Предлагаемое изобретение относится к области измерительной техники и может быть использовано в текстильном и швейном производствах для измерения ширины движущихся высокоэластичных материалов.
Известно устройство для измерения ширины движущихся текстильных материалов [а.с. СССР №1776979, опубл. 23.11.92 г.], содержащее датчики боковых кромок материала, выполненные в виде линеек (комплектов) инфракрасных излучателей, установленных с тыльной стороны движущегося материала, и фотодатчики-приемники, установленные с внешней стороны движущегося материала; блок формирования сигналов опроса линеек инфракрасных излучателей, включающий дешифратор, схему управления дешифратором, два ключевых транзисторных элемента, соединяющих выход дешифратора с линейками датчиков положения кромок материала, и коммутатор, два входа которого соединены с выходами фотодатчиков посредством электронных преобразователей, а выход через регистр текущих значений с входом микропроцессора; при этом тактовый вход схемы управления дешифратором соединен с управляющим выходом микропроцессора посредством контроллера. Недостатком этого устройства является трудно прогнозируемая погрешность измерения ширины, которая в особенности проявляется при работе с высокоэластичными материалами, вследствие того, что движущийся материал при взаимодействии с транспортирующими органами значительно деформируется в поперечном направлении, при этом измеряется технологически искаженная ширина материала, т.е. ширина материала с деформацией в поперечном направлении.
Наиболее близким к заявляемому устройству является измеритель ширины движущихся длинномерных легкодеформируемых материалов [пат. РФ №2278352, опубл. 20.06.2006 г.], содержащий датчики положения кромок материала в виде двух линеек инфракрасных излучателей, блок формирования сигналов опроса датчиков положения кромок материала, генератор световых и электронных импульсов, блок совпадения, блок формирования сигнала управления генератором импульсов, блок оптоэлектронных элементов распознавания стробоскопического эффекта, контроллер и микропроцессор.
Недостаток известного устройства обусловлен значительной деформацией как в продольном, так и в поперечном направлениях, движущегося высокоэластичного материала при взаимодействии с транспортирующими органами, при которой кромки материала принимают спиралевидную форму, что приводит к измерению технологически искаженной ширины материала, т.е. ширины без учета поперечной деформации, следствием чего является трудно прогнозируемая погрешность измерения. В известном устройстве для учета величины этой деформации с использованием коэффициента Пуассона необходимы предварительные исследования для определения величины указанного коэффициента в каждом конкретном случае, поскольку его значение зависит от деформационных характеристик каждого вида материала и влияния внешних факторов. Это снижает точность измерения ширины движущихся высокоэластичных материалов, усложняет измерение и ограничивает его возможности.
Задачей изобретения является создание устройства, обеспечивающего повышение точности измерения ширины движущихся высокоэластичных материалов при одновременном упрощении измерения и расширении его технологических возможностей.
Поставленная задача решается измерителем ширины движущихся высокоэластичных материалов, содержащим датчики положения кромок материала, блок формирования сигнала опроса датчиков положения кромок материала, блок совпадения, контроллер и микропроцессор, который, в отличие от известного, включает подвижную каретку, несущую два профилированных паза, установленных с возможностью регулирования их относительного положения, кинематически связанную с подвижной кареткой направляющую рамку с блоком подвижных расправителей спиралевидных кромок, причем упомянутые расправители и датчики положения кромок материала установлены попарно и неподвижны относительно друг друга, при этом каретка установлена с возможностью возвратно-продольного перемещения посредством кинематической связи с транспортерной лентой, выполненной с оптоактивной полосой в зоне измерения, а направляющая рамка установлена с возможностью обеспечиваемого посредством профильных сухарей периодического вертикального возвратно-поступательного перемещения в конечных точках хода каретки, зафиксированных системой ограничителей и положением подпружиненных рычагов, установленных с заданным шагом на транспортерной ленте, а также фотодиодную линейку считывания ширины, установленную стационарно относительно периодически движущейся каретки и связанную с датчиком считывания импульсов линейного перемещения каретки, при этом выход блока формирования сигнала опроса датчиков положения кромок материала связан с входом датчика считывания импульсов линейного перемещения каретки по одной линии непосредственно, а по другой - посредством блока совпадения.
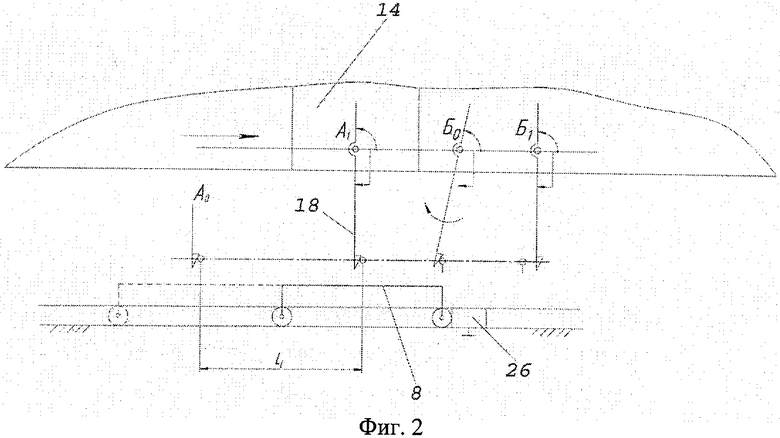
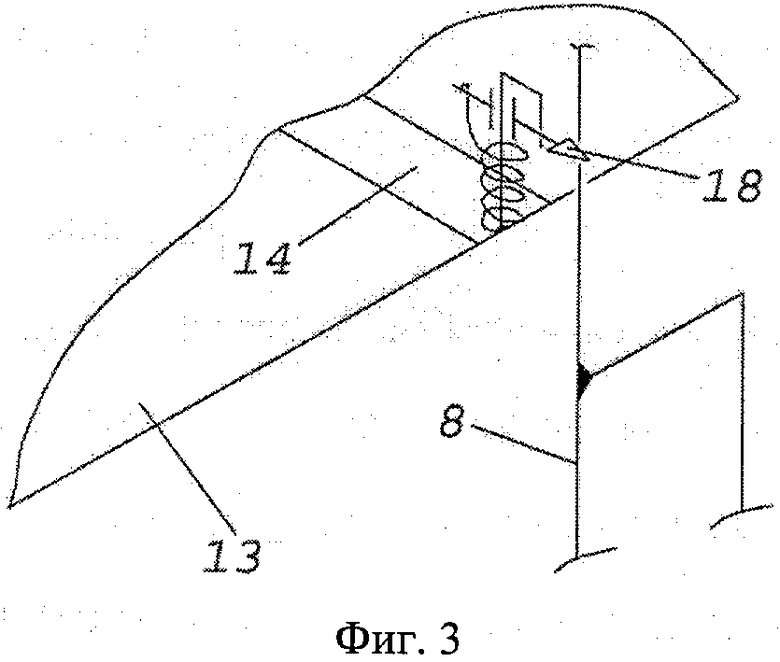
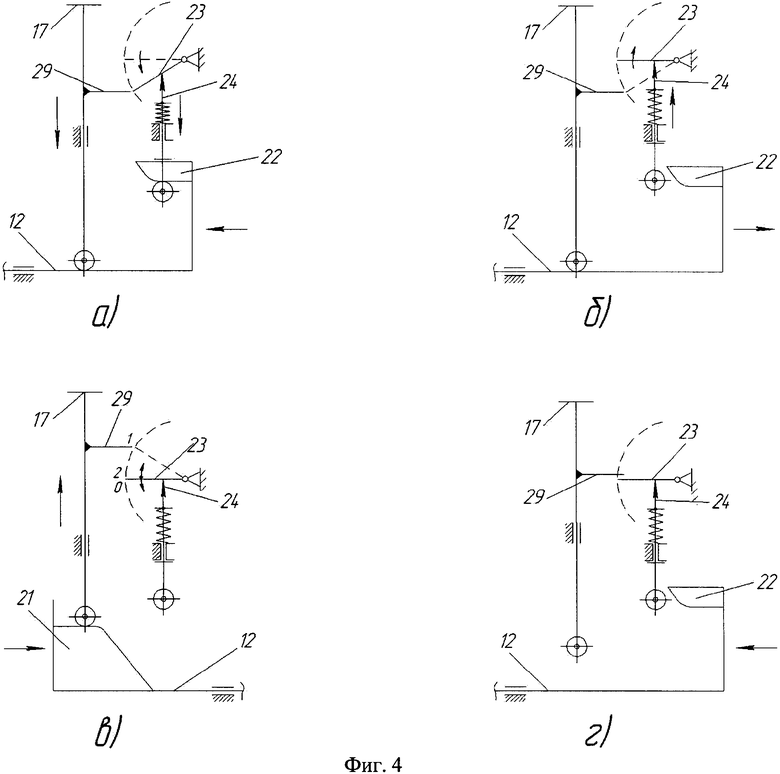
На фиг.1 показана структурно-кинематическая схема измерителя ширины, на фиг.2 - кинематическая схема взаимодействия подвижной каретки с лентой транспортера, на фиг.3 - кинематическая схема подпружиненного рычага, на фиг.4 - пооперационная схема срабатывания механизма фиксации рамки.
Измеритель ширины содержит датчики 1 и 2 положения кромок материала, формирующие потенциальные сигналы необходимого уровня блоки 3 и 4, совместно образующие блок формирования сигнала опроса датчиков 1 и 2, блок совпадения «И» 5, блоки 6 и 7, представляющие собой датчик считывания импульсов линейного перемещения каретки 8 с профилированными пазами 9 и 10, контроллер 11, микропроцессор 12, транспортерную ленту 13 с оптоактивной полосой 14 в зоне измерения, расправители 15 и 16 спиралевидных кромок материала и направляющую рамку 17.
Расправители 15 и 16 с датчиками 1 и 2 установлены на направляющей рамке 17 с возможностью их поперечного перемещения относительно кромок материала и кинематически связаны посредством профилированных пазов 9 и 10 с кареткой 8, которая, в свою очередь, кинематически связана с транспортерной лентой 13 через подпружиненные рычаги 18 и 19, установленные на последней с заданным шагом, причем последняя связь является периодической.
Каретка 8 установлена на направляющих 20 с возможностью ее периодического возвратно-продольного перемещения относительно транспортерной ленты 13 и движущегося материала, при этом направляющая рамка 17 имеет возможность обеспечиваемого посредством профильных сухарей 21 и 22 периодического вертикального возвратно-поступательного перемещения в конечных точках хода каретки 8.
Рамка 17 с помощью механизмов ее фиксации, состоящих из опорных фиксаторов 23 и подпружиненных упоров 24, расположенных по обеим ее сторонам, имеет возможность периодической фиксации в крайнем верхнем положении. Величина перемещения (Li) каретки 8 (см. фиг.2) и, соответственно, величина хода расправителей 15 и 16 определяется регулируемым положением ограничителей 25 и 26. На каретке 8 установлен светодиод 27, взаимодействующий со стационарно установленной фотодиодной линейкой 28 считывания ширины, которая связана с блоками 6 и 7 датчика считывания импульсов линейного перемещения каретки.
Измеритель ширины движущихся высокоэластичных материалов работает следующим образом.
В исходном положении расправители 15 и 16 кромок материала находятся между собой на расстоянии b, определяемом некоторой условно заданной шириной измеряемого материала, и опущены посредством направляющей рамки 17 до соприкосновения с поверхностью материала в зоне оптоактивной полосы 14 транспортерной ленты 13. Это расстояние b (исходно задаваемое значение ширины) можно изменять путем поперечного перемещения профилированных пазов 9 и 10 по одному из элементов подвижной каретки 8.
Подвижная каретка 8 находится от стойки направляющей рамки 17 на расстоянии Н, которое можно изменять перестановкой ограничителей 25 и 26 в направляющих 20.
Рабочее перемещение подвижной каретки 8 начинается из положения A0 (см. фиг.2), соответствующего контакту с ней подпружиненных рычагов 18, расположенных на верхней ветви транспортерной ленты 13. Транспортерная лента посредством рычагов 18 перемещает за собой каретку 8 до положения А1, соответствующего ее контакту с ограничителем 26. В этом положении каретка 8 останавливается, а подпружиненные рычаги 18 (см. фиг.3), преодолевая сопротивление пружины, поворачиваются (положение Б0, см. фиг.2) и теряют кинематическую связь с кареткой 8 (положение Б1).
В процессе перемещения каретки 8 профилированные пазы 9 и 10 взаимодействуют с расправителями 15 и 16 кромок материала, перемещая последние по поверхности материала в поперечном направлении и расправляя тем самым его спиралевидные кромки. Датчики 1 и 2 положения кромок материала фиксируют завершение процесса расправления кромок в момент, когда отраженный от оптоактивной полосы 14 луч светодиода попадает на фотодиод соответствующего датчика (1 или 2).
Величины перемещений Δbi,1 и Δbi,2 расправителей 15 и 16 (см. фиг.1) соответствуют числу импульсов, считанных с фотодиодной линейки 28 вследствие перемещения кареткой 8 светодиода 27. При положении расправителей 15 и 16 с датчиками 1 и 2 в зоне не затемненного движущимся материалом оптоактивного участка 14 транспортерной ленты 13 на выходе блоков 3 и 4, формирующих потенциальные сигналы, будут отсутствовать сигналы необходимого уровня, что позволяет блокам 6 и 7 в параллельном режиме беспрепятственно считывать с фотодиодной линейки 28 импульсные сигналы, соответствующие линейному перемещению каретки 8.
При полном расправлении спиралевидной кромки и появлении сигнала светоотражения с одной или с другой стороны движущегося материала один из блоков 3 или 4 формирует потенциальные сигналы, которые поступают на соответствующий вход одного из блоков 6 или 7 датчика считывания импульсов линейного перемещения каретки 8 и блокируют дальнейшее считывание информации о линейном перемещении (Li,1, и Li,2) каретки 8. При одновременном поступлении сигналов с блоков 3 и 4 на соответствующие входы блоков 6 и 7 считывание информации с фотодиодной линейки 28 о линейном перемещении каретки 8 также блокируется. В обоих случаях потенциальные сигналы, сформированные блоками 3 и 4, поступают на вход блока совпадения 5.
При синхронном поступлении сигналов с блоков 3 и 4 на вход блока совпадения 5 или с запаздыванием одного сигнала относительно другого, если расправление кромок произошло не одновременно, на его выходе сформируется сигнал управления блоками 6 и 7, по которому считанная и хранящаяся в них информация поступает через контроллер 8 в микропроцессор 9 для выполнения расчетов текущих значений ширины (Bi).
Микропроцессор выполняет вычислительные функции с учетом коэффициента передачи (к) между продольным перемещением каретки (Li,1, и Li,2) и поперечным перемещением (Δbi,1 и Δbi,2 расправителей 15 и 16 по следующему алгоритму:
Вi=b+Δbi,1+Δbi,2=b+к(Li1+Li2).
В конце рабочего хода подвижной каретки 8 (см. фиг.4в) сухарь 21 приподнимает направляющую рамку 17, а вместе с ней расправители 15 и 16, освобождая их от контакта с движущимся материалом. При этом выступ 29 рамки 17 поворачивает подвижный фиксатор 23 в крайнее верхнее положение. Граничная точка фиксатора отходит от выступа 29 рамки 17, и фиксатор поворотом вокруг своей оси под действием сил гравитации опускается вниз и ложится на упор 24. Таким образом, обеспечиваются технологические требования фиксации рамки 17 в верхнем положении при возврате каретки 8 в исходное положение.
Возврат каретки 8 в исходное положение, определяемое ограничителями 25, осуществляется подпружиненными рычагами 19, расположенными на нижней ветви транспортерной ленты по схеме взаимодействия, аналогичной рассмотренной выше схеме рабочего перемещения подвижной каретки 8.
При этом расправители 15 и 16 кромок материала также возвращаются в исходное положение, определяемое исходной величиной b условно заданной ширины материала.
В конце обратного хода каретки 8 (см. фиг.4г) сухарь 22 отводит вниз подпружиненный упор 24 и, соответственно, фиксатор 23. При этом рамка 17 под действием собственного веса опускается вниз (см. фиг.4а) и, теряя кинематический контакт с фиксатором 23, перемещает расправители 15 и 16 вниз до соприкосновения с поверхностью материала. При этом фиксатор 23 оказывается расположенным над выступом 29 рамки 17.
В начале рабочего хода каретки 8 (см. фиг.4б) сухарь 22 отпускает упор 24, который возвращает фиксатор 23 в базовое горизонтальное (исходное) положение, располагая ее над выступом 29.
Затем цикл измерения ширины повторяется.
Частота измерений зависит от шага установки подпружиненных рычагов 18 и 19 на транспортерной ленте 13, минимальное значение которого определяется коэффициентом передачи (к) между линейным перемещением каретки 8 и поперечным перемещением расправителей 15 и 16.
Таким образом, предлагаемый измеритель ширины обеспечивает упрощение измерения ширины высокоэластичных материалов и расширение его технологических возможностей при одновременном повышении точности измерения, что является техническим результатом изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОЙ И ПРОДОЛЬНОЙ ДЕФОРМАЦИИ ВЫСОКОЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2429448C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОЙ ДЕФОРМАЦИИ ВЫСОКОЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2354931C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОЙ ДЕФОРМАЦИИ ЛЕГКОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2006 |
|
RU2331044C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ ПОРОКОВ МАТЕРИАЛА | 2002 |
|
RU2235291C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПРОДОЛЬНОЙ И ПОПЕРЕЧНОЙ ДЕФОРМАЦИИ ЛЕГКОДЕФОРМИРУЕМЫХ ТРИКОТАЖНЫХ ПОЛОТЕН | 2012 |
|
RU2499257C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ДЕФОРМАЦИОННЫХ ХАРАКТЕРИСТИК ВОЛОКНИСТЫХ СИСТЕМ | 2012 |
|
RU2507479C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И НАРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ НА МЕРНЫЕ ОТРЕЗКИ | 1996 |
|
RU2123077C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ МАТЕРИАЛА С КОРРЕКЦИЕЙ ПОГРЕШНОСТИ ОТ ПЕРЕКОСА ЛИНИИ ДВИЖЕНИЯ | 1997 |
|
RU2126134C1 |
| Устройство для считывания графической информации | 1972 |
|
SU525131A1 |
| Машина для промера и браковки текстильных материалов | 1989 |
|
SU1666602A1 |
Изобретение относится к измерительной технике и может быть использовано в текстильном и швейном производстве. Сущность: измеритель содержит датчики 1 и 2 положения кромок материала, блоки 3 и 4 формирования сигнала опроса датчиков 1 и 2, блок совпадения «И» 5, блоки 6 и 7, образующие датчик считывания поступающих со стационарно установленной фотодиодной линейки 28 импульсов линейного перемещения каретки 8. Каретка 8 снабжена управляющими профилированными пазами 9 и 10, установленными с возможностью регулирования их относительного положения. Измеритель ширины включает контроллер 11, микропроцессор 12, транспортерную ленту 13 с оптоактивной полосой 14 в зоне измерения, расправители 15 и 16 спиралевидных кромок материала и направляющую рамку 17. При этом датчики 1 и 2 положения кромок материала и расправители 15 и 16 установлены попарно и неподвижны относительно друг друга, а каретка 8 установлена с возможностью возвратно-поступательного перемещения в продольном направлении посредством кинематической связи с транспортерной лентой 13. Направляющая рамка 17, несущая подвижные блоки оптоэлектронных датчиков 1 и 2 и расправители 15 и 16 спиралевидных кромок, установлена с возможностью обеспечиваемого посредством профильных сухарей 21 и 22 периодического вертикального возвратно-поступательного движения в конечных точках хода каретки, зафиксированных системой ограничителей и положением подпружиненных рычагов 18 и 19, размещенных с заданным шагом на транспортерной ленте 13. Выход блока формирования сигнала опроса датчиков положения кромок материала связан с входом датчика считывания линейного перемещения каретки по одной линии непосредственно, а по другой - посредством блока совпадения 5. Опосредованное измерение ширины с использованием коэффициента передачи между продольным перемещением каретки 8 и поперечным перемещением расправителей 15 и 16 спиралевидных кромок обеспечивает упрощение измерения ширины высокоэластичных материалов и расширение его технологических возможностей при одновременном повышении точности измерения. 4 ил.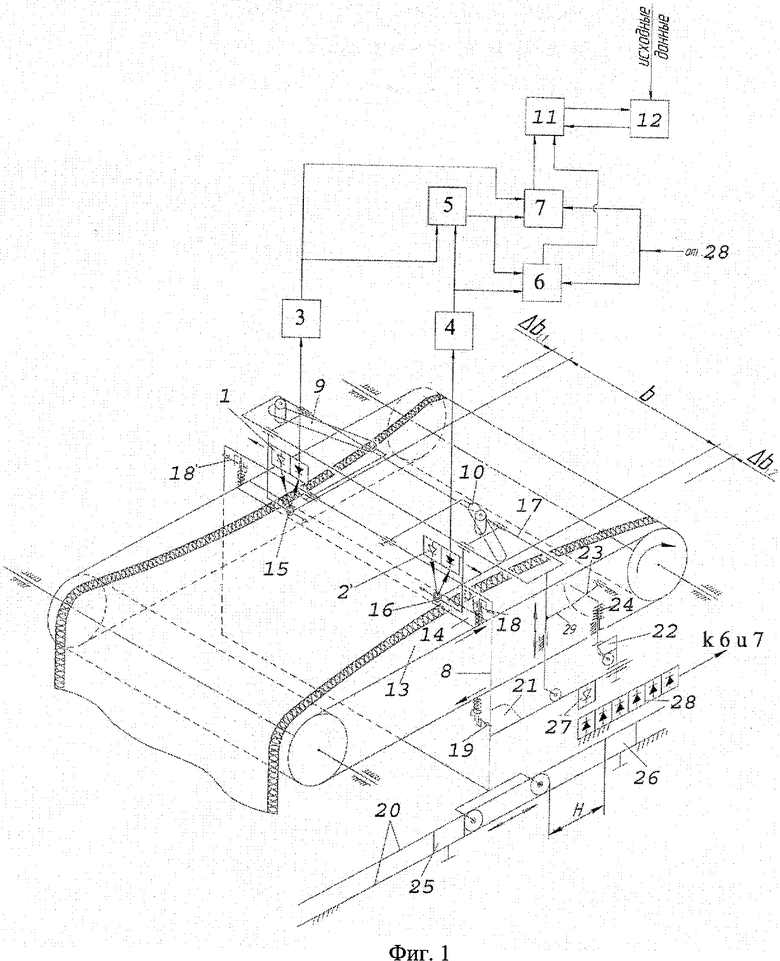
Измеритель ширины движущихся высокоэластичных материалов, содержащий датчики положения кромок материала, блок формирования сигнала опроса датчиков положения кромок материала, блок совпадения, контроллер и микропроцессор, отличающийся тем, что он включает подвижную каретку, несущую два профилированных паза, установленных с возможностью регулирования их относительного положения, кинематически связанную с подвижной кареткой направляющую рамку с блоком подвижных расправителей спиралевидных кромок, причем упомянутые расправители и датчики положения кромок материала установлены попарно и неподвижны относительно друг друга, при этом подвижная каретка установлена с возможностью возвратно-продольного перемещения посредством кинематической связи с транспортерной лентой, выполненной с оптоактивной полосой в зоне измерения, а направляющая рамка установлена с возможностью обеспечиваемого посредством профильных сухарей периодического вертикального возвратно-поступательного перемещения в конечных точках хода каретки, зафиксированных системой ограничителей и положением подпружиненных рычагов, установленных с заданным шагом на транспортерной ленте, а также фотодиодную линейку считывания ширины, установленную стационарно относительно периодически движущейся каретки и связанную с датчиком считывания импульсов линейного перемещения каретки, при этом выход блока формирования сигнала опроса датчиков положения кромок материала связан с входом датчика считывания импульсов линейного перемещения каретки по одной линии непосредственно, а по другой - посредством блока совпадения.
| ИЗМЕРИТЕЛЬ ШИРИНЫ ДВИЖУЩИХСЯ ДЛИННОМЕРНЫХ ЛЕГКОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2004 |
|
RU2278352C1 |
| Устройство для измерения ширины движущихся текстильных материалов | 1990 |
|
SU1776979A1 |
| US 5067248 A1, 26.11.1991 | |||
| DE 3900296 A1, 12.07.1990. | |||

