Устройство для соединения двух многожильных проводов контактной сети относится к электроснабжению железнодорожного транспорта и может найти применение в контактной сети электрифицированных железных дорог или других областях техники, использующих узлы с многопроволочными проводами.
Многожильные провода контактной сети соединяют с помощью болтовых типа КС-046, КС-048, КС-069, КС-054, КС-055, КС-064 или прессуемых безболтовых зажимов. Болтовые зажимы состоят из нескольких деталей, сложны по конструкции и требуют частых осмотров, что снижает их надежность, сужает область использования. Некоторые прессуемые безболтовые зажимы имеют корпус и вкладыш, разделяющий внутреннюю полость на два канала. В эти каналы вводят соединяемые провода и опрессовывают их в прессах с помощью матрицы и пуансона. Необходимость установки вкладыша при сборке соединения создает неудобство монтажа в линейных условиях. Кроме того, зажимы этой конструкции не обладают требуемой надежностью при соединении проводов из разных материалов вследствие возникновения электрокоррозии.
Наиболее близким по своей технической сущности и предлагаемому устройству является S-образный зажим, в котором для исключения выползания соединяемых проводов при опрессовке соединительный элемент выполнен многоотростковым, причем рядом расположенные отростки выгнуты в противоположные стороны и образуют замкнутые полости, направленные друг к другу. Это усложняет конструкцию зажима, повышает трудоемкость его изготовления. При одноотростковом зажиме для предупреждения выползания проводов необходимо, чтобы зазоры между торцами хвостовых частей и перемычкой отсутствовали. В этом случае можно осуществить соединение только проводов со свободными концами, которые вводят в цилиндрические каналы сбоку. Однако, в практике монтажа и ремонта контактной сети часто необходимо соединять провода, концы которых закреплены в анкерах. В этих случаях устройство должно иметь открытые полости, и такое устройство перед опрессовкой накладывают на соединяемые провода, вводя каждый из проводов в соответствующую полость в направлении, нормальном к внутренней поверхности зажима. При опрессовке такого зажима провода, как правило, полностью или частично выползают из полостей зажима, препятствуя образованию или снижая качество соединения.
Цель изобретения - повышение надежности и расширения области применения подобного устройства.
Для достижения поставленной цели в устройстве для обжимного соединения двух многожильных проводов контактной сети, содержащее скобу S-образного сечения, выполненную из пластичного материала с постоянной или уменьшающейся от середины к краям толщиной и имеющую внутренние полости, отделенные промежуточной горизонтальной площадкой, отстоящей от верхней и нижней хвостовых частей на расстояниях, равных или больших диаметров соединяемых проводов, внутренние полости скобы покрыты контактными поверхностями, а ширина b промежуточной горизонтальной площадки выбрана в соответствии с выражением
b=  где σт - предел текучести материала скобы,
где σт - предел текучести материала скобы,
Р - усилие прессования, приходящееся на горизонтальную площадку длиной l, соразмерной с поперечной протяженностью скобы,
К - коэффициент относительного изменения высоты деформируемого объема металла до и после опрессовки, равный:
для железных проводов 0,90. . . 0,92,
для медных проводов 0,87. . . 0,89,
для алюминиевых проводов 0,8. . . 0,83.
Достижению поставленной цели способствует также то, что контактные поверхности внутренних полостей скобы выполнены из тех же материалов, что и соединяемые провода.
Необходимость в горизонтальной площадке в S-образных зажимах с открытыми полостями объясняется следующими. При отсутствии горизонтальной площадки и совмещении вертикальных осей поперечных сечений обоих проводов угол наклона внутренней поверхности устройства к горизонтали уже на небольшом расстоянии от вертикали становится больше угла трения и под воздействием вертикального усилия прессования обжимаемые провода начинают скользить по внутренним поверхностям и, в конечном итоге, выползают из открытых полостей устройства, ухудшая качество соединения. Горизонтальная площадка создает опору, препятствующую такому скольжению в начальный период опрессовки.
Для того, чтобы усилие прессования в процессе опрессовки проводов в устройстве, в основном, расходовалось на создание плотного соединения по всей поверхности контакта между устройством и соединяемыми проводами, а не терялось на неизбежную деформацию устройства для образования горизонтальной площадки между соединяемыми проводами, эту горизонтальную площадку предусматривают на стадии изготовления устройства. В результате, при опрессовке соединения исходная длина горизонтальной площадки остается неизменной или лишь несколько увеличивается и усилие прессования на ее образование практически не расходуется, а полностью используется на обжатие проводов в устройстве.
Однако для каждого материала устройства горизонтальная площадка должна иметь оптимальную величину (ширину) для обеспечения требуемого качества, в частности плотности прилегания проводов к устройству и полного обхвата проводов хвостовыми частями устройства. При меньшей величине площадки по отношению к оптимальной соединяемые провода выползают из устройства, при большей - в местах перехода горизонтальной площадки к хвостовым частям между устройством и проводами образуются щели, ухудшающие контакт и увеличивающие переходное электрическое сопротивление в соединении.
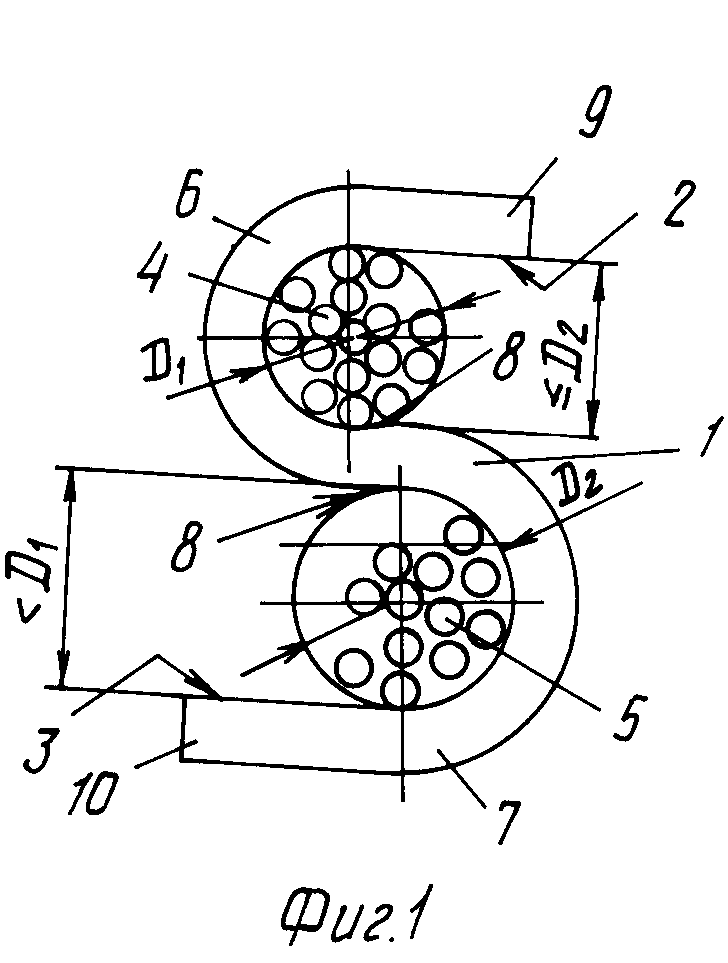
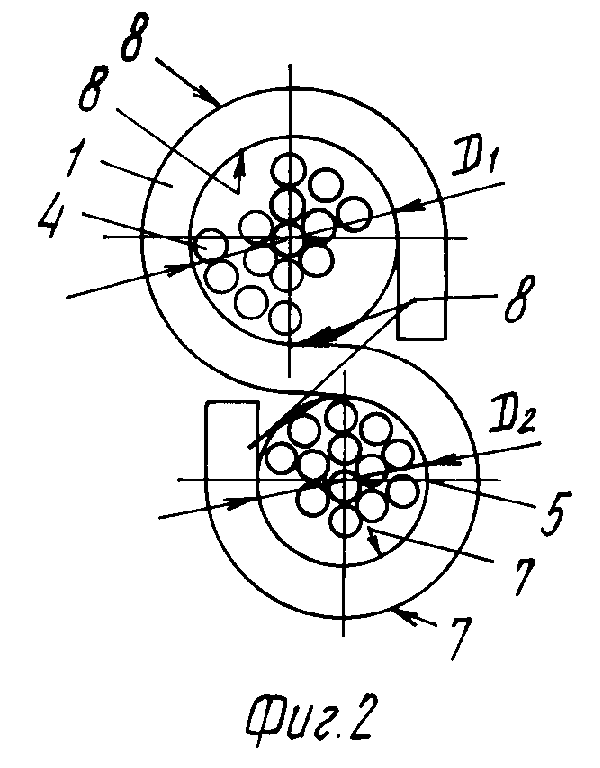
На фиг. 1 изображено предлагаемое устройство с открытыми проемами и обозначенной горизонтальной площадкой до обжатия прессом; на фиг. 2 - то же устройство после опрессовки.
С целью выбора ширины горизонтальной площадки b определили минимальное усилие прессования пресса, необходимое для производства опрессованных соединений на проводах, обычно встречающихся при монтаже контактной сети, по формуле, выведенной из положений теории обработки металлов давлением:
Рмин = 0,65 l σт(D1 + D2) где D1, D2 - диаметры соединяемых проводов.
Для расчетов были взяты стале-медные провода диаметром 14 мм и σтж= 19 - 23 кг/мм2, медные провода такого же диаметра и σтм = 14 - 16 кг/мм2 (тип М120) и алюминиевые провода диаметром 18 мм и σта= 8 - 10 кг/мм2 (тип А185). Длина устройства была принята равной 40 мм, как наиболее часто встречающаяся в практике. Тогда:
Р1жмин = 0,65.40.23.2.14 = 16744 кгс,
Р1ммин = 0,65.40.16.2.14 = 11648 кгс,
Р1Амин = 0,65.40.10.2.18 = 9360 кгс.
Наибольшее применение имеют ручные пресса с усилием прессования 20000 кгс, что дает возможность выполнять различные монтажные работы и опрессовывать любые провода. Применительно к этому прессу и с учетом коэффициента ширину площадки выбирают следующей:
для железных проводов
bж= 
для медных проводов
bм= 
для алюминиевых проводов
bA= 
При соединении разнородных проводов ширину площадки устанавливают по материалу скобы с меньшим пределом текучести.
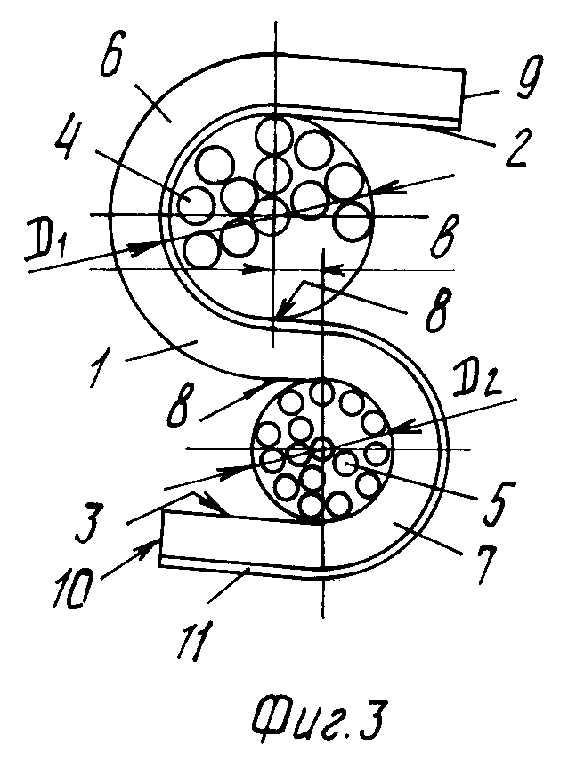
На фиг. 3 показано соединение проводов из двух разнородных материалов, когда материал устройства аналогичен материалу одного из проводов. Для контакта с другим проводом на поверхность устройства наносят соответствующий материалу провода слой металла 11.
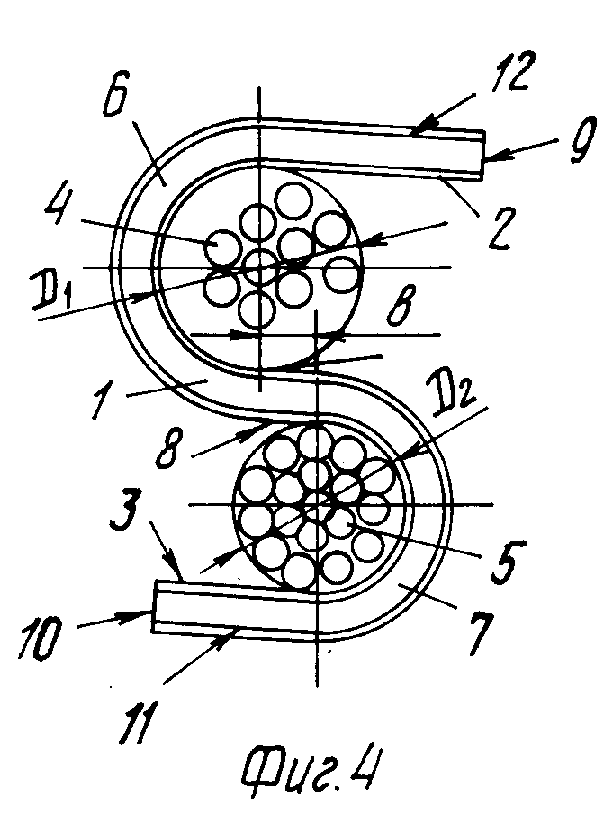
На фиг. 4 изображено то же, для случая, когда материал устройства не аналогичен материалу проводов. Ширина площадки аналогична предыдущему случаю.
Устройство содержит выполненную из пластичного металла постоянной или переменной толщины скобу 1, имеющую две контактные поверхности 2 и 3, каждая для контакта с одним из двух соединяемых проводов 4 и 5 соответственно. Контактные поверхности 2 и 3 выполнены криволинейными и имеющими в поперечном сечении S-образную форму, причем их верхние 6 и нижние 7 криволинейные части соединены горизонтальной площадкой и примыкающими к ней участками средней части до образования замкнутого цилиндрического канала, а удалены от них на расстояние, равное или большее диаметрам соединяемых проводов D1 и D2. Это создает в устройстве проемы для накладывания устройств на соединяемые провода в направлении, нормальном к продольной оси соединяемых проводов.
При использовании устройства для соединения двух многожильных проводов 4 и 5 контактной сети, выполненных из разнородных материалов, в том случае, когда материал скобы 1 аналогичен материалу одного из контактных проводов 5 (фиг. 3), на вторую контактную поверхность 2 наносят слой 11 из материала, аналогичного материалу второго провода 4.
В случае, когда материал скобы 1 не соответствует ни одному из материалов соединяемых проводов 4 и 5, используют скобу с двумя нанесенными слоями 11 и 12 из материалов, аналогичных материалам соответствующих соединяемых проводов 4 и 5 (фиг. 4).
Для соединения проводов 4 и 5 вначале устройство своим проемом верхней криволинейной части накладывается на один из соединяемых проводов бесконечной длины и подвешивается на нем, а затем второй соединяемый провод вставляют в проем нижней криволинейной части. Собранное таким образом соединение проводов помещается в головку пресса (чаще всего ручного) между матрицей и пуансоном и производится его опрессовка. При опрессовке оба провода упираются в горизонтальную площадку 8 устройства, которая препятствует их выскальзыванию из проемов устройства и способствует образованию высококачественного соединения.
Ширина горизонтальной площадки b скобы 1 зависит от предела текучести σт материала устройства.
Коэффициент К определяют экспериментально.
Данное устройство обеспечивает повышенную надежность соединения проводов и способствует расширению их номенклатуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДВЕСКИ КОНТАКТНОГО ПРОВОДА К НЕСУЩЕМУ ТРОСУ | 1991 |
|
RU2011568C1 |
| СПОСОБ ОПРЕССОВКИ КАБЕЛЬНЫХ НАКОНЕЧНИКОВ МЕТОДОМ РАДИАЛЬНОГО ПРЕССОВАНИЯ | 2008 |
|
RU2366049C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОГО СТЫКОВОГО СОЕДИНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2030308C1 |
| ЗАЖИМ ДЛЯ МНОГОЖИЛЬНЫХ ПРОВОДОВ КОНТАКТНОЙ СЕТИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2219079C1 |
| ВЕРХНИЙ УЗЕЛ ТОКОПРИЕМНИКА ЭЛЕКТРОПОДВИЖНОГО СОСТАВА | 1993 |
|
RU2106982C1 |
| СПОСОБ ЗАМЕНЫ ЭЛЕКТРОВОЗА В ПУНКТЕ СТЫКОВАНИЯ РОДА ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2180294C2 |
| Устройство для соединения проводов контактной сети | 1986 |
|
SU1381015A1 |
| ЗАЖИМ ДЛЯ СОЕДИНЕНИЯ ПРОВОДОВ КОНТАКТНОЙ ПОДВЕСКИ | 2004 |
|
RU2264932C1 |
| ПУТЬ НА КРИВОЛИНЕЙНОМ УЧАСТКЕ | 1990 |
|
RU2011724C1 |
| Компенсатор контактной сети троллейбуса | 1985 |
|
SU1350057A1 |
Использование: в электроснабжении железнодорожного транспорта и в других областях техники, в которых применяются узлы с многожильными проводами. Сущность изобретения: устройство содержит скобу S-образного сечения, выполненную из пластичного материала постоянной или переменной толщины. Хвостовые верхняя и нижняя части не соприкасаются с промежуточной горизонтальной площадкой, а удалены от нее на расстояние, равное или большее диаметров соединяемых проводов. Ширина горизонтальной площадки выбрана в соответствии с выражением b=(1-K)P/lσт, где σт - предел текучести материала скобы; P - усилие прессования, приходящееся на горизонтальную площадку длиной l, соразмерной с поперечной протяженностью скобы; K - коэффициент относительного изменения высоты деформируемого объема металла до и после опрессовки. 1 з. п. ф-лы, 4 ил.
b=  ,
,
где σт - предел текучести материала скобы;
P - усилие прессования, приходящееся на горизонтальную площадку длиной l, соразмерной с поперечной протяженностью скобы;
K - коэффициент, характеризующий относительное изменение высоты деформируемого объема металла до и после опрессовки и равный:
для железных проводов 0,90 - 0,92,
для медных проводов 0,87 - 0,89
для алюминиевых проводов 0,8 - 0,83
2. Устройство по п. 1, отличающееся тем, что контактные поверхности внутренних полостей скобы выполнены из тех же материалов, что и соединяемые провода.
