндрических участков смазочных отверстий.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено введение ударной силы в конец и/или цилиндрический участок смазочного отверстия посредством ударной головки ударного инструмента.
Под введением ударной силы можно понимать удар ударной головкой ударного инструмента, или так называемым «подвижным штампом» ударного инструмента, в область коленчатого вала, подлежащую упрочнению, в данном случае по концу смазочного отверстия или внутренней стенке цилиндрического участка. При этом удар выполняют целенаправленным образом в требуемой позиции удара. Обычно используют ударный поршень, который передает мощный импульс или силу удара (создаваемую, например, пневматическим гидравлическим и/или электрическим способом) в ударную головку.
В зависимости от ударной силы в соответствующих позициях удара могут образовываться видимые отпечатки от ударов ударной головки. Глубина отпечатков от ударов и качество или глубина воздействия вводимых внутренних сжимающих напряжений в этом случае зависят от выбранной ударной силы. Инструмент и параметры процесса предпочтительно точно согласовывают с соответствующим коленчатым валом и при этом, возможно, со смазочным отверстием и/или точкой приложения нагрузки или опорной поверхностью, на которую выходит конец смазочного отверстия.
В частности, может быть предусмотрено последовательное упрочнение всех подлежащих упрочнению концов смазочных отверстий или цилиндрических частей смазочных отверстий посредством одного ударного устройства. Также может быть предусмотрено одновременное ударное упрочнение по меньшей мере двух или более концов смазочных отверстий и/или цилиндрических участков смазочных отверстий, причем для этой цели могут быть предусмотрены несколько ударных устройств, несколько ударных инструментов и/или несколько ударных головок. За счет одновременной машинной обработки нескольких концов и/или цилиндрических участков смазочных отверстий можно повысить скорость обработки.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрена нагартовка, в частности, ударное упрочнение, нескольких, предпочтительно большинства, особенно предпочтительно всех концов смазочных отверстий шатунных шеек и/или коренных шеек.
Кроме того, может быть предусмотрена нагартовка, в частности, ударное упрочнение, нескольких, предпочтительно большинства, особенно предпочтительно всех цилиндрических участков смазочных отверстий шатунных шеек и/или коренных шеек.
Авторы изобретения обнаружили, что, в частности, нагартовка концов смазочных отверстий и/или цилиндрических участков смазочных отверстий эксцентрично проходящих шеек или сильно нагружаемых шеек, т. е., в частности, шатунных шеек коленчатого вала, значительно повышает выносливость коленчатого вала. Поэтому весьма предпочтительно нагартовывать все концы смазочных отверстий и/или цилиндрические участки смазочных отверстий шатунных шеек. Можно также, если уместно, в целях повышения скорости обработки способа в соответствии с настоящим изобретением не осуществлять нагартовку концов смазочных отверстий и/или цилиндрических участков смазочных отверстий коренных шеек. Нагартовку предпочтительно реализуют посредством ударного упрочнения.
В одном усовершенствованном варианте настоящего изобретения конец смазочного отверстия может иметь переходной радиус при переходе в опорную поверхность соответствующей шейки, причем переходной радиус нагартовывают, предпочтительно ударно упрочняют.
В частности, оказалось, что если требуется улучшить выносливость коленчатого вала, то особенно эффективна нагартовка устья смазочного отверстия, т. е. передней части конца смазочного отверстия, которая переходит в опорную поверхность соответствующей шейки. Как правило, переход имеет радиус, так называемый переходной радиус. Однако в области устья конца смазочного отверстия также может быть предусмотрена любая фаска, например, плоская фаска или профилированная фаска, например, коническая профилированная фаска. Нагартовка, предпочтительно ударное упрочнение, конца смазочного отверстия при переходе в опорную поверхность преимущественно не зависит от конкретной конструкции перехода соответствующей шейки.
Может быть также предусмотрена нагартовка конца смазочного отверстия, который переходит без фаски или переходного радиуса в опорную поверхность соответствующей шейки.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено также наличие скоса у конца смазочного отверстия, причем скос ударно упрочняют.
В зависимости от конкретного применения, в частности, может быть не предусмотрено упрочнение переходного радиуса при переходе в опорную поверхность во избежание отпечатков от ударов, вводимых в результате ударного упрочнения, в области опорной поверхности, тем самым, возможно, может быть обеспечено улучшенное скольжение контактных поверхностей. Например, упрочнение может быть предусмотрено, начиная только со скоса или фаски, или же начиная с цилиндрического участка.
Также может быть предусмотрена нагартовка, в частности, ударное упрочнение, скоса и по меньшей мере части цилиндрического участка смазочного отверстия, но не переходного радиуса.
В одном улучшенном варианте настоящего изобретения во время ударного упрочнения одного из концов смазочного отверстия также может быть предусмотрено формирование с помощью ударной головки переходного радиуса конца смазочного отверстия или фаски конца смазочного отверстия.
Одновременно с ударным упрочнением конца смазочного отверстия может быть предусмотрено формирование в первую очередь фаски или переходного радиуса смазочного отверстия посредством ударного инструмента, причем ударную головку и/или ударную силу выбирают так, чтобы соответствующий отпечаток головки формировался возле устья смазочного отверстия.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено одновременное ударное упрочнение двух концов смазочных отверстий, которые расположены со смещением в осевом направлении (вдоль оси вращения коленчатого вала), посредством ударного инструмента, имеющего две ударные головки.
С этой целью может быть предусмотрено, в частности, равномерное распределение импульса ударного поршня между двумя ударными головками посредством отклоняющего узла.
Если в одной шейке коленчатого вала предусмотрены более двух концов смазочных отверстий, количество ударных головок ударного инструмента может быть увеличено соответствующим образом. Поэтому предпочтителен случай, когда все концы смазочных отверстий и/или цилиндрические участки смазочных отверстий шейки ударно упрочняют одновременно.
В альтернативном варианте осуществления может быть также предусмотрено ударное упрочнение по отдельности двух или более смазочных отверстий, сформированных в одной шейке, в частности, посредством ударного инструмента, который имеет только одну ударную головку.
В одном усовершенствованном варианте настоящего изобретения для выравнивания ударного инструмента с одним или более концами смазочных отверстий во время ударного упрочнения может быть предусмотрена поддержка ударного инструмента посредством по меньшей мере одного опорного элемента на по меньшей мере одной из щек кривошипа.
Для достижения максимально возможного оптимального результата ударный инструмент может быть предпочтительно точно выровнен с концом смазочного отверстия или устьем смазочного отверстия. Ударную силу можно особенно предпочтительно вводить вдоль центральной оси смазочного отверстия.
Соответствующий опорный элемент, который предпочтительно сформирован из эластичного материала или содержит эластичный материл, может помочь в точном выравнивании ударного инструмента. Эластичный материал может представлять собой, например, пластмассу, в частности, мягкую пластмассу, или каучуковый материал. Опорный элемент может быть также сформирован из неэластичного материала, например из латуни или некоторых других металлов.
Опорный элемент предпочтительно выполнен таким образом, чтобы направлять ударный инструмент между двумя щеками кривошипа, которые окружают шейку, соответственно, подлежащую ударному упрочнению. При этом опорный элемент может быть предпочтительно расположен на наружной стороне ударного инструмента и подобран по размеру так, чтобы ударный инструмент мог быть вставлен между щеками кривошипа и поддерживаться ими. Размер ударного инструмента вместе с опорным элементом в осевом направлении коленчатого вала может, таким образом, предпочтительно соответствовать промежутку (в осевом направлении) между щеками кривошипа, которые окружают шейку со смазочным отверстием, подлежащим ударному упрочнению. Опорный элемент может быть сформирован из одной или нескольких частей.
В предпочтительном усовершенствованном варианте настоящего изобретения может быть предусмотрена ударная головка для ударного упрочнения, имеющая сферическую поверхность.
Ударная головка может быть предпочтительно по существу сферической формы, в частности, в передней области или на переднем конце ударной головки, который ударяет по коленчатому валу в целях упрочнения. Однако ударная головка может по существу иметь любую требуемую форму и может, например, также быть овальной, полусферической или плоской формы.
Тем не менее, оказалось, что сферическая поверхность ударной головки особенно подходит для ударного упрочнения концов смазочных отверстий и/или цилиндрических участков смазочных отверстий, т. к. таким образом можно упростить центрирование и выравнивание ударного инструмента.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрена ударная головка для ударного упрочнения, имеющая фасонную часть, форма которой приспособлена к переходному радиусу, подлежащему упрочнению, и/или к скосу и/или профилю/конструкции конца смазочного отверстия, в частности, в области устья.
Фасонная часть может, в частности, соответствовать обратной форме переходного радиуса конца смазочного отверстия. Ударная головка для ударного упрочнения может по существу иметь фасонную часть, форма которой приспособлена к той части конца смазочного отверстия, которая переходит в опорную поверхность соответствующей шейки.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено ударное упрочнение конца смазочного отверстия с использованием ударных головок разных диаметров таким образом, чтобы во время ударного упрочнения ударные головки проникали на разные глубины в конец смазочного отверстия.
Таким образом, например, в случае использования ударных головок со сферической поверхностью ударные головки могут иметь разные диаметры сферы.
Может быть предусмотрена сферическая, полусферическая или частично сферическая ударная головка, имеющая диаметр, который больше диаметра смазочного отверстия, в частности, больше диаметра смазочного отверстия на 1%, по меньшей мере на 1%, предпочтительно по меньшей мере на 2%, особенно предпочтительно по меньшей мере на 5%, например, по меньшей мере на 10%, 15%, 20% или даже по меньшей мере на 50%.
В одном усовершенствованном варианте может быть предусмотрено переключающее устройство для смены ударных головок.
В частности, может быть предусмотрено переключающее устройство с магазином, чтобы сменять ударные головки, и/или ударный инструмент, и/или ударное устройство для изменения диаметра используемой ударной головки между двумя ударами, наносимыми по одному и тому же концу смазочного отверстия.
Переключающее устройство для смены ударных головок ударного инструмента может быть выполнено, например, в виде барабана с возможностью вращения.
В одном усовершенствованном варианте настоящего изобретения для нагартовки конца смазочного отверстия может быть предусмотрено проталкивание сферического тела через по меньшей мере одну часть смазочного отверстия.
Таким образом, внутренние стенки смазочного отверстия, в частности, в области конца смазочного отверстия, могут быть тоже нагартованы. Для достижения эффективной нагартовки предпочтительно, чтобы сферическое тело было немного больше диаметра смазочного отверстия, чтобы оказывать требуемую деформацию, которая приводит к нагартовке.
Сферическое тело может быть ударной головкой ударного инструмента. Таким образом, ударный инструмент, который может быть в основном использован для ударного упрочнения, может быть также использован для нагартовки внутренних стенок смазочного отверстия, если ударный инструмент выполнен так, чтобы он проникал вместе с ударной головкой в смазочное отверстие. В частности, если сферическое тело прикреплено к ударному инструменту во время проталкивания через смазочное отверстие, это обеспечивает преимущество, заключающееся в максимально возможном точном выравнивании ударного инструмента с центральной осью смазочного отверстия.
После проталкивания в часть смазочного отверстия сферическое тело предпочтительно снова извлекают, например, вытягивают, из смазочного отверстия.
В одном усовершенствованном варианте может быть предусмотрено импульсное или равномерное проталкивание сферического тела в по меньше мере одну часть смазочного отверстия.
Сферическое тело можно, например, проталкивать в смазочное отверстие на еще большую глубину (и, возможно, с последующим вытаскиванием) посредством последовательных импульсов, которые формируются, например, при помощи ударного поршня ударного устройства. Однако сферическое тело может быть также введено в смазочное отверстие на его конечную глубину (и, возможно, вытащено снова) посредством одного толчка или толкательного движения.
Глубина, на которую предпочтительно нагартовывают (или глубина конца смазочного отверстия), может быть определена на основе моделирований, и/или расчетов, и/или серии испытаний коленчатого вала соответствующего типа. По меньшей мере один цилиндрический участок смазочного отверстия, который подлежит упрочнению, может быть также определен на основе моделирований, и/или расчетов и/или, серии испытаний коленчатого вала соответствующего типа.
Может быть предусмотрено проталкивание сферического тела еще дальше в смазочное отверстие за пределы конца смазочного отверстия, например, чтобы также протолкнуть полностью в смазочное отверстие.
Масляный контур коленчатого вала обычно соединяют с масляным контуром блока цилиндров посредством коренных шеек, вращающихся относительно центральной линии. Исходящее из коренных шеек масло распределяется шатунным шейкам. Для этой цели обычно предусмотрены соединительные отверстия, которые соединяют смазочные отверстия коренных шеек со смазочными отверстиями шатунных шеек, чтобы проходящие эксцентрично шатунные шейки тоже снабжались маслом.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено проталкивание сферического тела в смазочное отверстие одной из шатунных шеек и прохождение его оттуда напрямую или через соединительное отверстие в смазочное отверстие одной из примыкающих коренных шеек, причем соединительное отверстие и/или смазочное отверстие коренной шейки имеет внутренний диаметр, который по меньшей мере не меньше наружного диаметра сферического тела.
Так как сферическое тело для нагартовки должно предпочтительно быть немного больше диаметра самого смазочного отверстия, это порождает проблему извлечения сферического тела из смазочного отверстия после нагартовки. Если смазочное отверстие проходит насквозь через шейку, сферическое тело может быть снова вытолкнуто из смазочного отверстия на задней стороне шейки. Если смазочное отверстие не проходить через шейку насквозь, может быть предусмотрено выталкивание сферического тела снова в обратном направлении по завершении нагартовки, хотя это может привести к проблемам.
Авторы изобретения разработали способ, согласно которому сферическое тело сначала проталкивают через смазочное отверстие шатунной шейки, пока оно не столкнется с соответствующим соединительным отверстием или смазочным отверстием примыкающей коренной шейки. Если диаметр соединительного отверстия или смазочного отверстия коренной шейки больше диаметра сферического тела, то тогда сферическое тело может быть извлечено снова посредством примыкающей коренной шейки, так как сферическое тело может прокатиться через соединительное отверстие или смазочное отверстие коренной шейки и выпасть из устья смазочного отверстия коренной шейки.
Может быть предусмотрено извлечение обратно сферического тела каким-либо другим способом после проталкивания его в смазочное отверстие, например, посредством давления, создаваемого в каналах подачи масла, например, пневматическими или гидравлическими средствами, тем самым сферическое тело может быть снова вытолкнуто из части смазочного отверстия.
Может быть предусмотрено вталкивание сферического тела в часть смазочного отверстия с помощью штока, который не соединен жестко или который свободно соединен со сферическим телом.
Также может быть предусмотрено, что сначала сферическое тело жестко соединено со штоком и освобождается только после того, как сферическое тело вталкивают или втолкнули полностью в смазочное отверстие. Как упоминалось выше, сферическое тело может быть также ударной головкой ударного инструмента. При этом ударный инструмент может быть выполнен таким образом, что ударная головка могла быть высвобождена или выпущена.
В одном усовершенствованном варианте настоящего изобретения может быть предусмотрено введение ударного инструмента с по меньшей мерой одной ударной головкой в смазочное отверстие с последующим нагартовыванием конца смазочного отверстия и/или по меньшей мере одного цилиндрического участка смазочного отверстия путем выталкивания из ударного инструмента в радиальном направлении по меньшей мере одной ударной головки к внутренней стенке по меньшей мере одного цилиндрического участка смазочного отверстия и/или к внутренней стенке конца смазочного отверстия.
Таким образом, может быть предусмотрен ударный инструмент с телескопической в радиальном направлении конструкцией или отклоняющий инструмент с ударными головками, которые могут быть выдвинуты телескопическим образом в радиальном направлении.
Таким образом обеспечивается преимущество, состоящее в возможности нагартовки, предпочтительно ударного упрочнения, любого участка (или участков) в смазочном отверстии. Для это цели ударный инструмент может быть протолкнут в смазочное отверстие на требуемую глубину с последующим прижатием по меньшей мере одной ударной головки к внутренней стенке смазочного отверстия с целью упрочнения смазочного отверстия.
По сути дела это свидетельствует о том, что ударный инструмент, описанный в данном разделе, может быть также использован для нагартовки, предпочтительно ударного упрочнения, переходного радиуса и/или скоса, несмотря на то, что в целях лучшего понимания в приведенном ниже и последующем описании этот ударный инструмент используют для машинной обработки цилиндрического участка.
В частности, может быть предусмотрено проталкивание по меньшей мере одной ударной головки в радиальном направлении наружу ортогонально центральной оси ударного инструмента или центральной оси смазочного отверстия. Тем не менее, по меньшей мере одна ударная головка может быть протолкнута в радиальном направлении наружу под любым углом относительно центральной оси ударного инструмента или смазочного отверстия.
Чтобы как можно полнее и равномернее упрочнить внутреннюю поверхность или внутреннюю стенку смазочного отверстия в области цилиндрического участка, может быть предусмотрено непрерывное, периодическое или рассчитанное по времени поворачивание ударного инструмента в смазочном отверстии вокруг центральной оси смазочного отверстия во время процесса упрочнения. Кроме того, может быть предусмотрено непрерывное, периодическое или рассчитанное по времени осевое перемещение ударного инструмента вдоль центральной оси смазочного отверстия во время процесса упрочнения.
Для упрочнения цилиндрического участка могут быть предусмотрено использование двух, трех, четырех, пяти, шести или даже больше ударных головок. Ударные головки могут быть предпочтительно расположены равномерно вокруг центральной оси ударного инструмента, чтобы равномерно упрочнять внутреннюю стенку смазочного отверстия, выдвигаясь от центральной оси смазочного отверстия. В случае использования одной или более ударных головок, возможно, можно обойтись без поворота ударных головок в смазочном отверстии, или можно уменьшить требуемый диапазон угла поворота.
Для поддержки ударного инструмента в смазочном отверстии на его внутренней стенке, в частности, в случае использования только одной ударной головки, может быть предусмотрено по меньшей мере одно опорное устройство. Опорное устройство может быть сформировано из материала, описанного в контексте опорного элемента, упомянутого выше.
Для повышения скорости обработки во время упрочнения соответственно длинного цилиндрического участка либо частичного или полного исключения необходимости осевого перемещения ударного инструмента во время упрочнения могут быть предусмотрены несколько осевых плоскостей, причем в каждом случае в ударном инструменте может быть предусмотрена по меньшей мере одна ударная головка для, например, двух, трех, четырех, пяти, шести или даже более плоскостей.
Может быть предусмотрено прижатие по меньшей мере одной ударной головки к внутренней стенке с непрерывным давлением или ударное упрочнение при помощи ударного действия.
В одном усовершенствованном варианте может быть предусмотрено гидравлическое, пневматическое или электромеханическое выталкивание по меньшей мере одной ударной головки из ударного инструмента.
Электромеханический вариант осуществления может быть реализован, в частности, с помощью электромеханического исполнительного механизма, который преобразовывает один или более электрических сигналов в механическое движение или соответственно подходящую физическую переменную.
Также может быть предусмотрена любая комбинированная гидравлическая, пневматическая, электрическая и/или механическая конфигурация.
В альтернативном усовершенствованном варианте может быть предусмотрено механическое выталкивание из ударного инструмента по меньшей мере одной ударной головки в радиальном направлении с использованием по меньшей мере одного клина или по меньшей мере одной шариковинтовой передачи.
Например, может быть предусмотрен шаровой роликовый шпиндель, на котором с обеих сторон имеются гайки в виде ударных головок, которые могут перемещаться на шаровом роликовом шпинделе в направлении внутренней стенки смазочного отверстия. В частности, может быть предусмотрен конический шаровой роликовый шпиндель, который может приводиться в действие посредством шпинделя, вводимого в осевом направлении в смазочное отверстие.
В одном варианте осуществления настоящего изобретения для ударного упрочнения одного из концов смазочных отверстий и/или одного из цилиндрических участков смазочных отверстий может быть предусмотрен предварительный поворот коленчатого вала посредством приводного устройства вдоль направления вращения в позицию удара с последующим использованием стопорного устройства для стопорения коленчатого вала в позиции удара и введением затем ударной силы в конец смазочного отверстия и/или в цилиндрический участок смазочного отверстия посредством ударного инструмента.
Таким образом можно существенно, если не полностью, предотвратить (паразитные) напряжения сдвига. Также возможно предотвращение нежелательного поворота коленчатого вала в результате удара неточно ориентированным ударным инструментом.
Посредством стопорного устройства можно также вводить силу особенно целенаправленно в требуемую область. Это возможно потому, что при нанесении удара ударным инструментом коленчатый вал не может нежелательным образом поворачиваться вдоль или против направления вращения.
При помощи стопорного устройства можно, в частности, обеспечить высокоточную нагартовку или ударное упрочнение. Позиции удара, а также интервалы между ударами, могут быть реализованы особенно целенаправленно и с небольшими допусками.
Стопорное устройство может представлять собой устройство, которое стопорит коленчатый вал предпочтительно посредством нежесткой блокировки и/или жесткой блокировки, или путем вмешательства с этой целью в приводной механизм или в устройство. Предпочтительно предусмотрены средства стопорения при помощи нежесткой блокировки, в которых стопорящую силу выбирают так, чтобы предотвратить или по меньшей мере подавить вращение коленчатого вала во время введения ударной силы.
Стопорное устройство может быть стопорным устройством с гидравлическим, пневматическим и/или электрическим приводом.
Стопорное устройство предпочтительно имеет один или более тормозных башмаков, например, два тормозных башмака, три тормозных башмака, четыре тормозных башмака или более тормозных башмаков.
Стопорное устройство предпочтительно прикреплено к приводному устройству обрабатываемой детали. Например, стопорное устройство может быть расположено на кулачковом патроне или прижимном фланце, крепежном фланце или планшайбе приводного устройства заготовки или непосредственно на двигателе или приводе.
В частности, в случае ударного упрочнения проходящих под косым углом смазочных отверстий использование стопорного устройства может обеспечивать преимущество, заключающееся в предотвращении поворота коленчатого вала в случае косого удара по смазочному отверстию.
Начинающиеся с соответствующей опорной поверхности смазочные отверстия обычно проходят перпендикулярно через шейку или к центральной оси соответствующей шейки. Однако смазочные отверстия могут также проходить под косым углом через соответствующую шейку, например, если смазочное отверстие шатунной шейки должно быть соединено со смазочным отверстием коренной шейки без дополнительного соединительного отверстия.
Способ в соответствии с настоящим изобретением предпочтительно используют для нагартовывания (в частности, для ударного упрочнения) перпендикулярно проходящего смазочного отверстия. Однако настоящее изобретение может быть также использовано для упрочнения проходящих под косым углом смазочных отверстий, причем в таком случае ударный инструмент предпочтительно точно также действует перпендикулярно концу смазочного отверстия. Тем не менее, в данном случае или вообще ударный инструмент может быть также наклонен под косым углом. Центральная ось ударного инструмента предпочтительно соосна с центральной осью смазочного отверстия, подлежащего упрочнению, чтобы вводимая ударная сила тоже проходила вдоль центральной оси смазочного отверстия.
Для этой цели, возможно, потребуется использовать опорные средства во избежание проскальзывания или выгибания ударного инструмента.
В одном варианте осуществления настоящего изобретения для управления приводным механизмом может быть предусмотрено использование позиционного контроллера с обратной связью, чтобы поворачивать коленчатый вал в позицию удара, причем коленчатый вал поворачивают предпочтительно пошагово или с точным расчетом по времени.
Таким образом с помощью позиционного контроллера с обратной связью можно добиться позиционного перемещения коленчатого вала. Например, позиционный контроллер с обратной связью может быть использован для поворота коленчатого вала пошагово или с точным расчетом по времени из одной позиции удара в следующую позицию удара. В самом простом случае для этой цели может быть предусмотрен поточечный контроллер с обратной связью или позиционный контроллер.
Приводное устройство может содержать двигатель, в частности электродвигатель. Электродвигатель может быть по существу любым электродвигателем, например, трехфазным двигателем (в частности, трехфазной асинхронной машиной), двигателем переменного тока, двигателем постоянного тока или универсальным двигателем.
Предпочтительно может быть использован шаговый двигатель.
Также может быть предусмотрено состоящее из двух частей приводное устройство, и в таком случае, например, двигатель предусмотрен на каждом конце коленчатого вала, т. е. синхронный привод или двухсторонний привод.
В одном варианте осуществления настоящего изобретения может быть предусмотрена синхронизация контроллера приводного устройства и контроллера стопорного устройства друг с другом так, что стопорное устройство стопорит коленчатый вал только тогда, когда он неподвижен в позиции удара.
В случае соответствующей конструкции, например, в случае конструкции на основе нежесткой блокировки, стопорное устройство по существу может также быть использовано для торможения вращательного движения коленчатого вала. Однако в особенности предпочтительно использовать стопорное устройство только для стопорения коленчатого вала в позиции удара, благодаря чему на динамику или вращение коленчатого вала влияет только приводное устройство. Т. е. вращающий момент, который приводит к ускорению (или торможению) коленчатого вала, следует предпочтительно вводить исключительно с помощью приводного устройства. Например, контроллер приводного устройства (например позиционный контроллер с обратной связью) и/или контроллер стопорного устройства могут иметь весьма простую конструкцию. Поэтому может быть достаточно просто синхронизировать моменты времени, в которые приводное устройство и стопорное устройство действуют на коленчатый вал, путем соответствующего распределения по времени. Таким образом, приводное устройство и стопорное устройство предпочтительно не действуют на коленчатый вал одновременно.
В одном варианте осуществления настоящего изобретения может быть также предусмотрена синхронизация контроллера стопорного устройства и контроллера по меньшей мере одного ударного инструмента друг с другом так, что по меньшей мере один ударный инструмент вводит ударную силу в по меньшей мере один конец смазочного отверстия и/или в цилиндрический участок смазочного отверстия коленчатого вала только тогда, когда коленчатый вал застопороен в позиции удара.
Это позволяет полностью избежать нежелательных напряжений сдвига.
Синхронизация контроллеров приводного устройства, фиксирующего устройства и/или по меньшей мере одного ударного инструмента может быть также выполнена таким образом, чтобы моменты времени или интервалы времени, в которые отдельные компоненты действуют на коленчатый вал, по меньшей мере частично перекрывались. Таким образом можно достичь более быстрой тактовой частоты способа в целом.
В одном варианте осуществления настоящего изобретения может быть предусмотрено приводное устройство, выполненное в виде непосредственного привода.
Предпочтительно предусмотрено приводное устройство без муфты.
В данном случае под непосредственным приводом следует понимать привод в том случае, когда двигатель, предпочтительно электродвигатель, и приводной вал соединены или сопряжены напрямую или без передаточного коэффициента. В частности, может отсутствовать передача.
При использовании способа в соответствии с настоящим изобретением также предпочтительно можно отказаться от муфты, в частности муфты скольжения. Муфта скольжения, используемая, помимо прочего, для защиты компонентов, предусмотрена, например, в способе согласно EP 1 716 260 B1 во избежание повреждения приводного устройства или механизма во время принудительной остановки коленчатого вала в результате удара ударной головки. Такое повреждение исключено в случае способа, описанного в настоящем документе, поэтому муфта скольжения может стать ненужной.
Таким образом, конструкция приводного устройства крайне проста и потому экономична.
В одном варианте осуществления настоящего изобретения может быть предусмотрено, в частности, отдельное друг от друга расположение стопорного устройства и приводного устройства.
Стопорное устройство предпочтительно не предназначено в качестве тормозного устройства внутри приводного устройства, что могло бы потребоваться, например, для позиционного управления с обратной связью. Обычно в приводном устройстве, которое содержит электродвигатель и выполняет операцию позиционирования посредством позиционного контроллера с обратной связью, тормозное устройство не предусмотрено в любом случае, поскольку в результате управления с обратной связью напряжением и/или током электродвигателя образуются крутящие моменты. Если же приводное устройство содержит обычное тормозное устройство, то в дополнение к нему может быть предусмотрено и выполнено в виде независимого от него узла стопорное устройство в соответствии с настоящим изобретением.
Стопорное устройством может быть по существу расположено отдельно внутри приводного устройства. В этом случае тоже предпочтительно имеются взаимно независимые компоненты, которые пространственно разнесены и/или функционально независимы.
В альтернативном варианте осуществления, который не является предпочтительным, может быть использовано тормозное устройство приводного устройства. Для этой цели указанное тормозное устройство должно быть соответствующим образом выполнено, чтобы коленчатый вал не вращался во время введения ударной силы.
В одном варианте осуществления настоящего изобретения также может быть предусмотрено опосредованное стопорение коленчатого вала стопорным устройством за счет стопорения стопорным устройством крепежного устройства, выполненного с возможностью вращения, предпочтительно крепежного фланца или прижимного фланца крепежного устройства, причем коленчатый вал прикреплен к этому крепежному фланцу или крепежному устройству.
Вместо крепежного фланца или в дополнение к крепежному фланцу крепежное устройство может также содержать планшайбу или некоторые другие средства зажима.
В частности, может быть предусмотрена планшайба с несколькими зажимными губками, например, двумя, тремя, четырьмя, пятью, шестью или более зажимными губками. Таким способом можно фиксировать разные типы коленчатых валов разных диаметров.
Обычно для обработки коленчатого вала его фиксируют с возможностью вращения на приводном вале посредством крепежного устройства.
Чтобы застопорить коленчатый вал в позиции удара, стопорное устройство может по существу войти в зацепление в любой требуемой позиции, т. е. механически соединиться с приводным устройством или коленчатым валом. Например, стопорное устройство может входить в зацепление с самим коленчатым валом, может входить в зацепление с приводным устройством, например, с приводным валом, может входить в зацепление за пределами приводного устройства, например, с приводным валом, или может особенно предпочтительно входить в зацепление с крепежным устройством, в частности, с крепежным фланцем, или планшайбой, или некоторыми другими средствами зажима.
В одном варианте осуществления настоящего изобретения может быть предусмотрено вхождение в зацепление стопорного устройства с крепежным устройством, или крепежным фланцем, или планшайбой, или прижимным фланцем в области наружной окружности.
В силу того, что стопорное устройство входит в зацепление в области наружной окружности планшайбы или вала, стопорные силы, которые должны быть сообщены, или которые требуются, могут быть ниже. Стопорная сила зависит от радиальной позиции стопорного устройства относительно оси вращения приводного вала - чем больше радиальное расстояние от оси вращения, тем меньше сила, требующаяся для блокировки крутящего момента. Особенно эффективно в данном случае, если устройство входит в зацепление только тогда, когда коленчатый вал уже неподвижен в позиции удара.
Стопорное устройство может по существу также входить в зацепление на нескольких участках устройства обработки. Например, может быть предусмотрено вхождение стопорного устройства в зацепление каждый раз в одном подходящем местоположении в области обоих концов коленчатого вала, например на крепежных фланцах, расположенных там.
Также может быть предусмотрена опора в виде задней бабки, чтобы поддерживать с возможностью вращения или фиксировать коленчатый вал на его конце, удаленном от приводного устройства.
При этом стопорное устройство может, например, входить в зацепление в области приводного устройства или приводного вала и/или в области опоры. В данном случае предпочтительно также, чтобы стопорное устройство входило в зацепление с крепежным устройством, преимущественно с крепежным фланцем, как описано.
В одном варианте осуществления настоящего изобретения может быть предусмотрено стопорное устройство, выполненное с возможностью предотвращения вращения коленчатого вала против и/или в направлении вращения коленчатого вала.
Давления удара, которые реализуют с помощью ударного поршня для формирования ударной, силы, могут в зависимости от режима работы достигать от 10 до 300 бар, предпочтительно от 30 до 180 бар и особенно предпочтительно от 50 до 130 бар.
Температура в области сегмента или переходного радиуса коленчатого вала, подлежащего машинной обработке, должна быть предпочтительно не выше 65°C; предпочтительны значения от 12°C до 25°C.
В способе согласно настоящему изобретению для нагартовки коленчатого вала помимо нагартовки по меньшей мере одного конца смазочного отверстия и/или по меньшей мере одного цилиндрического участка смазочного отверстия может быть предусмотрено ударное упрочнение переходных радиусов коленчатого вала, в частности, переходных радиусов между шатунными шейками и щеками кривошипа и/или переходных радиусов между коренными шейками и щеками кривошипа коленчатого вала, после или одновременно с упрочнением по меньшей мере одного конца смазочного отверстия и/или цилиндрического участка смазочного отверстия.
Признаки и этапы способа, который были описаны выше в отношении ударного упрочнения концов или цилиндрических участков смазочных отверстий, могут быть также, если это не исключено технически, предусмотрены для ударного упрочнения переходных радиусов между шатунными шейками и щеками кривошипа и/или между коренными шейками и щеками кривошипа.
В одном варианте осуществления настоящего изобретения, относящемся к ударному упрочнению переходных радиусов между шатунными шейками и щеками кривошипа и/или между коренными шейками и щеками кривошипа, по меньшей мере один ударный инструмент может выполнять ударное движение или вводить ударную силу с периодичностью предпочтительно с тактовой частотой или частотой ударов от 0,5 Гц до 30 Гц, особенно предпочтительно с тактовой частотой от 0,5 Гц до 5 Гц и весьма предпочтительно с тактовой частотой от 0,5 Гц до 3 Гц.
Само собой разумеется, также могут быть предусмотрены другие тактовые частоты, например, частоты ударов от 0,1 Гц до 50 Гц, однако наиболее подходят значения, указанные выше.
Коленчатый вал обычно имеет переходные радиусы при всех переходах или изменениях в поперечном сечении. Это касается, в частности, изменений в поперечном сечении между шейками и щеками кривошипа. Однако переходные радиусы также могут быть предусмотрены для любых других изменений в поперечном сечении, в частности, для изменений в поперечном сечении в концевых секциях коленчатого вала, в частности, при переходе во фланец, диск, вал и т. п. Таким образом, переходной радиус коленчатого вала, усталостную прочность которого нужно улучшить, необязательно должен находиться между шатунной шейкой и щекой кривошипа или коренной шейкой и щекой кривошипа, а скорее может быть расположен в любом месте коленчатого вала. Выражения «шатунная шейка», «коренная шейка», «фланец», «шейка» и/или «щека кривошипа» могут быть истолкованы специалистом в данной области техники со своей точки зрения соответствующим образом.
Переходные радиусы коленчатого вала могут быть разных типов, например, галтели, например в форме коробовой арки, или также поднутренные радиусы и радиусы с переходами. Переходные радиусы могут, например, переходить по касательной в точки шейки или опорные поверхности коренных или шатунных шеек.
Это также касается переходов в фланцы, шейки и других геометрических изменений в поперечном сечении, как для тангенциальных радиусов, так и для поднутренных радиусов.
В одном варианте осуществления может быть предусмотрено выполнение ударного упрочнения переходных радиусов между шатунными шейками и щеками кривошипа и/или между коренными шейками и щеками кривошипа так, чтобы отпечатки от ударов ударной головки ударного инструмента перекрывались определенным образом вдоль соответствующего переходного радиуса, кольцеобразно охватывающего шатунную шейку или коренную шейку.
В частности, если отпечатки от удара ударной головки вдоль соответствующего переходного радиуса коленчатого вала, кольцеобразно охватывающего шейку, перекрываются, т. е., если позиции удара расположены близко друг к другу, то ударную силу необходимо вводить с высокой точностью и целенаправленно. Без вышеописанного стопорного устройства это сложно, так как во время введения ударной силы коленчатый вал будет по меньшей мере частично поворачиваться обратно из позиции удара в предыдущую позицию удара, если ударная головка входит в отпечаток от предыдущего удара. Так как было обнаружено, что особенно эффективного улучшения усталостной прочности или усталостной прочности при изгибе и усталостной прочности при кручении можно достичь посредством отпечатков от ударов, перекрывающихся или тесно расположенных в точно определенных позициях удара, использование стопорного устройства особенно эффективно в сочетании с внедрением тесно расположенных позиций удара и/или точных промежутков между ними, в частности, таким образом, чтобы отпечатки от ударов перекрывались или пересекались.
Изобретение также относится к устройству для ударного упрочнения коленчатого вала, причем коленчатый вал имеет шатунные шейки, коренные шейки и щеки кривошипа, а шатунные шейки и коренные шейки имеют смазочные отверстия.
В соответствии с настоящим изобретением устройство предусматривает введение ударной силы посредством ударной головки ударного инструмента по меньшей мере в конец смазочного отверстия одного из смазочных отверстий и/или в по меньшей пере один цилиндрический участок смазочных отверстий.
Признаки, которые уже описаны в связи со способом согласно настоящему изобретению, само собой разумеется, также могут быть эффективно реализованы для устройства в соответствии с настоящим изобретением, и наоборот. Кроме того, преимущества, уже упомянутые в связи со способом согласно настоящему изобретению, можно также понимать как относящиеся к устройству в соответствии с настоящим изобретением, и наоборот.
В одном варианте осуществления устройства может быть также предусмотрено приводное устройство для поворота коленчатого вала в позицию удара. Кроме того, может быть предусмотрено стопорное устройство для стопорения коленчатого вала в позиции удара, причем также предусмотрен по меньшей мере один ударный инструмент для введения в позиции удара ударной силы в по меньшей мере один конец и/или в по меньшей мере один цилиндрический участок смазочного отверстия.
Кроме того, устройство может также быть выполнено с возможностью введения ударных сил и в переходные радиусы между шатунными шейками и щеками кривошипа, и/или коренными шейками и щеками кривошипа, и/или переходы во фланцы, шейки и другие геометрические изменения в поперечном сечении коленчатого вала, как в тангенциальные, так и в поднутренные радиусы.
Может быть предусмотрено, чтобы устройство управления без обратной связи и/или с обратной связью содержало контроллеры стопорного устройства, приводного устройства и/или по меньшей мере одного ударного инструмента.
Устройство управления без обратной связи и/или с обратной связью может быть выполнено в виде микропроцессора.
Вместо микропроцессора для реализации устройства управления без обратной связи и/или с обратной связи также может быть предусмотрено любое другое устройство, например, одна или более схем из дискретных электрических компонентов на печатной плате, программируемый логический контроллер (PLC), специализированная заказная интегральная схема (ASIC) или какая-либо другая программируемая схема, в том числе, например, программируемая пользователем вентильная матрица (FPGA), и/или имеющийся в продаже компьютер.
Изобретение также относится к компьютерной программе со средствами программного кода для выполнения вышеописанного способа при исполнении программы на устройстве управления без обратной связи и/или с обратной связью, в частности, на микропроцессоре.
Некоторые из компонентов устройства согласно настоящему изобретению могут по существу соответствовать, с точки зрения их конструкции, устройству согласно EP 1 716 260 B1, поэтому содержимое описания EP 1 716 260 B1 полностью включено в настоящий документ путем ссылки.
Изобретение также относится к коленчатому валу, изготовляемому в соответствии со способом, описанным выше.
Коленчатый вал в соответствии с настоящим изобретением отличается от обычных коленчатых валов, в частности, тем фактом, что его концы смазочных отверстий и/или цилиндрические участки смазочных отверстий нагартовывают, предпочтительно ударно упрочняют.
Если, к тому же, ударно упрочняют переходные радиусы между шатунными шейками и щеками кривошипа и/или коренными шейками и щеками кривошипа, это может улучшить специфическое упрочнение коленчатого вала, в частности, если используют стопорное устройство с интервалами между ударами таким образом, что отпечатки от отдельных ударов перекрываются.
Далее со ссылкой на чертежи будут более подробно описаны примеры осуществления настоящего изобретения.
На каждой из фигур изображены предпочтительные примеры осуществления, в которых отдельные признаки настоящего изобретения проиллюстрированы в сочетании друг с другом. Признаки примера осуществления также могут быть реализованы отдельно от других признаков того же примера осуществления и могут быть, соответственно, легко объединены специалистом в данной области с другими примерами осуществления для получения других содержательных комбинаций и подкомбинаций.
На фигурах элементы с идентичными функциями обозначены одинаковыми номерами позиций.
Все фигуры представлены в схематическом виде:
Фиг. 1 показывает общий вид устройства в соответствии с настоящим изобретением для выполнения способа в первом варианте осуществления;
Фиг. 2 показывает пример блок-схемы способа в соответствии с настоящим изобретением;
Фиг. 3 показывает вид в перспективе части устройства в соответствии с настоящим изобретением для выполнения способа во втором варианте осуществления;
Фиг. 4 показывает в увеличенном виде указанный на Фиг. 1 буквой «A» фрагмент ударного устройства с ударным инструментом и ударной головкой со сферической поверхностью;
Фиг. 5a показывает ударное устройство с ударным инструментом с двумя ударными головками, каждая со сферической поверхностью, во время упрочнения проходящих по прямой линии смазочных отверстий;
Фиг. 5b показывает ударное устройство, изображенное на Фиг. 5a, во время упрочнения проходящих под прямым углом смазочных отверстий;
Фиг. 6 показывает подробно пример коленчатого вала со смазочными отверстиями и соединительным отверстием между перпендикулярно проходящим смазочным отверстием шатунной шейки и перпендикулярно проходящим смазочным отверстием коренной шейки;
Фиг. 7 показывает пример конца смазочного отверстия и схематическое изображение ударного упрочнения с использованием головок разных размеров;
Фиг. 8 показывает пример ударного упрочнения с использованием ударной головки, имеющей фасонную часть;
Фиг. 9 показывает пример ударного упрочнения с использованием ударной головки с одновременным формированием переходного радиуса или фаски в конце смазочного отверстия;
Фиг. 10 показывает наклоненный под косым углом ударный инструмент в еще одном варианте осуществления для упрочнения проходящего под косым углом смазочного отверстия;
Фиг. 11 показывает смазочное отверстие в разрезе с переходным радиусом, скосом и цилиндрическим участком;
Фиг. 12 показывает пневматический/гидравлический или электромеханический ударный инструмент для нагартовки цилиндрического участка смазочного отверстия;
Фиг. 13 показывает пневматический/гидравлический или электромеханический ударный инструмент для нагартовки цилиндрического участка масляного отверстия с ударными головками, расположенными в нескольких плоскостях по высоте; и
Фиг. 14 показывает ударный инструмент для нагартовки цилиндрического участка масляного отверстия посредством клина и нескольких ударных головок.
Устройство, общий вид которого приведен на Фиг. 1, по существу соответствует, с точки зрения его конструкции, устройствам согласно DE 34 38 742 C2 и EP 1 716 260 B1 с ударными устройством 1, поэтому далее будут более подробно рассмотрены только важные детали и отличия по сравнению с известным уровнем техники.
В примере варианта осуществления в соответствии с настоящим изобретением будет проиллюстрирован способ упрочнения на основе процесса ударного упрочнения. Однако это не следует понимать как ограничение. Способ в соответствии с настоящим изобретением может также реализовывать некоторые другие процессы нагартовки.
Устройство имеет станину 2 и приводное устройство 3. Приводное устройство 3 используют для перемещения или вращения коленчатого вала 4 вдоль направления вращения в позицию удара.
Коленчатый вал 4 имеет шатунные шейки 5 и коренные шейки 6, между которыми в каждом случае расположены щеки 7 кривошипа. Переходные радиусы 8 (см. Фиг. 4-6) образованы между шатунными шейками 5 и щекой 7 кривошипа и между коренными шейками 6 и щекой 7 кривошипа, или в целом между переходами в поперечном сечении коленчатого вала 4.
На стороне коленчатого вала 4, которая обращена к приводному устройству 3, предусмотрено крепежное устройство 9, которое имеет зажимной диск или крепежный фланец 10. На стороне коленчатого вала 4, которая удалена от приводного устройства 3, предусмотрена опора 11 предпочтительно в виде задней бабки, которая тоже имеет крепежное устройство 9 в целях приема с возможностью вращения или фиксации с возможностью вращения коленчатого вала 4. В качестве альтернативы или в дополнение к опоре 11 может быть предусмотрен задний суппорт, который расположен симметрично относительно вращения.
В соответствии с одним вариантом осуществления настоящего изобретения предложено стопорное устройство 12, которое входит в зацепление в области наружной окружности крепежного устройства 9. По существу стопорное устройство 12 может быть расположено в любом требуемом месте в пределах устройства, чтобы прикладывать стопорную силу к выходному валу приводного устройства 3 или к входному валу 13, который в данном случае идентичен упомянутому выходному валу, крепежного устройства 9, и тем самым к коленчатому валу 4. Стопорное устройство 12 может также входить в зацепление в нескольких местах устройства. В качестве примера пунктирными линиями показана вторая часть стопорного устройства 12, введенная в зацепление с крепежным устройством 9 в области опоры 11.
Стопорное устройство 12 основано, например, на нежестком стопорящем действии с использованием тормозного устройства 14 с башмаком, показанного только схематически.
Ударное устройство 1, показанное на Фиг. 1, представляет собой ударное устройство 1 для ударного упрочнения по меньшей мере одного конца 30 смазочного отверстия (см., в частности, Фиг. 7-9) смазочного отверстия 31 (см. Фиг. 4-10) и/или по меньшей мере одного цилиндрического участка 38 (см.Фиг. 11) одного из смазочных отверстий 31. Однако изображенное ударное устройство 1 может быть также выполнено с возможностью ударного упрочнения по меньшей мере одного переходного радиуса 8 между шатунной шейкой 5 и щекой 7 кривошипа и/или по меньшей мере одного переходного радиуса 8 между коренной шейкой 6 и щекой 7 кривошипа коленчатого вала 4. Могут быть также предусмотрены несколько ударных устройств 1, причем по меньшей мере одно из ударных устройств 1 выполнено с возможностью упрочнения концов 30 смазочных отверстий и/или цилиндрического участка 38 и по меньшей мере еще одно ударное устройство выполнено с возможностью упрочнения переходных радиусов 8 между шатунными шейками 5 и щекой 7 кривошипа и/или между коренными шейками 6 и щекой кривошипа 7.
Что касается принципа действия настоящего изобретения, стопорное устройство 12 по существу не является обязательным, но может обеспечивать преимущество, например, в том числе, при ударном упрочнении проходящих под косым углом смазочных отверстий 31, заключающееся в предотвращении вращения коленчатого вала 4 во время введения ударной силы.
Кроме того, на Фиг. 1 показано устройство 15 смещения и регулировки, которое предусмотрено для перемещения ударного устройства, как показано на примере, вдоль продольной оси коленчатого вала, для соответствующего расположения ударного устройства 1 возле шатунной шейки 5 или коренной шейки 6, концы смазочных отверстий которых подлежат ударному упрочнению.
На Фиг. 2 показана иллюстративная блок-схема для примера способа, который может соответствовать четырем этапам (вращение, стопорение, нанесение удара, высвобождение). Этапы способа стопорения и высвобождения в данном случае являются необязательными, но обеспечивают преимущество.
Для управления приводным устройством 3, которое предпочтительно содержит электродвигатель, может быть использовано позиционное управление с обратной связью для поворота коленчатого вала 4 в соответствующую позицию удара, причем коленчатый вал 4 поворачивают предпочтительно пошагово или с точным расчетом по времени.
После того, как коленчатый вал 4 повернут приводным устройством 3 в позицию удара, коленчатый вал 4 сначала стопорят в позиции удара с помощью необязательного стопорного устройства 12.
Затем посредством по меньшей мере одного ударного инструмента 16 (см. Фиг. 4, Фиг. 5a/5b и Фиг. 10) вводят ударную силу в по меньшей мере один конец 30 смазочного отверстия 31 коленчатого вала 4 и/или в по меньшей мере один цилиндрический участок 38 смазочного отверстия 31 коленчатого вала 4. Кроме того, ударная сила может быть также введена в по меньшей мере один переходной радиус 8 коленчатого вала 4 посредством того же самого или по меньшей мере одного (дополнительного) ударного инструмента.
Предпочтительно контроллер приводного устройства 3 и контроллер стопорного устройства 12 синхронизированы друг с другом так, что стопорное устройство 12 стопорит коленчатый вал 4 только тогда, когда коленчатый вал 4 неподвижен в позиции удара.
Кроме того, контроллеры стопорного устройства 12 и по меньшей мере одного ударного инструмента 16 (или по меньшей мере одного ударного устройства 1) тоже могут быть синхронизированы так, чтобы по меньшей мере один ударный инструмент 16 вводил ударную силу в конец 30 смазочного отверстия или в цилиндрический участок 38 смазочного отверстия коленчатого вала 4 только тогда, когда коленчатый вал 4 застопорен в позиции удара. После этого стопорение коленчатого вала 4 снова прекращается.
В дальнейшем способ может быть повторен необходимое количество раз для того же самого конца 30 смазочного отверстия или того же самого смазочного отверстия 31, например, с небольшим изменением позиции удара и/или угла удара.
После того, как конец 30 смазочного отверстия и/или цилиндрический участок 38 смазочного отверстия ударно упрочен нужны образом, ударное устройство 16 или все ударное устройство 1 может быть перемещено к следующему концу 30 смазочного отверстия, подлежащему упрочнению, и/или к следующему цилиндрическому участку 38, подлежащему упрочнению(того же самого или другого смазочного отверстия 31), с последующим повтором способа, состоящего из этапов «вращения», «стопорения» (необязательно), «нанесения удара» и «высвобождения» (необязательно).
Аналогичным образом могут быть предусмотрены контроллер или последовательность для ударного упрочнения переходных радиусов 8 между шатунными шейками 5 и щеками 7 кривошипа и/или коренными шейками 6 и щеками 7 кривошипа. Также может быть предусмотрен общий контроллер.
По меньшей мере один ударный инструмент 16 или по меньшей мере одно ударное устройство 1 может вводить ударное движение или ударную силу с периодичностью, например, с тактовой частотой и/или частотой ударов от 0,1 Гц до 50 Гц, предпочтительно с тактовой частотой и/или частотой ударов от 0,3 Гц до 10 Гц, особенно предпочтительно с тактовой частотой и/или частотой ударов от 0,5 Гц до 5 Гц и весьма предпочтительно с тактовой частотой и/или частотой ударов от 0,5 Гц до 3 Гц. Может быть предусмотрено введение нескольких (по меньшей мере двух) ударов в смазочное отверстие 31 с указанной частотой ударов или, в случае упрочнения переходных радиусов 8 между шатунными шейками 5 и щеками 7 кривошипа или переходных радиусов 8 между коренными шейками 6 и щеками 7 кривошипа, изменение позиции удара с указанной тактовой частотой с последующим выполнением одного или более ударов.
Для выполнения способа может быть предусмотрено устройство 29 управления без обратной связи и/или с обратной связью, предпочтительно содержащее микропроцессор. Устройство 29 управления без обратной связи и/или с обратной связью может также, например, включать в себя контроллеры приводного устройства 3, стопорного устройства 12 и/или по меньшей мере одного ударного инструмента 16 или синхронизировать их.
В частности, может быть предусмотрена компьютерная программа со средствами программного кода для осуществления способа в соответствии с настоящим изобретением путем исполнения ее на устройстве 29 управления без обратной связи и/или с обратной связью, в частности на микропроцессоре.
На Фиг. 3 показан вид в перспективе детали устройства для выполнения способа в соответствии с настоящим изобретением, но без ударного устройства. При этом устройство, изображенное на Фиг. 3, по существу идентично устройству, изображенному на Фиг. 1, поэтому ниже будут рассмотрены только важные отличия.
В этом случае тоже предусмотрено приводное устройство 3. Кроме того, вариант осуществления, изображенный на Фиг. 3, относится также к случаю, когда внутри приводного устройства 3 расположено необязательное стопорное устройство (не показано). Таким образом, хотя стопорное устройство предпочтительно расположено так, как показано на Фиг. 1, стопорное устройство может быть также размещено внутри приводного устройства 3. Однако при этом, тем не менее, предусмотрено, что стопорное устройство выполнено с возможностью приведения в действие отдельно от приводного устройства 3. На Фиг. 3 стопорное устройство не является составляющей частью приводного устройства 3. Приводное устройство 3 может дополнительно иметь специально предназначенное тормозное устройство.
Кроме того, предусмотрено крепежное устройство 9, которое имеет крепежный фланец 10 и прикрепленную к нему планшайбу с зажимными губками для фиксации коленчатого вала 4. Планшайба с зажимными губками крепежного устройства 9 расположена на крепежном фланце 10 с возможностью регулирования на средстве 17 выравнивания, благодаря чему продольная ось CKW коленчатого вала 4 может быть смещена относительно оси вращения C приводного вала 13.
Коленчатый вал 4, изображенный на Фиг. 3, имеет конфигурацию, которая отличается от конфигурации коленчатого вала 4, изображенного на Фиг. 1, но по существу точно также содержит шатунные шейки 5, коренные шейки 6 и щеки 7 кривошипа.
На Фиг. 3 (как и на Фиг. 1) может быть предусмотрено дополнительное крепежное устройство 9 на конце коленчатого вала 4, удаленном от приводного устройства 3, хотя это дополнительное крепежное устройство может также отсутствовать.
Ударное устройство 1, изображенное на Фиг. 1, показано более подробно на примере, приведенном на Фиг. 4. Способ ударного упрочнения может быть по существу реализован с использованием любого ударного устройства 1. Однако ударное устройство 1, описанное ниже, является наиболее подходящим. Оно имеет основной корпус 18, который может быть обеспечен призматическим упором, соответствующим радиусу сегмента коленчатого вала, подлежащим обработке, и который предпочтительно имеет направляющие 19, которые направляют ударный инструмент 16 и обеспечивают соответствующей степенью свободы с точки зрения угла опоры относительно отклоняющего узла 20, что выгодно для адаптации к размерам коленчатого вала 4. На переднем конце ударного инструмента 16 в качестве ударной головки 21 расположен шар, т. е. ударная головка 21 имеет сферическую поверхность для ударного упрочнения. Ударный поршень 23 и отклоняющий узел 20 соединены промежуточной частью 22, которая передает энергию удара ударному инструменту 16. Промежуточная часть 22 может также отсутствовать.
Для повышения эффективности удара к стороне шейки 5, которая удалена от основного корпуса 18, может быть прикреплена зажимная призма 24 при помощи пружин посредством регулируемых зажимных болтов с зажимными гайками (не показаны подробно здесь). При этом возможны другие конструктивные решения.
За счет расположения нескольких ударных устройств 1 по всей длине коленчатого вала 4, подлежащего машинной обработке, при необходимости можно одновременно подвергнуть машинной обработке от нескольких до всех областей или смазочных отверстий 31 коленчатого вала 4.
В коленчатом вале 4, показанном на Фиг. 4, смазочное отверстие 31 изображено пунктирными линиями на шатунной шейке 5, причем это смазочное отверстие проходит по центру и перпендикулярно шатунной шейке 5 и заканчивается приблизительно посередине шатунной шейки 5. Для соединения с масляным контуром блока цилиндров посредством коренной шейки 6 предусмотрено соединительное отверстие 32. Для соединения с масляным контуром блока цилиндров посредством примыкающей коренной шейки 6 предусмотрено соединительное отверстие 32 (не показано на Фиг. 4). Ударное устройство 1 и ударный инструмент 16 в примере осуществления выровнены так, что конец 30 смазочного отверстия 31 может быть ударно упрочнен. С этой целью в конец 30 смазочного отверстия вводят ударную силу посредством ударной головки 21 ударного инструмента 16.
Для выравнивания ударного инструмента 16 с концом 30 смазочного отверстия основной корпус 18 ударного устройства 1 поддерживается двумя опорными элементами 33 (или состоящим из нескольких частей или охватывающим опорным элементом) на щеках 7 кривошипа, которые примыкают к шатунным шейкам 5. Опорные элементы 33 могут также служить для обеспечения того, чтобы ударный инструмент 16 не изгибался или не скользил во время ударного упрочнения конца 30 смазочного отверстия.
По существу возможна нагартовка или ударное упрочнение нескольких, предпочтительно большинства, особенно предпочтительно всех концов 30 смазочных отверстий шатунных шеек 5 и/или коренных шеек 6. Предпочтительно, чтобы все концы 30 смазочных отверстий всех шатунных шеек 5 были ударно упрочены.
На Фиг. 5a/5b показано еще одно ударное устройство 1, которое имеет ударный инструмент 16 с расположенными на нем двумя ударными головками 21 для упрочнения двух концов 30 смазочнных отверстий, расположенных в одной и той же шейке 5, 6 со сдвигом в осевом направлении относительно главной оси вращения CKW коленчатого вала 4 или оси вращения C.
При этом ударное устройство 1, изображенное на Фиг. 5a/5b, имеет конструкцию, по существу подобную конструкции ударного устройства 1, изображенного на Фиг. 4, и тоже показано только схематически. Ударное устройство 1, изображенное на Фиг. 5a/5b точно также имеет отклоняющий узел 20 для распределения ударной силы, формируемой ударным поршнем 23, между ударными головками 21 посредством промежуточной части 22. В то же время, отклоняющий узел 20 может служить для оптимального выравнивания ударного инструмента 16 с концами 30 смазочных отверстий. Для поддержки опять же могут быть предусмотрены один или более опорных элементов 33 или охватывающий опорный элемент, которые в данном случае расположены между ударным инструментом 16 и соответствующими щеками 7 кривошипа.
Ударное устройство 1 по существу может быть использовано для ударного упрочнения проходящих по прямой линии смазочных отверстий 31 (см. Фиг. 5a) или для ударного упрочнения проходящих под косым углом смазочных отверстий 31 (см. Фиг. 5b). Само собой разумеется, это справедливо также в случае только одного ударного инструмента 16, и/или одной ударной головки 21, и/или если требуется упрочнение одного смазочного отверстия 31 в одной шейке 5, 6.
Также для нагартовки смазочного отверстия 31 или конца 30 смазочного отверстия может быть предусмотрено проталкивание сферического тела 34 через по меньшей мере одну часть смазочного отверстия 31. Это схематически показано на Фиг. 6.
При этом может быть предусмотрено импульсное или равномерное проталкивание сферического тела 34 в по меньше мере одну часть смазочного отверстия 31. Как уже описано, сферическое тело 34 может быть также ударной головкой 21. После упрочнения внутренних стенок смазочного отверстия 31 сферическое тело 34 предпочтительно опять извлекают из смазочного отверстия 31.
На Фиг. 6 подробно показан пример коленчатого вала 4 с одним смазочным отверстием 31, как в шатунной шейке 5, так и в коренной шейке 6. Между двумя изображенными смазочными отверстиям 31 сформировано соединительное отверстие 32. Поэтому во время последующей эксплуатации коленчатого вала 4 для закрытия масляного контура может быть предусмотрено закрытие устья соединительного отверстия 32 на щеке 7 кривошипа с помощью специального укупоривающего средства 35. В качестве альтернативы этому также возможно схождение одного или обоих смазочных отверстий 31 друг в друга под косым углом.
Как уже отмечалось выше, упрочнение конца 30 смазочного отверстия 31 шатунной шейки 5, или всего смазочного отверстия 31 шатунной шейки 5, или любого цилиндрического участка 38 внутри или на внутренних стенках смазочного отверстия 31 может быть предусмотрено с помощью сферического тела 34, проталкиваемого через смазочное отверстие 31. Для этой цели диаметр сферическое тело 34 немного больше диаметра смазочного отверстия 31.
Если в зависимости от применения необходимо или целесообразно втолкнуть сферическое тело 34 в смазочное отверстие 31 на глубину, откуда сферическое тело 34 невозможно вытащить или вернуть назад с помощью ударного инструмента 16 или вытаскивание считается нецелесообразным, может быть предусмотрено прохождение сферического тела 34 из смазочного отверстия 31 шатунной шейки 5 непосредственно или через соединительное отверстие 32 в смазочное отверстие 31 примыкающей коренной шейки 6, причем соединительное отверстие 32 и/или смазочное отверстие 31 коренной шейки 6 имеют по меньшей мере такой же большой внутренний диаметр, что и наружный диаметр сферического тела 34.
Таким образом, как только сферическое тело 34 вталкивают в смазочное отверстие 31 на такую глубину, что сферическое тело 34 поступает в соединительное отверстие 32, которое имеет больший диаметр, чем сферическое тело 34 и смазочное отверстие 31 шатунной шейки 5, сферическое тело 34 может пройти, например, перекатиться, через соединительное отверстие 32 в смазочное отверстие 31 коренной шейки 6, где сферическое тело может быть извлечено из коленчатого вала 4, если смазочное отверстие 31 коренной шейки 6 тоже имеет диаметр больше, чем у сферического тела 34.
На Фиг. 7 приведено увеличенное изображение конца 30 смазочного отверстия. При переходе в рабочую поверхность 36 соответствующей шейки 5, 6 конец 30 смазочного отверстия имеет переходной радиус R, который ударно упрочняют. Вместо переходного радиуса R конец 30 смазочного отверстия при переходе в рабочую поверхность 36 может также иметь любую требуемую фаску. Однако может быть предусмотрен конец 30 смазочного отверстия без переходного радиуса R или фаски. Также может быть предусмотрен конец 30 смазочного отверстия, имеющий переходной радиус R и скос 39, как показано на Фиг. 11.
Конец 30 смазочного отверстия 31 также показан на Фиг. 7. Конец 30 смазочного отверстия может по существу состоять только из устья смазочного отверстия 31, т. е., например, из переходного радиуса R и/или скоса 39 (см. Фиг. 8 и Фиг. 11). Также может быть предусмотрено, что конец 30 смазочного отверстия, подлежащего нагартовке, выступает в смазочное отверстие 31 на глубину T. Глубина T может быть определена посредством моделирования, расчетов и/или серии испытаний коленчатого вала соответствующего типа.
Может быть предусмотрено ударное упрочнение конца 30 смазочного отверстия с использованием ударных головок 21 разных диаметров таким образом, чтобы во время ударного упрочнения ударные головки 21 проникали на разные глубины в конец 30 смазочного отверстия.
Например, может быть предусмотрено переключающее устройство 37 (изображено только схематически) для выбора и/или смены ударных головок 21. В примере осуществления, изображенном на Фиг. 7, в этом отношении указано, что для смены ударных головок 21 переключающее устройство 37 сменяет ударный инструмент 16. Однако может быть предусмотрена непосредственная смена переключающим устройством 37 ударных головок 21 или смена всего ударного устройства 1.
На Фиг. 7 также показана ударная головка 21, которая может в качестве сферического тела 34 быть протолкнута через смазочное отверстие 31. Для этой цели ударный инструмент 16 может быть, например, выполнен с возможностью извлечения ударной головки 21 или сферического тела 34 после или во время процесса вталкивания. Внутренние стенки смазочного отверстия 31 предпочтительно нагартовывают по меньшей мере на глубину T или на протяженность конца 30 смазочного отверстия. Для нагартовывания внутренних стенок смазочного отверстия 31 диаметр сферического тела 34 выбирают так, чтобы он был больше или равен диаметру D смазочного отверстия 31.
Наконец, на Фиг. 8 показан еще один конец 30 смазочного отверстия, который содержит только переходной радиус R смазочного отверстия 31. Для ударного упрочнения используют ударную головку 21, имеющую фасонную часть, форма которой приспособлена к подлежащему упрочнению переходному радиусу R конца 30 смазочного отверстия.
Также возможно формирование в первую очередь фаски или скоса 39 и/или переходного радиуса R конца 30 смазочного отверстия посредством формующего ударного инструмента 16 или соответствующей ударной головки 21 в результате ударного упрочнения. Такая пластическая деформация посредством ударной головки 21 изображена на Фиг. 9, причем показана круглая или симметричная ударная головка 21; однако это может быть также несимметричная головка 21 (любой сферический сегмент). Любую требуемую фаску можно сформировать путем выбора соответствующей ударной головки 21, в том числе, например ударной головки 21, которая имеет фасонную часть.
Наконец, на Фиг. 10 показано еще одно ударное устройство 1, которое оборудовано только одним ударным инструментом 16. В показанном примере осуществления ударное устройство 1 не ортогонально, а, скорее, расположено под косым углом к центральной оси или главной оси CKW вращения коленчатого вала 4, а именно, таким образом, что центральная ось или продольная ось LS ударного инструмента 16 соосна с центральной осью смазочного отверстия 31, чтобы вводить ударную силу вдоль центральной оси смазочного отверстия 31.
На Фиг. 11 показано еще одно смазочное отверстие 31 в шейке 5, 6 коленчатого вала 4 в целях иллюстрации терминологии. Смазочное отверстие 31, изображенное на Фиг. 11, имеет переходной радиус R при переходе в рабочую поверхность 36 шейки 5, 6, причем переходной радиус примыкает к скосу 39. В примере осуществления на Фиг. 11 устье 30 смазочного отверстия определено как проходящее от переходного радиуса R на глубину T и, соответственно, также содержит верхний цилиндрический участок 43 смазочного отверстия 31. В соответствии с настоящим изобретением нагартовка устья 30 смазочного отверстия может быть предусмотрена на глубину T, т. е. переходного радиуса R, скоса 39 и верхнего цилиндрического участка 43 смазочного отверстия 31, подлежащего нагартовке. В контексте настоящего изобретения, тем не менее, также возможна нагартовка только переходного радиуса R, только скоса 39, только переходного радиуса R и скоса 39 или только скоса 39 и верхнего цилиндрического участка 43 смазочного отверстия 31.
Также может быть предусмотрена нагартовка только одного или более произвольных цилиндрических участков 38 внутри смазочного отверстия 31. Пример цилиндрического участка 38 показан на Фиг. 11. Цилиндрический участок 38 может содержать сегмент любого размера цилиндрической части смазочного отверстия 31. Цилиндрический участок 38 может примыкать к скосу 39, хотя может быть также отделен промежутком от скоса 39. Цилиндрический участок 38 может быть также сформирован из нескольких сегментов в цилиндрической части смазочного отверстия 31.
Для упрочнения цилиндрического участка 38 смазочного отверстия 31 могут быть использованы различные ударные инструменты 16. На Фиг. 12-14 показаны три примера осуществления. При этом в каждом случае предусмотрено введение ударного инструмента 16 с по меньшей мерой одной ударной головкой 21 в смазочное отверстие 31 на требуемую глубину с последующей нагартовкой (предпочтительно ударным упрочнением) по меньшей мере одного цилиндрического участка 38 смазочного отверстия 31, при этом по меньшей мере одну ударную головку 21 выталкивают из ударного инструмента 16 в радиальном направлении к внутренней стенке 40 по меньшей мере одного цилиндрического участка 38.
На Фиг. 12 исключительно в иллюстративных целях правая ударная головка 21 изображена в позиции, где она плотно прилегает к внутренней стенке 40, тогда как левая ударная головка 21 все еще остается в ее начальной позиции. Ударные головки 21 предпочтительно выталкивают симметрично.
Для фиксации ударных головок 21 в их начальной позиции в ударном инструменте 16 могут быть предусмотрены соответствующие заплечики и т. д., как показано на Фиг. 12 и 13.
По существу может быть предусмотрено любое количество ударных головок 21. Например, одна, две, три, четыре, пять, шесть или даже более ударных головок 21, которые, в частности, расположены симметрично вокруг центральной оси M ударного инструмента 16. В примере осуществления, изображенном на Фиг. 12, показаны две ударные головки 21, причем в качестве примера пунктирными линиями указана еще одна ударная головка 21 (предпочтительно еще одна пара ударных головок).
Ударные головки 21 могут быть также расположены на разных уровнях по высоте, как показано на Фиг. 13. Таким образом, можно подвергать машинной обработке относительно большой цилиндрический участок без осевой регулировки, или с относительно небольшой осевой регулировкой, ударного инструмента 16.
Для выполнения как можно более равномерной и полной машинной обработки внутренней поверхности смазочного отверстия 31 во время процесса машинной обработки может быть предусмотрено вращение ударного инструмента 16 вдоль центральной оси смазочного отверстия 31. Это указано на Фиг. 12-14 соответствующими стрелками.
Может быть предусмотрено выталкивание из ударного инструмента 16 по меньшей мере одной ударной головки 21 в радиальном направлении гидравлическим, пневматическим или электромеханическим способом. Для этой цели ударный инструмент 16 может иметь соответствующую подачу 41 сжатого воздуха или жидкости. В альтернативном варианте осуществления, изображенном на Фиг. 14, может быть предусмотрено механическое регулирование по меньшей мере одной ударной головки 21, например, посредством клина 42 или шариковинтовой передачи (не показана). На Фиг. 14 показан вариант осуществления, в котором используют двойной клин 42, который одновременно закрепляет в осевом направлении ударные головки 21. Однако также может быть предусмотрен одинарный клин (например, только верхняя половина двойного клина 42), если ударные головки 21 закрепляют каким-либо другим способом для предотвращения выпадения из ударного инструмента 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство ударной обработки переходных радиусов коленчатого вала | 2018 |
|
RU2737687C1 |
| Способ и устройство последующей обработки коленчатого вала | 2018 |
|
RU2738270C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| Шатунно-кривошипный узел двигателя внутреннего сгорания и способ его сборки | 1989 |
|
SU1716209A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2011897C1 |
| ОБКЛАДКА ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ | 2002 |
|
RU2228469C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| СБОРНЫЙ КРИВОШИПНЫЙ ВАЛ ДЛЯ ЗЕРНООЧИСТИТЕЛЬНОЙ МАШИНЫ | 2020 |
|
RU2740441C1 |


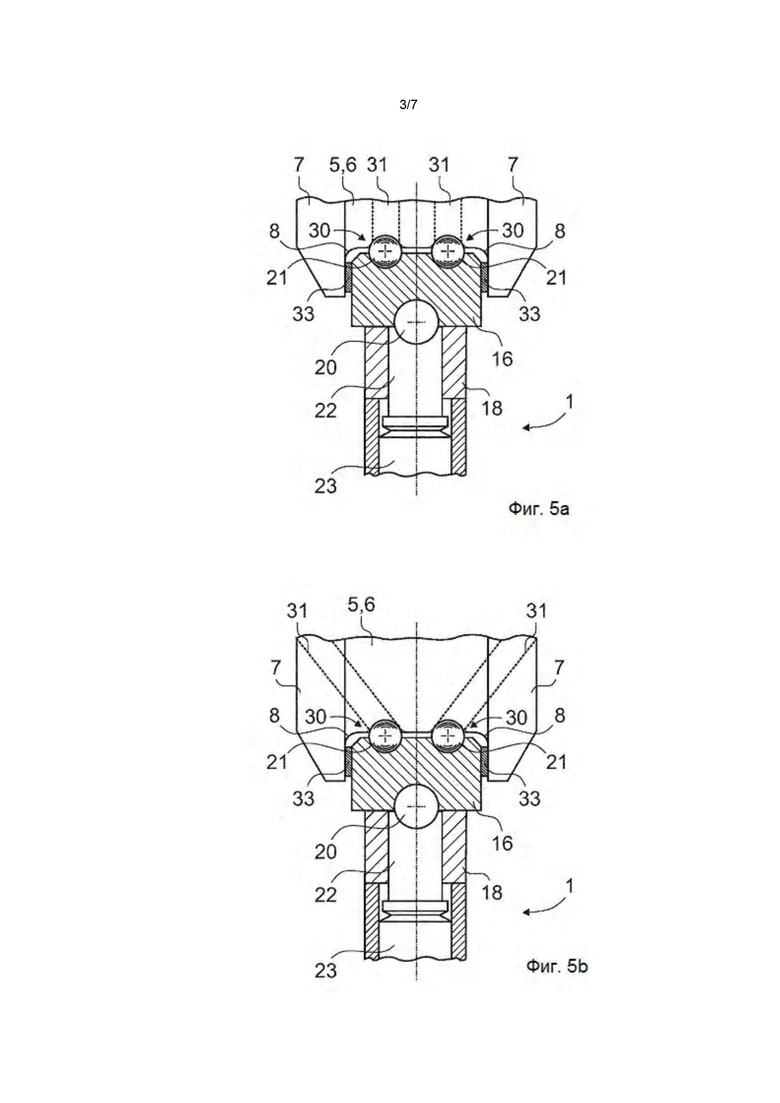
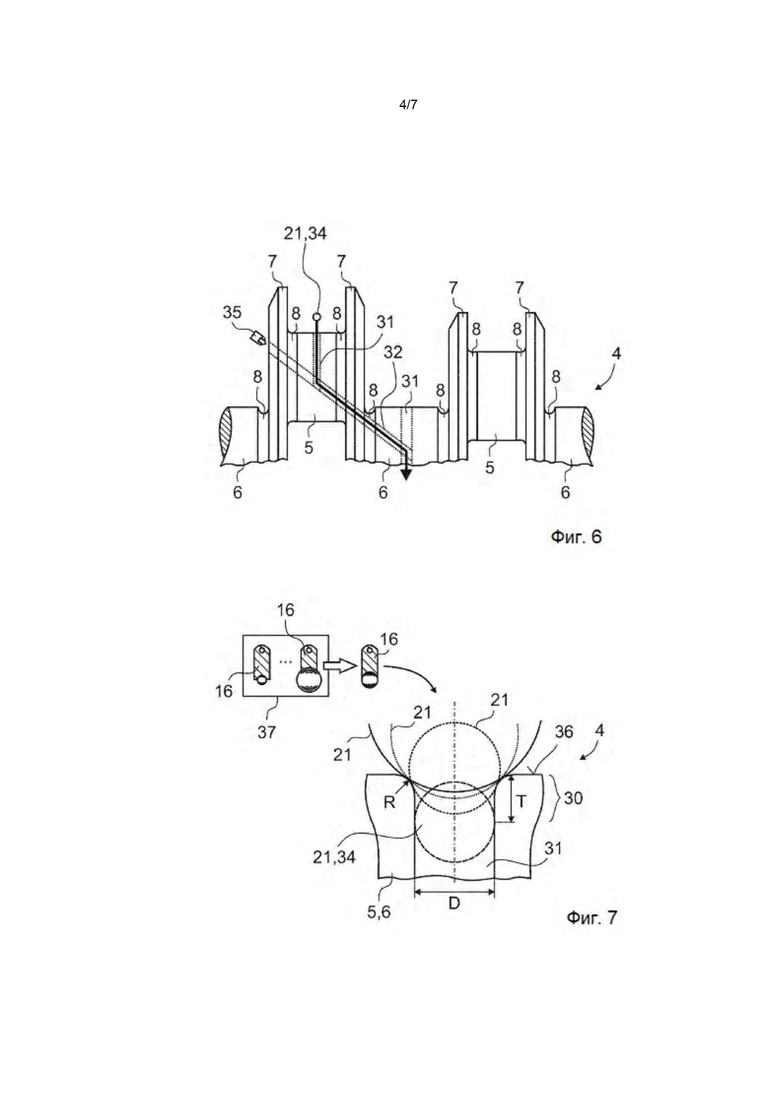


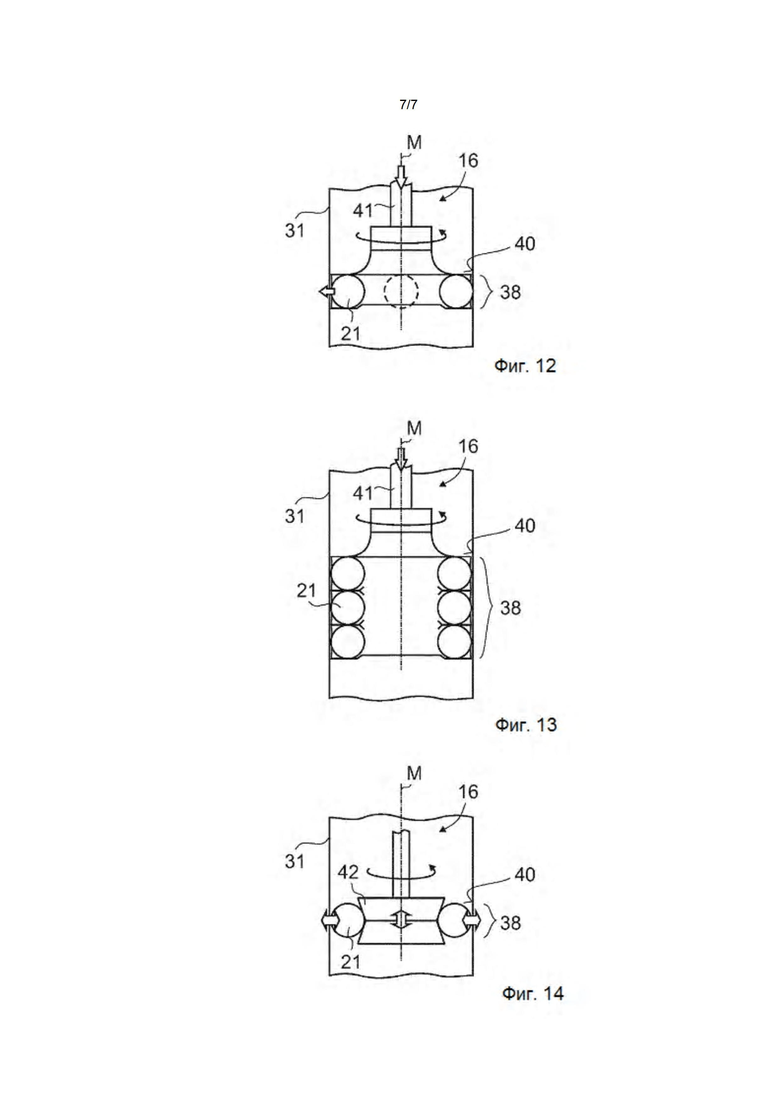
Изобретение относится к способу нагартовки коленчатого вала, имеющего шатунные шейки, коренные шейки и щеки кривошипа, причем шатунные шейки и коренные шейки имеют смазочные отверстия, конец смазочного отверстия имеет скос и/или переходной радиус при переходе в рабочую поверхность соответствующей шейки. Нагартовывают по меньшей мере один конец смазочных отверстий посредством ударной силы, вводимой в конец смазочного отверстия при помощи ударной головки ударного инструмента, переходной радиус и/или скос ударно упрочняют. При этом ударная головка для ударного упрочнения имеет фасонную часть, форма которой приспособлена к переходному радиусу, подлежащему упрочнению и/или к скосу конца смазочного отверстия. В результате повышается усталостная прочность коленчатого вала. 4 н. и 12 з.п. ф-лы, 14 ил.
1. Способ нагартовки коленчатого вала, имеющего шатунные шейки, коренные шейки и щеки кривошипа, причем шатунные шейки и коренные шейки имеют смазочные отверстия, конец смазочного отверстия имеет скос и/или переходной радиус при переходе в рабочую поверхность соответствующей шейки, при этом по меньшей мере один конец смазочных отверстий нагартовывают посредством ударной силы, вводимой в конец смазочного отверстия при помощи ударной головки ударного инструмента, переходной радиус и/или скос ударно упрочняют, а ударная головка для ударного упрочнения имеет фасонную часть, форма которой приспособлена к переходному радиусу, подлежащему упрочнению, и/или к скосу конца смазочного отверстия.
2. Способ по п. 1, в котором два конца смазочного отверстия, которые расположены со смещением в осевом направлении в одной и той же шейке, ударно упрочняют одновременно посредством ударного инструмента, который имеет две ударные головки.
3. Способ по п. 1 или 2, в котором для выравнивания с одним или более концами смазочного отверстия и/или во время ударного упрочнения ударный инструмент поддерживают посредством по меньшей мере одного опорного элемента на по меньшей мере одной из щек кривошипа.
4. Способ по любому из пп. 1–3, в котором ударная головка для ударного упрочнения имеет сферическую поверхность.
5. Способ по любому из пп. 1–4, в котором во время ударного упрочнения одного или более концов смазочных отверстий, в ответ на то, что конец смазочного отверстия имеет только скос, формируют переходной радиус конца смазочного отверстия и/или фаску конца смазочного отверстия с помощью ударной головки.
6. Способ по любому из пп. 1–5, в котором для ударного упрочнения конца смазочного используют ударные головки разных диаметров таким образом, чтобы во время ударного упрочнения ударные головки проникали на разные глубины в конец смазочного отверстия.
7. Способ по п. 6, в котором используют переключающее устройство для смены ударных головок.
8. Способ по любому из пп. 1–7, в котором нагартовывают несколько, предпочтительно большинство, особенно предпочтительно все концы смазочных отверстий шатунных шеек и/или коренных шеек.
9. Способ по любому из пп. 1–8, в котором для ударного упрочнения одного из концов смазочных отверстий коленчатый вал сначала поворачивают посредством приводного устройства вдоль направления вращения в позицию удара с последующим использованием стопорного устройства для стопорения коленчатого вала в позиции удара и введением затем ударной силы в конец смазочных отверстий посредством ударного инструмента.
10. Способ по любому из пп. 1–9, в котором ударный инструмент с по меньшей мерой одной ударной головкой вводят в смазочное отверстие, после чего для нагартовки конца смазочного отверстия по меньшей мере одну ударную головку выталкивают в радиальном направлении из ударного инструмента к внутренней стенке конца смазочного отверстия.
11. Способ по п. 10, в котором по меньшей мере одну ударную головку выталкивают из ударного инструмента в радиальном направлении гидравлическим, пневматическим или электромеханическим способом.
12. Способ по п. 10, в котором по меньшей мере одну ударную головку выталкивают из ударного инструмента в радиальном направлении механическим способом посредством по меньшей мере одного клина или по меньшей мере шариковинтовой передачи.
13. Способ нагартовки коленчатого вала, имеющего шатунные шейки, коренные шейки и щеки кривошипа, причем шатунные шейки и коренные шейки имеют смазочные отверстия, которые соответственно соединены между собой напрямую или посредством соединительных отверстий, при этом по меньшей мере один цилиндрический участок смазочного отверстия нагартовывают, сферическое тело проталкивают в смазочное отверстие одной из шатунных шеек, и оттуда оно проходит напрямую или через соединительное отверстие в смазочное отверстие одной из примыкающих коренных шеек, причем соединительное отверстие и/или смазочное отверстие коренной шейки имеет внутренний диаметр, который по меньшей мере не меньше наружного диаметра сферического тела.
14. Способ по п. 13, в котором сферическое тело проталкивают в импульсном режиме или непрерывно в цилиндрический участок смазочного отверстия.
15. Устройство для ударного упрочнения коленчатого вала, имеющего шатунные шейки, коренные шейки и щеки кривошипа, причем шатунные шейки и коренные шейки имеют смазочные отверстия, конец смазочного отверстия имеет скос, и при этом ударную силу вводят в по меньшей мере один конец одного из смазочных отверстий посредством ударной головки ударного инструмента для ударного упрочения скоса конца смазочного отверстия, причем ударная головка для ударного упрочнения имеет фасонную часть, форма которой приспособлена к скосу конца ударного отверстия.
16. Устройство для нагартовывания коленчатого вала, имеющего шатунные шейки, коренные шейки и щеки кривошипа, причем шатунные шейки и коренные шейки имеют смазочные отверстия, которые соответственно соединены между собой напрямую или посредством соединительных отверстий, при этом сферическое тело, выполненное с возможностью нагартовывания по меньшей мере одного цилиндрического участка одного из смазочных отверстий, вталкивания в смазочное отверстие одной из шатунных шеек и пропускания из нее непосредственно или посредством соединительного отверстия в смазочное отверстие одной из примыкающих коренных шеек, причем соединительное отверстие и/или смазочное отверстие коренной шейки имеют внутренний диаметр, который по меньшей мере не меньше наружного диаметра сферического тела.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ КОЛЕНЧАТЫХ ВАЛОВ | 2005 |
|
RU2358021C2 |
| US 2010107808 A1, 06.05.2010 | |||
| JPS 6088214 A, 18.05.1985 | |||
| СПОСОБ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU427076A1 |

