Изобретение касается устройства для пневматической транспортировки сыпучего материала, состоящего из мелких и пылевидных частиц, в горизонтальном, восходящем и/или нисходящем направлении согласно ограничительной части пункта 1 формулы изобретения.
Для пневматической транспортировки сыпучих материалов, состоящих из мелких и пылевидных частиц, таких как цемент, применяются различные способы и устройства. К ним относятся энергетически благоприятная транспортировка по желобам и гибкая транспортировка по трубам с помощью шнековых шлюзов. Недостатком транспортировки по желобам является наличие нисходящего материалопровода, что бывает редко. В случае транспортировки по трубам к недостаткам относится необходимая, по меньшей мере, высокая скорость транспортировки и связанные с этим высокие энергозатраты.
Далее уже продолжительное время известна так называемая псевдоожижающая транспортная труба, с помощью которой может быть осуществлена транспортировка в горизонтальном и в ограниченной мере в вертикальном направлении. При этом часть воздуха для транспортировки вдувается, поступает в донную часть транспортной трубы через элементы для подачи воздуха с целью придать подлежащему транспортировке сыпучему материалу текучесть или флюидизировать, т.е. привести в псевдоожиженное состояние, в то время как другая, по меньшей мере, большая часть воздуха служит в качестве воздуха для пневматической транспортировки. Естественно, при этом целью является значительное уменьшение потребности в энергии для транспортировки. Вследствие распространения транспортирующего газа по длине транспортировки происходит увеличение скорости газа, так что к псевдоожижающей транспортной трубе может быть присоединена обычная непсевдоожижающая транспортная труба.
Проблемой для псевдоожижающей транспортной трубы является вид псевдоожижения и подача воздуха для псевдоожижения и транспортировки, который также называется как псевдоожижающий газ. Для псевдоожижения обычно применяется синтетическая ткань с толщиной 4-5 мм и падением давления около 0,01 бар при обычном удельном количестве псевдоожижения 0,25-1,0 м3/м2·мин. Скорости потока через псевдоожижающую ткань определяются свободным поперечным сечением и составляют величины порядка 0,1-0,3 м/c. Это примерно в 10 раз меньше скорости образования взвеси пылевидного материала, такого как цемент, составляющей примерно 2 м/c. Скорость потока через псевдоожижающую ткань имеет недостаточную энергию, чтобы произошло полное псевдоожижение транспортируемого материала. С другой стороны, поток является ненаправленным и поэтому сыпучему материалу не придается импульс в направлении транспортировки.
Кроме того, представляется важным распределение псевдоожижающего воздуха под псевдоожижающей тканью. С одной стороны, под тканью должно быть избыточное давление по сравнению с давлением в транспортной трубе, это нужно для того, чтобы поток не отражался обратно и самые мелкие частицы не застревали в псевдоожижающей ткани, с другой стороны, с помощью требующего затрат регулирования и дросселирования количества воздуха нужно обеспечить то, чтобы при нескольких участках трубы воздух от воздуходувки или компрессора поступал также в первый сегмент на входе транспортирующего трубопровода и не поступал бы из транспортирующего трубопровода в элементы с более низким давлением, расположенные позади по направлению транспортировки. Такое дросселирование количества воздуха неизменно связано со значительными потерями энергии. Если хотят избежать дросселирования количества воздуха, то практически для каждого элемента подачи воздуха нужно иметь отдельную воздуходувку со ступенчатым напором, что слишком дорого и непрактично.
В связи с этим задачей изобретения является устранение описанных проблем и улучшение упомянутого вначале известного устройства таким образом, чтобы оно работало энергетически благоприятно и несмотря на это обеспечивало бы ускорение транспортируемого, псевдоожиженного сыпучего материала. Другой целью изобретения является получение по возможности полного и равномерного по всему пути транспортировки или управляемого псевдоожижения материала.
Поставленная задача решается в устройстве для пневматической транспортировки сыпучего материала, состоящего из мелких и пылевидных частиц, в горизонтальном, восходящем и/или нисходящем направлении, включающем в себя: транспортную трубу, источник псевдоожижающего газа, который через трубопроводы присоединен к транспортной трубе, устройства подачи псевдоожижающего газа для подачи на торцевой стороне транспортной трубы псевдоожижающего газа в направлении транспортировки, устройства подачи псевдоожижающего газа на донной части транспортной трубы, псевдоожижающие элементы в транспортной трубе, через которые псевдоожижающий газ проходит от донной части транспортной трубы, устройства подачи сыпучего материала, подводящий трубопровод которых оканчивается на верхней стороне транспортной трубы, за счет того, что псевдоожижающие элементы представляют собой два или более спеченных и прокатанных слоя ткани из металлической проволоки, причем проволока, по меньшей мере, самого верхнего наружного слоя перекошена или отклонена при образовании наклонно ориентированных в направлении транспортировки проточных каналов, при этом самый внутренний слой ткани из металлической проволоки имеет самую маленькую ширину ячейки и толщину проволоки, в то время как самый наружный слой имеет самую большую ширину ячейки и толщину проволоки.
Вместо известной синтетической ткани и связанных с ней недостатков согласно изобретению предлагаются псевдоожижающие элементы, которые ввиду своих конструктивных признаков обладают более подходящими свойствами для псевдоожижающей транспортной трубы. Ткань псевдоожижающих элементов состоит из нескольких спеченных и прокатанных слоев ткани из металлической проволоки, преимущественно предусмотрено 3-7 слоев или 5 слоев, верхние из которых снабжены ориентированными посредством прокатки проточными каналами. Псевдоожижение осуществляется в этом случае через псевдоожижающие элементы, которые сообщают импульс транспортируемому материалу в направлении транспортировки вследствие наклонных проточных каналов и придают скорости, которые выше скорости образования взвеси.
Отдельные слои соединяются посредством спекания под воздействием давления и температуры. Толщина такой состоящей из спеченых и прокатанных слоев многослойной ткани может после соединения составлять от 0,5 до 5,0 мм, в частности 2 мм.
Металлические псевдоожижающие элементы имеют преимущественным образом толщину только около 1,0-1,5 мм, в частности 1,2 мм, при этом они, однако, образуют (микро)каналы, которые предпочтительным образом наклонены в направлении транспортировки под углом 40-50°, в частности 45°, к поверхности. Свободное поперечное сечение проточных каналов может быть уменьшено настолько, что скорость потока может достигать 2-10 м/c и соответствующее падение давления составлять 0,05-0,5 бар. Подобного рода скоростями потоков с помощью псевдоожижающего воздуха транспортируемому материалу на псевдоожижающей ткани передается импульс в направлении транспортировки, и транспортируемый материал получает ускорение, что энергетически благоприятно сказывается на способе транспортировки. С другой стороны, c помощью применения псевдоожижающих тканей с различным и возрастающим падением давления в направлении транспортирования можно почти полностью пресечь дросселирование транспортирующего воздуха и связанные с этим потери энергии за счет того, что энергия преобразуется в энергию кипения для транспортировки.
Сумма всех поперечных сечений проточных каналов, отнесенная к поверхности обтекания потока, определяется как свободное поперечное сечение потока. Оно в случае тканей из металлической проволоки составляет около 0,05-0,2%. То есть при притоке, равном 0,5 м3/м2·мин или 0,0083 м/с, скорость потока в свободном поперечном сечении повысится до 4,15-8,3 м/с. За счет уменьшения толщины ткани из металлической проволоки после прокатки происходит уменьшение поперечного сечения потока, а скорости потока соответственно увеличиваются. Проточное поперечное сечение «микроканалов» при различной толщине проволоки и ширине ячеек в слоях ткани определяется согласно изобретению величиной пор от 5 до 100 мкм.
При прокатке требуется определенная высота, для этого, например, достаточно межвальцового давления примерно 1 кН. Высота определяется требуемыми параметрами (воздухопроницаемость, скорость потока, направленность проточных каналов) в зависимости от числа слоев ткани, толщины, ширины ячейки и т.д.
Ускорение транспортируемого материала является функцией составляющей транспортирующего воздуха и составляющей потока, проходящего через ткань вдоль транспортировочного участка, при этом транспортируемый материал может ускоряться от нуля на входе транспортного трубопровода до 5 м/с в его конце. Для псевдоожижения поток через ткань является определяющим. При этом можно исходить из того, что псевдоожижающий воздух при скорости потока на выходе из ткани 5-10 м/с придает транспортируемому материалу импульс движения, который, в остальном, может придаваться материалу только транспортирующим воздухом. Так как транспортирующий воздух стремится пройти над находящимся в донной части трубы материалом и при этом примерно 20-30% энергии не используется, так называемый «импульс псевдоожижения» позволяет исключить до половины от этих потерь энергии.
Псевдоожижающие элементы могут быть выполнены в виде вентиляционных подушек, которые могут быть установлены в транспортной трубе, при этом для крепления достаточно подключения подключающего элемента для воздуха. Псевдоожижающая ткань псевдоожижающих элементов предпочтительным образом может быть расположена по радиусу, чтобы как можно меньше блокировать свободное поперечное сечение транспортной трубы, а также обеспечить улучшенный переход к закруглениям и т.п. в транспортном трубопроводе. Таким образом, возможна компоновка с псевдоожижающей транспортной трубой, состоящей из нескольких горизонтальных участков, и с присоединенной к ней традиционной транспортной трубой, которая также содержит вертикальный участок, причем для обеспечения ускорения транспортируемого материала на входе транспортного трубопровода также могут использоваться воздушные форсунки для транспортирующего газа. Чтобы получить энергетически оптимизированное выполнение, ускоряющий эффект от форсунок комбинируется с эффектом от псевдоожижающей ткани.
Псевдоожижающие элементы могут располагаться ступенчато в направлении транспортировки с более высокими падениями давления или более высокими скоростями потока, вследствие чего в направлении транспортировки возрастает аэродинамическое сопротивление, что позволяет отказаться от дроссельных устройств при псевдоожижении.
Другие преимущества и признаки следуют из зависимых пунктов, которые вместе с независимым пунктом формулы могут иметь изобретательское значение.
Далее предпочтительный пример осуществления заявленного устройства, который должен служить лучшему пониманию изобретения, и которым, однако, оно не ограничивается, поясняется более подробно посредством чертежей, на которых показано:
фиг.1а - схематический вид поперечного сечения фрагмента используемого согласно изобретению слоя ткани из металлической проволоки с ориентированными в направлении потока проточными каналами;
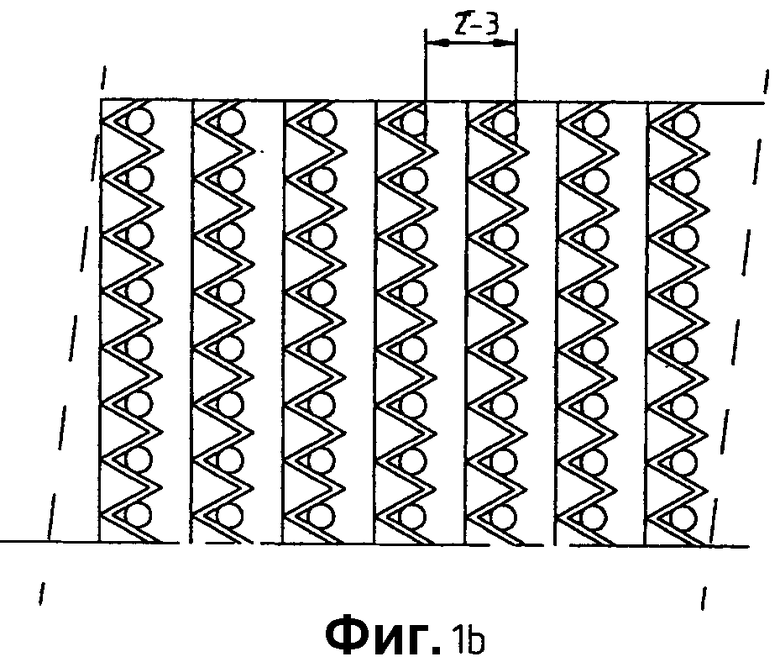
фиг.1b - схематический вид фрагмента ткани из металлической проволоки с микроканалами;
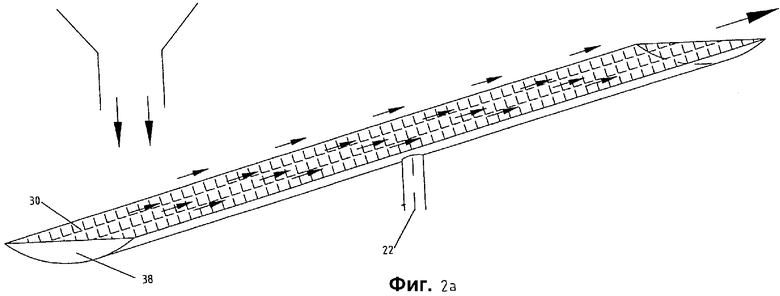
фиг.2а - схематический вид в перспективе закрытой нижней камеры со слоями ткани из металлической проволоки, при этом транспортная труба не показана;
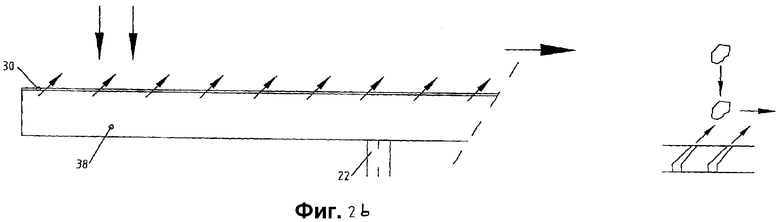
фиг.2b - схематический вид поперечного сечения нижней камеры со слоями ткани из металлической проволоки, изображенной на фиг.2;
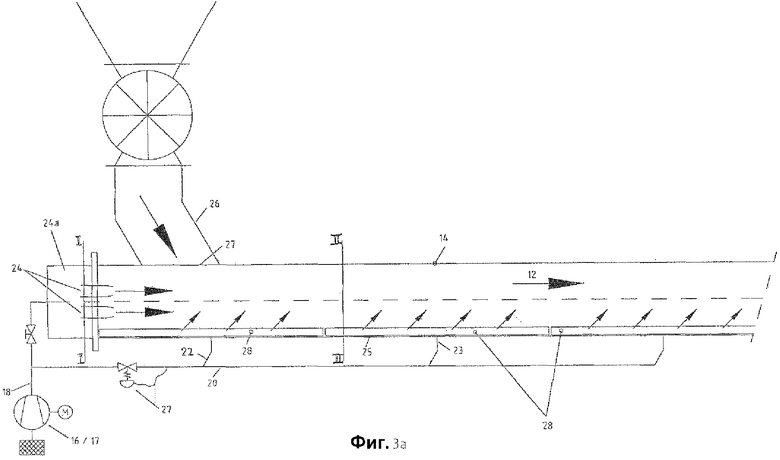
фиг.3а - схематическое изображение заявленного устройства в поперечном сечении;
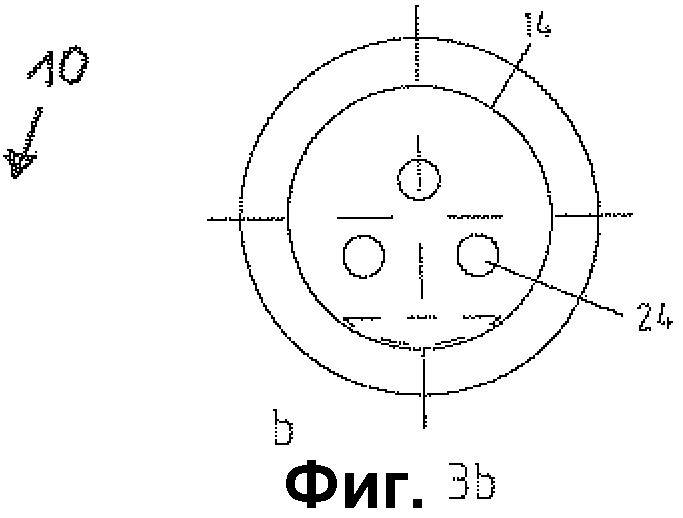
фиг.3b - сечение по линии I-I на фиг.3 через установленные форсунки;
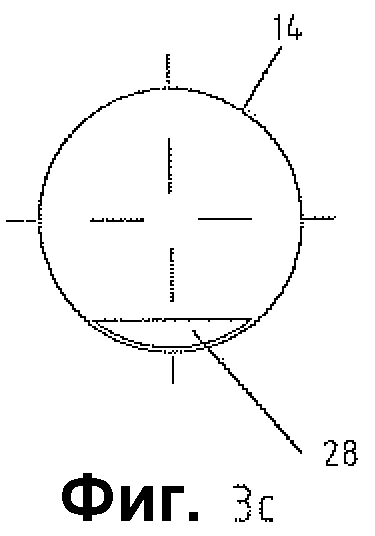
фиг.3с - сечение по линии II-II на фиг.3а через транспортную трубу с нижней камерой и псевдоожижающим элементом; и
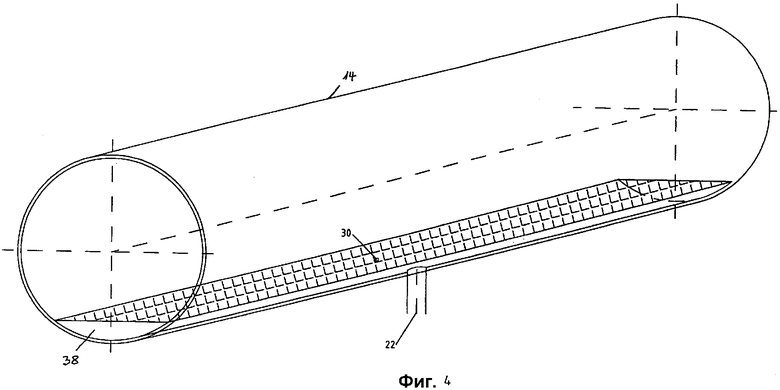
фиг.4 - схематический вид в перспективе фрагмента аналогично фиг.2а с показанной транспортной трубой.
На фиг.1а заявленная ткань из металлической проволоки обозначена в целом позицией 30 и представлена лишь сильно схематично. Эта ткань состоит из пяти слоев, которые с помощью спекания жестко связаны друг с другом. Толщина этих спрессованных слоев составляет около 2,0 мм. Металлическая проволока самого верхнего слоя или обоих самых верхних слоев отклонена посредством последующей прокатки (теперь толщина слоев составляет около 1,2 мм) так, что был получен угол около 45° к горизонтальному направлению 12 транспортировки. Толщина проволоки ткани 30 составляет 0,6 мм при ширине ячеек 100 мкм. Позицией 34 обозначены названные проточные микроканалы, величина пор которых для выходных отверстий 32 для псевдоожижающего газа составляет 50 мкм. Однако другие значения также возможны и приведены в зависимых пунктах 2 и 4 формулы изобретения.
На фиг.1b показано увеличенное изображение поверхности ткани 30 из металлической проволоки, в которой микроканалы 34 для направленного выпуска псевдоожижающего газа проходят на расстоянии 1-3 мм друг от друга. И в этом случае возможны другие значения.
Схематические изображения на фиг.2а и 2b должны дать отчетливое представление, как выполненная согласно изобретению ткань из металлической проволоки осуществляет направленное ускорение пылевидных частиц.
В примере осуществления согласно фиг.3а показано пневматическое транспортное устройство 10 для транспортировки мелкозернистого, пылевидного сыпучего материала. Это устройство состоит из продольно протяженной псевдоожижающей транспортной трубы 14 (материалопровод), которая выполнена из нескольких участков с элементами 28 для подачи воздуха. К псевдоожижающей транспортной трубе 14 присоединяется традиционная транспортная труба 39, в которой не производится псевдоожижение и которая может проходить в горизонтальном или вертикальном направлении. Подача сыпучего материала осуществляется через подходящие подающие устройства 26 в виде ячейковых питателей и роторных весов на верхней стороне 27 транспортной трубы.
Воздух для транспортировки и псевдоожижения подготавливается воздуходувкой 16 или компрессором 17 и через дроссельные клапаны 40 или регулятор 41 количества воздуха форсуночной камеры 24а подается на вход транспортного трубопровода, а также к устройствам подачи псевдоожижающего газа 22, 23, 24 в донной части транспортной трубы 25. Для распределения воздуха в донной части транспортной трубы служат элементы 28 для подачи воздуха, аэродинамическое сопротивление которых возрастает в направлении транспортировки, что позволяет отказаться от дроссельных устройств при псевдоожижении. В результате достигнутой высокой скорости воздуха на выходе из элементов для подачи воздуха транспортирующий материал в донной части получает динамический импульс и ускоряется. Форсунки 24 форсуночной камеры 24а и элементы, для подачи воздуха 28 взаимодействуют для ускорения транспортирующего материала.
Показанный на фиг.4 элемент для псевдоожижения или подачи воздуха состоит из спеченных согласно изобретению и прокатанных слоев ткани 30 из металлической проволоки, нижней камеры 38 для псевдоожижающего воздуха и присоединительного штуцера для воздуха. Элементы изготавливаются заранее с определенной длиной. Размеры элементов и нижней камеры 38 подгоняются к контуру транспортной трубы 14. Как правило, выбирается около 5 различных размеров внутреннего диаметра трубы от 100 до 300 мм. Элементы 28 через присоединительные штуцеры 29 для воздуха с помощью резьбового соединения соединяются с трубой 14 и уплотняются с помощью соответствующих манжет или т.п.
Для одного размера трубы изготавливаются элементы 28 для подачи воздуха с различными ступенями давления от 0,05 до 0,5 бар. Ступени могут быть равными 0,05 или 0,1 бар. Элементы 28 с более высокими падениями давления дают более высокие скорости псевдоожижающего воздуха и наоборот. У элементов 28 с более высокими падениями давления или было повышено давление прокатки и вследствие этого было уменьшено поперечное сечение для прохождения потока или были применены слои ткани 30 из металлической проволоки с меньшей шириной ячеек или соответственно с меньшей толщиной проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ СЫПУЧЕГО МАТЕРИАЛА И АЭРОКОНВЕЙЕР ДЛЯ ИСПОЛЬЗОВАНИЯ В УКАЗАННОЙ СИСТЕМЕ | 2005 |
|
RU2286939C2 |
| ДОЗАТОР, УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВКИ ПЛОТНОГО ПОТОКА И СПОСОБ ПОДАЧИ ПЫЛЕВИДНОГО НАСЫПНОГО МАТЕРИАЛА | 2010 |
|
RU2539406C2 |
| СПОСОБ ВАКУУМНО-ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ С ВЫСОКОЙ МАССОВОЙ КОНЦЕНТРАЦИЕЙ | 2012 |
|
RU2502661C1 |
| УСТРОЙСТВО ДЛЯ СНАБЖЕНИЯ НЕСКОЛЬКИХ ГОРЕЛОК МЕЛКОЗЕРНИСТЫМ ТОПЛИВОМ | 2011 |
|
RU2573031C2 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ПСЕВДООЖИЖЕННОГО МАТЕРИАЛА | 2007 |
|
RU2446088C2 |
| УСТРОЙСТВО ПОТЕНЦИАЛЬНОГО ПСЕВДООЖИЖЕНИЯ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ТРАНСПОРТИРОВКИ СЫПУЧИХ МАТЕРИАЛОВ В СВЕРХПЛОТНОМ СЛОЕ | 2010 |
|
RU2539666C2 |
| Способ получения гранулированной серы | 1985 |
|
SU1484293A3 |
| СПОСОБ КОНВЕЙЕРНОЙ ТРАНСПОРТИРОВКИ ПОРОШКА | 2009 |
|
RU2521891C2 |
| Универсальный корабль | 2019 |
|
RU2734404C1 |
| МОБИЛЬНАЯ УСТАНОВКА ДЛЯ СЖИГАНИЯ ФРАГМЕНТОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ ТВЕРДОГО ТОПЛИВА | 2011 |
|
RU2457398C1 |
Изобретение относится к области пневмотранспортирования сыпучего материала. Согласно изобретению в устройстве слои ткани псевдоожижающих элементов представляют собой два или более спеченных и прокатанных слоя ткани из металлической проволоки. Проволока по меньшей мере самого верхнего наружного слоя перекошена или отклонена при образовании наклонно ориентированных в направлении транспортировки проточных каналов (34). Самый внутренний слой ткани из металлической проволоки имеет самую маленькую ширину ячейки и толщину проволоки, в то время как самый наружный слой имеет самую большую ширину ячейки и толщину проволоки. Изобретение обеспечивает снижение энергозатрат при ускорении перемещения сыпучего материала. 10 з.п. ф-лы, 4 ил.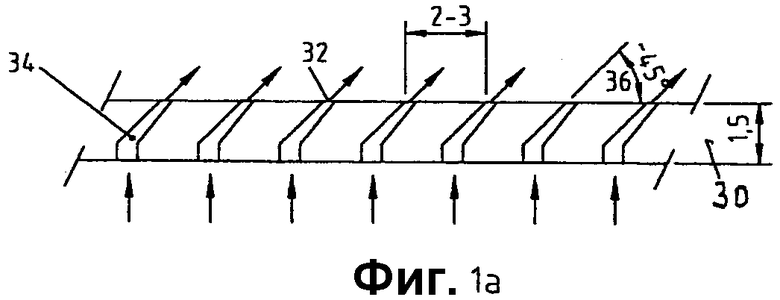
| US 3056632 А, 02.10.1962 | |||
| JP 6154584 А 03.06.1994 | |||
| ЕР 0243594 А, 04.11.1987 | |||
| Устройство для удаления влаги из живицы | 1935 |
|
SU47860A1 |

