Настоящее изобретение относится к листовому материалу для изготовления из него изделия методом промышленной штамповки, при этом данный материал включает металлическую подложку и систему полимерного покрытия, скрепленную с ней. Настоящее изобретение также относится к металлическому контейнеру, выполненному из такого листового материала, и к способу изготовления указанного листового материала.
Под типичным промышленным способом штамповки подразумевается, например, способ глубокой вытяжки, способ многопозиционной вытяжки и способ вытяжки с утонением стенок.
Банки для пива и других напитков, выполненные вытяжкой с утонением стенок (DWI) и имеющие полимерное покрытие, вызывают все больший интерес. Преимущество таких банок состоит в том, что их изготовителю нет необходимости лакировать эти банки изнутри. При этом удается избежать применения не только летучих компонентов, но и упростить производственную цепочку и сделать этот процесс экономически выгодным при меньших объемах выпуска продукции.
К самым критическим наполнителям стальной банки можно отнести минеральную воду. Помимо сохранения вкусовых качеств, критической оказалась коррозийная стойкость банок DWI с полимерным покрытием, когда в них находится минеральная вода. Из опыта производства пластиковых бутылок известно, что полиэтилентерефталат (РЕТ) может использоваться в качестве материала тары для минеральной воды. Эти бутылки обычно состоят из высоко ориентированного и кристаллизованного РЕТ, причем для обеспечения достаточного сохранения вкусовых качеств предлагаются специальные сорта РЕТ.
Чтобы применить эту технологию к стальным банкам для напитков, необходимо решить несколько проблем.
Во-первых, стандартные сорта РЕТ не демонстрируют достаточной адгезии к стали после утонения стенок стального стакана, покрытого РЕТ, особенно после штамповки, тепловой обработки и/или декоративной отделки. Такое положение можно исправить, используя тонкий слой специально модифицированных сортов РЕТ (например, изофталевую кислоту (IPA) или модификации циклогексана диметанола (CHDM), при желании в комбинации (в смеси или сополимеризации) со стандартным РЕТ.
Во-вторых, изготовленные из тонкого металла наполненные напитками банки всегда показывают некоторое так называемое ограниченное выпячивание купола, вызываемое повышением давления в ограниченном объеме банки под влиянием температурных колебаний. В случае с банками, имеющими РЕТ покрытие, это приводит к растрескиванию этого покрытия и последующей коррозии в желобке основания банки при длительном контакте с напитком. Это, в свою очередь, приводит к недопустимо высоким уровням железа в продукте наполнения.
В-третьих, после наполнения банка с полимерным покрытием закрывается таким образом, что ее крышка обычно прикрепляется к горлышку банки с отбортованным краем с помощью закатки. Цельная банка с утоненными при вытяжке стенками, полимерным покрытием и зауженной горловиной пластически деформируется во время закатки, тогда как содержимое уже находится в этой банке. Это вызывает напряжение покрытия, которое может привести к его повреждению.
Еще одна проблема относится к способности данной банки противостоять образованию вмятин. В патентах США 5653357 и 6136395 указано, что покрытия из стандартного РЕТ или полиэтиленизофталевой кислоты (PET/I) модифицированного РЕТ подвержены растрескиванию и проницаемости при ударе и/или образовании вмятины.
Очевидно, что вышеупомянутые проблемы сказываются на сроке годности такой банки. Общим у них является то, что РЕТ покрытия банок для напитков подвержены растрескиванию и последующей коррозии, локализующейся в желобке основания, в том месте, где крышка закатана к корпусу (загнутый радиальный участок на корпусе) и/или в местах вмятин.
Задача настоящего изобретения заключается в создании такого листового материала, из которого можно было бы изготавливать изделия промышленной штамповкой, при этом данный материал включает металлическую подложку и скрепленную с ней систему полимерного покрытия, что позволяет увеличить срок годности банки с таким напитком, как минеральная вода или содержащий кофеин безалкогольный напиток.
Другая задача настоящего изобретения состоит в создании листового материала для штамповки изделий, включающего металлическую подложку и скрепленную с ней систему полимерного покрытия, что обеспечивает хорошее качество производства банок.
Еще одна задача настоящего изобретения состоит в создании листового штамповочного материала, включающего металлическую подложку и скрепленную с ней систему полимерного покрытия, который обеспечивает хорошую коррозийную стойкость, хорошее сопротивление образованию трещин, возникающих под действием напряжений, и хорошую адгезию с подложкой.
Согласно настоящему изобретению одна или несколько из этих задач достигаются созданием такого листового материала, из которого можно изготавливать изделия промышленной штамповкой, при этом данный материал включает металлическую подложку и скрепленную с ней систему полимерного покрытия, причем система полимерного покрытия содержит:
- внутренний слой, включающий РЕТ, модифицированный РЕТ и/или комбинации и того, и другого, как слой для скрепления данной системы с подложкой;
- слой, включающий РЕТ, PBT и/или комбинации и того, и другого, как барьерный слой;
- внешний слой, включающий РЕТ;
в котором внешний слой обладает неприлипающими свойствами для предотвращения прилипания данного материала к штамповочным инструментам при нормальных рабочих температурах процесса промышленной штамповки.
При использовании внутреннего слоя, содержащего РЕТ, модифицированный РЕТ и/или комбинации и того, и другого, была достигнута отличная адгезия с металлической подложкой как до, так и после такой операции штамповки, как изготовление банки, художественное оформление, образование горлышка, и тепловой обработки, такой как стерилизация или пастеризация. Модифицированный РЕТ был получен, например, использованием IPA или CHDM, или комбинаций и того, и другого. Смесь РЕТ и модифицированного РЕТ может быть получена в результате смешивания и/или сополимеризации.
При использовании барьерного слоя, содержащего РЕТ, PBT (терефталат полибутилена) и/или комбинации и того, и другого, была достигнута отличная сопротивляемость образованию трещин, возникающих под действием напряжений. Барьерный слой также предотвращает контакт между содержимым банки и металлической подложкой. Смесь РЕТ и PBT может быть получена в результате смешивания и/или сополимеризации.
При использовании внешнего слоя, содержащего РЕТ или систему модифицированого РЕТ (полученного, например, сополимеризацией и/или смешиванием), достигается достаточный уровень неприлипания при нормальных рабочих температурах штамповочных процессов для изготовления банок на высоких скоростях и большими партиями без прилипания покрытия к штамповочным инструментам. Во время запуска или во время очень медленного течения процесса изготовления банки рабочие температуры являются таковыми, что прилипания не происходит. Однако спустя некоторое время после запуска или с повышением рабочих скоростей рабочая температура инструментов возрастает. Наличие PBT в барьерном слое приводит к тому, что этот слой становится липким. Эта проблема прилипания решается наложением поверх данного барьерного слоя внешнего слоя, обладающего неприлипающими свойствами, сохраняя при этом такие положительные свойства барьерного слоя, как сопротивляемость образованию трещин, возникающих под действием напряжений.
Под прилипанием во время штамповочного процесса следует понимать местное прилипание штампуемого изделия к штамповочным инструментам.
В одном воплощении настоящего изобретения внешний слой имеет достаточно высокую точку плавления и температуру стеклования для предотвращения прилипания. Для типичных штамповочных процессов, таких как вытяжка, температуры ниже 100°C являются обычными. Температура выше окружающей среды, но ниже относительно низкой температуры, например 100°C, считается нормальной рабочей температурой таких процессов штамповки, как вытяжка цельной банки с утонением стенок. Если прилипания листового материала удается избежать, то отделительные его свойства остаются отличными, и, например, стакан, отштампованный из данного материала, не будет прилипать к штамповочным инструментам, таким как штамп, и непрерывный процесс производства не будет прерываться на устранение проблем, связанных со снятием этого стакана со штампа.
В одном воплощении настоящего изобретения барьерный слой системы покрытия включает смесь, состоящую из РЕТ и PBT, в которой содержание PBT предпочтительно составляет, по меньшей мере, приблизительно 10%, более предпочтительно, по меньшей мере, приблизительно 15% и еще более предпочтительно, по меньшей мере, приблизительно 20%. Добавление, по меньшей мере, 10% PBT к данному РЕТ приводит к снижению количества трещин, возникающих под действием напряжения при выпячивании купола после наполнения и хранения банок. Дальнейшее увеличение количества PBT до, по меньшей мере, 15% или даже, по меньшей мере, до 20% приводило к тому, что трещины под действием напряжения не образовывались, в результате чего непористые банки показывали низкую степень поглощения ионов подложки, например железа, в случае со стальной подложкой после продолжительного, превышающего 3 месяца, срока хранения при температуре приблизительно равной 35°C.
В одном воплощении настоящего изобретения барьерный слой содержит смесь РЕТ и PBT, в которой содержание PBT максимально составляет приблизительно 60%. Было обнаружено, что при уровнях PBT в барьерном слое, превышающих 60%, это превышение и связанное с ним увеличение стоимости такого барьерного слоя дальше не приводит к улучшению таких его свойств, как отделение и неприлипание.
В одном воплощении настоящего изобретения барьерный слой состоит из смеси, включающей приблизительно 50% РЕТ и 50% PBT. Это соотношение PET:PBT, приблизительно составляющее 50%:50%, обеспечивает отличную сопротивляемость образованию под воздействием напряжения трещин, а также и производство непористых некоррозирующих банок.
В одном воплощении настоящего изобретения внешний слой включает РЕТ с температурой стеклования, составляющей, по меньшей мере, 70°C для предотвращения прилипания. Было установлено, что при таком значении температуры обеспечиваются хорошие показатели неприлипания. Эти показатели неприлипания улучшаются при более высокой температуре стеклования, вместе с этим возрастает возможность предотвращения прилипания при низкой температуре.
В следующем воплощении настоящего изобретения внешний слой включает РЕТ с температурой стеклования, составляющей, по меньшей мере, 240°C для предотвращения прилипания. Применение внешнего слоя, содержащего РЕТ с такими или более высокими показателями температуры плавления, обеспечивает хорошие показатели производства банок без прилипания их покрытия к инструментам для вытяжки и утонения стенок. Показатели рабочей температуры могут достигать этих очень высоких цифр, прежде всего, в течение процесса утонения.
В одном воплощении настоящего изобретения толщина барьерного слоя составляет, по меньшей мере, 10 мкм, предпочтительно, по меньшей мере, 15 мкм. Эта минимальная толщина обеспечивает адекватную сопротивляемость образованию трещин под воздействием напряжения. Эта сопротивляемость образованию трещин напряжения возрастает с увеличением толщины данного барьерного слоя. Однако увеличение толщины барьерного слоя также приводит к росту стоимости этого барьерного слоя. Было установлено, что подходящая максимальная толщина барьерного покрытия составляет приблизительно 50 мкм.
В следующем воплощении общая толщина покрытия составляет менее 40 мкм, предпочтительно между 20 и 35 мкм, еще предпочтительнее приблизительно 30 мкм. Для экономии предпринимаются постоянные попытки сократить толщину этого покрытия. Было установлено, что для устранения пористости, достижения хорошей адгезии и хороших показателей неприлипания, отличной комбинацией перечисленных требуемых свойств обладает покрытие, включающее внутренний слой, составляющий приблизительно 6 мкм, барьерный слой - приблизительно 18 мкм и внешний слой - приблизительно 6 мкм, что составляет общую толщину покрытия приблизительно в 30 мкм.
Данная система покрытия обеспечивает (термальное) художественное оформление и образование горлышка банки, покрытой декоративным покрытием.
Согласно второму аспекту настоящее изобретение также касается способа производства металлического контейнера, изготовляемого из листового материала, как описано выше.
В одном воплощении настоящего изобретения подложка в основном содержит сталь, или стальной сплав, или алюминий, или алюминиевый сплав. Эта подложка может при желании иметь покрытие. В следующем воплощении эта подложка выполнена из стали с электрохромированным покрытием (ECCS) или из белой жести. Такая комбинация подложки и системы покрытия позволяет использовать относительно дешевую подложку с приданием ей отличных свойств с помощью системы покрытия. ECCS также известна как сталь, не содержащая олова.
В предпочтительном воплощении настоящего изобретения такой металлический контейнер выполнен в виде банки для напитков, содержащей, например, минеральную воду или безалкогольные напитки, в состав которых входит кофеин. Эти напитки могут быть газированными. Данная система покрытия обеспечивает отличное сохранение вкусовых качеств с помощью барьерного слоя, который предохраняет содержимое банки от контакта с подложкой и предотвращает поглощение содержимым банки химических элементов, входящих в состав этой подложки. Например, когда система покрытия применена к подложке, имеющей в основе железо, то поглощение этого железа эффективно предотвращается. Следует заметить, что листовой материал по настоящему изобретению также хорошо подходит для производства цельных банок, изготовляемых методом цельной вытяжки (DRD), или для производства цельных банок с утоненными при вытяжке стенками (DWI).
Настоящее изобретение также касается способа производства листового материала, как описано выше, в котором систему покрытия выполняют на месте экструзией одного слоя или совместной экструзией, по меньшей мере, двух слоев, используя подходящие блок-питатель/головку экструдера. Термин «на месте» означает, что данная система покрытия производится непосредственно перед применением к металлической подложке. Возможно также наносить слои покрытия один за другим в несколько экструзионных этапов.
Настоящее изобретение также относится к способу изготовления листового материала, как описано выше, в котором данная система покрытия образована так, что сначала изготавливают пленку, включающую один или более слоев этой системы покрытия, при желании эту пленку растягивают и затем прикрепляют к подложке. Эта пленка может также изготавливаться или приобретаться в каком-то другом месте. Какой вариант производства является наиболее приемлемым: производство на месте с помощью экструзии или совместной экструзии, или процесс накатывания покрытия, частично зависит от возможностей производственной линии покрытия, где изготавливают данный листовой материал. Возможно также наносить данные слои покрытия последовательной накаткой. Следует понимать, что также возможно и комбинированное нанесение слоев, включающее как накатку, так и экструзию или совместную экструзию.
Настоящее изобретение также касается способа производства листового материала, как описано выше, в котором пленку, включающую барьерный и внешний слой, которая при желании может быть растянута до скрепления с этой подложкой, скрепляют с этой подложкой, которая уже обеспечена внутренним слоем. В этом воплощении внутренний слой, который обеспечивает адгезию системы покрытия к подложке, наносится раньше двух других основных слоев. Это позволяет управлять условиями нанесения других слоев в зависимости от потребностей внутреннего слоя, обеспечивая, таким образом, превосходную адгезию внутреннего слоя к подложке.
Следует заметить, что внешний слой может также выполняться нанесением лакового покрытия. В качестве альтернативы выполнению данного покрытия в ходе процесса совместной экструзии или последовательной экструзии слоев на подложку, внутренний и барьерные слои могут быть выполнены в процессе экструзии или накаткой, после чего следует этап лакирования, образуя внешний слой. Внешний лакированный слой обладает неприлипающими свойствами для предотвращения прилипания материала к штамповочным инструментам при нормальных показателях рабочих температур процессов штамповки.
Настоящее изобретение будет далее объяснено на не ограничивающих его примерах.
Пример 1 (минеральная вода)
Следующая система покрытия (все процентные соотношения относятся к весу) была выполнена совместной экструзией:
- внутренний адгезивный слой (6 мкм): 70% PETG (содержащий 37% CHDM сомономера), смешанный с 30% стандартного РЕТ (сорт для бутылок, содержащих воду);
- барьерный слой (18 микрон): 50% стандартного РЕТ, смешанного с 50% PBT;
- внешний слой (6 микрон): 100%-ный стандартный РЕТ.
Продукт совместной экструзии был нанесен на ECCS сталь (0,19 мм, T57 ВА), при этом общая толщина покрытия составила 30 микрон. Противоположная сторона полосы данной ленты была покрыта стандартным, толщиной в 20 микрон, двухслойным РЕТ, содержащим модифицированный адгезивный слой РЕТ и стандартный РЕТ бутылочного сорта в качестве верхнего слоя. После нанесения покрытия этот материал был подвергнут тепловой обработке при температуре, превышающей самую высокую температуру плавления данного полимерного покрытия 270°C, и быстро охлажден.
Получившаяся в результате покрытая полимером лента была подана на линию изготовления DWI банок, и там были изготовлены банки для напитков (категории 33) (где трехслойное покрытие, относящееся к данному изобретению, оказалось на внутренней стороне банки). Процесс производства прошел гладко, и никаких проблем при изготовлении банок не возникло. Общее количество изготовленных банок составило приблизительно 300 штук, где их средний E470 показатель пористости составил 0,70 мА. Измерения пористости E470 были произведены как на банках с суженным горлышком, так и на банках без сужения горлышка; были проверены приблизительно 10% от общего количества банок.
Полученные в результате банки были затем наполнены газированной минеральной водой, закрыты и при температуре в 35°C в течение 3 месяцев подвергались проверке на качество упаковки. Некоторое количество банок специально погружали в теплую воду (55°C), чтобы вызвать у них выпячивание купола. Как известно, это приводит к образованию сетки трещин в желобке днища, увеличивая, таким образом, поглощение железа. Для усиления эффекта от этих воздействий выпячивание купола была преднамеренно увеличено (значительно больше, чем при обычной практике, составляющей <2 мм), что в некоторых случаях привело к обратному направлению выпячивания купола. После открытия и опустошения этих банок они были проверены на наличие коррозии. Дополнительно было определено количество поглощения железа. Ни в банках с выпяченным куполом, ни в банках без выпячивания купола коррозии в желобке днища обнаружено не было. Более того, показатель поглощения железа оказался значительно ниже по сравнению со стандартным РЕТ-образцом (пример 3) в случае с выпячиванием купола. Норма поглощения железа (составляющая 0,1-0,2 мг/л в зависимости от марки минеральной воды) не была достигнута. Это, однако, объясняется строгими условиями проверки. Следует понимать, что данные листовые материалы и банки производятся на экспериментальных линиях. Это неизбежно приводит к получению более пористого покрытия по сравнению с промышленным производством и процессом штамповки. Усовершенствование спецификации описанного покрытия (пример 1) по сравнению со стандартом (пример 3) очень существенно. Результаты относительно качества изготовления банок, коррозирования и поглощения железа представлены в таблице 1.
Пример 2 (минеральная вода)
Идентичный примеру 1, но в данном случае была выполнена двухслойная система покрытия согласно следующей спецификации:
- адгезивный слой (6 микрон): 70% PETG, в смеси с 30% стандартного РЕТ;
- барьерный слой (24 микрона): 50% PBT в смеси с 50% РЕТ.
В процессе изготовления (уже примерно после 25 банок) имело место прилипание банок к штампу после утонения стенок, что значительно затрудняло непрерывную работу производственной линии. За время прерываемого производственного процесса было изготовлено примерно 250 банок, при этом средний показатель E470 пористости составил 0,70 мА.
После проверки упаковочных качеств этих банок с минеральной водой, как описано в примере 1, была определена степень коррозийности в желобке днища. Показатель коррозийности определялся измерением длины дуги коррозированной области желобка днища. В том случае, когда весь желобок днища был полностью покрыт коррозией, длина его составляла 157 мм, что соответствует длине окружности. Результаты относительно качества изготовления банки, коррозирования и поглощения железа представлены в таблице 2.
Пример 3 (минеральная вода, стандартный РЕТ образец)
Идентичен примеру 1, но в этом случае двухслойная система была выполнена согласно следующей спецификации:
- внутренний слой (6 микрон): 70% PETG, смешанного с 30% стандартного РЕТ;
- барьерный слой (24 микрона): 100%-ный РЕТ.
Процесс производства банок проходил отлично, также и при продолжительной работе. В целом было изготовлено 1000 банок при среднем показателе E470 пористости 0,70 мА. Однако после испытания заполненных минеральной водой банок на качество упаковки были обнаружены сильная коррозия в желобке днища (измеренная, как описано в примере 2), а также недопустимо высокие уровни поглощения железа. Результаты относительно качества изготовления банок, коррозирования и поглощения железа представлены в таблице 3.
Пример 4 (кофеиносодержащий безалкогольный напиток)
Спецификация покрытия банки и сами банки были выполнены идентично примеру 1.
Данные банки были наполнены кофеиносодержащим безалкогольным напитком, закрыты и протестированы на качество упаковки при 35°C в течение 3 месяцев. Для некоторого числа банок были созданы специальные условия для стимуляции выпячивания днища. Для усиления эффекта от этих воздействий выпячивание купола была преднамеренно увеличено (значительно больше, чем при обычной практике, составляющей <2 мм), что в некоторых случаях привело к обратному направлению выпячивания купола. После открытия и опустошения этих банок они были проверены на наличие коррозии. Дополнительно было определено количество поглощения железа. В желобке днища было обнаружено некоторое наличие коррозии как в банках с выпяченным куполом, так и без него. Уровень поглощения железа оказался значительно ниже по сравнению со стандартным РЕТ образцом (пример 5) в случае с банками с выпяченным куполом. Улучшение описанной спецификации покрытия (пример 4) по сравнению со стандартным образцом (пример 5) очень значительно. Результаты относительно качества изготовления банки, коррозирования и поглощения железа представлены в таблице 4.
Пример 5 (безалкогольный кофеиносодержащий напиток, стандартный РЕТ образец)
Спецификация покрытия и сами банки были выполнены идентичными примеру 3. Данные банки были наполнены кофеиносодержащим безалкогольным напитком, закрыты и протестированы на качество упаковки при 35°C в течение 1 месяца. Процесс производства банок проходил отлично, также и при продолжительной работе. В целом было изготовлено 1000 банок при этом средний показатель E470 пористости составил 0,70 мА. Однако после испытания этих банок, заполненных минеральной водой, на качество упаковки была обнаружена сильная коррозия в желобке днища (измеренная, как описано в примере 2), а также недопустимо высокие уровни поглощения железа. Результаты относительно качества изготовления банки, коррозирования и поглощения железа представлены в таблице 5.
Пример 6 (минеральная вода)
Пример 6 - Минеральная вода
Стандартный образец покрыт по принятым в данной области нормам, а образцы 6a и 6b имеют покрытие в соответствии с настоящим изобретением. Толщина слоев покрытия составила 4 мкм; 22 мкм; 4 мкм. Банки были заполнены минеральной водой и оставлены на хранение при температуре в 35°C. Далее у части банок было принудительно вызвано выпячивание купола. Это принудительное выпячивание купола было достигнуто погружением данных банок в теплую воду (55°C), что и привело к выпячиванию купола. Как известно, это приводит образованию сетки трещин в желобке днища, увеличивая, таким образом, поглощение железа. В приведенной ниже таблице приведены результаты, отражающие количество железа, поглощенного по истечении 3 месяцев.
Пример 6a, 6b и стандартный образец - Поглощение железа
Данные результаты ясно демонстрируют, что банка стандартного образца показывает увеличенный уровень поглощения железа по истечении 3 месяцев, тогда как обе банки с модифицированными покрытиями не показывают такого эффекта. Этот эффект особенно выражен в тех случаях, где имеется выпячивание купола.
Эти результаты ясно указывают, что добавление PBT в количестве 35% к барьерному слою данной системы покрытия приводит к улучшенным результатам относительно коррозионной стойкости, одновременно обеспечивая отличное качество выполнения банок.
Результаты примеров 1-6 обобщены в таблице 7.
Обобщенные результаты 1-6 (1, 4, 6a, 6b - воплощения настоящего изобретения)
Следует заметить, что когда барьерный слой и верхний слой представлены одним и тем же материалом, как это отражено в таблице 7, в примерах 3, 5 и стандартном образце для сравнения, ту же результирующую систему покрытия можно получить, нанеся один слой толщиной 24 мкм (как в примере 3) или нанеся барьерный слой толщиной 18 мкм и верхний слой толщиной 6 мкм. Какой вариант является самым подходящим - один слой толщиной 24 мкм или 2 слоя, где толщина одного из них 18, а другого - 6 мкм - отчасти зависит от производственного оборудования линии покрытия, где производится данный листовой материал.
Настоящее изобретение будет далее описано со ссылкой на сопровождающие чертежи, на которых:
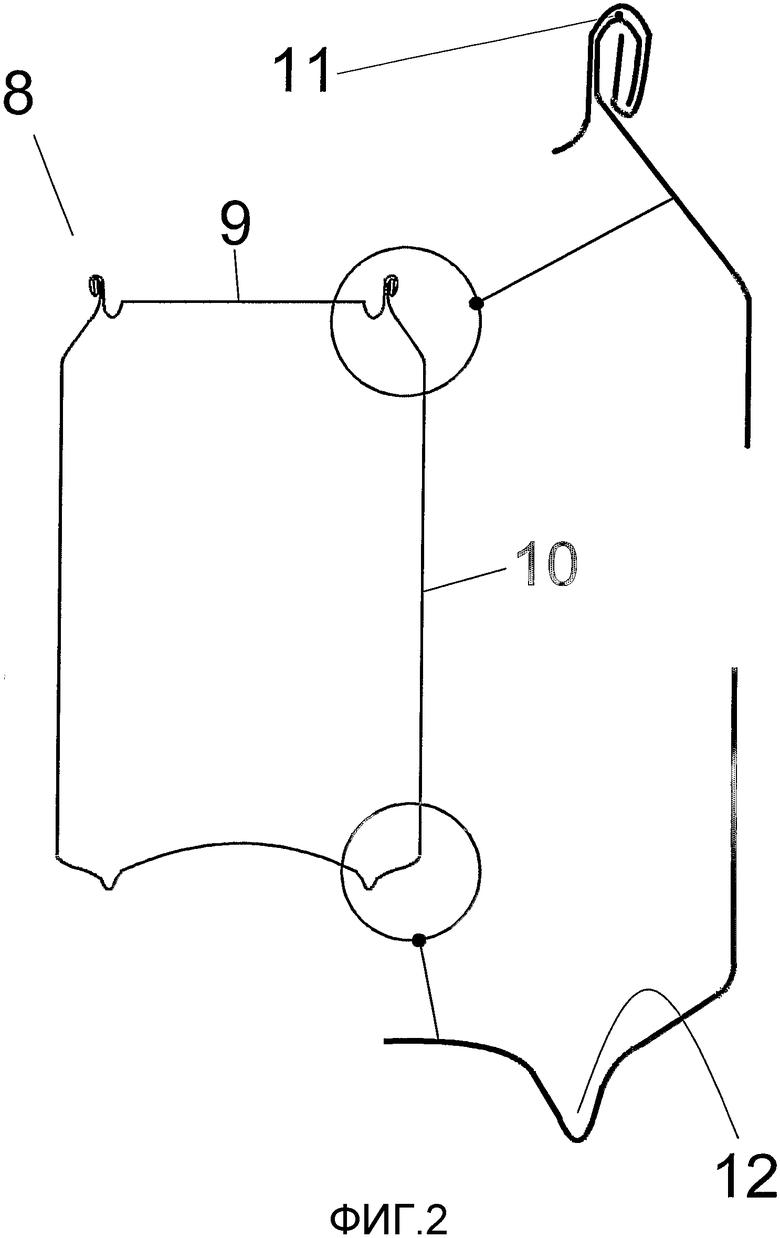
на фиг.1 показана система покрытия на подложке согласно настоящему изобретению;
на фиг.2 показано схематично изображение банки для напитков и два ее увеличенных участка.
На фиг.1 показана система покрытия 1 на подложке в форме корпуса 2 банки, включающая внутренний слой 3, который обеспечивает достаточную адгезию к этой подложке, барьерный слой 4, который выполняет роль барьера и обеспечивает отличную сопротивляемость возникающим под действием напряжения трещинам, и внешней слой 5, который не прилипает к инструментам для вытяжки и утонения стенок 6. Здесь также показано прижимное кольцо для вытяжки 7. Подложка банки также может быть обеспечена слоем покрытия на внешней стороне корпуса, но это на чертеже не показано.
На фиг.2 показано схематично изображение банки для напитков 8. Увеличенный участок А показывает местоположение шва между крышкой 9 и корпусом 10 данной банки для напитков. Загнутый радиальный участок обозначен цифрой 11, а желобок днища цифрой 12.
Конечно, следует понимать, что настоящее изобретение не ограничено описанными выше воплощениями и примерами, но охватывает любые другие воплощения, не выходящие за рамки данного описания и приведенной ниже формулы изобретения.
Изобретение может быть использовано при изготовлении методом штамповки, в частности вытяжки, металлических контейнеров, например банок для напитков. Листовой материал для изготовления из него изделия содержит металлическую подложку и скрепленную с ней систему полимерного покрытия. Внутренний слой покрытия включает PET и модифицированный PET в качестве слоя для скрепления этой системы с подложкой. В качестве барьерного слоя покрытие содержит слой, включающий PET и РВТ. Внешний слой включает PET, обладающий неприлипающими свойствами, для предотвращения прилипания данного материала к штамповочным инструментам при нормальных рабочих температурах промышленной штамповки. Металлическая подложка выполнена из стали, или алюминия, или алюминиевого сплава. Система покрытия может быть получена экструзией одного слоя или совместной экструзией, по меньшей мере, двух слоев. Можно получить систему покрытия путем предварительного изготовления пленки и скрепления ее с подложкой. Изобретение позволяет улучшить качество изготовления банок для напитков, увеличить срок их годности и сохранение вкусовых качеств. 4 н. и 14 з.п. ф-лы, 7 табл., 2 ил.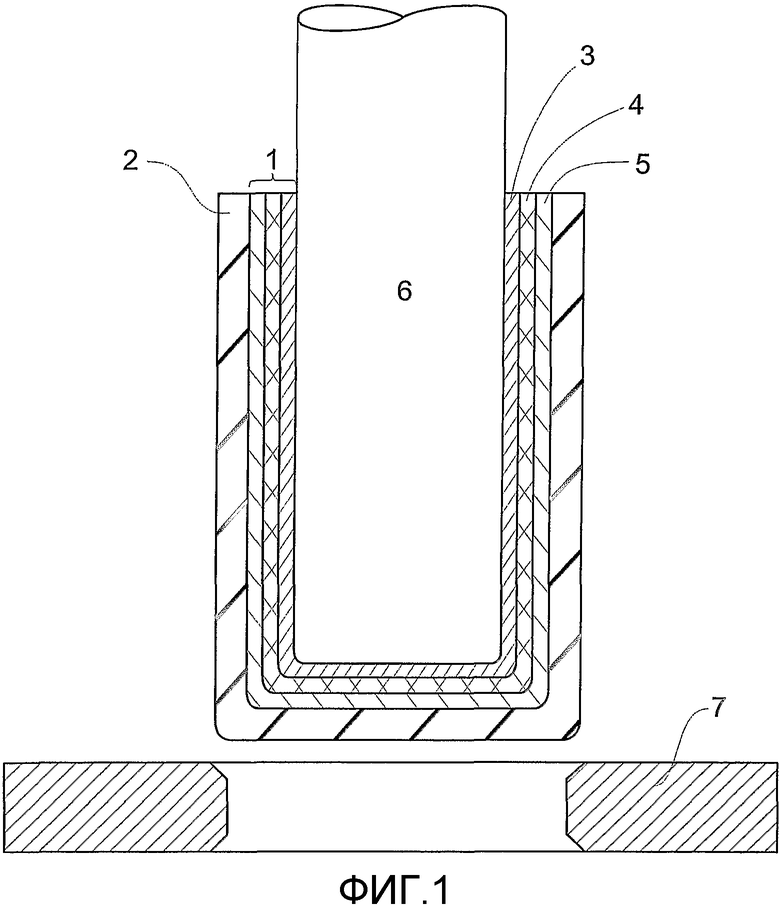
внутренний слой, включающий полиэтилентерефталат (РЕТ) и модифицированный PET в качестве слоя для скрепления этой системы с подложкой;
слой, включающий PET и полибутилентерефталат (РВТ) в качестве барьерного слоя;
внешний слой, включающий PET, обладающий неприлипающими свойствами для предотвращения прилипания данного материала к штамповочным инструментам при нормальных рабочих температурах промышленной штамповки.
| Способ сборки судовой объемной секции | 1982 |
|
SU1084176A1 |
| JP 7047649 А1, 21.02.1995 | |||
| US 5780158 A1, 14.07.1998 | |||
| US 6261654 А1, 17.07.2001 | |||
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРОВ И КОНТЕЙНЕРЫ НА ЕГО ОСНОВЕ | 1999 |
|
RU2183557C2 |

