Изобретение относится к аморфной, прозрачной пластине из кристаллизуемого термопласта, толщина которого находится в пределах от 1,3 до 20 мм. Пластина отличается очень хорошими оптическими и механическими свойствами. Изобретение относится также к изготовлению этой пластины и ее применению.
Аморфные, прозрачные пластины толщиной от 1,3 до 20 мм достаточно известны. Эти плоские образования состоят из аморфных, не кристаллизуемых термопластов. Типичными примерами таких термопластов, перерабатываемых в пластины, являются, например, поливинилхлорид (ПВХ), поликарбонат (ПК) и полиметилметакрилат (ПММА). Эти полупродукты изготавливают на так называемых экструзионных линиях (см. Polymer Werkstoffe, Band II, Technologie 1, S. 136, Georg Thieme Verlag, Stuttgard, 1984). Расплавление порошкообразного или гранулированного сырья происходит в экструдере. Аморфные термопласты после экструзии легко формуются за счет постоянного увеличения вязкости при повышении температуры с помощью каландров или других формующих устройств. Аморфные термопласты имеют после формования достаточную стабильность, то есть высокую вязкость, "самостоятельность" в калибрующей форме. Но они еще достаточно мягки, чтобы можно было их формовать устройством. В калибрующей форме вязкость расплава и внутренняя жесткость аморфных термопластов настолько высока, что перед охлаждением в калибрующей форме полупродукт не выпадает. В случае сырья, легко подвергающегося деструкции, как например ПВХ, при экструзии необходимы особые вспомогательные средства для переработки, как например стабилизаторы против деструкции и смазка против слишком высокого внутреннего трения и тем самым против неконтролируемого нагрева. Внешняя смазка необходима для предотвращения прилипания к стенкам и валкам.
При переработке ПММА, например, с целью отвода влаги применяют дегазирующий экструдер.
При изготовлении прозрачных пластин из аморфных термопластов необходимы часто дорогостоящие присадки, которые частично мигрируют и могут приводить к производственным проблемам вследствие испарения и к отложениям на поверхности полупродукта. Пластины из ПВХ регенерируются трудно или только с помощью специальных способов нейтрализации или электролиза. Пластины из ПК и ПММА являются также плохо регенерируемыми или регенерируемыми только с потерями или со значительным ухудшением механических свойств.
Наряду с этими недостатками пластины из ПММА имеют также чрезвычайно плохую ударную вязкость и раскалываются при ударе или механической нагрузке. Наряду с этим пластины из ПММА легко загораются, поэтому они не могут применяться внутри помещений или в ярмарочном строительстве.
Кроме того, пластины из ПММА и ПК не могут формоваться путем холодной штамповки. Во время холодной штамповки пластины из ПММА разбиваются на опасные осколки. При холодной штамповке пластин из ПК появляются микротрещины и трещины белеют.
В EP-A-0471528 описывается способ формования изделия в виде пластины из полиэтилентерефталата (ПЭТ). Пластину из ПЭТ с обеих сторон подвергают термической обработке в форме для глубокой вытяжки в интервале температур между температурой стеклования и температурой расплава. Сформованную пластину из ПЭТ вынимают из формы, если величина кристалличности сформованной пластины из ПЭТ находится в пределах от 25 до 50%. Пластины из ПЭТ, описанные в EP-A-0471528, имеют толщину от 1 до 10 мм. Так как формованное изделие, изготовленное из этой пластины ПЭТ глубокой вытяжкой, является частично кристаллическим и поэтому уже непрозрачным и свойства поверхности формованного изделия определяются способом глубокой вытяжки с заданной температурой и формой, то неважно, какие оптические свойства (например, блеск, мутность и светопередачу) имеют пластины из ПЭТ. Как правило, оптические свойства этих пластин являются плохими и нуждаются в улучшении.
В US-A-3496143 описывается пластина из ПЭТ толщиной 3 мм, изготовленная с помощью вакуумной глубокой вытяжки, кристалличность которой должна лежать в пределах от 5 до 25%. Однако кристалличность формованного изделия, полученного глубокой вытяжкой, больше чем 25%. К этим пластинам из ПЭТ также не предъявляются требования, касающиеся оптических свойств. Так как кристалличность применяемых пластин уже лежит в пределах от 5 до 25%, эти пластины являются мутными и непрозрачными.
Известна из US 4230656 прозрачная, аморфная пластина толщиной в пределах от 5 до 25 мм, содержащая в качестве основного компонента кристаллизуемый термопласт с мутностью менее 2%, характеризующаяся недостаточными оптическими свойствами. Способ получения такой пластины включает расплавление термопласта в экструдере, формование расплава с помощью сопла и последующее охлаждение по меньшей мере двумя валками.
Задачей предложенного изобретения является получение аморфной, прозрачной пластины толщиной от 1,3 до 20 мм, которая имеет хорошие как механические, так и оптические свойства.
К хорошим оптическим свойствам относятся, например, высокая светопропускающая способность, высокий блеск поверхности, чрезвычайно малая мутность, а также высокая контрастность изображения.
Среди прочего, к хорошим механическим свойствам относится высокая ударная вязкость, а также высокий предел прочности.
Кроме того, пластина согласно изобретению должна быть регенерируемой, в особенности без потери механических свойств, а также трудновоспламеняющейся для того, чтобы она могла использоваться внутри помещений и в ярмарочном строительстве.
Поставленная задача решается прозрачной, аморфной пластиной толщиной в диапазоне от 1,3 до 20 мм, которая содержит в качестве основного компонента кристаллизуемый термопласт, при этом блеск поверхности, измеренный в соответствии с DIN 67530 под углом 20o, более 130, предпочтительно более 140, светопропускание, измеренное в соответствии с ASTM D 1003, составляет более 84%, предпочтительно более 86%, и мутность пластины, измеренная в соответствии с ASTM D 1003, составляет меньше 15%, предпочтительно меньше 11%.
Прозрачная, аморфная пластина содержит в качестве основного компонента кристаллизуемый термопласт. Подходящими кристаллизуемыми термопластами или частично кристаллизуемыми являются, например, полиэтилентерефталат, полибутилентерефталат, циклоолефин и сополимер циклоолефина, причем полиэтилентерефталат является особенно предпочтительным.
Согласно изобретению под кристаллизуемым термопластом, понимают:
- кристаллизуемый гомополимер,
- кристаллизуемый сополимер,
- кристаллизуемый компаунд,
- кристаллизуемый повторно переработанный продукт,
- другие варианты кристаллизуемого термопласта.
Согласно предложенному изобретению под аморфной пластиной понимают такие пластины, которые несмотря на то, что применяемый кристаллизуемый термопласт имеет предпочтительно кристалличность от 25 до 65%, не являются кристалличными. Некристалличный, то есть в основном аморфный, означает, что степень кристалличности в основном лежит ниже 5%, предпочтительно ниже 2% и особенно предпочтительно составляет 0%.
В случае полиэтилентерефталата при измерении ударной вязкости по Шарпи an (измеренной в соответствии с ISO 179/1D) на пластине, как правило, не возникает трещин. Кроме того, ударная вязкость с надрезом пластины по Изоду ak (измеренная в соответствии с ISO 180/1A) лежит в пределах от 2,0 до 8,0 кДж/м2, особенно предпочтительно в пределах 4,0-6,0 кДж/м2.
Контрастность изображения пластины, измеренная под углом, меньше чем 2,5o (ASTM D 1003), находится предпочтительно выше 96% и особенно предпочтительно выше 97%.
Полимеры из полиэтилентерефталата с точкой плавления кристалла Tm, измеренной с помощью DSC (дифференциальная сканирующая калориметрия), при скорости нагрева 10oC/мин от 220oC до 280oC, предпочтительно от 250oC до 270oC, с интервалом температур кристаллизации Tc от 75oC до 280oC, с температурой стеклования Tg в интервале от 65oC до 90oC и при плотности, измеренной в соответствии с DIN 53479, от 1,30 до 1,45 и кристалличности от 5% до 65%, предпочтительно от 25% до 65%, представляют собой предпочтительные полимеры в качестве исходного продукта для изготовления пластины.
Стандартная вязкость SV (DCE) полиэтилентерефталата, измеренная в дихлоруксусной кислоте в соответствии с DIN 53728, лежит в пределах от 800 и 1800, в особенности между 800 и 1400, предпочтительно между 950 и 1250 и особенно предпочтительно между 1000 и 1200.
Истинная вязкость IV (DCE) рассчитывается исходя из стандартной вязкости SV (DCE):
IV (DCE) = 6,67 · 10-4 SV (DCE) + 0,118
Насыпной объемный вес, измеренный в соответствии с DIN 53466, лежит предпочтительно в пределах от 0,75 кг/дм3 до 1,0 кг/дм3, особенно предпочтительно между 0,80 кг/дм3 и 0,90 кг/дм3.
Полидисперсность полиэтилентерефталата Mw/Mn, измеренная в соответствии с GPC, находится предпочтительно в пределах от 1,5 до 6,0 и особенно предпочтительно от 2,0 до 3,5.
Наряду с этим полностью неожиданным является хорошая возможность холодной штамповки без разрушения, без микротрещин и/или без белой окраски трещин, благодаря чему пластину согласно изобретению можно деформировать и изгибать без воздействия температуры.
Кроме того, измерения показали, что пластина согласно изобретению трудно горит и трудно воспламеняется и таким образом пригодна для применения внутри помещений и для ярмарочного строительства.
Кроме того, пластина согласно изобретению не загрязняет окружающую среду и беспроблемно регенерируется без потери механических свойств, благодаря чему она подходит, например, для применения в качестве имеющих небольшой срок использования рекламных щитов или других рекламных изделий.
Изготовление аморфной, прозрачной пластины согласно изобретению можно осуществлять, например, способом экструзии на экструзионной линии.
Такая экструзионная линия схематически показана на фиг. 1. В основном она содержит:
- экструдер в качестве пластифицирующей установки,
- широкощелевую головку в качестве устройства для формования,
- гладильный каландр в качестве калибрирующей формы,
- холодильник и/или роликовый конвейер для последующего охлаждения,
- отводящие валки,
- разделительную пилу,
- устройство обрезки краев в случае необходимости,
- устройство для стапелирования.
Способ изготовления пластины согласно изобретению описывается ниже на примере полиэтилентерефталата.
Способ отличается тем, что в случае необходимости полиэтилентерефталат высушивают и затем расплавляют в экструдере, расплав формуют с помощью сопла и затем калибруют в каландре, разглаживают и охлаждают перед тем, как пластина приобретет определенный размер.
Высушивание полиэтилентерефталата осуществляют перед экструзией, предпочтительно в течение 4-6 часов при температуре от 160 до 180oC.
Затем полиэтилентерефталат расплавляют в экструдере. Температура расплава ПЕТ находится в интервале от 250 до 320oC, причем температуру расплава, в основном, можно регулировать как за счет температуры экструдера, так и временем обработки расплава в экструдере.
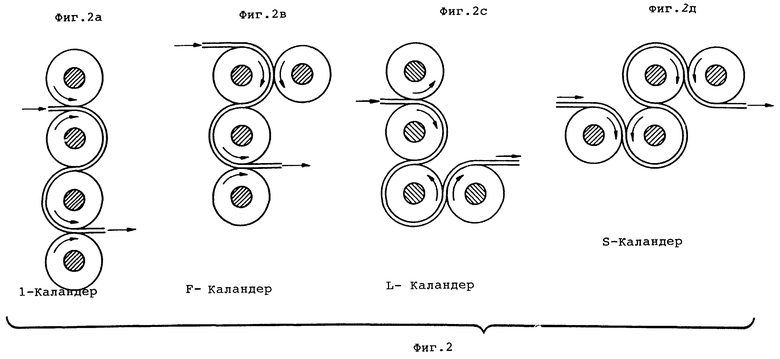
Расплав выходит из экструдера через сопло. Это сопло является предпочтительно широкощелевой головкой. ПЭТ, расплавленный в экструдере и отформованный через широкощелевую головку, калибруют с помощью гладильных валков каландра, то есть интенсивно охлаждают и разглаживают по меньшей мере двумя валками. Валки каландра могут быть выполнены, например, I-, F-, L-, или S-образной формы (см. фиг. 2).
Затем материал ПЕТ можно дополнительно охлаждать на роликовом конвейере, обрезать сборку на определенный размер, разрезать на отрезки нужной длины и стапелировать.
В качестве экструдера могут применяться одношнековые, а также двухшнековые экструдеры.
Широкощелевая головка состоит предпочтительно из разборного корпуса, губок и перегородки для регулировки потока по ширине. Для этого перегородка может изгибаться с помощью нажимного или движущегося винта. Регулировка толщины осуществляется с помощью перестановки губок. Является важным соблюдать равномерную температуру ПЕТ и губок, так как иначе вследствие различного протекания расплав ПЕТ может быть отлит с различной толщиной.
Калибрующее устройство, то есть гладильный каландр, придает форму и размеры расплаву ПЕТ. Это происходит за счет застывания ниже температуры стеклования посредством охлаждения и разглаживания. Формование в этом состоянии не должно больше проходить, так как в противном случае в этом охлажденном состоянии может возникнуть дефект поверхности. Поэтому каландровые валки предпочтительно приводятся совместно. С целью исключения прилипания расплава ПЕТ температура каландровых валков должна быть ниже, чем температура кристаллизации расплава. Расплав ПЕТ выходит из щелевой головки при температуре от 240 до 300oC. Первый гладильно-охлаждающий валок имеет в зависимости от выхода и толщины пластины температуру в интервале от 50 до 80oC. Второй, несколько более холодный валок, охлаждает вторую или другую поверхность.
Для того чтобы получить аморфную пластину толщиной от 1,3 мм до 20 мм важно, чтобы температура первого гладильно-охлаждающего валка находилась в интервале от 50 до 80oC.
В то время как калибрующее устройство подает поверхности ПЭТ на застывание максимально гладкими, а профиль охлажден настолько, что он становится формостойким, устройство после дующего охлаждения снижает температуру пластины ПЕТ до температуры, приблизительно равной комнатной. Последующее охлаждение может осуществляться на роликовом конвейере. Скорость вытяжки должна согласовываться со скоростью каландровых валков, чтобы предотвратить дефекты и колебания толщины.
В качестве дополнительных устройств в экструзионной линии для изготовления пластин могут находиться разделительная пила в качестве режущего устройства, устройство для обрезки по краям, стапелирующая установка и установка контроля. Боковая резка или обрезание краев является предпочтительной, так как толщина в краевой зоне вследствие определенных обстоятельств может быть неравномерной. В месте контроля измеряют толщину и оптику пластины.
Вследствие неожиданно большого количества полезных свойств аморфная, прозрачная пластина согласно изобретению удивительно подходит для различного применения, например для внутренней отделки помещений, для ярмарочного строительства и ярмарочных изделий, в качестве дисплеев, для экранов, для защитного остекления машин и транспортных средств, для применения в области освещения, в строительстве хранилищ и полок, в качестве рекламных изделий, подставок для карточек меню и в качестве баскетбольных щитов.
Далее изобретение поясняется более подробно с помощью примеров выполнения, которыми оно не ограничивается.
При этом измерение отдельных свойств осуществляют согласно следующим нормам или способам.
Способы измерения
Блеск поверхности:
Блеск поверхности измеряют под углом 20o согласно DIN 67530.
Светопропускание:
Под светопропусканием понимают отношение всего проходящего света к количеству падающего света.
Светопропускающую способность определяют с помощью измерительного прибора "Hazegard plus" в соответствии с ASTM 1003.
Мутность и контрастность изображения:
Мутность является процентной частью прошедшего света, которая отклоняется от излучаемого пучка света в среднем более чем на 25o. Контрастность изображения измеряют под углом менее чем 2,5o.
Мутность и контрастность изображения измеряют с помощью измерительного прибора "Hazegard plus" в соответствии с ASTM 1003.
Дефекты поверхности:
Дефекты поверхности определяют визуально.
Ударная вязкость согласно Шарпи an:
Эту величину определяют в соответствии с ISO 179/1D.
Ударная вязкость с надрезом по Изоду аk:
Ударную вязкость с надрезом или прочность аk по Изоду определяют в соответствии с ISO 180/1A.
Плотность:
Плотность определяют в соответствии с DIN 53479.
Вязкость стандартная SV (DCE) и истинная IV (DCE):
Стандартную вязкость SV (DCE) измеряют в соответствии с DIN 53726 в дихлоруксусной кислоте.
Истинную вязкость (IV) рассчитывают исходя из стандартной вязкости (SV).
IV (DCE) = 6,67 · 10-4 SV (DCE) + 0,118
Термические свойства:
Термические свойства, такие как точка плавления кристаллов Tm, температурный интервал кристаллизации Tc, температура последующей (холодной) кристаллизации TCN и температура стеклования Tg измеряются с помощью дифференциальной сканирующей калориметрии (DSC) при скорости нагрева 10oC/мин.
Молекулярный вес, полидисперсность:
Молекулярный вес Mw и Mn и результирующую полидисперсность Mw/Mn измеряют с помощью гель-проникающей хроматографии (GPS).
В каждом из нижеследующих примеров и сравнительных примерах речь идет об однослойных, прозрачных пластинах различной толщины, полученных на описанной экструзионной линии.
Пример 1.
Полиэтилентерефталат, из которого изготавливают прозрачную пластину, имеет стандартную вязкость SV (DCE) 1010, что соответствует истинной вязкости IV (DCE), равной 0,79 дл/г. Содержание влаги составляет < 0,2%, а плотность (DIN 53479) 1,41 г/см3. Кристалличность составляет 59%, причем точка плавления кристаллов согласно DSC-измерениям составляет 258oC. Температурный интервал кристаллизации Tc составляет от 83 до 258oC, причем температура дополнительной кристаллизации (а также температура холодной кристаллизации) TCN составляет 144oC. Полидисперсность Mw/Mn полимера полиэтилентерефталата составляет 2,14. Температура стеклования равна 83oC.
Перед экструзией полиэтилентерефталат с кристалличностью 59% высушивают в сушилке в течение 5 часов при температуре 170oC и затем экструдируют в одношнековом экструдере при температуре экструзии 268oC с помощью широкощелевой головки на каландр, валки которого расположены S-образно и разглаживают пластины до толщины 2 мм. Первый каландровый валок имеет температуру 73oC и каждый последующий валок имеет температуру 67oC. Скорость вытяжки и скорость каландровых валков составляет 6,5 м/мин.
В заключение после последующего охлаждения у прозрачной пластины из ПЕТ толщиной 2 мм обрезают разделительными пилами края, нарезают на отрезки нужной длины и укладывают в стапели.
Изготовленная прозрачная пластина из ПЕТ имеет следующие свойства:
Толщина - 2 мм
Поверхностный блеск 1-я сторона - 200
(угол измерения 20o) 2-я сторона - 198
Светопропускание - 91%
Контрастность изображения - 100%
Мутность - 1,5%
Дефекты на поверхности на 1 м2 (крапинки, оранжевое шелушение, пузыри (рыбий глаз) и т.п. - Нет
Ударная вязкость по Шарпи an - Нет разлома
Ударная вязкость с разрезом по Изоду ak - 4,2 кДж/м2
Способность к холодному формованию - Хорошая, без дефекта
Кристалличность - 0%
Плотность - 1,33 г/см3
Пример 2.
Прозрачную пластину изготавливают аналогично примеру 1, при этом применяют полиэтилентерефталат, имеющий следующие свойства:
SV (DCE) - 1100
IV (DCE) - 0,85 дл/г
Плотность - 1,38 г/см3
Кристалличность - 44%
Точность плавления кристаллов Tm - 245oC
Температурный интервал кристаллизации Tc - 82-245oC
Температура последующей (холодной) кристаллизации TCN - 152oC
Полидисперсность Mw/Mn - 2,02
Температура стеклования - 82oC
Температура экструзии составляет 280oC. Первый каландровый валок имеет температуру 66oC и последующие валки имеют каждый температуру 60oC. Скорость вытяжки и скорость каландрового валка составляет 2,9 м/мин.
Изготовленная прозрачная пластина из ПЕТ имеет следующие свойства:
Толщина - 6 мм
Поверхностный блеск 1-я сторона - 172
(угол измерения 20o) 2-я сторона - 170
Светопропускание - 88,1%
Контрастность изображения - 99,6%
Мутность - 2,6%
Дефекты на поверхности на 1 м2 (крапинки, оранжевое шелушение, пузыри (рыбий глаз)) - Нет
Ударная вязкость по Шарпи an - Нет разлома
Ударная вязкость с надрезом по Изоду ak - 4,8 кДж/м2
Способность к холодному формованию - Хорошая, без дефекта
Кристалличность - 0%
Плотность - 1,33 г/см3
Пример 3.
Прозрачную пластину изготавливают аналогично примеру 2. Температура экструзии составляет 275oC. Первый каландровый валок имеет температуру 57oC и последующие валки имеют каждый температуру 50oC. Скорость вытяжки и скорость каландрового валка составляет 1,7 м/мин.
Изготовленная пластина из ПЕТ имеет следующие свойства:
Толщина - 10 мм
Поверхностный блеск 1-ая сторона - 163
(угол измерения 20o) 2-ая сторона - 161
Светопропускание - 86,5%
Контрастность изображения - 99,2%
Мутность - 4,95%
Дефекты на поверхности на 1 м2 (крапинки, оранжевое шелушение, пузыри (рыбий глаз)) - Нет
Ударная вязкость по Шарпи an - Нет разлома
Ударная вязкость с надрезом по Изоду ak - 5,1 кДж/м2
Способность к холодному формованию - Хорошая, без дефекта
Кристалличность - 0,1%
Плотность - 1,33 г/см3
Пример 4.
Прозрачную пластину изготавливают аналогично примеру 3, при этом используют полиэтилентерефталат, имеющий следующие свойства:
SV (DCE) - 1200
IV (DCE) - 0,91 дл/г
Плотность - 1,37 г/см3
Кристалличность - 36%
Точка плавления кристаллов Tm - 242oC
Интервал температуры кристаллизации Tc - 82-242oC
Температура последующей (холодной) кристаллизации TCN - 157oC
Полидисперсность Mw/Mn - 2,2
Температура стеклования - 82oC
Температура экструзии составляет 274oC. Первый каландровый валок имеет температуру 50oC и последующей валки имеют каждый температуру 45oC. Скорость вытяжки и скорость каландровых валков составляет 1,2 м/мин.
Изготовленная прозрачная пластина из ПЕТ имеет следующие свойства:
Толщина - 15 мм
Поверхностный блеск 1-я сторона - 144
(угол измерения 20o) 2-я сторона - 138
Светопропускание - 86,4%
Контрастность изображения - 97,4%
Мутность - 10,5%
Дефекты на поверхности на 1 м2 (крапинки, оранжевое шелушение, пузыри (рыбий глаз)) - Нет
Ударная вязкость по Шарпи an - Нет разлома
Ударная вязкость с надрезом по Изоду ak - 5,1 кДж/м2
Способность к холодному формованию - Хорошая, без дефекта
Кристалличность - 0,1%
Плотность - 1,33 г/см3
Пример 5.
Прозрачную пластину изготавливают аналогично примеру 2. К 70% полиэтилентерефталата из примера 2 примешивают 30% ресциклата из этого полиэтилентерефталата.
Изготовленная пластина из ПЕТ имеет следующие свойства:
Толщина - 6 мм
Поверхностный блеск 1-ая сторона - 168
(угол измерения 20o) 2-я сторона - 166
Светопропускание - 88,0%
Контрастность изображения - 99,4%
Мутность - 3,2%
Дефекты на поверхности на 1 м2 (крапинки, оранжевое шелушение, пузыри (рыбий глаз)) - Нет
Ударная вязкость по Шарпи an - Нет разлома
Ударная вязкость с надрезом по Изоду ak - 4,7 кДж/м2
Способность к холодному формованию - Хорошая, без дефекта
Кристалличность - 0%
Плотность - 1,33 г/см3
Сравнительный пример 1.
Прозрачную пластину изготавливают аналогично примеру 1. Применяемый полиэтилентерефталат имеет стандартную вязкость SV (DCE) 760, соответствующую истинной вязкости IV (DCE) 0,62 дл/г. Остальные свойства в пределах точности измерений идентичны свойствам полиэтилентерефталата согласно примеру 1. Параметры способа и температура выбраны аналогично примеру 1. Вследствие низкой вязкости изготовление пластины невозможно. Стабильность расплава настолько недостаточна, что расплав перед охлаждением на каландровых валках опадает.
Сравнительный пример 2.
Прозрачную пластину изготавливают аналогично примеру 2, при этом используют полиэтилентерефталат из примера 2. Первый каландровый валок имеет температуру 83oC, каждый последующий валок имеет температуру 77oC.
Изготовленная пластина чрезвычайно замутнена. Светопропускание, контрастность изображения и блеск значительно снижены. Пластина имеет дефекты поверхности и структуры. Оптические свойства неприемлемы для применения в качестве прозрачной пластины.
Изготовленная пластина имеет следующие свойства:
Толщина - 6 мм
Поверхностный блеск 1-я сторона - 95
(угол измерения 20o) 2-я сторона - 93
Светопропускание - 74%
Контрастность изображения - 90%
Мутность - 52%
Дефекты на поверхности на 1 м2 (крапинки, оранжевое шелушение, пузыри (рыбий глаз)) - Нет
Ударная вязкость по Шарпи an - Нет разлома
Ударная вязкость с надрезом по Изоду ak - 5,0 кДж/м2
Способность к холодному формованию - Хорошая
Кристалличность - Приблизительно 8%
Плотность - 1,34 г/см3к
Изобретение относится к аморфной прозрачной пластине и способу ее изготовления. Пластина толщиной 1,3-20 мм содержит в качестве основного компонента кристаллизуемый термопласт. Блеск поверхности, измеренный согласно DIN 67530 под углом 20°, больше чем 130, светопропускание, измеренное по ASTN D 1003, составляет более чем 84% и мутность пластины, измеренная по ASTN D 1003, составляет менее 15%. Данная пластина имеет хорошие как механические, так и оптические свойства. 2 с. и 17 з.п. ф-лы, 2 ил.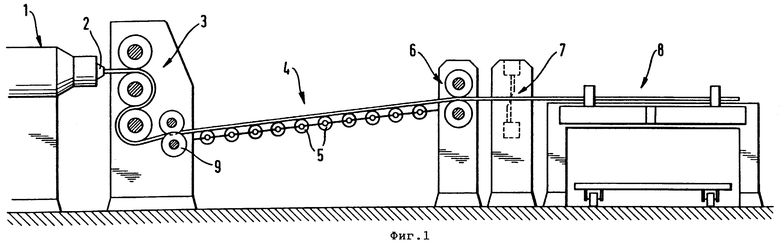
| US 4230656 A, 28.10.1980 | |||
| US 4175147 A, 20.11.1978 | |||
| DE 1478801 A, 08.08.1974 | |||
| Установка для изготовления листовых полимерных материалов | 1980 |
|
SU891460A1 |
