Предлагаемое изобретение относится к области техники, предназначенной для деревообработки и может быть использовано для изготовления строительных бревен для деревянных домов.
Известна установка для обработки бревен, содержащая станину с двумя параллельно расположенными продольными направляющими, на которых установлена тележка, оснащенная обрабатывающим инструментом для продольной обработки бревна-заготовки, переднюю и заднюю бабки для закрепления в рабочем положении бревна-заготовки (патент RU №2074813, МПК В27В 7/00, В27С 9/02).
Такая установка не обеспечивает обработку бревна-заготовки без проведения предварительной операции по его оцилиндровке и обладает недостаточной производительностью. Все эти недостатки являются следствием того, что в качестве обрабатывающего инструмента применяются различные фрезы и пильные диски, которыми оснащена тележка, расположенная сбоку от обрабатываемого бревна-заготовки.
Известна установка для обработки бревен, содержащая станину с двумя параллельно расположенными продольными направляющими, на которых установлена тележка, оснащенная обрабатывающим инструментом для продольной обработки бревна-заготовки, переднюю и заднюю бабки для закрепления в рабочем положении бревна-заготовки, (патент RU №2212333, МПК В27С 5/00).
В этой установке для обработки бревен, являющейся наиболее близкой к заявляемой установке по технической сущности, в качестве обрабатывающего инструмента применяются различные фрезы и пильные диски, которые не позволяют обеспечить повышенную производительность и, кроме того, требуется выполнение предварительной операции по оцилиндровке бревна-заготовки.
Технический результат заявляемой установки для обработки бревен заключается в повышении производительности без выполнения предварительной операции по оцилиндровке бревна-заготовки.
Указанный технический результат достигается тем, что в установке для обработки бревен, содержащей станину с двумя параллельно расположенными продольными направляющими, на которых установлена тележка, оснащенная обрабатывающим инструментом для продольной обработки бревна-заготовки, переднюю и заднюю бабки для закрепления в рабочем положении бревна-заготовки, на тележке закреплен портал, каждая вертикальная стойка которого выполнена в виде двух направляющих, на которых расположены ползуны, жестко соединенные между собой короткой поперечной планкой и двумя продольными горизонтальными направляющими, на каждой продольной горизонтальной направляющей расположен свой ползун, на котором закреплен обрабатывающий инструмент в виде цепной пилы, цепные пилы на ползунах установлены плоскостью своих пильных шин параллельно оси бревна и встречно-направленно под одинаковым углом наклона к горизонтальной плоскости, ползуны с обрабатывающим инструментом связаны между собой общим горизонтальным ходовым винтом с возможностью синхронного встречного или противоположного перемещения по своим продольным горизонтальным направляющим, общий горизонтальный ходовой винт выполнен приводным от штурвала, закрепленного на свободном конце ходового винта, установленного в отверстии поперечной планки, ползуны, жестко соединенные с горизонтальными направляющими, выполнены синхронно подвижными по вертикальным стойкам портала посредством общего вертикального ходового винта, один конец которого через захватную втулку соединен с общим горизонтальным ходовым винтом, свободный конец общего вертикального ходового винта установлен в отверстии, выполненном в перекладине портала, и снабжен приводным штурвалом, передняя и задняя бабки для закрепления в рабочем положении бревна-заготовки расположены по оси симметрии между продольными направляющими станины.
Кроме того, для обработки концевых замков бревен-заготовок установка снабжена двумя дополнительными тележками с двойными порталами, на которых смонтированы обрабатывающие инструменты в виде цепных пил, дополнительные тележки с двойными порталами установлены на противоположных концах продольных направляющих станины, двойные порталы каждой дополнительной тележки выполнены в виде малого портала, обращенного в сторону концов направляющих станины, и большого портала, обращенного к середине направляющих станины, на вертикальной стойке и горизонтальной перекладине малого портала размещены ползуны, на которых закреплены цепные пилы, плоскости пильных шин которых расположены взаимно перпендикулярно, ползуны на вертикальной стойке и горизонтальной перекладине малого портала выполнены подвижными посредством отдельных ходовых винтов с приводом от штурвала, на вертикальных стойках большого портала размещены ползуны, соединенные между собой приводной перекладиной, соединенной с несущей перекладиной портала посредством двух пружин растяжения, на приводной перекладине закреплен кронштейн, шарнирно соединенный с приводным рычагом, на одном ползуне стойки большого портала закреплена цепная пила, плоскость пильной шины которой расположена в поперечной плоскости бревна-заготовки.
Оснащение тележек обрабатывающим инструментом в виде цепных пил, смонтированных на порталах, и расположение бревна-заготовки в рабочем положении в центрах передней и задней бабок по оси симметрии между продольными направляющими станины позволяет повысить производительность установки без выполнения предварительной операции по оцилиндровке бревна-заготовки.
Сопоставительный анализ с прототипом показывает, что предлагаемая установка для обработки бревна отличается тем, что на тележке закреплен портал, каждая вертикальная стойка которого выполнена в виде двух направляющих, на которых расположены ползуны, жестко соединенные между собой короткой поперечной планкой и двумя продольными горизонтальными направляющими, на каждой продольной горизонтальной направляющей расположен свой ползун, на котором закреплен обрабатывающий инструмент в виде цепной пилы, цепные пилы на ползунах установлены плоскостью своих пильных шин параллельно оси бревна и встречно-направленно под одинаковым углом наклона к горизонтальной плоскости, ползуны с обрабатывающим инструментом связаны между собой общим горизонтальным ходовым винтом с возможностью синхронного встречного или противоположного перемещения по своим продольным горизонтальным направляющим, общий горизонтальный ходовой винт выполнен приводным от штурвала, закрепленного на свободном конце ходового винта, установленного в отверстии поперечной планки, ползуны, жестко соединенные с горизонтальными направляющими, выполнены синхронно подвижными по вертикальным стойкам портала посредством общего вертикального ходового винта, один конец которого через захватную втулку соединен с общим горизонтальным ходовым винтом, свободный конец общего вертикального ходового винта установлен в отверстии, выполненном в перекладине портала, и снабжен приводным штурвалом, передняя и задняя бабки для закрепления в рабочем положении бревна-заготовки расположены по оси симметрии между продольными направляющими станины. Кроме того, для обработки концевых замков бревен-заготовок установка снабжена двумя дополнительными тележками с двойными порталами, на которых смонтированы обрабатывающие инструменты в виде цепных пил, дополнительные тележки с двойными порталами установлены на противоположных концах продольных направляющих станины, двойные порталы каждой дополнительной тележки выполнены в виде малого портала, обращенного в сторону концов направляющих станины, и большого портала, обращенного к середине направляющих станины, на вертикальной стойке и горизонтальной перекладине малого портала размещены ползуны, на которых закреплены цепные пилы, плоскости пильных шин которых расположены взаимно перпендикулярно, ползуны на вертикальной стойке и горизонтальной перекладине малого портала выполнены подвижными посредством отдельных ходовых винтов с приводом от штурвала, на вертикальных стойках большого портала размещены ползуны, соединенные между собой приводной перекладиной, соединенной с несущей перекладиной портала посредством двух пружин растяжения, на приводной перекладине закреплен кронштейн, шарнирно соединенный с приводным рычагом, на одном ползуне стойки большого портала закреплена цепная пила, плоскость пильной шины которой расположена в поперечной плоскости бревна-заготовки. Такое отличие от прототипа дает основание утверждать о соответствии предлагаемого технического решения критерию патентоспособности изобретения «новизна». Сравнение предлагаемой установки не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, аналогичные отличительным признакам, что позволяет сделать вывод о соответствии условию патентоспособности «изобретательский уровень».
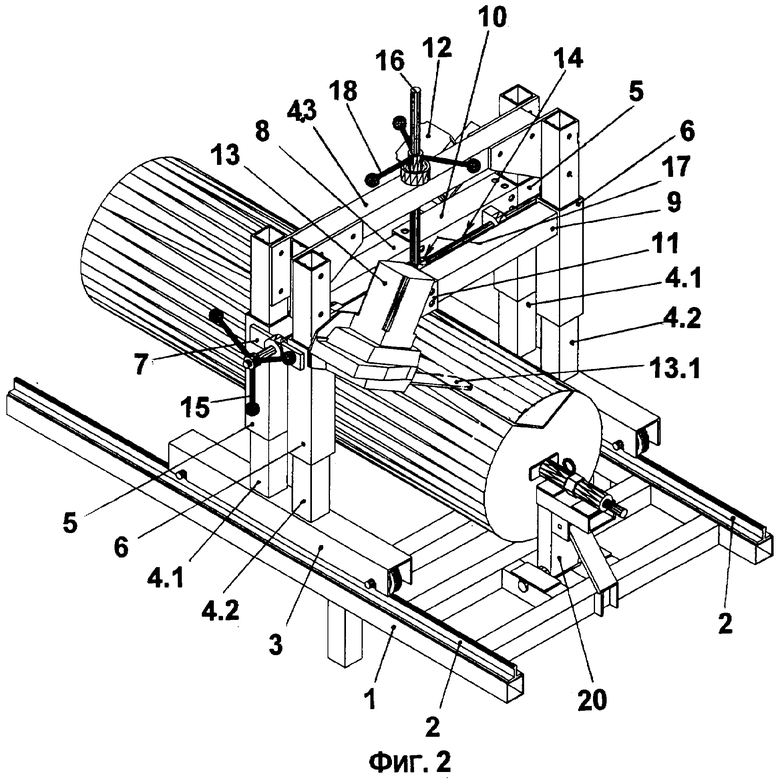
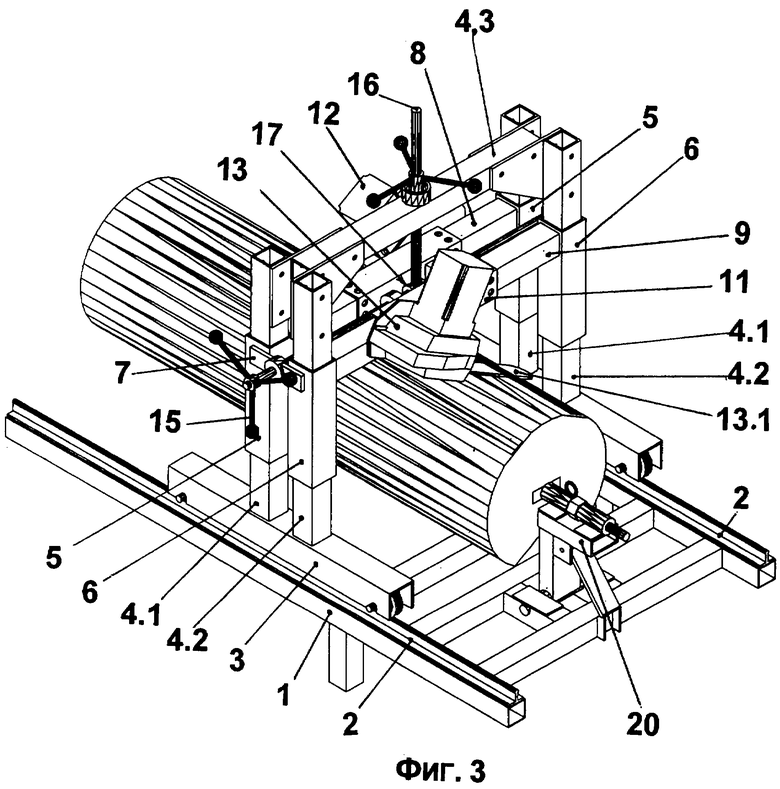
Сущность изобретения поясняется чертежами, где на фиг.1 представлена установка для обработки бревен, общий вид в аксонометрии; на фиг.2 - портал с обрабатывающим инструментом в виде цепных пил, зафиксированных для выполнения на бревне-заготовке продольного паза; на фиг.3 - портал с обрабатывающим инструментом в виде цепных пил, зафиксированных для выполнения на бревне-заготовке продольных сопрягаемых поверхностей; на фиг.4 - двойной портал с обрабатывающим инструментом в виде цепных пил, зафиксированных для выполнения на бревне-заготовке концевых замков.
Установка для обработки бревен содержит станину 1 (фиг.1) с двумя параллельно расположенными продольными направляющими 2, на которых установлена тележка 3. На тележке 3 жестко закреплен портал 4, каждая вертикальная стойка которого выполнена в виде двух направляющих 4.1 и 4.2 (фиг.2), на которых расположены ползуны 5 и 6, жестко соединенные между собой короткой поперечной планкой 7 и двумя продольными горизонтальными направляющими 8 и 9. На направляющих 8 и 9 расположены ползуны 10 и 11, на которых закреплены отдельные обрабатывающие инструменты в виде цепных пил 12 и 13. Цепные пилы 12 и 13 на ползунах 10 и 11 установлены плоскостью своих пильных шин 12.1 и 13.1 параллельно оси бревна и встречно-направленно под одинаковым углом наклона к горизонтальной плоскости. Ползуны 10 и 11 связаны между собой общим горизонтальным ходовым винтом 14 с возможностью синхронного встречного или противоположного перемещения по своим продольным горизонтальным направляющим 8 и 9. Общий горизонтальный ходовой винт 14 выполнен приводным от штурвала 15, закрепленного на свободном конце ходового винта 14, установленном в отверстии поперечной планки 7. Ползуны 5 и 6, жестко соединенные с продольными горизонтальными направляющими 8 и 9, выполнены синхронно подвижными по вертикальным стойкам портала 4 в виде направляющих 4.1 и 4.2 посредством общего вертикального ходового винта 16, один конец которого через захватную втулку 17 соединен с общим горизонтальным ходовым винтом 14. Свободный конец общего вертикального ходового винта 16 установлен в отверстии, выполненном в перекладине 4.3 портала 4, и снабжен приводным штурвалом 18. Для закрепления в рабочем положении бревна-заготовки установка (фиг.1) имеет переднюю 19 и заднюю 20 бабки, расположенные по оси симметрии между продольными направляющим 2 станины 1. Для настройки и фиксирования рабочего положения бревна-заготовки по оси центров передней 19 и задней 20 бабок установка имеет винтовые домкраты 21, расположенные по оси симметрии между продольными направляющими 2 станины 1.
Для обработки концевых замков бревен-заготовок установка снабжена (фиг.1) двумя дополнительными тележками 22 и 23 с двойными порталами, на которых смонтированы обрабатывающие инструменты в виде цепных пил. Дополнительные тележки 22 и 23 установлены на противоположных концах продольных направляющих 2 станины 1. Двойные порталы каждой дополнительной тележки 22 и 23 выполнены в виде малого портала 24, обращенного в сторону концов направляющих 2 станины 1, и большого портала 25, обращенного к середине направляющих 2 станины 1. На вертикальной стойке 24.1 и горизонтальной перекладине 24.2 малого портала 24 (фиг.4) размещены ползуны 26 и 27, на которых закреплены цепные пилы 28 и 29. Плоскости пильных шин 28.1 и 29.1 цепных пил 28 и 29 расположены взаимно перпендикулярно. Ползуны 26 и 27 соответственно на вертикальной стойке 24.1 и горизонтальной перекладине 24.2 малого портала 24 выполнены подвижными посредством отдельных ходовых винтов вертикального 30 и горизонтального 31 с приводом от штурвалов 32 и 33, закрепленных на их свободных концах. Свободный конец горизонтального ходового винта 31 установлен в отверстии, выполненном во вспомогательной вертикальной стойке 34, один конец которой жестко соединен с тележкой, другой конец соединен поперечной планкой 35 с вертикальной стойкой 25.1 большого портала 25. На вертикальных стойках 25.1 и 25.2 большого портала 25 размещены ползуны 36 и 37, соединенные между собой приводной перекладиной 38. Приводная перекладина 38 соединена с несущей перекладиной 25.3 большого портала 25 посредством двух пружин 39 растяжения, расположенных по концам приводной перекладины 38. К средней части приводной перекладины 38 закреплен кронштейн 40, шарнирно соединенный с приводным рычагом 41. На одном ползуне 36 вертикальной стойки 25.1 большого портала 25 закреплена цепная пила 42, плоскость пильной шины 42.1 которой расположена в поперечной плоскости бревна-заготовки.
Установка для обработки бревен работает следующим образом.
В исходном положении дополнительные тележки 22 и 23 с двойными порталами находятся на противоположных концах продольных направляющих 2 станины 1. Тележка 3 с порталом 4 также находится на одном из концов продольных направляющих 2 станины 1, оставляя свободным пространство между передней 19 и задней 20 бабками. Специальным подъемно-захватным устройством (не показан) бревно-заготовку 43, на котором удалены кора и сучки, но не прошедшее операцию оцилиндровки, укладывают на ложементы винтовых домкратов 21, с помощью которых производят совмещение оси бревна-заготовки 43 с осью центров передней 19 и задней 20 бабок. Это рабочее положение бревна-заготовки 43 фиксируют путем внедрения зубчатых центров передней 19 и задней 20 бабок в торцы бревна. При этом поскольку винтовые домкраты 21 и бабки 19 и 20 установлены по одной совпадающей оси симметрии между продольными направляющими 2 станины 1, то основное совмещение оси бревна-заготовки 43 с осью центров бабок 19 и 20 производится уже при укладке бревна на ложементы винтовых домкратов 21. Окончательное совмещение указанных осей производится регулированием положения бревна-заготовки 43 по высоте с помощью винтовых домкратов 21. По завершении закрепления бревна-заготовки 43 в бабках 19 и 20 в необходимом рабочем положении (фиг.1) производят одну настройку положения цепных пил 12 и 13, строго по заданным координатам, пригодным для выпиловки продольного паза на всем ряде бревен-заготовок, подобранных с учетом их среднего диаметра и длины. Настройку положения цепных пил 12 и 13 (фиг.2) производят вращением штурвала 15 и соединенного с ним общего горизонтального ходового винта 14, при которой ползуны 10 и 11 и закрепленные на них цепные пилы 12 и 13 совершают синхронное противоположное перемещение по горизонтальным направляющим 8 и 9 и занимают фиксированное заданное горизонтальное положение. Вращением штурвала 18 и соединенного с ним общего вертикального ходового винта 16, в процессе которого ползуны 5 и 6, жестко соединенные с продольными горизонтальными направляющим 8 и 9, несущими на себе цепные пилы 12 и 13, совершают синхронное вертикальное перемещение по вертикальным направляющим 4.1 и 4.2 и занимают фиксированное заданное вертикальное положение. Поскольку все вертикальные и горизонтальные направляющие порталы 4 находятся строго во взаимно перпендикулярном положении, то это позволяет настраивать обрабатывающий инструмент в виде цепных пил строго по заданным координатам и на соответствующий средний диаметр бревна-заготовки независимо от наличия разницы размеров торца по комлю и вершине. После настройки и фиксации цепных пил 12 и 13 в необходимом рабочем положении включают в работу их электроприводы и, перемещая тележку 3, производят выпиливание продольного паза по всей длине бревна-заготовки, как показано на фиг 1, при этом образуются продольные отходы, пригодные для дальнейшей переработки, например для изготовления реек, штакетника и т.п. Вторая операция продольной обработки бревна-заготовки состоит в обработке той поверхности, которая противоположна стороне, на которой выполнен продольный паз. Для выполнения второй операции (фиг.3) бревно-заготовку 43 поворачивают в центрах передней 19 и задней 20 бабок на 180° и фиксируют это положение. Цепные пилы 12 и 13 с помощью общего горизонтального ходового винта 14 синхронно перемещают по горизонтальным направляющим 8 и 9 навстречу одна другой на заданную величину. Таким образом, плоскости пильных шин цепных пил 12 и 13 занимают положение сегментного реза относительно торца бревна-заготовки 43 и строго параллельное относительно противоположных плоскостей продольного паза. После повторного включения электроприводов цепных пил 12 и 13 тележку 3 перемещают в обратном направлении, при этом цепные пилы выпиливают две сравнительно узкие горбыльные доски, а обработанная поверхность бревна-заготовки 43 приобретает заданную и необходимую поверхность сопряжения с продольным пазом, что совершенно необходимо для строительных бревен при укладке их в стену деревянного дома.
Обработку концевых замков бревна-заготовки производят следующим образом. Тележку 3 с порталом 4, на котором цепные пилы 12 и 13 приведены в исходное нерабочее положение, перемещают на средний участок станины 1 (фиг.1), оставляя свободными концевые участки, на которых расположены тележки 22 и 23 с двойными порталами. Вращением вертикального ходового винта 30 посредством штурвала 32 и горизонтального ходового винта 31 посредством штурвала 33 цепные пилы 28 и 29, закрепленные соответственно на ползунах 26 и 27 малого портала 24, настраивают путем их перемещения по соответствующим направляющим на заданные прямоугольные размеры концевых замков бревен-заготовок. Цепная пила 42 на большом портале 25 находится в верхнем нерабочем положении. После включения электроприводов цепных пил 28 и 29 на малом портале 24 тележки 22 и 23 надвигают на торец бревна-заготовки 43 и производят (фиг.4) два боковых относительно торца взаимно перпендикулярных пропила на заданную глубину. Переместив тележки 22 и 23 в сторону исходного положения на заданное расстояние, пилой 42 (фиг.4) производят вертикальный рез путем нажатия на рычаг 41, при этом пружины 39 растягиваются, а приводная перекладина 38 перемещает вниз соединенные с ней ползуны 36 и 37, на одном из которых закреплена цепная пила 42. По завершении вертикального реза пружины 39 растяжения возвращают цепную пилу 42 в исходное положение. После отвода тележек 22 и 23 в исходное положение и поворота бревна-заготовки 43 на 180° в центрах передней 19 и задней 20 бабок тележки 22 и 23 повторно надвигают на торец бревна-заготовки 43 и производят вторые два боковых взаимно перпендикулярных пропила на заданную глубину. После выполнения вертикальных резов пилой 42, которые производят после каждого поворота бревна-заготовки на 90°, образуются прямоугольные концевые замки строительного бревна (фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2015 |
|
RU2600004C2 |
| ПЕРЕДВИЖНАЯ ЛЕНТОЧНО-ПИЛЬНАЯ УСТАНОВКА | 2004 |
|
RU2273560C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 2006 |
|
RU2311287C1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЁВЕН | 2003 |
|
RU2239551C1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 1997 |
|
RU2128579C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2006 |
|
RU2319606C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |

Установка может быть использована для изготовления строительных бревен для деревянных домов. Установка содержит станину с двумя параллельно расположенными продольными направляющими, на которых установлена тележка. На тележке жестко закреплен портал, оснащенный обрабатывающим инструментом в виде цепных пил. Для получения на бревне-заготовке продольного паза две цепные пилы установлены плоскостью своих пильных шин параллельно оси бревна и встречно-направленно под одинаковым углом наклона к горизонтальной плоскости. Цепные пилы закреплены на отдельных ползунах, расположенных на соответствующих направляющих портала и связанных между собой общим горизонтальным ходовым винтом с возможностью синхронного встречного или противоположного перемещения. Для обработки концевых замков бревен-заготовок установка снабжена двумя дополнительными тележками с двойными порталами, оснащенными обрабатывающим инструментом в виде цепных пил. Дополнительные тележки с двойными порталами установлены на противоположных концах направляющих станины. Изобретение повышает качество обработки древесины и сокращает трудозатраты. 1 з.п. ф-лы, 4 ил.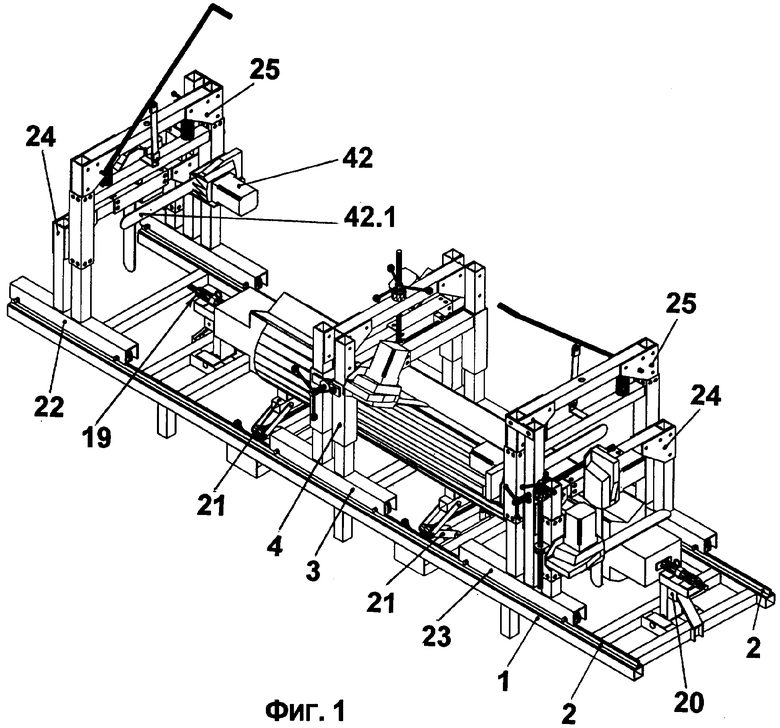
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ БРЕВЕН (ЕГО ВАРИАНТЫ) | 1993 |
|
RU2057007C1 |
| Устройство для формирования последовательностей импульсов | 1989 |
|
SU1653140A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2074813C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |

