Изобретение относится к способу изготовления пленочного полотна, к пленочному полотну, изготовленному с помощью данного способа, а также к его применению, в частности в качестве гигиенической пленки, например пленки для подгузников, или медицинской пленки.
Такие гигиенические пленки, предпочтительно, изготавливают из полиолефинов, и, как правило, они имеют толщину от 5 до 40 мкм. Вследствие своей области применения пленки должны быть непроницаемыми для жидкостей. В связи с этим, например, к пленкам, предназначенным для предметов гигиены, предъявляется ряд дополнительных требований. К таким требованиям также относятся тактильные свойства пленки, например мягкость, гибкость, они не должны громко шуршать и должны быть текстильными на ощупь.
Пленки, используемые в области гигиены, должны быть на ощупь мягкими и напоминающими ткань. В частности, при использовании в изделиях для недержания возникновение шума должно быть по возможности минимальным, то есть пленки не должны громко шуршать. Вместе с низким уровнем блеска это дает в результате пленку, напоминающую ткань, что чрезвычайно важно в области гигиены.
В последние годы поглощающие элементы, содержащиеся в подгузниках и изделиях для недержания, становятся все тоньше и тоньше, что оказывается возможным благодаря использованию суперабсорбирующих полимеров. Такие полимеры-суперабсорбенты применяются в виде гранулированных порошков, и гигиенические пленки должны иметь такую прочность, чтобы исключить прокол пленки отдельными гранулами, например во время нагрузки, возникающей при сидении или другом движении того, кто ее использует. Необходимо предотвращать образование проколов полимерами-суперабсорбентами, а также разрыв готовых пленочных продуктов в упаковках. Эти требования, касающиеся прочности на разрыв (прокол), ограничивают в настоящее время тенденцию к утончению гигиенических пленок.
Еще одно требование, предъявляемое к гигиеническим пленкам, заключается в минимальной прочности при растяжении, необходимой при обработке пленочных полотен на высокоскоростных машинах (конвертерах) производителями, например пленок для подгузников и гигиенических салфеток. Эту минимальную прочность при растяжении определяют для 5-, 10- или 25%-ного удлинения в машинном (продольном) направлении (md) или перпендикулярном (поперечном) направлении (cd). В данном случае прочность при растяжении с 5%-ным удлинением (5%-ный модуль) в машинном направлении должна составлять по меньшей мере 3 Н/дюйм. Кроме того, пленки, используемые для гигиенических целей, должны иметь прочность на разрыв в поперечном направлении по меньшей мере 10 Н/дюйм.
Из патентного документа DE-A-3326056 известно о способе изготовления термопластичных пленок, при котором массу LLDPE (линейного полиэтилена низкой плотности) экструдируют в форме полотна, используя процесс со щелевой головкой, где массу содержат при температуре выше ее температуры плавления. Полотно проходит из щелевой головки на натяжной вал через зазор для натяжения, имеющий определенную длину, и затем вытягивается в пленку с помощью натяжного вала. При этом поверхность натяжного вала поддерживают при температуре, вызывающей затвердевание/кристаллизацию пленки, находящейся на нем. Описываемая пленка имеет толщину 25 мкм.
В патентном документе ЕР-А-0616880 описывается способ изготовления пленки, пригодной для упаковочных материалов и получаемой из термопластичного полимера, согласно которому изготавливают пленку толщиной от 100 до 2000 мкм. Согласно этому способу, исходную термопластичную пленку нагревают до температуры между ее точкой затвердевания и точкой плавления и затем охлаждают.
Из патентного документа ЕР-А-0768168 известно о способе изготовления пленочного полотна, используемого в области гигиены, где исходное пленочное полотно из термопластичного полимерного материала нагревают до тех пор, пока полимерный материал не перейдет в расплавленное состояние, и затем пропускают через зажим охлажденного вала.
В патентном документе ЕР-А-0256885 описаны листы - основа для подгузников, при этом листы состоят по существу из полиэтилена низкой плотности и от 10 до 20 мас.% полипропилена. В связи с этим добавление полипропилена, в числе прочего, должно привести к улучшению адгезии к ленте, используемой для застежки подгузника («ленточная адгезия»). Толщина описываемых пленок лежит в пределах от 25 до 38 мкм (от 1,0 до 1,5 мил). Из патентного документа GB-A-2152515 известно о пленках из полимерных смесей, где для увеличения жесткости к полиэтилену (LLDPE, LDPE) добавляют от 2 до 15 мас.% полипропилена. В патентном документе GB-A-2152516 того же заявителя сообщается о том, что пленки LLDPE с добавкой полипропилена обладают повышенной прочностью по сравнению с пленками, содержащими только LLDPE, однако такие пленки «обнаруживают катастрофическое уменьшение ударной прочности и прочности на разрыв, в частности, в машинном направлении (md)». По этой причине, согласно GB-A-2152516, добавляют до 2 мас.% специальных эластомеров. Однако эти эластомеры являются, с одной стороны, трудными для экструдирования, а с другой - очень дорогостоящими.
Как упоминалось во вводной части, существуют ограничения тенденции в сторону все более и более тонких гигиенических пленок, согласно которым для обработки пленочных полотен на высокоскоростных машинах производители должны соблюдать минимальные требования к механическим свойствам, поскольку в противном случае трудно гарантировать качественную обработку, либо продукты обработки будут обладать свойствами, неприемлемыми для потребителей. Минимальные требования касаются, например, прочности при растяжении, прочности при растяжении с 5-, 10- или 25%-ным удлинением, а также с удлинением при разрыве, в каждом случае в машинном направлении (md) и поперечном направлении (cd), и прочности на прокол. Кроме того, минимальные требования касаются мягкости и гибкости соответственно пленки, которая должна быть, по возможности, текстильной на ощупь, а также ее шуршания, то есть пленка должна производить как можно меньше шума. Согласно традиционным способам изготовления пленочных полотен для использования в области гигиены, минимальные требования на сегодняшний день заключаются в том, чтобы толщина пленки не превышала приблизительно 25 мкм. По сравнению с этим способ согласно документу ЕР-А-0768168 уже привносит улучшение, заключающееся в том, что толщина пленки может быть уменьшена до 23 мкм, а в некоторых случаях, и более. Задачей изобретения было дополнительно улучшить требуемые свойства пленок таким образом, чтобы эти минимальные требования удовлетворялись, в частности также и для пленок толщиной 20 мкм или меньше.
Таким образом, предметом настоящего изобретения является способ изготовления пленочного полотна, в котором исходное пленочное полотно из термопластичного полимера, содержащее полиэтиленовую матрицу, содержащую от 1 до 70 массовых частей полипропилена на 100 массовых частей полиэтиленовой матрицы, пропускают после нагревания через зону зажима между охлажденными валками, характеризующийся тем, что исходное пленочное полотно нагревают до состояния расплава материала полиэтиленовой матрицы, но не до состояния расплава полипропилена. Кроме того, изобретение относится к пленочным полотнам, изготовленным согласно этому способу, а также к их применению, в частности в области гигиены и области медицины. Предпочтительные варианты осуществления изобретения представлены ниже в описании, на чертеже, в примере и в зависимых пунктах формулы изобретения.
Способ изобретения решает поставленную задачу, то есть делает возможным изготовление применимых в промышленных масштабах пленочных полотен с требуемыми свойствами, при этом полотна имеют пониженную толщину пленки менее 20 мкм, например 18 или 16 или всего 15 мкм. Дополнительным преимуществом пленочных полотен, полученных согласно способу изобретения, является улучшенная термостойкость. При использовании пленочных полотен в качестве так называемых листов основы в области гигиены внутреннее наполнение, например, детских подгузников или изделий для недержания наносят с помощью термоплавкой клеящей системы, которую наносят при температуре в пределах от 140 до 160°С. При этом требуемые свойства основы не утрачиваются, что в случае стандартных основ возможно лишь при использовании пленки большей толщины.
Как известно, полимеры не имеют четко определенной точки плавления, а вместо этого - интервал плавления, хотя кристаллическим участкам полимера можно приписать точку плавления кристаллической структуры. Точка плавления кристаллической структуры всегда выше, чем точка плавления (интервал) некристаллических составляющих. В любом случае, расплавленное состояние определяют как состояние, при котором модуль сдвига приближается к нулю, и - в случае полимеров, имеющих кристаллические области - последние больше не определяются.
Модуль сдвига можно определять, например, в соответствии с ISO 6721-1 и 2. Согласно настоящему изобретению исходное пленочное полотно нагревают до температуры, при которой модуль сдвига материала полиэтиленовой матрицы приближается к нулю и кристаллические области больше не определяются. С другой стороны, модуль сдвига полипропилена не приближается к нулевому значению, и его кристаллические области еще определяются. Таким образом, модуль сдвига всего полимерного материала исходного пленочного полотна не приближается к нулевому значению, и еще определяются кристаллические области полипропилена.
Полиэтиленовая матрица пленочного полотна состоит преимущественно из этиленовых полимеров, при этом подходят как гомополимеры этилена, так и сополимеры этилена, содержащие этилен в качестве основного сомономера. Подходящими гомополимерами этилена являются LDPE (полиэтилен низкой плотности), LLDPE (линейный полиэтилен низкой плотности), MDPE (полиэтилен средней плотности) и HDPE (полиэтилен высокой плотности). Предпочтительными сомономерами для этиленовых сополимеров являются другие олефины, за исключением пропилена, например бутен, гексен или октен. Предпочтительно, чтобы содержание сомономера было ниже 20 мас.%, в частности ниже 15 мас.%.
Согласно предпочтительному варианту осуществления полиэтиленовая матрица состоит только из гомополимеров этилена, например из смесей LDPE и LLDPE, каждый из которых может содержаться в количествах от 10 до 90 мас.%. Конкретным примером является полиэтиленовая матрица, содержащая 60 мас.% LDPE и 40 мас.% LLDPE.
Помимо гомо- и сополимеров этилена полиэтиленовая матрица может дополнительно содержать другие термопластичные полимеры, при этом следует обращать внимание, чтобы температура, при которой весь полимерный материал матрицы будет находиться в расплавленном состоянии, не оказалась слишком близкой к температуре, при которой полипропилен перейдет в расплавленное состояние, дополнительная информация в этой связи приведена ниже.
Исходное пленочное полотно содержит в полиэтиленовой матрице от 1 до 70 массовых частей полипропилена на 100 массовых частей полиэтиленовой матрицы. Предпочтительно, чтобы количество полипропилена составляло от 5 до 65 массовых частей, в частности от 5 до 45 массовых частей и более предпочтительно от 10 до 40 массовых частей, в каждом случае - на 100 массовых частей полиэтиленовой матрицы. Конкретными примерами количества полипропилена, содержащегося в полиэтиленовой матрице, являются 14, 16, 18, 25 или 28 массовых частей полипропилена.
Термин полипропилен в данном контексте включает гомо- и сополимеры пропилена, содержащие пропилен в качестве основного сомономера. В случае сополимеров пропилена процентное содержание сомономера, то есть не пропилена, следует относить к полиэтиленовой матрице согласно изобретению. Подходящими сомономерами для сополимеров пропилена являются олефины, предпочтительно этилен. В случае сополимеров пропилена и этилена процентное содержание этилена предпочтительно составляет от 2 до 30 мас.%, предпочтительно от 2 до 20 мас.% и в частности от 2 до 15 мас.%, при этом на практике очень хорошие результаты получают при использовании от 3 до 12 мас.% этилена. Эти численные значения применяют также и для других олефинов. Сополимеры полипропилена с этиленом доступны как промышленные продукты, например для изготовления выдувных или литьевых пленок.
Согласно особому варианту осуществления используют исходное пленочное полотно следующего состава: полиэтиленовая матрица из 40 мас.% сополимера этилена и октена с процентным содержанием октена от 5 до 10 мас.%, остальное приходится на LDPE; от 5 до 45 массовых частей сополимера пропилена и этилена, содержащего от 3 до 12 мас.% этилена, на 100 массовых частей полиэтиленовой матрицы.
Согласно способу изобретения исходное пленочное полотно нагревают до перехода материала полиэтиленовой матрицы в расплавленное состояние, но не до расплавленного состояния полипропилена. Ранее отмечалось, что полимеры не имеют четко определенной точки плавления, а вместо этого - интервал плавления, хотя кристаллическим областям полимера может быть приписана точка плавления кристаллической структуры, при этом, в свою очередь, эта точка плавления кристаллической структуры всегда выше интервала плавления некристаллических областей. Ниже приведены интервалы плавления для некоторых материалов полиэтиленовой матрицы и полипропилена, содержащегося в ней.
LDPE: 112-114°С;
LLDPE: 119-125°С;
гомополимеры пропилена: 155-165°С;
сополимеры пропилена и этилена: 130-162°С, может быть и выше, если содержится очень небольшое количество этилена.
Для достижения существенного признака способа изобретения, а именно чтобы нагреть исходное пленочное полотно до состояния расплава полиэтиленовой матрицы, но не до состояния расплава полипропилена, дается достаточный температурный интервал, и, при условии достижения указанного выше состояния, на выбор конкретного температурного интервала не влияет, определяется ли он практическими соображениями, касающимися безопасности технологической операции, или же экономическими соображениями. Если, например, очевидно, что полимерная матрица находится в расплавленном состоянии при конкретной температуре процесса, дополнительное повышение температуры не приведет к лучшим результатам. Кроме того, увеличится расход тепла и, необязательно, слишком приблизится интервал плавления полипропилена, что затруднит проведение процесса. Таким образом, предпочтительно осуществлять способ согласно изобретению так, чтобы нагревание исходного пленочного полотна проводилось до температуры, не превышающей температуру, которая на 10-15°С ниже точки плавления кристаллической структуры полипропилена.
Исходные пленочные полотна, используемые в способе согласно изобретению, могут быть окрашенными, например, в белый цвет с помощью диоксида титана. Кроме того, исходные пленочные полотна могут содержать стандартные добавки и технологические добавки.
В исходных пленочных полотнах, используемых в способе согласно изобретению, полипропилен содержится в полиэтиленовой матрице. При изготовлении исходного пленочного полотна, например с помощью процесса со щелевой головкой или процесса выдувания, во всех случаях смесь материала полиэтиленовой матрицы и полипропилена нагревают в экструдере до температуры, значительно превышающей температуру текучести расплава всех полимерных составляющих, например выше 200°С, тем самым достигая гомогенного смешения в расплаве.
Толщина исходного пленочного полотна составляет, например, от 5 до 40 мкм, предпочтительно от 10 до 30 мкм и более предпочтительно от 12 до 25 мкм. Способ согласно изобретению позволяет изготавливать пленки небольшой толщины, например 20, 18, 16 или всего 15 мкм, при этом пленки, тем не менее, удовлетворяют требованиям, предъявляемым к гигиеническим пленкам, в частности в том, что касается толщины, шуршания и прочности на прокол.
Согласно изобретению нагревание исходного пленочного полотна можно проводить разными способами. Однако предпочтительно проводить нагревание с помощью одного или более контактных валков/нагревающих валков, нагретых до заданной температуры с помощью теплоносителя.
Чтобы гарантировать, что исходное пленочное полотно действительно достигает температуры валков, необходимо обеспечить достаточное время пребывания исходного пленочного полотна на поверхности нагретого валка. Этого можно добиться за счет увеличения угла α обхвата (см. чертеж), за счет увеличения диаметра валков и/или уменьшения скорости пленочного полотна соразмерно толщине пленки.
Согласно другому варианту осуществления нагревание исходного пленочного полотна происходит за счет теплоты излучения, одной или вместе с нагреванием с помощью нагревающих валков.
Особая сложность обработки пленочного полотна, находящегося в состоянии расплава полиэтиленовой матрицы, с помощью нагревающих валков заключается в том, что пленочное полотно прилипает к нагревающим валкам значительно сильнее, чем при стандартной обработке, проводимой ниже температуры расплавленного состояния. Это требует увеличенной силы отрыва. Повышенная адгезия пленочного полотна к нагревающему валку, кроме того, приводит к сдвигу в точке отрыва в направлении нагревающего валка, что, в свою очередь, означает увеличение угла β отрыва (см. чертеж). При этом сила отрыва может увеличиться до такой степени, что пленочное полотно порвется. С другой стороны, повышенная адгезия может привести к частично расплавленному пленочному полотну, вообще не отрываемому от нагревающего валка и вращающемуся вместе с ним, и таким образом производство остановится. По этой причине согласно изобретению предпочтительно использовать нагревающий вал, имеющий модифицированную поверхность, обладающую пониженной адгезией к частично расплавленному пленочному полотну. Для этой цели предпочтительно используют нагревающий вал, покрытый PTFE (политетрафторэтиленом). Пригодны и другие неадгезионные поверхности.
Частично расплавленное состояние пленочного полотна на нагревающем валке приводит к замедленному отрыву пленочного полотна в направлении вращения нагревающего валка. Степень отставания зависит от параметров процесса и материала пленки и определяется углом β отрыва. Наименьшая величина угла (0°) определяется касательной, выходящей от зоны зажима между охлажденными валками к нагревающему валку (на чертеже изображено пунктирной линией), причем изменение угла в сторону больших значений, по существу, ограничено только точкой подачи исходной пленки на нагревающий валок. При проведении процесса на практике, однако, угол β отрыва, значительно больший 90°, является практически нецелесообразным, поскольку из частично расплавленного пленочного полотна на нагревающем вале может образоваться петля или карман.
Согласно изобретению исходное пленочное полотно после нагревания проходит через зону зажима между охлажденными валками. Валки, образующие зону зажима, охлаждают, например водой с температурой от 5 до 20°С, чтобы достичь быстрого охлаждения пленочного полотна до температуры, ниже точки плавления кристаллической структуры материала полиэтиленовой матрицы, предпочтительно до 80°С или ниже. Расстояние между последним нагревающим валком и зоной зажима между охлажденными валками не должно быть слишком большим из-за возможных потерь тепла. В любом случае, минимальное расстояние ограничено размерами валков. Зона зажима между охлажденными валками может быть, например, гладкой. Однако в случае гигиенических пленок зона зажима между валками предпочтительно образована парой валков с текстурированной поверхностью, при этом получают пленочное полотно с текстурированной поверхностью.
Скорость движения пленочного полотна устанавливают в самых обычных пределах, например в интервале от 50 до 500 м/мин, в зависимости от параметров пленки и других условий процесса.
Силу, необходимую для отрыва пленочного полотна от нагревающего валка, прилагают, создавая предварительное натяжение, достигаемое за счет увеличенной скорости полотна (ускоренная подача) в зоне зажима между охлажденными валками по сравнению со скоростью полотна на нагревающем валке. Чтобы приложить силу отрыва достаточно ускорения подачи в несколько процентов, например от 0,5 до 5%. Также можно выбирать и значительно большие ускорения, например если необходимо уменьшить толщину пленки. К примеру, ускорение подачи в 30% приводит к уменьшению толщины пленки от 30 до 20 мкм.
Исходные пленочные полотна, используемые для осуществления способа согласно изобретению, могут изготавливаться любым способом, предпочтительно, чтобы они были изготовлены с помощью способа со щелевой головкой, при котором пленку экструдируют через щелевую головку, или с помощью выдувания, которое является предпочтительным. При использовании выдувания и способа со щелевой головкой пленки экструдируют известным способом, при этом предпочтительно позаботиться о хорошем перемешивании в экструдере. Предпочтительно используют такие пленки, которые при изготовлении подвергаются растяжению в поперечном направлении. По этой причине предпочтение снова отдается выдувным пленочным полотнам. В этом случае исходные материалы расплавляют в экструдере, затем экструдируют через трубчатую головку экструдера, в результате чего за трубчатой головкой формируется так называемый пузырь из пленки, причем пленка может растягиваться как в машинном направлении, так и в поперечном направлении (перпендикулярном машинному направлению). Кроме того, растяжение в поперечном направлении можно выполнить с помощью вытяжной ленточной машины или других вытяжных устройств. При использовании такого оборудования пленочное полотно обычно изготавливают с помощью способа со щелевой головкой, при котором пленку экструдируют через щелевую головку, а затем вытягивают в машинном направлении и в поперечном направлении. Описанные устройства и способы широко известны специалистам. Способ согласно изобретению предпочтительно выполняют с использованием однослойных пленочных полотен, но можно использовать и многослойные пленочные полотна.
На чертеже изображен предпочтительный вариант осуществления способа согласно изобретению. С бобины 1 исходное пленочное полотно 2 поступает через отклоняющие валки 3 и 4 и прижимной валок 5 к нагревающему валку 6. Нагревающий валок 6 представляет собой, например, стальной вал, имеющий неадгезивное покрытие и нагретый до требуемой температуры поверхности с помощью теплоносителя. Далее пленочное полотно поступает на нагревающий вал 6 и нагревается в соответствии с изобретением. Угол α обхвата представляет собой угол, образованный от первой точки контакта исходного пленочного полотна 2 с нагревающим валком 6 до, если смотреть в направлении вращения нагревающего валка 6, точки, где происходит отрыв пленочного полотна от нагревающего валка. С нагревающего валка 6 пленочное полотно поступает под углом отрыва β (точка отрыва А) в зону зажима между охлажденными валками, образованную парой валков 7 и 8. Предпочтительно, чтобы валок 8 имел текстурированную поверхность, в результате чего пленочное полотно приобретет текстурированную поверхность. Пару валков 7/8 предпочтительно охлаждают водой. Валки 7 и 8, образующие зону зажима, могут приводиться в движение с такой скоростью, что будет иметь место ускорение подачи по сравнению со скоростью полотна на нагревающем валке 6, результатом чего будет уменьшение толщины пленки. После прохождения пары валков 7/8 пленочное полотно снимают.
Изобретение позволяет изготавливать пленки, объединяющие в себе механические и тактильные свойства, необходимые в области гигиены, одновременно с небольшой толщиной пленки. Таким образом, возможна хорошая обрабатываемость конечного продукта, например подгузников, на обычных конвертерах, а также гарантирована защита от срывов или отрывов в конечных продуктах и от образования проколов. Удивительно, что несмотря на содержание полипропилена получена мягкая пленка с низкой генерацией шума и на ощупь напоминающая ткань, в то же время обладающая превосходными механическими свойствами.
Изобретение будет проиллюстрировано с помощью следующих примеров.
ПРИМЕР 1
Исходное пленочное полотно изготавливали с помощью выдувания, используя состав, как показано в Таблице I.
г/10 мин2)
В следующей Таблице II приведены условия в процессе выдувания пленочного рукава.
Полученный пленочный рукав рассекали в продольном направлении и наматывали на две бобины. Ширина пленки составляла 2,5 м.
Это исходное пленочное полотно подвергали обработке, показанной на чертеже, следующим образом. После снятия исходного пленочного полотна 2 с катушки 1 пленочное полотно поступает через отклоняющие валки 3, 4 и прижимной валок 5 к нагревающему валку 6. Нагревающий валок 6 представляет собой стальной вал, имеющий неадгезивное покрытие и нагретый до температуры поверхности 130°С с помощью теплоносителя. Нагревающий валок 6 перемещает полотно со скоростью 260 м/мин. С нагревающего валка 6 пленочное полотно поступает в зону зажима между охлажденными валками, образованную парой валков 7/8. Валок 8 является валом с текстурированной поверхностью. Пару валков 7/8 предпочтительно охлаждают водой (15°С). Валки 7/8, образующие зону зажима, движутся с такой скоростью, что возникает ускорение подачи полотна 5% (13 м/мин) по сравнению со скоростью полотна на нагревающем валке 6, равной 260 м/мин. Такое ускорение подачи приводит к уменьшению толщины пленки с 16 до 15 мкм. При этом образуется угол отрыва β≤90°. Угол α обхвата составляет около 200°.
В Таблице III приведены данные измерений для пленки (А) в сравнении с данными измерений для пленки (В), изготовленной в соответствии со способом патента ЕР-А-0768168.
При проведении оценки лицами, проводящими тестирование, пленки А и В оставляли одинаковое приятное тканеподобное ощущение и производили одинаковое шуршание. Прочность на прокол обеих пленок также оказалась одинаковой. С другой стороны, пленка А по сравнению с пленкой В имеет значительное улучшение в том, что касается прочности при растяжении и прочности на разрыв.
ПРИМЕР 2
Исходное пленочное полотно для пленок X и Y изготавливали также, как описано в Примере 1, используя те же исходные компоненты и составы, как показано в Таблицах IV и V.
г/10 мин2)
В Таблице VI приведены данные измерений для пленок X и Y.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПЛЕНОЧНОГО ПОЛОТНА | 2017 |
|
RU2734515C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛНЕННОГО ПЛЕНОЧНОГО ПОЛОТНА | 2017 |
|
RU2734514C2 |
| ПЛЕНКИ, ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2448838C2 |
| СПОСОБ РАСТЯГИВАНИЯ ПЛЕНКИ | 2012 |
|
RU2607742C2 |
| СПОСОБ РАСТЯГИВАНИЯ ПЛЕНКИ | 2012 |
|
RU2717530C2 |
| МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ КОНТЕЙНЕРА | 2010 |
|
RU2544668C2 |
| БИАКСИАЛЬНО ОРИЕНТИРОВАННАЯ ПЛЕНКА | 2008 |
|
RU2475362C2 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| ПРИГОДНАЯ К ПЕРЕРАБОТКЕ УПАКОВОЧНАЯ ПОЛИЭТИЛЕНОВАЯ ПЛЕНКА С УЛУЧШЕННОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2784662C2 |
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |
Изобретение относится к технологии получения пленочных полотен, используемых для изготовления медицинских или гигиенических пленок. Для изготовления используют термопластичный полимерный материал, имеющий полиэтиленовую матрицу, содержащую от 1 до 70 мас. частей полипропилена на 100 мас. частей полиэтиленовой матрицы. Пропускают его после нагревания через зону зажима между охлажденными валками, где исходное пленочное полотно нагревают до состояния расплава материала полиэтиленовой матрицы, но не до температуры расплава полипропилена. Изобретение обеспечивает улучшение эксплуатационных свойств пленочных полотен, в том числе для пленок толщиной 20 мкм и меньше. 3 н. и 22 з.п. ф-лы, 6 табл., 1 ил.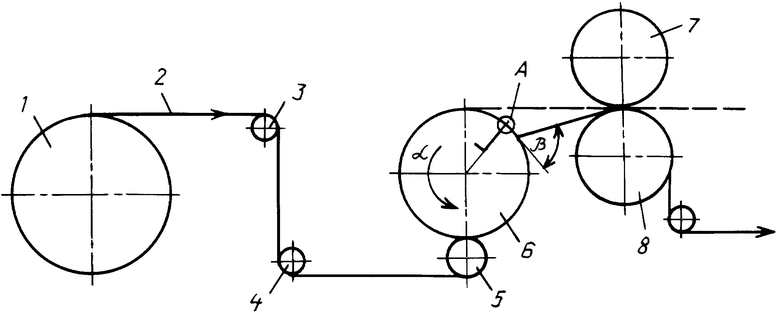
1. Способ изготовления пленочного полотна для получения медицинских или гигиенических пленок, в котором исходное пленочное полотно из термопластичного полимерного материала, содержащего полиэтиленовую матрицу, содержащую от 1 до 70 мас.ч. полипропилена на 100 мас.ч. полиэтиленовой матрицы, пропускают после нагревания через зону зажима между охлажденными валками, отличающийся тем, что исходное пленочное полотно нагревают до состояния расплава материала полиэтиленовой матрицы, но не до состояния расплава полипропилена.
2. Способ по п.1, отличающийся тем, что используют исходное пленочное полотно, содержащее от 5 до 45 мас.ч. полипропилена на 100 мас.ч. полиэтиленовой матрицы.
3. Способ по п.2, отличающийся тем, что используют исходное пленочное полотно, содержащее от 10 до 40 мас.ч. полипропилена на 100 мас.ч. полиэтиленовой матрицы.
4. Способ по п.1, отличающийся тем, что используют исходное пленочное полотно, содержащее полиэтиленовую матрицу из 60 мас.% полиэтилена низкой плотности и 40 мас.% линейного полиэтилена низкой плотности.
5. Способ по п.2, отличающийся тем, что используют исходное пленочное полотно, содержащее полиэтиленовую матрицу из 60 мас.% полиэтилена низкой плотности и 40 мас.% линейного полиэтилена низкой плотности.
6. Способ по п.3, отличающийся тем, что используют исходное пленочное полотно, содержащее полиэтиленовую матрицу из 60 мас.% полиэтилена низкой плотности и 40 мас.% линейного полиэтилена низкой плотности.
7. Способ по п.3, отличающийся тем, что используют исходное пленочное полотно, содержащее полиэтиленовую матрицу из 60 мас.% полиэтилена низкой плотности и 40 мас.% сополимера линейный полиэтилен низкой плотности - октен с содержанием октена от 5 до 10 мас.%, и 30 мас.ч. сополимера пропилена и этилена, содержащего от 3 до 12 мас.% этилена в качестве сомономера, на 100 мас.ч. полиэтиленовой матрицы.
8. Способ по п.1, отличающийся тем, что используют исходное пленочное полотно толщиной от 10 до 30 мкм.
9. Способ по п.2, отличающийся тем, что используют исходное пленочное полотно толщиной от 10 до 30 мкм.
10. Способ по п.3, отличающийся тем, что используют исходное пленочное полотно толщиной от 10 до 30 мкм.
11. Способ по п.4, отличающийся тем, что используют исходное пленочное полотно толщиной от 10 до 30 мкм.
12. Способ по п.1, отличающийся тем, что исходное пленочное полотно нагревают с помощью одного или более нагревающих валков.
13. Способ по п.2, отличающийся тем, что исходное пленочное полотно нагревают с помощью одного или более нагревающих валков.
14. Способ по п.3, отличающийся тем, что исходное пленочное полотно нагревают с помощью одного или более нагревающих валков.
15. Способ по п.4, отличающийся тем, что исходное пленочное полотно нагревают с помощью одного или более нагревающих валков.
16. Способ по п.12, отличающийся тем, что используют нагревающие валки, имеющие пониженную склонность к адгезии к пленочному полотну с расплавленной полиэтиленовой матрицей.
17. Способ по п.13, отличающийся тем, что используют нагревающие валки, имеющие пониженную склонность к адгезии к пленочному полотну с расплавленной полиэтиленовой матрицей.
18. Способ по п.14, отличающийся тем, что используют нагревающие валки, имеющие пониженную склонность к адгезии к пленочному полотну с расплавленной полиэтиленовой матрицей.
19. Способ по п.15, отличающийся тем, что используют нагревающие валки, имеющие пониженную склонность к адгезии к пленочному полотну с расплавленной полиэтиленовой матрицей.
20. Способ по п.1, отличающийся тем, что используют исходное пленочное полотно, которое при изготовлении подвергают растяжению в поперечном направлении.
21. Способ по п.2, отличающийся тем, что используют исходное пленочное полотно, которое при изготовлении подвергают растяжению в поперечном направлении.
22. Способ по п.3, отличающийся тем, что используют исходное пленочное полотно, которое при изготовлении подвергают растяжению в поперечном направлении.
23. Пленочное полотно, получаемое способом, охарактеризованным в любом из предшествующих пунктов.
24. Пленочное полотно по п.23, имеющее толщину в пределах от 15 до 20 мкм.
25. Применение пленочного полотна, охарактеризованного в п.23 или 24, в качестве гигиенической или медицинской пленки.
| ЕР 0768168 А, 16.04.1997 | |||
| US 3548048 А, 15.12.1970 | |||
| Устройство стабилизации переменного напряжения | 1973 |
|
SU452813A1 |
| ЕР 0256885 А2, 24.02.1988 | |||
| WO 09532089 А1, 30.11.1995 | |||
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |

