Область применения изобретения
Настоящее изобретение в целом имеет отношение к созданию изделий, имеющих шпинельную кристаллическую структуру, в том числе таких изделий, как були, пластины и подложки, а также к созданию активных устройств, в которые они входят.
Известный уровень техники
Активные оптоэлектронные устройства, такие как светоизлучающие диоды (СИД) и лазеры, часто создают с использованием полупроводниковых слоев на базе нитрида в качестве активного слоя устройства. В этом отношении, семейство материалов с нитридом галлия (GaN), которое определенно включает в себя Ga(Al, In)N материалы, уже используют в качестве полупроводникового материала с прямым переходом, имеющего ширину запрещенной энергетической зоны, которой можно управлять в довольно широком диапазоне, составляющую ориентировочно от 2 до 6 эВ.
Для того чтобы получить предпочтительные оптоэлектронные характеристики таких полупроводниковых материалов на базе нитрида, они, как правило, должны быть образованы в виде одного кристалла. В этом отношении, обычно не является удобным формирование объемных монокристаллических булей полупроводникового материала на базе нитрида. Соответственно, в промышленности обычно наносят такие материалы в виде монокристаллического слоя, например за счет эпитаксиального роста, на соответствующую подложку. Желательно, чтобы подложка, на которую осажден полупроводниковый слой на базе нитрида, имела совместимую кристаллическую структуру, чтобы проявить желательную кристаллическую структуру в осажденном активном слое. В то время как материалы на базе нитрида, такие как GaN и AlN, могут существовать во многих различных кристаллических состояниях, обычно желательной кристаллической структурой является скорее вуртцит, а не цинковая обманка (сфалерит). Для того чтобы обеспечить наиболее близкое совпадение с желательной кристаллической структурой вуртцита, в промышленности используют монокристаллический оксид алюминия в виде сапфира (корунда) и специфически ориентированную сапфировую подложку, так чтобы создать соответствующую кристаллографическую поверхность, на которую осаждают активный слой. Однако сапфир имеет множество недостатков. Например, сапфир не имеет плоскости спайности, которая может быть использована для изготовления активных устройств. В этом отношении, обычно желательно разделять пластину на индивидуальные кристаллы (образующие активные устройства, каждое из которых имеет подложку) скорее за счет разламывания, чем за счет резки или распилки, так как разламывание позволяет снизить производственные затраты и упростить процесс изготовления.
В отличие от этого шпинельные материалы, если они ориентированы надлежащим образом, имеют плоскость спайности, проекция которой на поверхность пластины является обычно параллельной плоскости спайности нитридного активного слоя, что позволяет производить предсказуемое и надежное изготовление устройства. Надлежащая кристаллографическая ориентация булей и пластин, а также физическая ориентация пластин во время обработки пластин (чтобы образовать активные устройства), является определенной проблемой. Неточная ориентация обычно ведет к снижению производительности и выхода готовых изделий.
В связи с изложенным, желательно создать улучшенные шпинельные були, пластины, подложки и оптоэлектронные устройства, в которые они входят, а также улучшенные способы их изготовления.
Краткое изложение изобретения
Предлагается монокристаллическая шпинельная пластина, которая имеет лицевую сторону и обратную сторону, <111> кристаллографическую ориентацию и внешний периметр, имеющий первую и вторую грани, причем первая грань обозначает направление плоскости спайности пластины, которая проходит через переднюю поверхность геометрического места точек, простирающегося вдоль линии, которая параллельна первой грани, и вторая грань обозначает направление развития спайности плоскости спайности, при этом пластина выполнена из композиции в соответствии с общей формулой aAD·bE2D3, в которой А выбирают из группы, в которую входят Mg, Са, Zn, Mn, Ba, Sr, Cd, Fe, а также их комбинации, Е выбирают из группы, в которую входят Al, In, Cr, Sc, Lu, Fe, а также их комбинации, и D выбирают из группы, в которую входят О, S, Se, а также их комбинации.
Краткое описание чертежей
Указанные ранее и другие характеристики, аспекты и преимущества настоящего изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи, на которых аналогичные элементы имеют одинаковые позиционные обозначения.
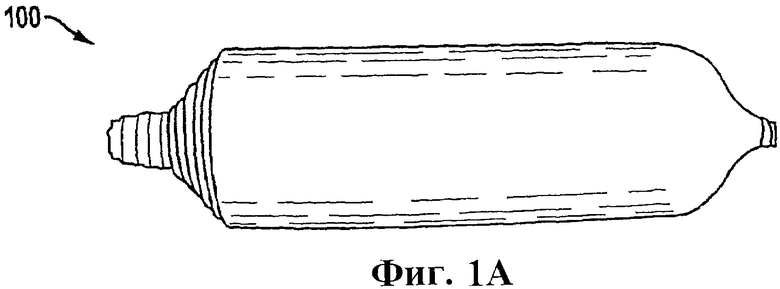
На фиг.1а показана шпинельная <111> буля непосредственно после выращивания, на фиг.1b показана буля с удаленной шейкой и хвостовой частью, а также отрезанная от нее пластина, а на фиг.1с схематично показано поперечное сечение пластины.
На фиг.2 показан вид в перспективе пластины в соответствии с одним из вариантов осуществления настоящего изобретения.
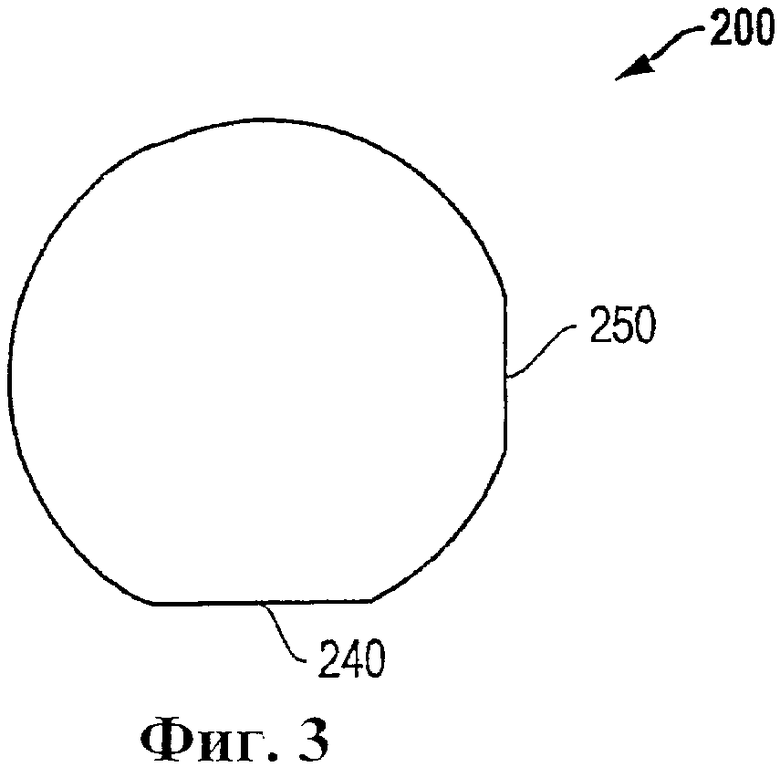
На фиг.3 показан вид сверху пластины в соответствии с одним из вариантов осуществления настоящего изобретения.
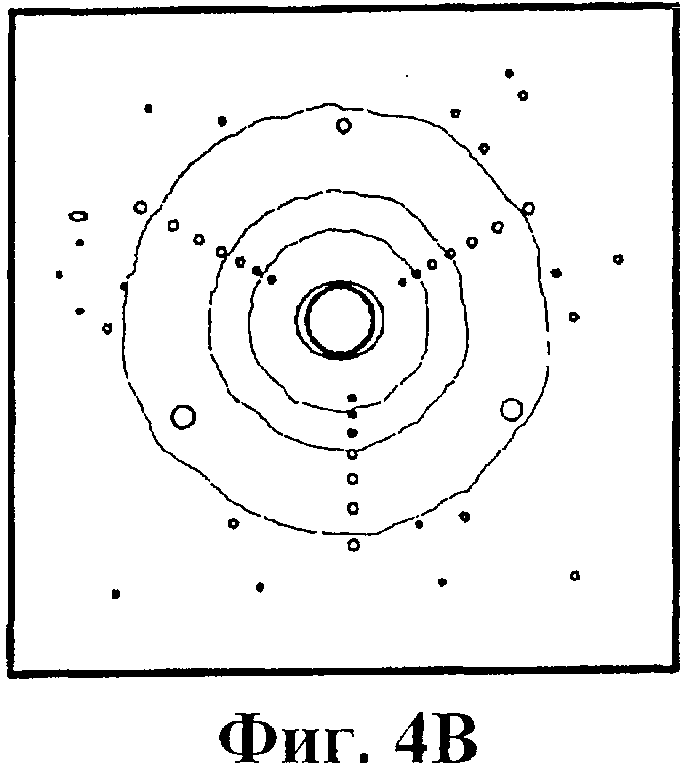
На фиг.4а и 4b показаны изображения с обратным рассеянием шпинели <111> в противоположных ориентациях, на фиг.4с показана <011> ориентированная буля, а на фиг.4d показана <100> ориентированная буля.
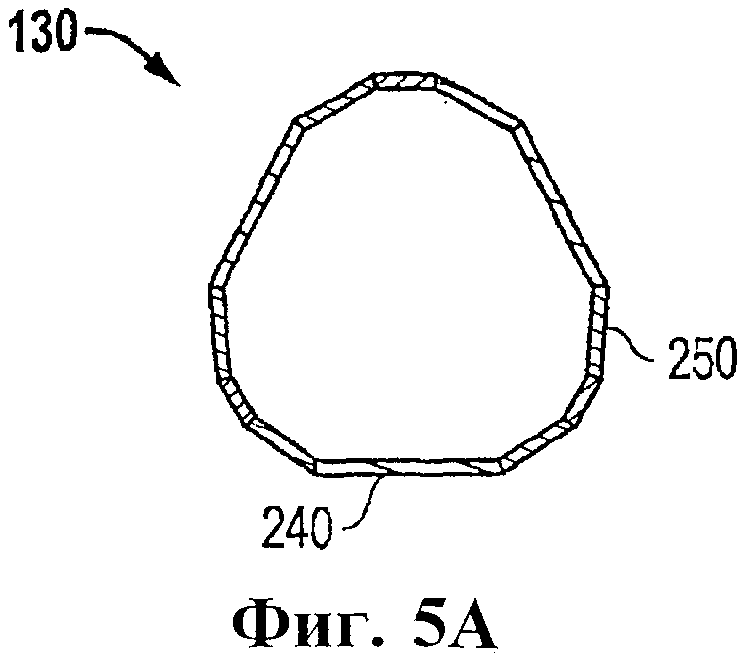
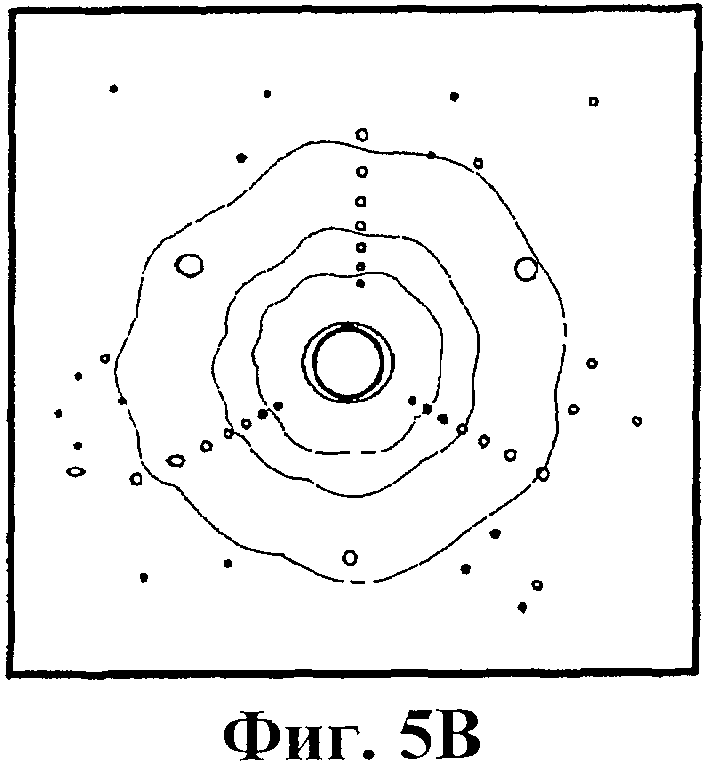
На фиг.5а-5с показана ориентация шпинельной були в соответствии с одним из вариантов осуществления настоящего изобретения, причем на фиг.5а показано поперечное сечение <111> шпинельной були, где можно видеть главную и вспомогательную плоские поверхности, на фиг.5b показано изображение с обратным рассеянием <111> ориентации, а на фиг.5с показана буля с идентифицированной лицевой стороной.
Подробное описание изобретения
Предлагается монокристаллическая шпинельная буля и изготовленные из нее монокристаллические шпинельные пластины. Обычно обработку монокристаллической шпинельной були начинают с получения порции расплава в тигле. Порцию расплава обычно выбирают так, чтобы создать не стехиометрическую композицию в образованной буле. В соответствии с одним из вариантов буля имеет общую формулу aAD·bE2D3, в которой А выбирают из группы, в которую входят Mg, Ca, Zn, Mn, Ba, Sr, Cd, Fe, а также их комбинации, Е выбирают из группы, в которую входят Al, In, Cr, Sc, Lu, Fe, а также их комбинации, a D выбирают из группы, в которую входят О, S, Se, а также их комбинации, причем отношение b:а>1:1, так что шпинель обогащена E2D3. Напомним, что стехиометрической композицией является композиция с отношением b:а=1:1, в то время как не стехиометрическая композиция имеет отношение b:а≠1:1.
Использованный здесь термин 'буля' относится к монокристаллической массе, образованной за счет обработки расплава, и включает в себя (полупроводниковые) слитки, цилиндры и другие подобные структуры.
В соответствии с некоторыми вариантами А представляет собой Mg, D представляет собой О, а Е представляет собой Al, так что монокристаллическая шпинель имеет формулу aMgO·bAl2О3. Несмотря на то что в части описания настоящего изобретения сделана ссылка на композиции на базе шпинели, имеющие формулу MgO·Al2О3, следует иметь в виду, что в более общем виде настоящее изобретение имеет отношение к более широкой группе шпинельных композиций, имеющих обобщенную формулу aAD·bE2D3, как уже было упомянуто выше.
В то время как богатые Е2D3 шпинели обычно имеют отношение b:а больше чем 1:1, в некоторых вариантах отношение b:а составляет ориентировочно не меньше чем 1.2:1, например, ориентировочно не меньше чем 1.5:1. В других вариантах предусмотрены еще более высокие пропорции E2D3 относительно AD, например, ориентировочно не меньше чем 2.0:1, или даже ориентировочно не меньше чем 2.5:1. В соответствии с некоторыми вариантами относительное содержание Е2D3 ограничено, так чтобы иметь отношение b:а, составляющее ориентировочно не больше чем 4:1. Специфические варианты могут иметь отношение b:а около 3:1 (например, 2.9:1).
После получения порции расплава в тигле шпинельную монокристаллическую булю обычно образуют при помощи одной из различных технологий, таких как выращивание кристаллов методом Чохральского. В то время как выращивание кристаллов методом Чохральского используют в некоторых вариантах настоящего изобретения, следует иметь в виду, что в соответствии с настоящим изобретением может быть использована любая технология с использованием расплава, отличающаяся от технологий кристаллизации в пламени. Такие технологии с использованием расплава также включают в себя метод Бриджмена, метод сжиженной герметизации Бриджмена, метод замораживания горизонтального градиента, метод заданного кромкой выращивания, метод Стокбергера или метод Кирополуса. Эти технологии с использованием расплава в корне отличаются от технологий кристаллизации в пламени, так как при технологиях с использованием расплава буля растет из расплава. В отличие от этого, при кристаллизации в пламени не создается порция расплава, из которой растет буля, а скорее создается постоянный поток твердого исходного материала (например, в виде порошка) в жидкости, поступающий в высокотемпературный факел, а расплавленный продукт затем поступает на приемную поверхность, на которой расплавленный продукт застывает.
Как правило, одиночный затравочный кристалл вводят в контакт с расплавом при вращении порции расплава и затравочного кристалла друг относительно друга. Типично, затравочный кристалл образован из стехиометрической шпинели и имеет достаточно высокую чистоту и кристаллографическую однородность, чтобы образовать подходящий шаблон для роста були. Затравочный кристалл можно вращать относительно закрепленного тигля, или тигель можно вращать относительно закрепленного затравочного кристалла, или же могут вращаться как тигель, так и затравочный кристалл. Во время вращения затравочный кристалл и активно образующуюся булю вытягивают из расплава.
В соответствии с одним из вариантов осуществления настоящего изобретения средний диаметр були и внутренний диаметр тигля, содержащего порцию расплава, контролируют с использованием определенных параметров. Чаще всего рост монокристаллической були производят при технологическом коэффициенте формы, составляющем ориентировочно не меньше чем 0.39. В данном случае технологический коэффициент формы определяют как отношение среднего диаметра були к диаметру тигля. Средним диаметром були является средний диаметр були вдоль ее номинальной длины, причем номинальной длиной называют ту часть були, которую используют для изготовления пластин при проведении последующих операций обработки, причем номинальная длина обычно не включает в себя шейку и хвостовую часть (концевые участки конической формы на противоположных концах були). Типично, диаметр були является относительно постоянным вдоль номинальной длины були. Формирование при минимальном технологическом коэффициенте формы помогает избежать нежелательной или неподходящей кристаллографической ориентации или переориентации були, известной также как 'изменение ориентации'. Более определенно, желательно, чтобы буля имела скорее <111> ориентацию (треугольную морфологию), чем <110> ориентацию (квадратную или шестиугольную морфологию), причем достаточно высокие коэффициенты формы позволяют предотвратить изменение ориентации («переворот») из <111> кристаллографической ориентации в <110> кристаллографическую ориентацию.
С использованием MgO·Al2O3 системы было создано множество образцов при отношении b:а, составляющем 3:1 (2.9:1). Сводка использованных важных технологических режимов приведена ниже в таблице. Однако в некоторых вариантах настоящего изобретения были использованы несколько более высокие, чем минимальные, технологические коэффициенты формы, например, ориентировочно не меньше чем 0.40 и ориентировочно не меньше чем 0.42, или даже ориентировочно не меньше чем 0.43. В других вариантах настоящего изобретения были использованы еще более высокие коэффициенты формы, например, ориентировочно не меньше чем 0.44, или даже выше.
Обычно буля и полученные из нее пластины состоят главным образом из единственной шпинельной фазы, без вторичных фаз. В соответствии с одним из вариантов буля и полученные из нее пластины не содержат загрязнений и легирующих примесей. В соответствии с одним из вариантов пластины обрабатывают для того, чтобы получить подложки устройств для оптоэлектронных применений, причем пластина и подложки устройств имеют композицию, главным образом соответствующую формуле aMgO·bAl2О3, в которой отношение b:а превышает 1:1. В этом отношении, обычно исключается образование загрязнений и легирующих примесей. Например, в указанном выше варианте ограничивают введение Со, который в других случаях является легирующей примесью для применений лазерных затворов. В отличие от применений лазерных затворов, обычно желательно использование относительно чистой шпинели, главным образом не содержащей легирующих примесей, которые влияют на базовые и новые свойства подложек устройств.
В соответствии с некоторыми вариантами настоящего изобретения образуют монокристаллическую шпинельную булю, имеющую желательные свойства. В дополнение к описанной здесь выше желательной <111> ориентации, були, пластины и образованные из них подложки устройств также обычно имеют пониженные механические напряжения по сравнению со стехиометрическими изделиями, имеющими отношение b:а, равное 1:1. В этом отношении, различные варианты настоящего изобретения обеспечивают желательные высокие производительности при формировании монокристаллических пластин, из которых получают подложки активных устройств, а также обеспечивают улучшенные технологические характеристики, как это обсуждается далее более подробно.
Что касается улучшенных технологических характеристик, то буля может быть охлаждена при относительно высоких скоростях охлаждения, например, ориентировочно не меньше чем 50°С/ч. В соответствии с некоторыми вариантами настоящего изобретения могут быть использованы еще более высокие скорости охлаждения, например, ориентировочно не меньше чем 100°С/ч, 200°С/ч и даже ориентировочно свыше 300°С/ч. Повышенные скорости охлаждения желательным образом улучшают производительность способа образования монокристаллических булей и дополнительно снижают тепловой баланс всего процесса изготовления, в результате чего снижаются производственные расходы. Були, образованные в соответствии с известными технологиями, обычно охлаждают при относительно низких скоростях охлаждения, чтобы исключить образование трещин во время процесса охлаждения. Обычно традиционные скорости охлаждения составляют ориентировочно 40°С/ч или меньше, так что охлаждение приходится проводить в течение нескольких дней. Однако в соответствии с некоторыми вариантами настоящего изобретения скорости охлаждения могут быть существенно повышены и при этом не происходит повреждение булей в охлажденной форме.
Кроме того, в соответствии с еще одним вариантом настоящего изобретения отжиг були, который обычно проводят после охлаждения, ограничивают относительно коротким периодом времени. Типично, этот период времени составляет ориентировочно не больше чем 50 часов, например, ориентировочно не больше чем 30 часов или даже 20 часов. В соответствии с некоторыми вариантами отжиг ограничивают периодом времени, составляющим ориентировочно не больше чем 10 часов. На самом деле, отжиг может быть главным образом полностью исключен, что позволяет исключить термическую обработку после образования були. В отличие от этого, технология образования обычной були, как правило, требует использования существенных периодов отжига, чтобы ослабить остаточные внутренние механические напряжения, которые снижают выход готовых пластин, а также приводят к появлению трещин в буле. Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что ослабление внутренних механических напряжений в буле в соответствии с некоторыми предложенными здесь вариантами позволяет создать гибкие условия обработки, при которых будут уменьшены или полностью исключены периоды отжига, а также повышены скорости охлаждения, как уже было упомянуто выше.
В соответствии с другой характеристикой настоящего изобретения ослабление внутренних механических напряжений можно количественно оценить степенью выхода готовых изделий, то есть числом неповрежденных пластин, полученных при резке були. Обычно резку осуществляют при помощи одной из различных технологий резки, а в особенности при помощи проволочной пилы. Использованный здесь термин «степень выхода готовых изделий» может быть выражен в виде формулы wi/(wi+wf)×100%, в которой wi равно числу неповрежденных пластин, полученных из були, a wf равно числу полученных из були пластин с трещинами, вызванными внутренними механическими напряжениями в буле. Обычно эта степень выхода готовых изделий является очень низкой и составляет, например, около 10%. Неприемлемо низкая степень выхода готовых изделий объясняется чрезмерно высокими внутренними механическими напряжениями в буле. В отличие от этого степень выхода готовых изделий в соответствии с некоторыми вариантами настоящего изобретения типично составляет ориентировочно не меньше чем 25%, 30% или даже 40%. В соответствии с другими вариантами получают повышенную степень выхода готовых изделий, которая составляет, например, ориентировочно не меньше чем 50, 60 или даже 70%, причем в некоторых вариантах получают степень выхода готовых изделий, близкую к 100%. Следует иметь в виду, что внутренние механические напряжения могут быть снижены не только в образованных (не обработанных) булях, но и в булях, прошедших обработку, в пластинах, полученных за счет резки из булей, и в подложках устройств, полученных из этих пластин. В этом отношении, следует иметь в виду, что прошедшими обработку булями обычно называют були, которые подвергались операциям механической обработки после охлаждения, таким как шлифование, притирка, полирование и очистка.
Пластины, полученные за счет резки из були, обычно имеют достаточный диаметр и площадь поверхности, чтобы снизить стоимость обработки у изготовителя активного устройства, аналогично тому, как увеличение размера пластин снижает стоимость полупроводниковых кристаллов при изготовлении полупроводниковых изделий. Таким образом, обычно желательно, чтобы пластины имели номинальный диаметр ориентировочно не меньше чем 1.75 дюйма, преимущественно ориентировочно не меньше чем 2.0 дюйма, а в некоторых вариантах 2.5 дюйма или больше. Применяемые в настоящее время инструменты для обработки пластин при изготовлении активных устройств позволяют производить пластины диаметром 2.0 дюйма, причем уже разработано технологическое оборудование, позволяющее производить пластины диаметром 3.0 дюйма. В этом отношении, принимая во внимание описанные здесь выше характеристики обработки и характеристики пластин, следует иметь в виду, что в соответствии с некоторыми вариантами настоящего изобретения может быть получено следующее поколение пластин.
Полученная <111> монокристаллическая шпинельная буля и ее фасеточная структура показаны на фиг.1. Конкретно, на фиг.1(а) показана буля 100, выращенная по методу Чохральского, в то время как на фиг.1(b) показана буля 110, выращенная по методу Чохральского, с удаленной шейкой и хвостовой частью. На фиг.1(b) показана также пластина 120, полученная резкой из були, на внешней поверхности которой четко видны грани (фасетки). На фиг.1(с) схематично показано поперечное сечение 130 выращенной <111> були, где можно видеть грани 133, 136, 139.
Как это показано на фиг.1(с), <111> монокристаллическая шпинельная буля обычно имеет треугольную форму с двенадцатью гранями 133, 136, 139. Буля имеет три широких грани 133, которые находятся в семействе плоскостей {22-4}. Шесть граней промежуточного размера 136 идут вдоль семейства плоскостей {02-2}, в то время как три малых грани 139 идут вдоль семейства плоскостей {-2-24}.
В соответствии с одним из вариантов образуют плоские поверхности (грани) (обычно за счет операции механической обработки) вдоль одной из граней 133 семейства плоскостей {22-4}. В шпинельной структуре були плоскость {22-4} семейства плоскостей параллельна местоположению точек (образующих линию), которую плоскость {001} семейства плоскостей спайности образует с лицевой стороной или поверхностью пластины. Таким образом, плоская поверхность главным образом (с возможным отклонением в пределах около 5 градусов) параллельна линиям, которые {001} плоскость спайности образует с поверхностью пластины. Следовательно, плоская поверхность в плоскости {22-4} семейства плоскостей идентифицирует ориентацию плоскости спайности пластины.
Связь между {22-4} семейством плоскостей и {001} семейством плоскостей спайности в монокристаллической шпинельной пластине показана на фиг.2. <111> ориентированная пластина 200 подложки имеет лицевую сторону 210, обратную сторону 220 и внешнюю периферийную кромку 230 между гранями 210, 220. В соответствии с одним из вариантов главную плоскую поверхность 240 образуют при помощи шлифования на кромке 230 вдоль плоскости {22-4} семейства плоскостей. Главную плоскую поверхность 240 обычно образуют при помощи шлифования на буле до того, как производят резку пластин 200 из були, однако при желании это может быть сделано и после резки.
Как это показано на фиг.2, местоположение точек, образованных пересечением плоскости спайности 260 и лицевой стороны 210, образует линию, которая является параллельной плоской поверхности 240. Несмотря на то что в показанном варианте проекции линий вдоль лицевой стороны и главной плоской поверхности являются параллельными друг другу, могут быть использованы различные ориентации, так что образуется заданный не равный нулю угол между главной плоской поверхностью и проекциями линий. Разламывание, которое начинают в пластине 200 вдоль {001} плоскости спайности 260, будет пересекать лицевую сторону 210 пластины 200 параллельно главной плоской поверхности 240. Это является особенно предпочтительным потому, что (10-10) плоскость спайности эпитаксиального слоя (0001) AlxGa1-x-yInyN, выращенного на <111> шпинельной пластине 200, совмещена с {001} плоскостью спайности 260 в пластине 200. Таким образом, кромка (10-10) плоскости спайности в AlxGa1-x-yInyN эпитаксиальном слое является главным образом параллельной местоположению точек, образованных на пересечении плоскости спайности пластины с ее лицевой стороной.
Как это показано на фиг.2 и 3, вторая, вспомогательная, грань 250 получена за счет шлифования на внешней периферийной кромке 230, причем она обычно идет вдоль плоскости, не параллельной плоскости первой грани, например вдоль плоскости в {02-2} и {01-1} семействах плоскостей, и также содержит плоскость {22-4} и {11-2} семейств, которая не является параллельной плоскости главной плоской поверхности. Вспомогательную плоскую поверхность 250 преимущественно образуют при помощи шлифования на буле до того, как производят резку пластин 200 из були, однако при желании это может быть сделано и после резки.
Как это также показано на фиг.2, пластина ориентирована так, что плоскости спайности имеют наклон с удалением от главной плоской поверхности. Если говорить более точно, то каждая плоскость спайности пересекает обратную сторону вдоль местоположения точек, образующих линию, причем линия, идущая вдоль обратной стороны, смещена от главной плоской поверхности на большее расстояние, чем расстояние между линией вдоль лицевой стороны и главной плоской поверхностью. Такую ориентацию, с наклоном в направлении вниз относительно главной плоской поверхности от лицевой стороны, здесь называют «отрицательным» наклоном. Каждая плоскость образует угол с лицевой стороной в диапазоне ориентировочно от 40 до 60 градусов, типично около 55 градусов, как это показано на фиг.2.
В шпинельной структуре нормальная (перпендикулярная) линия к главной плоской поверхности и линия, нормальная ко второй грани, лежат в одной и той же самой плоскости, так что нормали пересекают друг друга, причем нормали образуют угол, например, 60, 90, 120 или 150 градусов друг с другом. Например, нормаль к вспомогательной плоской поверхности, которая идет вдоль (02-2)/(01-1) плоскости, образует угол 30, 90 и 150 градусов с нормалью к главной плоской поверхности, которая идет вдоль плоскости {22-4}/{11-2} семейств плоскостей. Нормаль к вспомогательной плоской поверхности, которая идет вдоль (22-4)/(11-2) плоскости, может образовывать, например, угол 60 градусов с нормалью к главной плоской поверхности, которая идет вдоль плоскости {11-2}/{22-4} семейств плоскостей. За счет использования главной и вспомогательной плоских поверхностей пластины 200, ориентированных в соответствии с описанным здесь, может быть точно ориентирована пластина 200.
Ориентацию були 110 производят при помощи электронного формирования изображений, например при помощи электронного формирования изображений с обратным рассеянием при помощи камеры Лауэ. Этот метод может быть пояснен с использованием фиг.4(a)-4(d) и 5(а)-5(с). На фиг.4(a)-4(d) показаны изображения с обратным рассеянием монокристаллической шпинели различных ориентаций. На фиг.4(а) и 5(b) показаны картины <111> ориентированного одного шпинельного кристалла, образованного таким образом, что треугольное поперечное сечение 130 имеет обращенную вверх вершину, причем главная плоская поверхность 240 является основанием треугольника, противоположным вершине, а стороной, противоположной камере, является передняя поверхность 210.
Для формирования изображений сначала шейку и хвостовую часть удаляют из выращенной були 100, в результате чего получают первую и вторую грани на противоположных концах цилиндрической були, ориентированные так, что центральная ось були является перпендикулярной к плоским торцевым поверхностям, причем указанная центральная ось в целом параллельна <111> направлению. Выражение «в целом параллельна» обычно понимают как параллельность с возможным отклонением в пределах 5 градусов, обычно в пределах 3 градусов, а преимущественно в пределах 2 градусов от <111> направления. В некоторых вариантах указанное возможное отклонение не превышает 1 градус (причем 0 градусов отображают точную параллельность). Затем производят формирование изображений с обратным рассеянием були 110. На фиг.4(b) показана обратная сторона, как сторона, обращенная к камере. Как только лицевая сторона 210 и обратная сторона 220 идентифицированы, производят шлифование на буле 110 главной плоской поверхности 240 и вспомогательной плоской поверхности 250. В соответствии с одним из вариантов пластину 200 отрезают от були 110 и ориентируют передней поверхностью вверх, при этом вспомогательная плоская поверхность 250 будет смещена от главной плоской поверхности 240 таким образом, что нормали образуют угол ориентировочно меньше чем 180 градусов в направлении против часовой стрелки. В соответствии с этой конфигурацией пластина может быть ориентирована надлежащим образом для проведения операций обработки при изготовлении, например может быть ориентирована надлежащим образом для проведения отделочных операций, которые типично проводят на поверхности подложки, предназначенной для осаждения (роста) эпитаксиального слоя. Кроме того, изготовитель электронных или оптоэлектронных устройств может правильно идентифицировать поверхность для роста эпитаксиального слоя и ориентировать пластину для эпитаксиального роста.
В соответствии с одним из вариантов оптоэлектронные устройства создают с использованием пластин, полученных в соответствии с указаниями настоящего изобретения. Используют способ, в соответствии с которым AlxGa1-x-yInyN эпитаксиальный слой выращивают на пластине. Величины х и y могут варьироваться от 0 до 1. Преимущественно 0≤х≤0.25 и 0≤y≤0.5. Кромка плоскости спайности AlxGa1-x-yInyN эпитаксиального слоя обычно является параллельной проекции (001) плоскости спайности на лицевую сторону пластины. После этого могут быть выращены дополнительные слои различной концентрации, если это необходимо, в зависимости от конкретного изготавливаемого устройства. Кроме того, могут быть также проведены различные дополнительные операции, такие как формирование рисунка или изображения и формирование контактов, чтобы получить СИД и лазеры. Детали изготовления конкретного устройства известны специалистам в данной области и здесь не рассматриваются.
Пример
Булю (слиток) выращивают по методу Чохральского и удаляют шейку и хвостовую часть, при этом получают две плоские поверхности. Концы були (две плоские поверхности) исследуют в рентгеновских лучах с обратным рассеянием с использованием камеры Лауэ, чтобы проверить ориентацию и идентифицировать: 1) лицевую сторону для будущей пластины, таким образом, чтобы (100) плоскость спайности шла от нижней стороны будущей пластины до верхней стороны, с линией пересечения на нижней стороне, и далее шла от образуемой главной плоской поверхности и затем образовывала линию пересечения на верхней стороне и 2) приблизительное положение главной (1-1-2) (или (2-2-4)) и вспомогательной (0 1-1) (или (0 2 -2)) плоских поверхностей. Концы були исследуют в рентгеновских лучах для определения ориентации и для совмещения оси були с <111> направлением.
Булю затем подвергают токарной обработке до диаметра около 2'', чтобы образовать цилиндр, точно параллельный <111> направлению (то есть с центральной осью, параллельной <111> ориентации). В этот момент отмечают направления главной и вспомогательной плоских поверхностей на верхней стороне при помощи гравирования. Главную и вспомогательную плоские поверхности затем добавляют в цилиндр за счет шлифования на внешнем периметре були, чтобы удалить материал вдоль направления, которое перпендикулярно к <111> направлению, при этом образованные плоские поверхности идут параллельно <111> направлению. Обточенную булю затем разрезают на индивидуальные заготовки пластин. Индивидуальные заготовки затем притирают и создают фаски при помощи шлифования, при помощи лазера записывают на них несколько цифр и затем полируют вдоль лицевой стороны, чтобы получить подходящую поверхность для роста эпитаксиального слоя.
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ШПИНЕЛЬНЫХ ПЛАСТИН (ВАРИАНТЫ) | 2004 |
|
RU2334835C2 |
| ИЗДЕЛИЯ ИЗ ШПИНЕЛИ | 2004 |
|
RU2336372C2 |
| КРИСТАЛЛ SiC ДИАМЕТРОМ 100 мм И СПОСОБ ЕГО ВЫРАЩИВАНИЯ НА ВНЕОСЕВОЙ ЗАТРАВКЕ | 2007 |
|
RU2418891C9 |
| КАНТИЛЕВЕР С ВИСКЕРНЫМ ЗОНДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2275591C2 |
| СОЛНЕЧНЫЙ ЭЛЕМЕНТ С НЕБОЛЬШИМ ЗАТЕНЕНИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2185688C2 |
| СПОСОБ ИЗМЕНЕНИЯ КРИСТАЛЛОГРАФИЧЕСКОЙ ОРИЕНТАЦИИ МОНОКРИСТАЛЛИЧЕСКОГО ТЕЛА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2440885C2 |
| САПФИРОВАЯ ПОДЛОЖКА (ВАРИАНТЫ) | 2007 |
|
RU2414550C1 |
| ПАРТИЯ САПФИРОВЫХ ПОДЛОЖЕК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2412037C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| СПОСОБ РАЗМЕЩЕНИЯ КРЕМНИЕВЫХ МОНОКРИСТАЛЛИЧЕСКИХ ПОДЛОЖЕК НА ПЬЕДЕСТАЛЕ | 1982 |
|
SU1105075A1 |






Изобретение относится к производству изделий, имеющих шпинельную структуру, таких как були, пластины, подложки и т.д. Монокристаллическая шпинельная пластина имеет лицевую и обратную стороны, <111> кристаллографическую ориентацию и внешний периметр, имеющий первую и вторую грани, причем первая грань обозначает направление плоскости спайности пластины, которая проходит через переднюю поверхность геометрического места точек, простирающегося вдоль линии, которая параллельна первой грани, и вторая грань обозначает направление разлома плоскости спайности, при этом пластина выполнена из композиции в соответствии с общей формулой aAD•bE2D3, в которой А выбирают из группы, в которую входят Mg, Ca, Zn, Mn, Ba, Sr, Cd, Fe, а также их комбинации, Е выбирают из группы, в которую входят Al, In, Cr, Sc, Lu, Fe, a также их комбинации, и D выбирают из группы, в которую входят О, S, Se, a также их комбинации. Буля и полученные из нее пластины состоят главным образом из единственной шпинельной фазы, без вторичных фаз и не содержат загрязнений и легирующих примесей, то есть обладают улучшенными технологическими характеристиками. Кроме того, изобретение обеспечивает повышенную степень выхода готовых изделий, а увеличение размера пластин снижает стоимость обработки при изготовлении полупроводниковых изделий. 17 з.п. ф-лы, 1 табл., 12 ил.
| US 3816906 A, 18.06.1974 | |||
| US 4370739 A, 35.01.1983 | |||
| US 3883313 A, 13.05.1975 | |||
| 0 |
|
SU199155A1 | |

