Данное изобретение относится к области металлургии. Более конкретно, оно касается производства листового металла, в частности листовой стали, и относится к калибровке многовальцовых выравнивателей, за исключением так называемых многовальцовых прессов.
Известно, что выравниватели разработаны для исправления или существенного уменьшения любых дефектов в листах металлов, которые возникают на различных стадиях производства (прокат, формование листов, тепловые обработки). Следует упомянуть, например, устранимые дефекты (первая кромка, «плитка») или неустранимые дефекты (дефекты «по кромке» или «по центру»).
Следует отметить, что принцип холодного выравнивания схематически состоит в конвертации геометрического дефекта в систему различных остаточных напряжений, распределенных по толщине, при изменении изгибных напряжений. Лист или полоса, которые необходимо выровнять таким образом, проходит через стойку, образованную агрегатом, включающим по меньшей мере два набора нижних и верхних вальцов, размещенных друг напротив друга. Два набора расположены таким образом, что они примерно параллельны друг другу и расположены перпендикулярно направлению движения полосы. Когда лист проходит между этими вальцами, он претерпевает частичную пластическую деформацию при сгибании в одном направлении, а затем в противоположном направлении. Амплитуда сгибания прогрессивно уменьшается, так как нахлест вальцов по направлению к выходу из выравнивателя уменьшается. Соответственно, это позволяет производить продукцию отличной плоскостности и с очень низким уровнем остаточных напряжений, позволяющих их применение в некоторых деталях металлической мебели, домашних электрических приборах и автомобильной промышленности.
Все возрастающие требования пользователей к характеристикам изделия в отношении плоскостности или уровня остаточных напряжений требуют все большего контроля механической характеристики выравнивателей, без которого эта операция останется нестабильной. На этой стадии описания кажется уместным с целью понимания различных параметров настройки описать основные компоненты многовальцового выравнивателя.
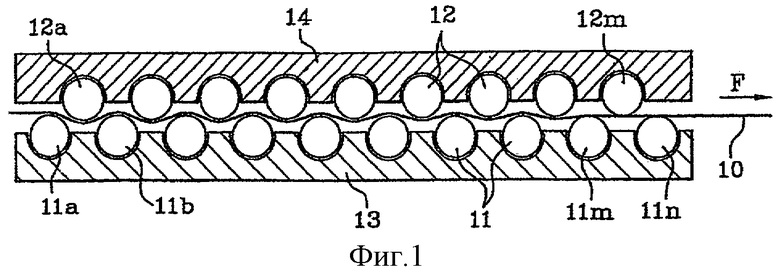
Для этого фигура 1 изображает в схематическом продольном разрезе традиционный выравниватель, включающий в себя наборы нижних вальцов 11 (обозначенные буквами от 11а до 11n, в данном конкретном случае их изображено десять) и наборы верхних вальцов 12, обозначенные от 12а до 12m, поддерживаемые нижней балкой 13 и верхней балкой 14 соответственно. Металлическая полоса 10 проходит через выравниватель в направлении, обозначенном стрелкой F. Вальцы 11 и 12 взаимно нахлестываются, причем нахлест уменьшается по направлению движения полосы. Таким образом, полоса существенно деформируется, сгибаясь между входными вальцами 11a, 12а, 11b, но совсем немного на выходных вальцах 11m, 12m, 11n в зоне выхода из выравнивателя. Соответственно, исходные геометрические дефекты полосы под воздействием пластической деформации переводятся в систему остаточных напряжений, амплитуда которых снижается по мере изгибания при помощи вальцов.
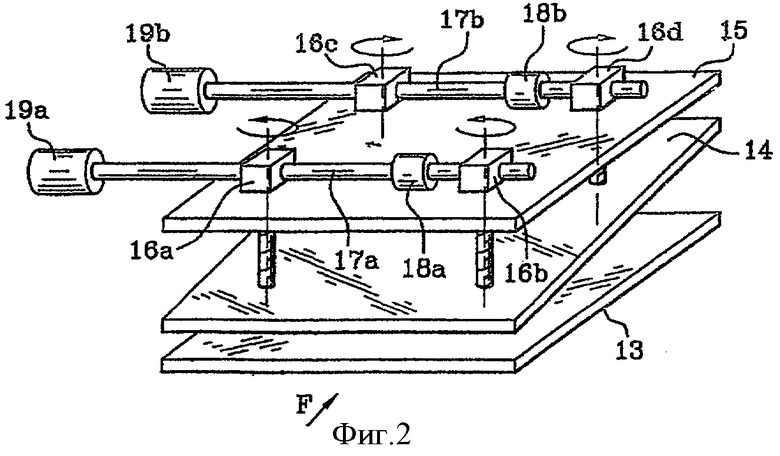
Фигура 2 схематически изображает известные приспособления для настройки нахлеста вальцов: «наклон» описывает наклон верхней балки 14 по отношению к нижней балке 13 в направлении движения полосы. Нижнюю балку рассматривают как эталонную. Балка 14 поддерживается на верхней раме 15 при помощи регулировочных устройств 16а, 16b, 16с и 16d, например, гаечного типа с угловым приводом или другими подобными технологиями.
Регулировочные устройства по вышеупомянутому примеру гаечного типа приводятся в действие моторами 19а и 19b посредством ведущих валов 17а и 17b. Соединения 18а и 18b применяются для временного разъединения регулировочных устройств, которые они соединяют, таким образом позволяя регулировать перекрестный параллелизм (или «смещение») между верхними и нижними вальцами как на входной, так и на выходной сторонах выравнивателя. Нахлест вальцов затем регулируют при помощи моторов, которые одновременно приводят в движение регулировочные устройства на входе или выходе выравнивателя.
Смещение необходимо устранять посредством существенного количества операций на машине. Наклон регулируют стандартным образом с целью изменить нахлест вальцов, в частности, основываясь на характеристиках выравниваемой полосы.
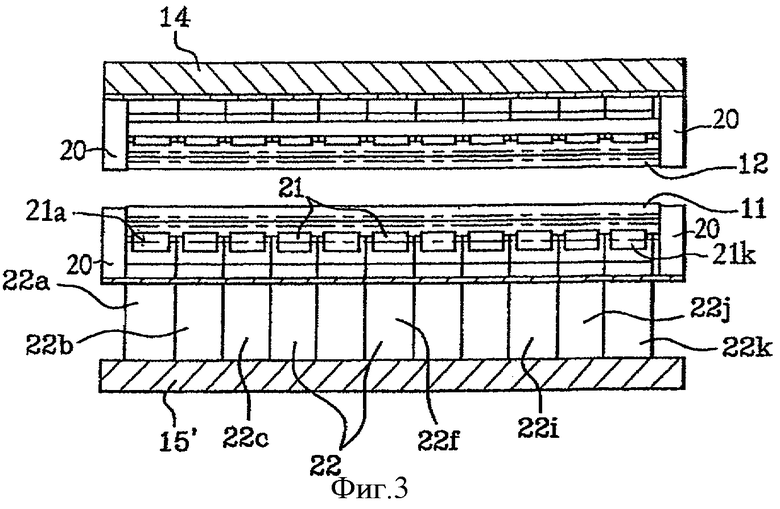
Фигура 3 схематически изображает традиционный выравниватель в виде спереди, что иллюстрирует устройства, которые позволяют компенсировать перекос вальцов при нагрузке. Причиной этому являются силы противодействия, возникающие при выравнивании полосы, которые вызывают деформацию вальцов. Для того чтобы компенсировать такую деформацию, выравнивающие вальцы поддерживаются опорными стойками и вальцами, площадками или роликами противодавления. Устройство монтируется на раме, называемой «кассета», размещенной на наборе «площадок противодавления», которые независимы друг от друга и регулируются по высоте, эти площадки распределены в перпендикулярном направлении выравнивателя. Фигура 3 иллюстрирует пример из одиннадцати рядов устройств 21 противодавления для компенсирования перекоса вальцов 11. Боковое передвижение вальцов ограничивается несущими опорами 20. Вертикальное положение этих площадок можно регулировать, например, при помощи регулируемых клиновых зажимов 22.
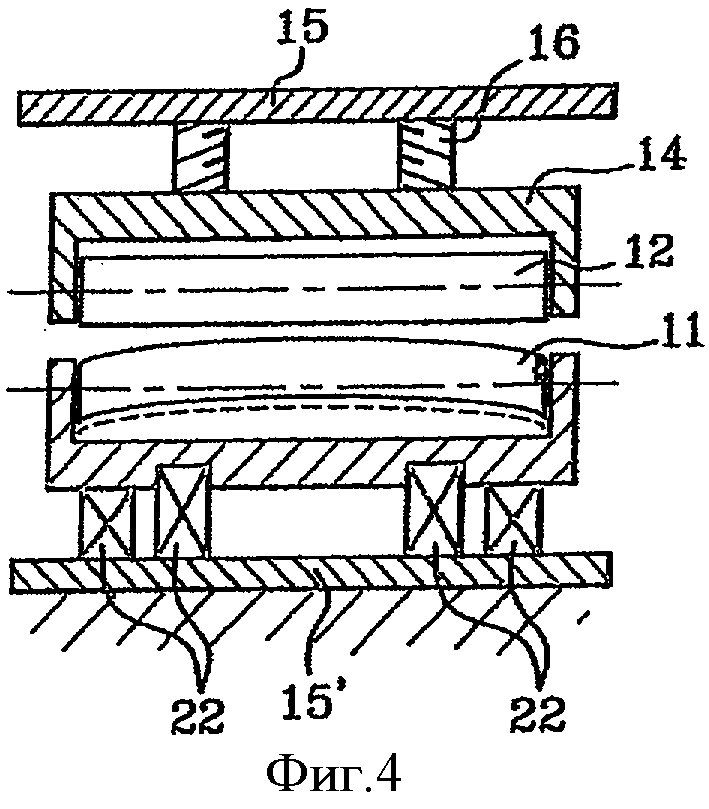
Фигура 4 международно принятым образом изображает деформации, созданные этими площадками противодавления на нижних вальцах при помощи более-менее существенного вертикального смещения площадок. Деформации могут иметь место на вальцах при отсутствии нагрузки либо при нагрузке.
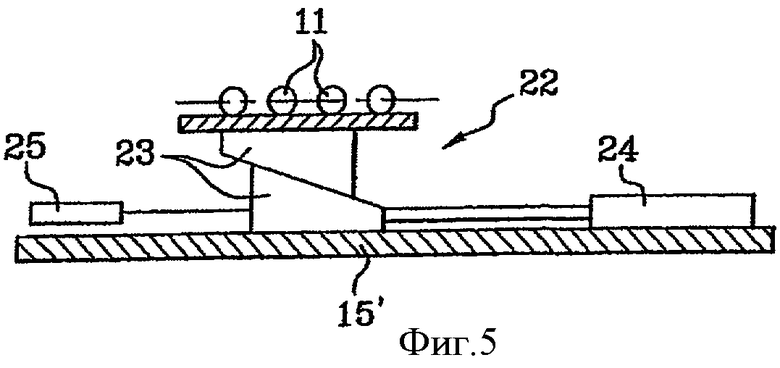
Фигура 5 изображает известный пример, в котором высота этих устройств противодавления может регулироваться при помощи клиновых зажимов 23, вставленных между несущими вальцами 11 и жесткой нижней рамой 15'. Относительное смещение клиновых зажимов обеспечивается цилиндром 24 и может быть измерено, например, при помощи сенсора 25. В случае выравнивателя, включающего от 5 до 6 уровней совмещенных вальцов (случай здесь не показан), также присутствуют эксцентрические вальцы, они расположены на промежуточных вальцах и позволяют регулировать обжатие входного вальца 12а и выходного вальца 12m.
Таким образом, общая регулировка выравнивателя включает многие параметры, в частности:
- регулировка смещения (перекрестного параллелизма между верхними и нижними вальцами), которая осуществляется, например, при помощи гаечных регулировочных устройств либо площадок противодавления;
- регулировка нахлеста вальцов на входе и выходе выравнивателя смещением наклона балки;
- регулировка устройств противодавления с целью компенсации перекоса вальцов при нагрузке; и
- напряжение в полосе.
Для того чтобы иметь возможность настраивать выравниватель по характеристикам полосы таким образом, необходимо калибровать или инициализировать указанный выравниватель. Эти ведет к определению подходящих настроек основания выравнивателя с целью получения необходимого эффекта. Также желательно знать значения настроек, которые можно контролировать доступными средствами (в особенности, настройки нахлеста, настройки высоты роликов противодавления), а также размер люфта, выгиба и перекоса вальцов при выравнивании. Таким образом, можно учитывать эти параметры при настройке выравнивателя.
Получение хорошей плоскостности продукта, таким образом, требует:
- точной калибровки входных и выходных зазоров выравнивателя, например, до точности ±0,05 мм;
- проверки отсутствия ненужного наклона или смещения в балках, которые теоретически параллельны при взгляде со стороны оператора; и
- точной калибровки высоты устройств противодавления, например, до точности ±0,02 мм.
В настоящее время операции на выравнивателе, в частности калибровка, в значительной степени проводятся эмпирически, происходит это по нескольким причинам:
- настройки перед регулировкой или схемы, предоставляемые производителями, могут оказаться непригодными;
- обычная проверка калибровки выравнивателя зачастую проводится операторами с использование небольшого бруса или круглого предмета откалиброванного диаметра, который вводят в зазор с целью проверки его значения в момент, когда вальцы приходят в контакт с этим брусом. Эта операция, проводимая при отсутствии нагрузки, не гарантирует, таким образом, что зазор будет точным при нагрузке выравнивателя (обжатии продукта), так как люфт и выгиб машины при этом способе не принимаются во внимание. Точность такого способа калибровки сложно вычислить, она, очевидно, зависит от чувствительности и опытности операторов, а его воспроизводимость не гарантирована.
Однако был предложен способ («Моделирование процесса выравнивания и его применение в толстолистовых жерновах и жерновах для доводки полос», МЕТЕС Düsseldorf 1994) определения характеристик выравнивателей при динамической нагрузке и возможности их калибровки. Этот способ основывается на использовании эталонных листов различных форматов, которые включают датчики напряжения, размещенные в соответствии с каждым устройством противодавления.
Хотя этот способ с применением листов с измерительным оборудованием достаточно пригоден для определения начальных настроек выравнивателя, он, однако, плохо подходит для постоянного мониторинга его правильной работы. Это происходит потому, что его применение требует остановки машины на несколько часов, на машине должен работать опытный оператор, имеющий сложные средства измерения, при этом сильно снижается продуктивность.
Кроме того, в случае больших выравнивателей размер таких листов и сложность манипулирования ими становятся серьезной проблемой.
Таким образом, существует большая потребность в легко применимом способе, который бы сделал возможным:
- определение любых механических дефектов выравнивателя;
- проверку калибровки машины в случае возникновения сомнений;
- проверку того, что изначальные настройки не сбились с течением времени;
- проведение такой калибровки намного быстрее, чем в способе листа с измерительной аппаратурой, а также достижение точности и воспроизводимости, намного превышающих таковые в применяемом в данное время ручном способе с использованием калибровочных реек; а также
- точную настройку фиксации входных и выходных вальцов действием на оси эксцентрики или другие подобные устройства.
Задачей данного изобретения является удовлетворение вышеперечисленных требований. В частности, целью настоящего изобретения, таким образом, является точное и простое определение характеристик выравнивателя путем проведения воспроизводимой дозагрузочной калибровки при известных нагрузках.
Задачей данного изобретения также является определение положения настроек противодавления для того, чтобы иметь возможность корректировать изгиб выравнивающих вальцов.
Задачей данного изобретения является также корректировка «смещения» выравнивателя и проверка его «наклона» при помощи параллельных балансиров.
Задачей данного изобретения является также, в частности, возможность удостовериться, что первоначальные настройки не изменились с течением времени.
Имея в виду эти задачи, предметом данного изобретения является устройство для калибровки многовальцового выравнивателя для выравнивания металлических полос, содержащее по меньшей мере один агрегат, состоящий из двух наборов вальцов, а именно, нижних вальцов и верхних вальцов, размещенных друг напротив друга таким образом, что вальцы одного набора расположены внахлест на вальцах другого набора, при этом эти наборы размещаются в значительной степени параллельно друг другу и перпендикулярно направлению движения выравниваемой полосы, отличающееся тем, что оно также содержит жесткую измерительную рейку достаточной длины для размещения ее вдоль направления выравнивания между указанными наборами верхних и нижних вальцов, простираясь через все вальцы, совмещенные с рейкой жесткие выступы, воспроизводящие при размещении отвесно к нижним вальцам действие указанных нижних вальцов и их механические свойства, а также тонкую металлическую пластину, которая покоится на этих выступах и прикреплена к одному из них примерно посередине рейки, причем, указанная тонкая металлическая пластина оснащена экстензометрами для измерения ее упругих деформаций.
По предпочтительному осуществлению изобретения длина инструментированной пластины больше, чем расстояние, разделяющее первый валец и последний валец выравнивателя, ширина указанной пластины предпочтительно меньше ширины площадки противодавления или вальца.
По другому предпочтительному осуществлению изобретения геометрические и механические характеристики указанной тонкой пластины выбирают таким образом, что приложение к тонкой пластине силы, соответствующей выравниванию полос наименьшей толщины, наименьшего предела текучести и наименьшего модуля упругости, обрабатываемых в выравнивателе, приводит к деформации в пределах упругости материала пластины.
По другому способу осуществления изобретения рейка включает в себя регулировочный штырь, вставленный между двумя нижними вальцами, с целью зафиксировать указанную рейку точным и воспроизводимым образом в продольном направлении указанного выравнивателя.
По другому способу осуществления изобретения по меньшей мере два экстензометра расположены в центре и в нижней части пластины таким образом, что, когда рейка с измерительной аппаратурой расположена на своем месте в выравнивателе, экстензометры расположены соответственно четвертому вальцу от входа в выравниватель и N-3 вальцу от выхода из выравнивателя, при этом указанный выравниватель имеет всего N вальцов.
Предпочтительно по меньшей мере два экстензометра расположены в центре и в нижней части пластины таким образом, что, когда рейка с измерительной аппаратурой расположена на своем месте в выравнивателе, указанные экстензометры расположены совместимо со вторым вальцом от входа в выравниватель и с N-1 вальцом от выхода из выравнивателя, при этом указанный выравниватель имеет всего N вальцов.
Согласно другому способу осуществления изобретения рейка предпочтительно включает в себя удлиненный конец для простоты манипуляции ею в выравнивателе.
Предметом изобретения также является способ калибровки многовальцового выравнивателя с применением устройства инструментированной рейки, как описано выше, отличающийся тем, что две такие измерительные рейки, включая тонкую пластину с измерительной аппаратурой, расположены возле опор в выравнивателе, при этом площадки противодавления полностью опущены, наборы нижних вальцов и верхних вальцов при помощи управления зажимами сводят друг к другу так близко, чтобы на указанные измерительные рейки действовала сила, при этом указанная эталонная сила соответствует выравниванию полос, имеющих наименьшую толщину, наименьший предел текучести и наименьший модуль упругости, которые могут быть обработаны в указанном выравнивателе, а указанная пластина находится в состоянии упругой деформации. Когда действует эта сила, деформации реек измеряют при помощи указанных экстензометров с целью вычислить таким образом эталонный зазор, смещение и перекос указанного выравнивателя и вносят соответствующие корректировки согласно этим результатам.
По предпочтительному способу осуществления проводится указанная выше стадия калибровки, а затем, в последующей стадии две измерительные рейки, включающие в себя пластину с измерительной аппаратурой, располагают отвесно к ближайшим к опорам площадкам противодавления, а два набора нижних вальцов и верхних вальцов при помощи управления зажимами сводят близко друг к другу с целью приведения их на расстояние эталонного просвета, измеренного в предыдущей стадии, а смещение двух вышеупомянутых площадок противодавления затем варьируют с целью получения силы, идентичной эталонной силе, измеряемой по деформациям тонкой пластины с измерительной аппаратурой, и, смещая вбок рейки, расположенные отвесно по отношению к площадкам противодавления, эту операцию повторяют столько раз, сколько необходимо для калибровки устройств противодавления.
По другому способу осуществления с площадками противодавления используют столько реек с измерительной аппаратурой, сколько указано выше, при этом две указанные измерительные рейки расположены рядом с опорами выравнивателя, два набора вальцов при помощи управления зажимами сводят друг к другу так близко, чтобы на указанные измерительные рейки действовала эталонная сила, причем указанная сила соответствует выравниванию полос, имеющих наименьшую толщину, наименьший предел текучести и наименьший модуль упругости, которые обрабатывают в указанном выравнивателе, а указанная пластина находится в состоянии упругой деформации, деформации пластин измеряют при помощи указанных экстензометров с целью вычислить таким образом эталонный зазор и, при необходимости, откорректировать смещение и наклон указанного выравнивателя, далее все измерительные рейки размещают в выравнивателе, соответственно совмещают с каждой площадкой противодавления, две серии вальцов при помощи управления зажимами сводят близко друг к другу с целью приведения их на расстояние эталонного просвета, смещение двух вышеупомянутых площадок противодавления затем варьируют с целью получения эталонной силы, и деформации, претерпеваемые пластинами, измеряют при помощи экстензометров с целью, таким образом, вычислить зазор и усилие зажима, обеспечиваемые вальцами, и вносят соответствующие корректировки к калибровке согласно полученным таким образом результатам.
Предпочтительно описанные выше способы калибровки осуществляют с применением реек, которые включают в себя регулировочный штырь, который вставляют между двумя нижними вальцами с целью зафиксировать каждую рейку точным и воспроизводимым образом в продольном направлении указанного выравнивателя, чтобы таким образом жесткие выступы, воспроизводящие действие нижних вальцов, размещались соответственно указанным вальцам.
Далее изобретение будет описано более детально, но не ограничивая этим себя, в связи с приложенными здесь чертежами, на которых:
- фигуры с 1 по 5 иллюстрируют принцип и конструкцию известного многовальцового выравнивателя, которые уже были прокомментированы ранее;
- фигура 6 показывает устройство на основе рейки с измерительной аппаратурой согласно изобретению и способ, по которому оно располагается в многовальцовом выравнивателе;
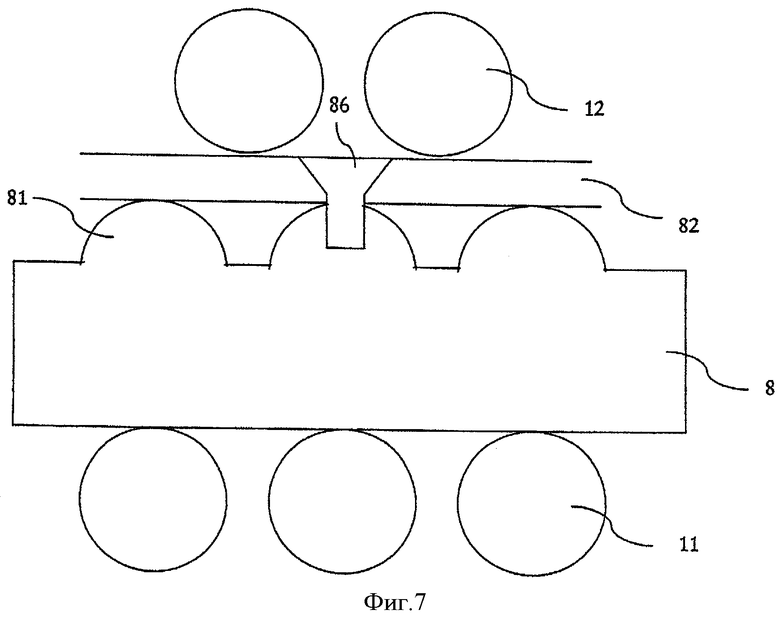
- фигура 7 иллюстрирует один способ закрепления тонкой пластины на одном выступе оснащенной измерительной аппаратурой рейки;
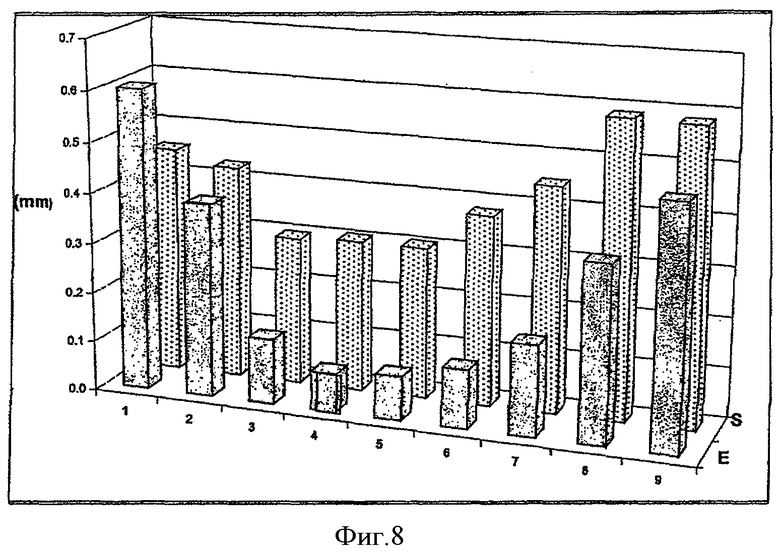
- фигура 8 иллюстрирует обжатие, измеряемое на выравнивателе при помощи изобретения, при этом площадки противодавления полностью опущены; и
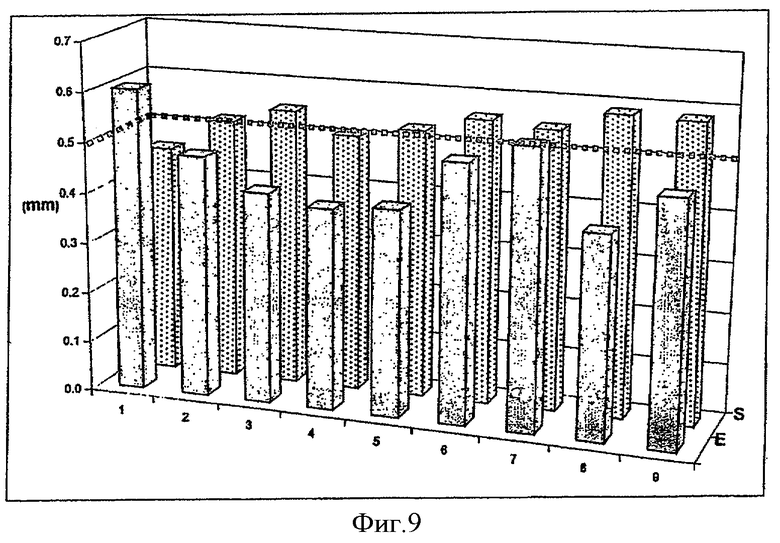
- фигура 9 иллюстрирует обжатие, измеряемое на выравнивателе при помощи изобретения, после гомогенизации как в продольном, так и в поперечном направлениях.
Прибор, показанный на фигуре 6, состоит, во-первых, из жесткой рейки 8, например, изготовленной из стали, имеющей длину большую, чем длина выравнивателя. Эта жесткая рейка включает в себя фиксированные выступы 81, также жесткие, расстояние между которыми точно воспроизводит расстояние между центрами вальцов 11 нижнего ряда выравнивателя. Общая конструкция рейки основывается на условиях выравнивания для диапазона изделий, которые требуют наименьшей нагрузки (минимального перегиба выравнивающих вальцов).
Тонкая пластина 82 покоится на выступах 81. Присутствие этой тонкой пластины моделирует присутствие тонкого изделия, находящегося в линейном контакте с выступами, имеющими твердость, сравнимую с твердостью выравнивающих вальцов. Общая длина этой пластины больше расстояния, отделяющего ось первого вальца от оси последнего вальца. Ширина пластины определяется при условии, что общая конструкция является достаточно жесткой, не превышает ширину оборудования противодавления. Тонкая пластина является одним целым с рейкой, будучи прикреплена к одинарному центральному выступу рейки, она позволяет таким образом свободную деформацию пластины с каждой стороны от точки прикрепления при обжатии. Эта пластина прикрепляется болтом 86, как показано на фигуре 7, либо при помощи любой другой эквивалентной системы.
Характеристики этой металлической пластины выбирают по описанным ниже параметрам. Как упоминалось выше, напряжения этой пластины таковы, как указано в условиях выравнивания для спектра продуктов, которые требуют наименьшей загрузки. По определению, эти условия приводят к пластической деформации выравниваемых продуктов. Характеристики пластины следует, однако, выбирать таким образом, чтобы эти условия приводили только к ее деформации в рамках диапазона упругости. Это значит, что по меньшей мере одна из нижеприведенных характеристик пластины - а именно, предел текучести, толщина и модуль деформации - должны быть большими, чем соответствующие характеристики выравниваемых изделий.
Предпочтительно устройство включает в себя удлиненный конец 85, который позволяет легко им манипулировать, например, с целью передвигать его в поперечном направлении выравнивателя. Этот удлиненный конец также служит для обеспечения подведения электричества на датчики деформации.
Фигура 6 изображает устройство, покоящееся на нижнем наборе вальцов 11 выравнивателя. Для того чтобы убедиться, что оно расположено точно, в продольном направлении по отношению к расположенным ниже вальцам, полезно применять систему позиционирования. Таковой является, например, регулировочный штырь 84, являющийся частью рейки, расположенный между двумя нижними наборами вальцов 11 выравнивателя. Таким образом, рейка расположена продольно точным и воспроизводимым образом, жесткие выступы воспроизводят действие нижних вальцов, при этом расположены точно отвесно по отношению к этим вальцам. Однако, очевидно, что эквивалентное позиционирование следует применять при условии наличия сравнимого уровня точности.
Как можно видеть, два экстензометра 83а и 83b (например, датчики деформации, оптоволоконные датчики деформации, которые измеряют изменение длины резонатора Фабри-Перо, либо любое из средств измерения локального отклонения тонкой пластины) прикреплены к нижней части тонкой пластины. Их точное расположение соответствует следующим данным:
- два экстензометра размещены как можно ближе к концам (входу и выходу) выравнивателя, чтобы таким образом как можно более точно измерять наклон машины по разнице;
- для достижения наибольшей возможной точности экстензометры размещают в области, подвергающейся высоким нагрузкам и перегибам. Таким образом, расположение их посередине между верхними и нижними вальцами (нулевая деформация) не позволяет достигать желаемой цели;
- предпочтительно экстензометры располагают в части тонкой пластины, которая подвергается напряжению растяжением. Хотя теоретически возможно расположить их в части, подвергающейся напряжению сжатием, сложности в расположении их на поверхности, находящейся в непосредственном контакте с вальцами, делает эту возможность более сложной в осуществлении;
- также рекомендуется располагать экстензометры в точке, считающейся полностью охваченной, граничные условия которой определяются только положениями вальцов. Это условие не соблюдено с вальцами 12а и 12m на фигуре 6, так как лист свободен за пределами вальцов 11а и 11n. Однако это условие соблюдено на прямой между вальцами 12b и 12l. Обобщая, если N обозначает общее количество вальцов в выравнивателе (т.е. m+n представляет собой сумму количества вальцов верхнего и нижнего наборов), 1 обозначает входной валец, а N - выходной валец, экстензометры предпочтительно располагают на такой поверхности вдоль тонкой пластины на уровне четвертого вальца (и, таким образом, на входной стороне выравнивателя) и на уровне N-3 вальца (со стороны выхода выравнивателя). Экстензометры располагают в центре пластины, на одном уровне с двумя вышеупомянутыми вальцами, с целью измерить локальную граничную деформацию изгиба;
- однако также предпочтительным может быть размещение экстензометров в областях, где обжатие следует контролировать более тщательно и где размещены специальные устройства для влияния на него. Это случай на входе и выходе из выравнивателя, где обжатие может изменяться особенно при помощи непрямого эксцентрического воздействия на вальцы 12а и 12m. В этом случае предпочтительным может быть размещение экстензометров в центре пластины, на уровне двух вышеупомянутых вальцов, (83с и 83d на фигуре 6) с целью измерения локальной деформации. Если она существенно отличается от измеренной в любой другой точке по длине рейки, соответствующей положению вальца (например, соответствующий вальцам 12b и 12l), из этого следует заключить, что эксцентрика настроена не идеально, (например, обжатие чрезмерно), что следует изменить.
Общая толщина прибора (рейка+выступы+пластина+система регулировки положения) достаточно велика для того, чтобы гарантировать жесткость агрегата, в то же время оставаясь совместимой с максимальным зазором, возможным для выравнивателя.
Для проведения измерений рейку 8 размещают между нижними и верхними вальцами выравнивателя. Стопорные 84 (или эквивалентная система позиционирования) положения рейки относительны этим вальцам, и, таким образом, это позволяет всей рейке располагаться должным образом продольно относительно выравнивателя. Так как поперечное положение рейки по отношению к площадке противодавления не является критичным, рейку можно размещать вдоль оси оборудования противодавления, используя стандартный измерительный прибор или эквивалентную систему.
Приведенная ниже процедура описывает первую стадию, направленную на определение и корректировку смещения и наклона выравнивателя:
две измерительных рейки 8 с пластиной с измерительной аппаратурой размещают в выравнивателе, их размещают как можно ближе к опорам 20 с полностью опущенными площадками 21 противодавления. В первой стадии два набора вальцов 11 и 12 сводят близко друг к другу при помощи средств контроля обжатия (моторы 19а и 19b), создавая, таким образом, выравнивающую силу. Для того чтобы обеспечить наибольшую точность в способе калибровки, эту эталонную выравнивающую силу выбирают таким образом, чтобы воспроизвести наименьшую силу из диапазона промышленного применения выравнивателя, которая соответствует выравниванию наиболее тонких изделий с наименьшим модулем упругости и наименьшим пределом текучести. Деформации, измеряемые на рейках 8, позволяют вычислить размер зазора (который определяется как эталонный зазор). При помощи исследования и сравнения значений эталонного зазора, измеренных в продольном и поперечном направлениях выравнивателя, можно исправить смещение и наклон выравнивателя, например, при помощи регуляторов 16а, 16b, 16с, 16d типа болт/гайка или подобных приспособлений.
Приведенная ниже процедура описывает последующую стадию, предназначенную для определения зазора и усилия зажима, производимого вальцами, соответствующими устройствам противодавления.
Две измерительные рейки 8 расположены отвесно по отношению к первой и второй площадкам противодавления 21а и 21k, расположенным наиболее близко к опорам. Два набора нижних вальцов 11 и верхних вальцов 12 сводятся вместе под действием средств управления обжатием до достижения эталонного зазора, измеренного на предшествующей стадии. Смещения устройств 21а и 21k противодавления, о которых идет речь, изменяют для получения эталонной силы, измерение проводят на основании деформаций тонкой пластины с измерительной аппаратурой 82 реек 8. Эту стадию повторяют, смещая рейки вбок соответственно двум другим устройствам 21 противодавления столько раз, сколько это необходимо, до полной калибровки устройств 21 противодавления.
С целью более быстрого проведения калибровки и настройки также можно применять такое количество измерительных реек 8, включающих в себя тонкую пластину 82 с измерительной аппаратурой, которое равно количеству площадок 21 противодавления. Первая стадия остается такой же, как описано выше, тогда как следующая стадия заключается в размещении рейки 8 под каждой площадкой 21.
В качестве примера изобретение иллюстрируют следующие результаты: устройство и способ использовались для описания многовальцового выравнивателя. На фигуре 8 пронумерованные индикаторы 1 и 9 соответствуют отвесу с первой и последней площадкам противодавления этого выравнивателя, тогда как числовой индикатор 5 обозначает продольную ось выравнивателя. Фигура 8 иллюстрирует поперечное варьирование обжима, измеренного на входе (Е) и выходе (S) этого выравнивателя при помощи реек с пластиной с измерительной аппаратурой, при этом контрперегибочные площадки полностью опущены. Первая стадия позволяет определить любой перегиб вальцов при нагрузке, а также коробление кассеты выравнивателя.
Фигура 9 иллюстрирует обжим, измеряемый на этом же выравнивателе, после коррекции устройств противодавления, принимая во внимание данные вышеописанной стадии. Перегиб вальцов и зазор машины при нагрузке однородны. Обжим на инструментированных рейках после такой операции калибровки составляет 0,5 мм ± 0,1 мм.
Не нуждается в упоминании то, что изобретение не ограничивается примерами, описанными выше, а распространяется на множество подобных альтернативных версий при условии, что воспроизводится его сущность, представленная в следующих далее пунктах формулы изобретения. Таким образом, описанное изобретение позволяет быстро определить и исправить любые дефекты настройки в многовальцовых выравнивателях. Так как для оператора оно просто в эксплуатации, оно дает возможность проводить диагностику любого отклонения и в существенной мере увеличить качество выравниваемых изделий, так как достигается лучшая плоскостность и большая равномерность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ РОВНИТЕЛЯ | 2021 |
|
RU2830118C2 |
| ИНТЕГРАЛЬНЫЙ ДЕЛИТЕЛЬ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2024 |
|
RU2829712C1 |
| МАШИНА ДЛЯ НАБОРА ШРИФТА В СТРОЧКУ С ЦЕЛЬЮ ПОЛУЧЕНИЯ МАТРИЦЫ | 1925 |
|
SU7893A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ УСТАНОВКИ СБОРОК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ЯДЕРНОМ РЕАКТОРЕ | 2015 |
|
RU2594173C2 |
| Устройство для перегрузки керамических изделий с сушильной вагонетки | 1990 |
|
SU1821378A1 |
| КУЛЬТИВАТОР РОТАЦИОННЫЙ С УНИВЕРСАЛЬНЫМИ ДИСКОВЫМИ ОРУДИЯМИ "ВИКОСТ" | 2008 |
|
RU2387118C2 |
| САМОНАКЛАДЧИК ДЛЯ ПЕЧАТНЫХ И ТОМУ ПОДОБНЫХ МАШИН | 1931 |
|
SU38529A1 |
| СПОСОБ СНИЖЕНИЯ РАЗНОТОЛЩИННОСТИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2005 |
|
RU2284904C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОЗИЦИОНИРОВАНИЯ МОДУЛЯ МОДУЛЬНОГО ОСНОВАНИЯ ДЛЯ МЕХАНИЧЕСКИХ СТАНКОВ | 2020 |
|
RU2801696C1 |
| ВОССТАНОВЛЕНИЕ ДАННЫХ И СИНХРОНИЗАЦИИ (CDR) ПОВЫШЕННОГО УРОВНЯ В ПАССИВНЫХ ОПТИЧЕСКИХ СЕТЯХ (PON) | 2017 |
|
RU2748226C2 |
Устройство и способ калибровки многовальцевого выравнивателя с применением рейки с измерительной аппаратурой относятся к области машиностроения, устройство содержит жесткую рейку (8), габариты которой таковы, что ее можно размещать между нижними вальцами (11) и верхними вальцами (12) выравнивающего устройства. Рейка содержит жесткие сегменты (81), воспроизводящие действие нижних вальцов (11). Тонкая металлическая пластина (82) покоится на указанных жестких сегментах, будучи зафиксирована в центральной точке, и включает экстензометры (83) для измерения упругих деформаций во время утяжки, осуществляемой в выравнивающем устройстве. Рейка (8) также может включать продольное устройство (84) для позиционирования в выравнивающем устройстве, а также удлинение (85). Обеспечивается точное и простое определение характеристик выравнивателя. 3 н. и 15 з.п. ф-лы, 9 ил.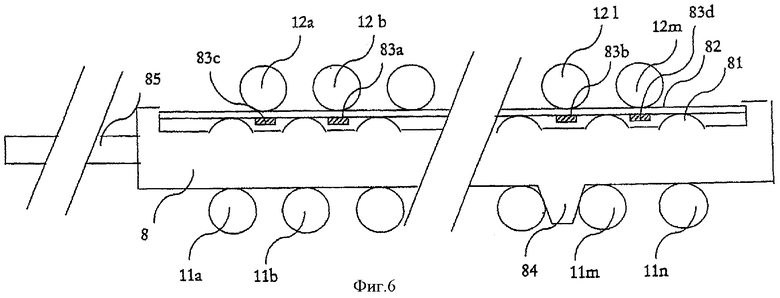
| АНТИТЕЛА, НАЦЕЛЕННЫЕ НА EPN1 | 2019 |
|
RU2816856C2 |
| US 5680785, 28.10.1997 | |||
| Способ определения расстояния | 1932 |
|
SU35009A1 |

