Область техники
Настоящее изобретение относится к термопластичным пленкам с низкой ориентацией.
Предшествующий уровень техники
В DE 3842796 (Röhm GmbH) описаны полиметилметакрилатные (ПММА) пленки на основе ПММА формовочных масс с малым размером эластомерных частиц и высоким содержанием эластомера. В этой заявке описан процесс с охлаждающим валом, в котором расплавленную пленку, выходящую из экструзионной головки, захватывают и охлаждают с использованием одного вала.
В WO 96/30435 и ЕР 763560 (Mitsubishi Rayon) описано производство ПММА пленок толщиной до 0,3 мм на основе ПММА определенного состава: модифицирующая добавка, увеличивающая ударную прочность, на основе полибутилакрилата с определенным размером частиц, а также полимер III с РММА матрицей и (в случае необходимости) с добавлением модификатора прочности расплава (полимер I).
Пленку получают с использованием процесса с одним валом (известного как процесс с литьем из расплава с охлаждающим валом), в котором термопластичный расплав вводят в контакт с одним металлическим валом во время охлаждения и отверждения и охлаждают. Здесь явно указано, что термопластичный расплав для производства пленок в заявленном диапазоне толщины не может формоваться между двумя металлическими валами. При сравнении с процессом с двумя валами этот способ имеет заметные недостатки, которые оказывают решающее влияние на качество пленки. ПММА формовочные массы, модифицированные добавками, увеличивающими ударную прочность, имеют существенную тенденцию к формированию гелевых образований, и в отличие от процесса с двумя валами (разглаживание) при выполнении процесса формования на одиночном охлаждающем вале они не прижимаются ниже поверхности пленки и поэтому остаются видимыми, как оптический дефект. Это является особым недостатком при последующей печати для получения декоративных пленок, на которых явно видимые дефекты становятся очень заметными в области гелевых образований. Кроме того, поверхность пленки, которая расположена с другой стороны от охлаждающего вала и которая свободно охлаждается в атмосфере, проявляет заметное помутнение поверхности, получаемое в результате различий степени объемного сжатия эластомерных частиц и ПММА матрицы. В результате этого образуется особая структура поверхности в виде "подъемов и углублений", которая рассеивает свет и, таким образом, приводит к возникновению нежелательного эффекта помутнения.
В DE 19544563 (Röhm GmbH) описаны ПММА формовочные массы, модифицированные добавками, увеличивающими ударную прочность, используемые для производства пленок в соответствии с настоящим изобретением.
В DE 4018530 (Röhm GmbH) описан способ производства твердых листов или пленок толщиной меньше 1 мм из термопласта с температурой стеклования >50°С. Разглаживание достигается путем подачи пленки на непрерывную ленту. Получаемые листы или пленка, в частности, не имеют ориентацию и не обладают двойным лучепреломлением.
В ЕР 659829 (Röhm GmbH) описана пленка, предназначенная для защиты от атмосферных воздействий, и профилированный материал с покрытием из этой пленки, причем пленка выполняет функцию не только защиты от атмосферных воздействий, но также и поглощения ультрафиолетового излучения. Она состоит из твердой фазы, приготовленной из ПММА, и упрочняющей фазы, причем поглотитель ультрафиолетового излучения присутствует в твердой фазе.
В ЕР 391193 (Bayer AG) описан способ производства оптически изотропных экструзионных пленок, обе стороны которых являются гладкими, и которые имеют толщину меньше 0,6 мм, которые либо:
1. получают способом экструзии, после которой следует каландрование между лакированным эластичным валом и стальным сатинирующим валом или
2. формуют с использованием двух этапов экструзии, в котором на первом этапе производят пленку, которая высокоглянцевая с одной стороны и матовая с другой стороны, путем экструзии, после которой следует каландрование между донным эластичным валом и стальным сатинирующим валом. На втором этапе экструзии пленку, получаемую на первом этапе, покрывают расплавом того же термопластичного материала с матовой стороны пленки, и получаемую в результате пленку с покрытием снова каландрируют между стальным сатинирующим валом и донным эластичным валом, при этом высокоглянцевая сторона пленки с покрытием обращена к донному валу, изготовленному из эластичного материала.
Недостаток способа 1 состоит в том, что его нельзя выполнить в промышленных масштабах, поскольку лакированные слои резиновых валов очень быстро становятся хрупкими под воздействием высокой температуры расплава. Для снижения воздействия высокой температуры расплава лакированные резиновые валы можно охлаждать в водяной бане, но влага отрицательно влияет на качество поверхности пленки.
Процесс 2 является чрезвычайно неэкономичным, поскольку для производства пленки требуется применять два этапа экструзии. Кроме того, покрытие пленки в ходе экструзии расплавом с последующим каландрованием, в частности, в диапазоне толщины, заявленном в соответствии с настоящим изобретением, приводит к получению нежелательных свойств.
В ЕР 165075 (Exxon) описан способ производства глянцевой с обеих сторон пленки, состоящей на 10-85 мас.% из эластомера и на 90-15 мас.% из полиолефина, путем пропускания экструдированного полотна при температуре выше точки размягчения материала через зазор, образованный валами с противоположным вращением. Один из валов представляет собой охлаждающий стальной сатинирующий вал и другой вал представляет собой сатинирующий вал с резиновой поверхностью, и в результате этой обработки пленка охлаждается. Пленки, полученные таким образом, имеют толщину от 25 до 250 микрон (10-6 м).
В ЕР 294706 (Röhm GmbH) описан способ производства сглаженных с обеих сторон пленок, причем разглаживающий компонент, используемый в способе, представляет собой ранее разглаженную пленку, полученную ранее в процессе, и которую возвращают обратно в процесс.
В ЕР 916474 (General Electric Company) описано производство поликарбонатной (ПК) пленки с нанесенным с одной стороны покрытием, отверждаемым под действием ультрафиолетового излучения. Одна сторона ПК пленки выполнена с текстурированием. Пленка обладает низким значением двойного лучепреломления и высокой степенью пропускания света, поскольку коэффициенты преломления пленки и покрытия соответствуют друг другу.
В ЕР 916475 (General Electric Company) описано производство пленки из термопластичных материалов с полированными поверхностями и со значением двойного лучепреломления меньше чем 25 мкм. Это достигается с помощью каландра, состоящего из металлического вала и вала с покрытием из политетрафторэтилена. Покрытие из политетрафторэтилена нанесено на покрытие из резины.
В публикации WO 96/40480 (Avery Derrison Corp.) описан способ нанесения покрытия экструзией. В этом способе оптически прозрачный материал экструдируют на вспомогательную пленку (12) в зазор между валами. На композитный материал затем дополнительно наносят покрытие из другого полимеризованного материала. Способ нанесения покрытия экструзией, после которого следует этап пигментации, позволяет исключить этап окрашивания, который связан с испарением растворителя.
Второй окрашенный слой может быть либо одновременно экструдируемым на композитный материал, или может отливаться из раствора.
На Фиг.11.5 на странице 373 книги "Plastics Extrusion Technology" (2nd Edition, Han-ser, (1967)) by Friedhelm Henson (Ed.) описан способ нанесения покрытия экструзией, также описанный в публикации WO 96/40480.
В DE 19813001 описана обработка ПММА формовочной массы, модифицированной добавками, увеличивающими ударную прочность (ударно-модифицированные ПММА композиции), в соответствии с DE 19544563, для получения высокоглянцевой пленки, которая, в частности, не содержит гелевых образований, имеет твердую поверхность и которую можно использовать в процессе "литья на пленку с нанесенным рисунком (in-mould film-decoration)". Расплав экструдируют, например, через головку экструдера с регулируемыми губками в каландр в соответствии с данным изобретением, который был сконструирован для получения очень большой силы сжатия в зазоре между валами. Разглаживающие валы обработаны с приданием им выпуклой формы. Пленки используют для декорирования поверхности высококачественного термопластичного профилированного материала. Большая сила сжатия в зазоре между валами придает пленкам исключительно высокую степень ориентации.
Объект изобретения и решение
Задача настоящего изобретения состоит в разработке простого и имеющего низкую стоимость способа экструзии для пленок, позволяющего производить пленку из термопластичных материалов с толщиной в диапазоне от 20 мкм до 1000 мкм с поверхностным эффектом, соответствующим области применения, например, глянцевые, пигментированные, матовые, поглощающие ультрафиолетовое излучение или рассеивающие свет, где стороны пленки могут иметь различную текстуру. Такие пленки могут противостоять высоким механическим нагрузкам.
Эта задача достигается с помощью способа производства пленок с толщиной в диапазоне от 20 мкм до 1000 мкм из термопластичных материалов в результате экструзии пластмассы через щелевую головку и разглаживания расплавленной пленки, выходящей из щелевой головки, в каландре, состоящем из, по меньшей мере, трех или четырех валов, где первая пара валов (1, 2) образует разглаживающий зазор для приема расплавленной пленки, и после этого зазора каландра расплавленную пленку пропускают через следующий разглаживающий зазор или через последующий прижимной зазор,
отличающегося тем, что
отношение между шириной зазора головки и толщиной пленки находится в диапазоне от 1:1 до 6:1, и тем, что частное, получаемое в результате деления скорости полотна пленки в следующем разглаживающем зазоре или в последующем прижимном зазоре на скорость полотна пленки в разглаживающем зазоре, сформированном парой валов (1, 2), находится в диапазоне от 0,8 до 1,05.
Подбор ширины зазора головки, толщины пленки и значения частного, рассчитанного путем деления скорости полотна пленки в следующем разглаживающем зазоре или в последующем прижимном зазоре на скорость полотна пленки в разглаживающем зазоре, сформированном парой валов (1, 2), обеспечивает низкую молекулярную ориентацию получаемых пленок, что является решающим для обеспечения их высокой механической прочности, в частности, включая механическую прочность в направлении, перпендикулярном направлению экструзии.
Краткое описание чертежей
Изобретение иллюстрируется следующими чертежами, и при этом предполагается, что оно не ограничивается этими вариантами выполнения.
Обозначения
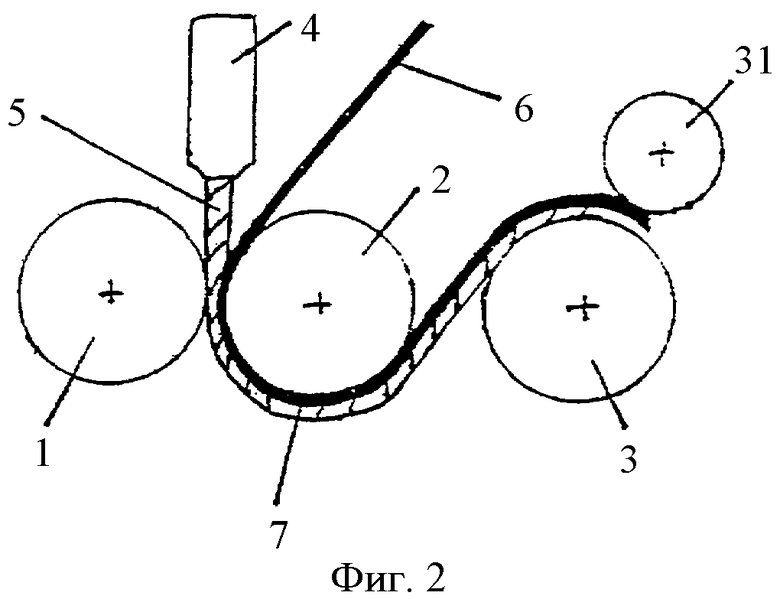
Фиг.1: Компоновка в соответствии с настоящим изобретением с четырьмя валами, рассматриваемая в направлении, перпендикулярном направлению экструзии.
1 - второй вал каландра, например с эластичной поверхностью, изготовленной из силикона
2 - первый вал каландра, например с поверхностью, выполненной из полированной стали
3 - третий вал каландра, например, функционирующий исключительно как охлаждающий вал
31 - четвертый вал, например, с поверхностью с эластичным покрытием, функционирующий как прижимной вал.
4 - экструзионная головка для пленки
5 - расплавленная пленка (например, из ударно-модифицированного полиметилметакрилата).
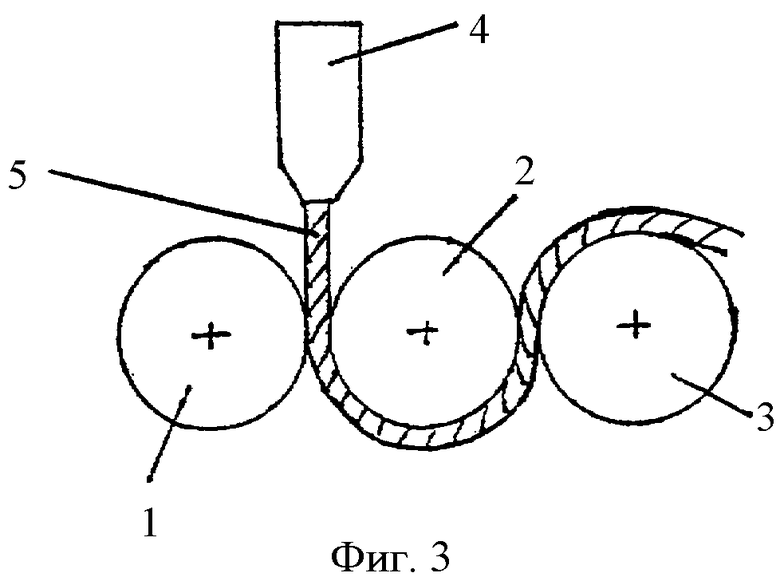
Фиг.2: Компоновка в соответствии с настоящим изобретением с четырьмя валами, предназначенная для производства слоистого материала с полиэтилентерефталатной пленкой. Обозначения такие же, как и на Фиг.1.
6 = пленка из полиэтилентерефталата
7 = пленочный слоистый материал (полиэтилентерефталат с, например, ударно-модифицированным полиметилметакрилатом)
Фиг.3: Компоновка в соответствии с настоящим изобретением с тремя валами, где вал (3) формирует последующий разглаживающий зазор с валом (2). Обозначения такие же, как и на Фиг.1.
Выполнение изобретения
Изобретение относится к способу производства пленок с толщиной в диапазоне от 20 мкм до 1000 мкм, предпочтительно от 20 мкм до 750 мкм, в частности, предпочтительно, от 20 мкм до 500 мкм, из термопластичных материалов путем экструзии пластмассы через щелевую головку и разглаживания расплавленной пленки, выходящей из щелевой головки, в каландре, состоящем из, по меньшей мере, трех или четырех валов, где первая пара валов (1, 2) образует разглаживающий зазор для приема расплавленной пленки и после этого зазора каландра расплавленную пленку пропускают через следующий разглаживающий зазор или через последующий прижимной зазор, отличающийся тем, что отношение между шириной зазора головки и толщиной пленки находится в диапазоне от 1:1 до 6:1, предпочтительно от 1:1 до 4:1, особенно предпочтительно в диапазоне от 1:1 до 3:1, в частности в диапазоне от 1:1 до 2:1, и тем, что значение частного, получаемого в результате деления скорости полотна пленки в следующем разглаживающем зазоре или в последующем прижимном зазоре на скорость полотна пленки в разглаживающем зазоре, сформированном парой валов (1, 2), находится в диапазоне от 0,8 до 1,05, предпочтительно в диапазоне от 0,85 до 1, особенно предпочтительно в диапазоне от 0,9 до 1.
Расплав, получаемый с помощью одно- или двухвинтового экструдера (в случае необходимости можно использовать насосы для расплава для получения постоянного потока расплава), подают через головку, предназначенную для экструзии пленки, в процесс формования в соответствии с настоящим изобретением.
Фильтрация расплава предпочтительно происходит между насосом для расплава и экструзионной головкой. Ширина пленки, получаемая в соответствии с шириной головки, может составлять, например, 1500 мм. Ширина зазора головки или отверстия между губками головки может составлять, например, 0,6 мм. Температуру расплава выбирают соответствующей обычным значениям температуры обработки для используемых материалов. Расплаву придают размеры в определенном зазоре валов, и его разглаживают и охлаждают на поверхности валов с контролируемой температурой.
Весь каландр состоит, по меньшей мере, из трех или четырех валов. Два первых вала здесь формируют зазор каландра для приема расплавленной пленки, которая выходит через щелевую головку. Щелевая головка предпочтительно расположена непосредственно над зазором каландра. Обычно расстояние между щелевой головкой и зазором каландра может составлять, например, от 2 до 20 см.
Возможные компоновки валов и варианты обработки поверхности
Каждый вал в паре валов (1, 2) может иметь поверхность, изготовленную из стали.
Один вал в паре валов (1, 2) может иметь поверхность, изготовленную из стали, в то время как другой вал может иметь поверхность, твердость которой ниже, чем твердость стали. Вал с поверхностью, изготовленной из стали, имеет структурированную или матовую стальную поверхность, или полированную стальную поверхность с высоким глянцем с глубиной шероховатости RA 0,002-0,006 или соответственно RT=0,02-0,04, измеренной в соответствии со стандартом DIN 4768. Один из валов предпочтительно имеет эластичную термостойкую поверхность, например, изготовленную из силиконового каучука или фторсодержащего каучука. Поверхность этого вала может быть гладкой или может быть матовой.
Вал с поверхностью, твердость которой ниже чем у стали, может иметь поверхность, изготовленную из эластичного, термостойкого материала, твердость которого по Шору-А находится в диапазоне от 30 до 90.
Третий вал (3) может быть расположен настолько близко к одному из валов пары валов (1, 2), чтобы между валами сформировался разглаживающий зазор, через который пропускают расплавленную пленку под давлением.
Третий вал (3) может быть расположен на таком расстоянии от ближайшего вала в паре валов (1, 2), что между этими валами не формируется какой-либо дополнительный зазор, причем третий вал формирует с прижимным валом (31) прижимной зазор, через который пропускают расплавленную пленку.
Отношение между шириной зазора головки и толщиной пленки находится в указанном диапазоне для минимизации молекулярной ориентации расплавленной пленки в машинном направлении (МН) в результате возникновения линейных давлений в каландре. Если предположить, что ширина зазора головки составляет 0,6 мм, толщина пленки тогда находится в диапазоне от 0,6 до 0,1 мм. Линейное давление, возникающее в зазоре каландра, в способе в соответствии с настоящим изобретением находится в диапазоне от 50 Н/см до 1500 Н/см.
Если используется вал с поверхностью, изготовленной из эластичного, термостойкого материала, твердость которого по Шору-А находится в диапазоне от 30 до 90, значения линейного давления обычно не превышают 300 Н/см.
Под шириной зазора головки следует понимать расстояние между губками щелевой экструзионной головки.
По меньшей мере, один дополнительный третий вал (3) расположен после первой пары валов. Расплавленную пленку, выходящую из зазора каландра, укладывают на этот вал или вокруг него для охлаждения и/или формования.
Третий вал может быть расположен настолько близко к одному из валов пары валов (1, 2), например, ко второму валу (2), что между этими валами формируется дополнительный разглаживающий зазор, через который пропускают расплавленную пленку. Как и в первом разглаживающем зазоре, эти валы оказывают давление на расплавленную пленку.
Третий вал (3) может быть расположен на таком расстоянии от ближайшего вала в паре валов (1, 2), что между этими валами не образуется какой-либо дополнительный зазор между валами. В этом случае третий вал формирует с прижимным валом (31) прижимной зазор, через который пропускают расплавленную пленку. Прижимной вал обычно не является приводным валом. Он предпочтительно имеет эластичное покрытие и служит для горизонтальной укладки полотна пленки.
Помимо третьего вала, или третьего и четвертого вала, при необходимости могут присутствовать дополнительные валы, которые принимают или через которые пропускают (расплавленную) пленку из третьего вала. В частности, в случае относительно толстых пленок с толщиной в диапазоне от 400 микрометров (мкм) до 1000 микрометров, может быть целесообразно использовать два или больше последовательно установленных охлаждающих валов.
Частное, получаемое в результате деления скорости полотна пленки в следующем разглаживающем зазоре или в последующем прижимном зазоре на скорость полотна пленки в разглаживающем зазоре, сформированном парой валов (1, 2), в частности, должно быть небольшим для исключения растяжения расплавленной пленки в машинном направлении (МН) и связанной с этим молекулярной ориентации пленки.
Матовая поверхность вала представляет собой поверхность, обработанную с тем, чтобы придать на пленке контролируемое периодическое отклонение от поверхности с высоким глянцем. Эти валы также называются валами для тиснения. В случае стального вала в качестве одного из способов формирования матовой поверхности с мелкими неровностями используют электрическое гравировании, лазерное гравирование или пескоструйную обработку поверхности, которая первоначально была выполнена гладкой.
Значения температуры расплава выбирают в соответствии с обычными температурами обработки используемых материалов.
Можно привести следующие примеры типов пленки, которые могут быть получены с использованием способа в соответствии с настоящим изобретением:
- пленки с гладкой поверхностью с обеих сторон,
- пленки с одной гладкой поверхностью и одной матовой или структурированной поверхностью
- пленки с матовой или структурированной поверхностью с обеих сторон.
Обычно пленки также могут представлять собой совместно экструдируемые или ламинированные пленки.
Используемые термопластичные материалы
Следующие материалы можно использовать в качестве термопластичных материалов для пленок.
Полиметилметакрилат (ПММА), ударно-модифицированный ПММА (im ПММА), смеси, приготовленные из ПММА или из im ПММА и фторполимера, например, поливинилиденфторида (ПВДФ), в которых соотношение смеси между ПММА или im ПММА и ПВДФ может составлять, например, от 10:90 до 90:10 мас. частей. Для целей настоящего изобретения в качестве фторполимеров используют полимеры, которые могут быть получены свободно-радикальной полимеризацией олефиновых ненасыщенных мономеров, имеющих, по меньшей мере, один заместитель в виде фтора в своих двойных связях. Сополимеры также включены сюда. Эти сополимеры могут содержать, помимо одного или больше фторсодержащих мономеров, другие мономеры, которые могут одновременно полимеризоваться с этими фторсодержащими мономерами.
Фторсодержащие мономеры включают хлоротрифторэтилен, фторовинилсульфоновую кислоту, гексафтороизобутилен, гексафторопропилен, перфторированный винилметилэфир, тетрафторэтилен, винилфторид и винилиденфторид. Среди них особое предпочтение отдается винилиденфториду.
Примеры других подходящих термопластов представляют акрилонитрил-бутадиен-стирол сополимеры (АБС), акрилонитрил-стирол-акрилатные сополимеры (АСА), метилметакрилат-модифицированные АВС (МАБС), ударно-модифицированный полистирол (im ПС), PETG (аморфный полиэтилентерефталат) и поликарбонат (ПК).
Многослойные пленки
В одном конкретном варианте выполнения получают слоистый материал с полиэтилентерефталатной пленкой (например, пленкой типа Mylar®, Dupont-Teijin) или с полипропиленовой пленкой. Первый вал, изготовленный из полированной стали с высоким глянцем поверхности и второй вал с эластичной поверхностью, например, изготовленной из силиконового каучука, формируют разглаживающий зазор. Расплавленную пленку, приготовленную, например, из полиметилметакрилата или из ударно-модифицированного полиметилметакрилата или из смеси полиметилметакрилата и поливинилиденфторида, экструдируют в этот зазор, и одновременно с этим пленку из полиэтилентерефталата толщиной, например, 50 мкм пропускают с одной стороны второго вала с эластичной поверхностью. Получаемый в результате слоистый материал, общая толщина которого может составлять, например, 100 мкм, пропускают через третий вал, расположенный рядом со вторым валом, который функционирует как охлаждающий вал, и таким образом охлаждают. В этом случае третий вал формирует вместе с прижимньм валом (31), прижимной зазор, через который пропускают охлажденную расплавленную пленку.
Слоистый материал может быть затем разделен. Получаемая в результате пленка при этом имеет высокоглянцевую поверхность на стороне, где присутствовала пленка PET или полипропиленовая пленка.
Методы испытаний
Преимущества пленок в соответствии с настоящим изобретением могут, помимо прочего, быть охарактеризованы с помощью следующих измеряемых переменных, некоторые из которых, например, также можно измерять параллельно и перпендикулярно направлению экструзии.
Модуль упругости, предел прочности на разрыв и деформация растяжения при разрыве проверяли в соответствии с ISO 527-3, при этом длина закрепленного участка составляла 60 мм и скорость при испытаниях составляла 50 мм/минуту.
Твердость карандаша может быть определена в соответствии с ASTM D 3363-92.
Уровень глянца можно измерять при 60°С в соответствии с DIN 67530.
Помутнение можно измерять в соответствии с ASTM D 1003. Для расчета поверхностного помутнения величину помутнения пленки после обработки в силиконовом масле с обеих сторон вычитали из величины помутнения, измеренной в необработанном состоянии.
Измерение усадки: определяли "общее восстановление". С этой целью испытываемый образец с размерами 100×100 мм кондиционировали путем обработки теплом при температуре 160°С в течение 30 мин. Восстановление (тепловую релаксацию) определяли как изменение размеров испытываемого образца (всегда измеряемого при комнатной температуре) в результате его усадки при нагреве до определенной температуры. Величину этого параметра определяли как процент восстановления промежутка между двумя отметками на испытываемом образце при сравнении с величиной промежутка до усадки.
Предпочтительные свойства
Пленки в соответствии с настоящим изобретением имеют сравнительно небольшую ориентацию молекул полимера, в результате чего обеспечиваются предпочтительные механические свойства.
Пленки имеют низкую усадку, низкий допуск по толщине и изотропные механические свойства. Качество поверхности (низкий уровень «рыбьих глаз»/количества гелевых образований) высокое.
Возможные области применения
Данные пленки открывают широкие возможности для эффектов поверхностей, ориентированных на определенные варианты применения, таких как: глянцевая поверхность, пигментированная поверхность, матовая поверхность (выполненная с тиснением), матовая поверхность (модифицированная частицами), поверхность, поглощающая ультрафиолетовое излучение, рассеивающая свет.
Это делает такие пленки пригодными для широкого диапазона применений, и примеры их использования заключены в способах производства декоративных пленок, пленок, защищающих от ультрафиолетового излучения, сухих лаковых пленок, пленок, защищающих от царапин, для оптических носителей данных, и материалов для носителей данных, печать на которых выполняется с помощью непрерывных процессов печати, таких как глубокая печать, флексографическая печать, офсетная печать, цифровая печать, ротационная трафаретная печать или процессы печати с переносом изображения, и/или их обрабатывают в непрерывных процессах ламинирования, таких как одновременное ламинирование пленок, ламинирование термопластичных листовых материалов и термопластичных профильных материалов, технологии обволакивания, процессы койлкоутинга и/или непрерывные процессы нанесения покрытия, такого как покрытие для предотвращения формирования капелек воды, или для обеспечения антибактериальных свойств, или для обеспечения свойств самоочистки, или для воспрепятствования нанесению граффити, или для обеспечения стойкости к царапанию, или для обеспечения электропроводности, в случае необходимости, в комбинации с процессами тиснения.
Описанный выше конкретный вариант выполнения многослойной пленки, изготовленной из полиэтилентерефталатной пленки или полипропиленовой пленки с полиметилметакрилатом, с ударно-модифицированным полиметилметакрилатом или со смесью из полиметилметакрилата/поливинилиденфторида, имеет высокую механическую прочность и высокую стойкость к тепловому воздействию. Такая многослойная пленка пригодна для дальнейшей обработки с воздействием высокого механического и/или теплового напряжения, которое, например, может возникать в процессах печати или нанесения покрытия. При сравнении с пленками известного уровня техники отмечается снижение риска разрыва полотна или прилипания к направляющим валам.
Общий пример производства пленки
Пример производства пленки из ударно-модифицированного полиметилметакрилата может быть представлен следующим образом.
В одном примере используют формовочную массу из ударно-модифицированного полиметилметакрилата со следующей структурой. Например, в DE 3842796 С2 описано получение ударно-модифицированного формовочного состава такого типа. Материал представляет собой полимер с двумя оболочками, который содержит внутреннюю упрочняющую фазу, изготовленную из 99 мас.% бутилакрилата и 1 мас.% аллилметакрилата, и имеет внешнюю твердую фазу, изготовленную из 96% метил метакрилата и 4 мас.% бутилакрилата. Модифицирующая добавка, увеличивающая ударную прочность, используется как формовочная масса в равных массовых частях с формовочной массой на основе полиметилметакрилатной матрицы, приготовленной из 96% метилметакрилата и 4 мас.% метилакрилата, и экструдируется с получением пленки.
Установка для экструзии пленки
Используемую формовочную массу плавят в одновинтовом экструдере и подают в головку для получения плоской пленки, которая распределяет расплав по ее ширине. Ширина головки для плоской пленки может составлять, например, 1500 мм. Ширина зазора головки для плоской пленки может составлять, например, 0,4 мм. Температура расплава на выходе составляет около 250°С. Головка для плоской пленки расположена вертикально над парой валов каландра. Один из валов (2) имеет полированную стальную поверхность с высоким глянцем, в то время другой вал (1) имеет матовую поверхность, изготовленную из силиконового каучука. Диаметр валов составляет 400 мм. Два вала представляют собой валы с температурой, контролируемой на уровне 80°С. Толщина пленки составляет 0,15 мм. Линейные давления, возникающие в зазоре каландра, индицируют инструментами экструзионной установки, и находятся в диапазоне приблизительно 100 Н/см. На стороне вала с полированной поверхностью с высоким глянцем, изготовленной из стали, полотно пленки направляется поверх третьего вала, диаметр которого равен 250 мм, и который находится на расстоянии приблизительно 300 мм. Температура третьего вала контролируется на уровне 60°С. Третий вал формирует прижимной зазор с четвертым валом. Диаметр четвертого вала составляет 140 мм.
Частное, рассчитанное путем деления скорости полотна пленки в прижимном зазоре на скорость полотна пленки в разглаживающем зазоре, сформированном парой валов (1, 2), составляет 0,98.
Полотно пленки затем пропускают над двумя или больше опорными роликами и после полного охлаждения сматывают в рулон.
Получаемое в результате полотно пленки, матовой с одной стороны, имеет высокое качество в отношении изотропности его механических свойств, допуска по толщине, усадки и количества гелевых образований.
Изобретение относится к способу получения пленок с толщиной в диапазоне от 20 мкм до 1000 мкм из термопластичных пластмасс путем экструзии пластмассы через широкую щелевую головку и разглаживания расплавленной пленки. Пленка проходит из широкой щелевой головки в каландр, содержащий, по меньшей мере, три или четыре вала. При этом первая пара валов образует разглаживающий зазор, предназначенный для удержания расплавленной пленки. Расплавленную пленку затем пропускают после зазора указанного каландра через следующий разглаживающий зазор или последующий прижимной зазор. Отношение ширины зазора головки и толщины пленки находится в диапазоне 1:1-6:1. Причем частное от деления скорости полотна пленки в следующем разглаживающем зазоре или последующем прижимном зазоре на скорость полотна пленки в разглаживающем зазоре, сформированном парой валов, находится в диапазоне от 0,8 до 1,00. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, что обеспечивается производство пленки из термопластичных материалов с различным поверхностным эффектом и высокими механическими нагрузками за счет низкой молекулярной ориентации получаемых пленок. 9 з.п. ф-лы, 3 ил.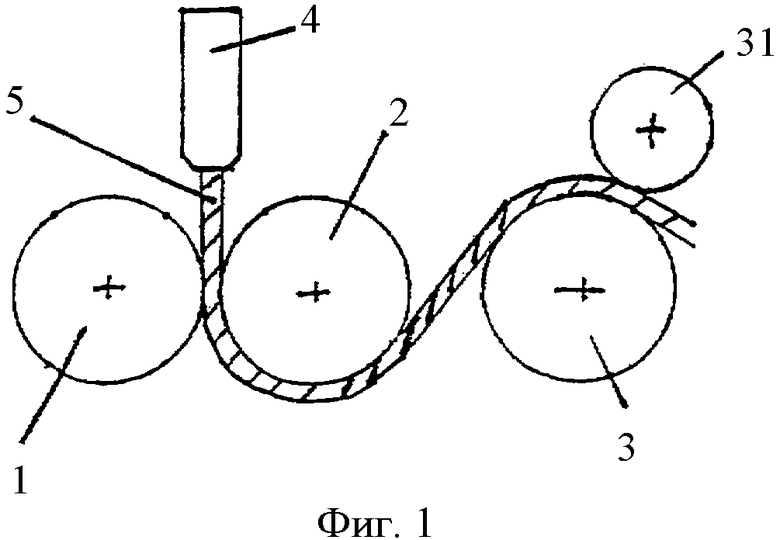
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ШЕНКЕЛЬ Г | |||
| Шнековые прессы для пластмасс | |||
| - Л.: Госхимиздат, 1962, с.286, 424 | |||
| US 5772944 А, 30.06.1998 | |||
| US 5234652 А, 10.08.1993 | |||
| GB 1279299 A, 28.06.1972 | |||
| Способ получения пленки | 1988 |
|
SU1680721A1 |

